1. Introduction
Cryogenic treatment is a type of heat treatment applied at low temperatures that is used to improve the mechanical and physical properties of materials. Cryogenic treatment is applied to a wide range of materials, such as iron, non-ferrous alloys, ceramics, plastics, carbides and tool steels, as well as to cutting tools [
1,
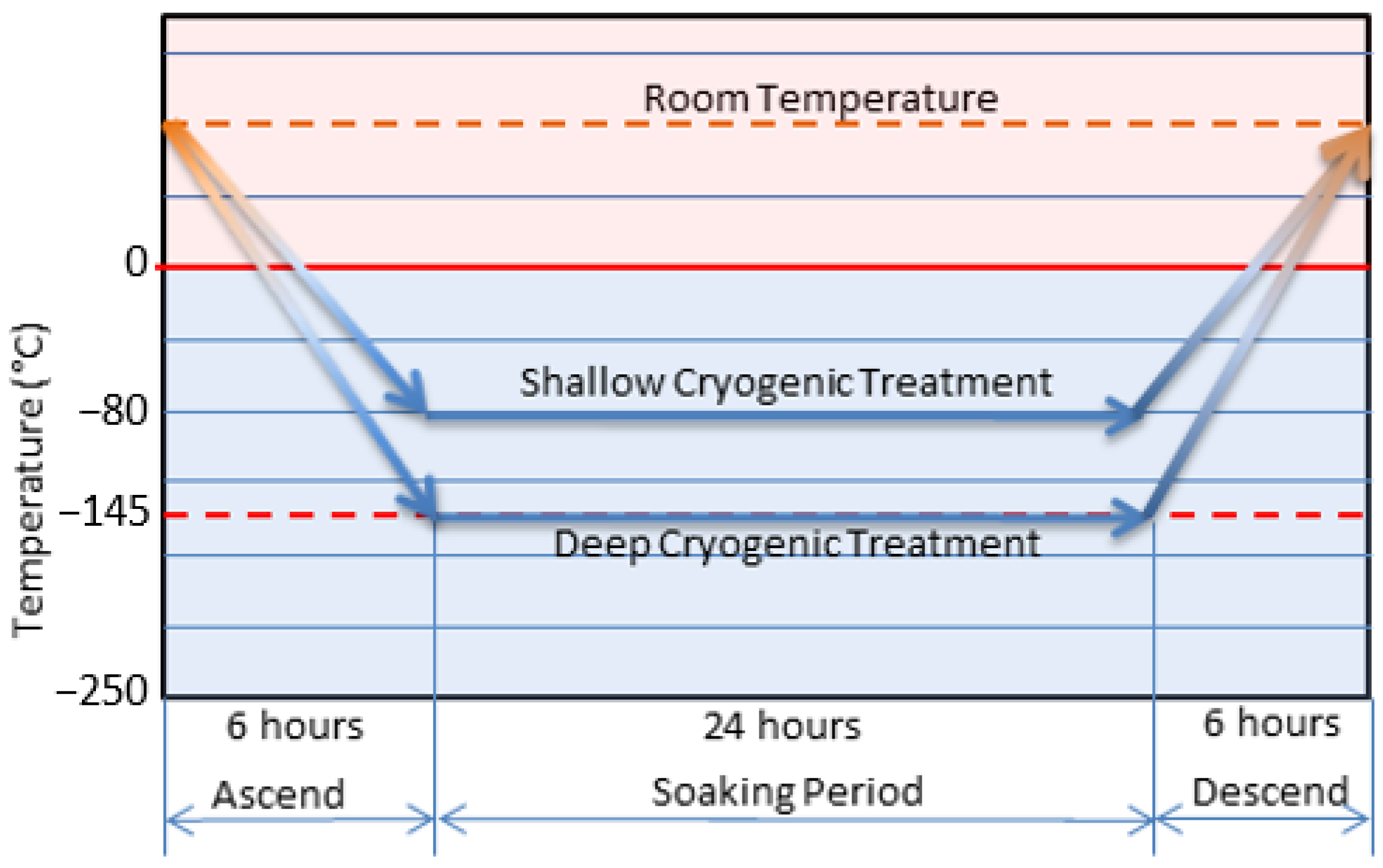
2]. During cryogenic treatment, the samples are gradually brought to a cryogenic temperature, kept at that specified temperature for a certain period of time, and then brought back gradually to room temperature in order to prevent microfractures from forming in the microstructure of the material. Cryogenic treatment is usually carried out at temperatures between −80 °C and −196 °C. Shallow cryogenic treatment is performed between −80 °C and −140 °C, and deep cryogenic treatment between −140 °C and −196 °C [
3]. The use of deep or shallow cryogenic treatment depends on the type of material to be treated. Cryogenic treatment applied to different materials improves their hardness, toughness, electrical conductivity and abrasion resistance properties [
4,
5,
6].
Cryogenic treatments applied to materials as heat treatment can be divided into two types. The first is cryogenic treatment for enhancing the mechanical and physical properties of materials, usually applied to improve the tribological properties of tool steels and alloys [
5,
7,
8]. The second type is cryogenic treatment applied to increase the wear resistance, toughness and other properties of cutting tools used in manufacturing [
9,
10,
11]. The effects of cryogenic cooling and cryogenic treatment on processing performance have been observed extensively in traditional manufacturing methods, such as turning, milling and drilling [
12,
13]. However, the effects of cryogenic treatment on non-traditional manufacturing methods, such as electrical discharge machining (EDM), have not been as widely investigated as they have been on conventional manufacturing methods.
Electrical discharge machining is an unusual manufacturing method used to machine geometrically complex and rigid materials. This method is classified as a thermal machinability method because it uses electricity as energy. The machining performance has no effect on the stiffness, toughness and strength of the material to be machined. On the other hand, the melting temperature and thermal conductivity of the material affect the machinability performance [
14,
15]. With EDM, chip removal is achieved by melting and evaporating the workpiece [
16]. In this technology, electrical sparks are used for material abrasion, so there are no mechanical stresses or tipping and vibration problems during processing as the electrode and workpiece do not touch each other [
17]. The high temperatures which occur during the processing of superalloys by conventional methods impair product quality and increase tool wear, which destroys cutting tools [
1,
2]. In the processing of difficult-to-process materials, non-traditional methods can be used to increase product quality and reduce production costs.
The Taguchi Method is a systematic statistical approach used to determine the effects and optimal levels of control factors by performing a small number of experiments, making it an efficient method which is preferred in experimental studies. The Taguchi method deals only with single-response optimization problems. Therefore, the traditional Taguchi method cannot optimize a multi-objective optimization problem. The Taguchi method and gray relational analysis (GIA) are combined to optimize multipurpose problems [
18,
19]. Gray correlation analysis is one of the multi-factor decision-making methods. Through gray relational analysis, a gray correlation degree is obtained to evaluate the multiple performance properties. As a result, the optimization of complex multi-performance features can be turned into optimization of a single gray relational class. Gray relational analysis is applied in different industrial fields under topics such as gray modeling, gray estimation and gray decision making [
20]. Gray relational analysis utilizes black if it does not have knowledge and white if it has full knowledge. The gray system shows the level of information between black and white. Some information is known in the gray system, but some parts are unknown. Relations between factors in the white system are the closest, while in the gray system, the relations between the factors are not certain [
21].
The literature studies on the machinability of cryogenically treated materials and electrodes in EDM have been examined and summarized. Rahul and Datta examined the processing performance of cryogenically treated Inconel 825 super alloy using different machining parameters on the EDM machine. The test parameters were determined as peak current, pulse-on time and duty factor. The effects of experimental parameters, such as the processing performance output on surface morphology, were examined. As a result of the study, it was found that the intensity of microcracks formed on the surface of the cryogenically treated Inconel 825 super alloy was lower [
22]. Kumar et al. examined the effects of a cryogenically treated electrode material on abrasion. In the experiments, the processing parameters were determined as treated and untreated electrode material (copper-tungsten), peak current, pulse-on time, pulse-off time and flushing pressure. The researchers used the Taguchi L
18 (2
1 × 3
7) experimental design to statistically determine the effect of the specified processing parameters on abrasion. As a result of their experimental studies, they determined that the wear rate of the cryogenically treated electrode material was improved [
23]. Jaspreet et al. investigated the processing performance of three different mold steels that were cryogenically untreated and cryogenically treated using EDM. They determined the test (processing) parameters as current, on time, duty factor, voltage and polarity, and the output parameters as surface roughness, electrode wear amount and material wear amount. As a result of the study, they determined that the cryogenic process reduces tool wear and improves the surface quality of the workpiece after machining [
24]. Abdulkareem et al. applied cryogenic treatment to copper material that was used as electrodes, and then examined the processing performance of the titanium alloy in different machining parameters. They determined test parameters, such as current, pulse-on time, pause-off time and gap voltage. As a result of their work, they were found that the wear rate of the electrode improved by 27% [
25].
When the literature studies are examined, it is seen that the optimization performed using the processing parameters makes the EDM method more stable. In addition, although the studies provide information on the relationship between various input and output parameters for the processing of materials with EDM, they do not provide much information about the underlying mechanisms. This study investigated the effect of shallow and deep cryogenic treatment on the corrosion machinability performance of a superalloy using EDM. The order of the machinability experiments carried out with EDM was established according to the Taguchi method L18 orthogonal array. In order to determine the most effective parameters, the signal/noise (S/N) ratios obtained by the Taguchi method were used. The effects of factors on machining performance were determined by ANOVA. The relationship between the predicted values and the experimental results was also examined by regression analysis, and gray relationship analysis was used to determine the relationship between average surface roughness (Ra) and material removal rate (MRR).
3. Results and Discussion
3.1. Experimental Results
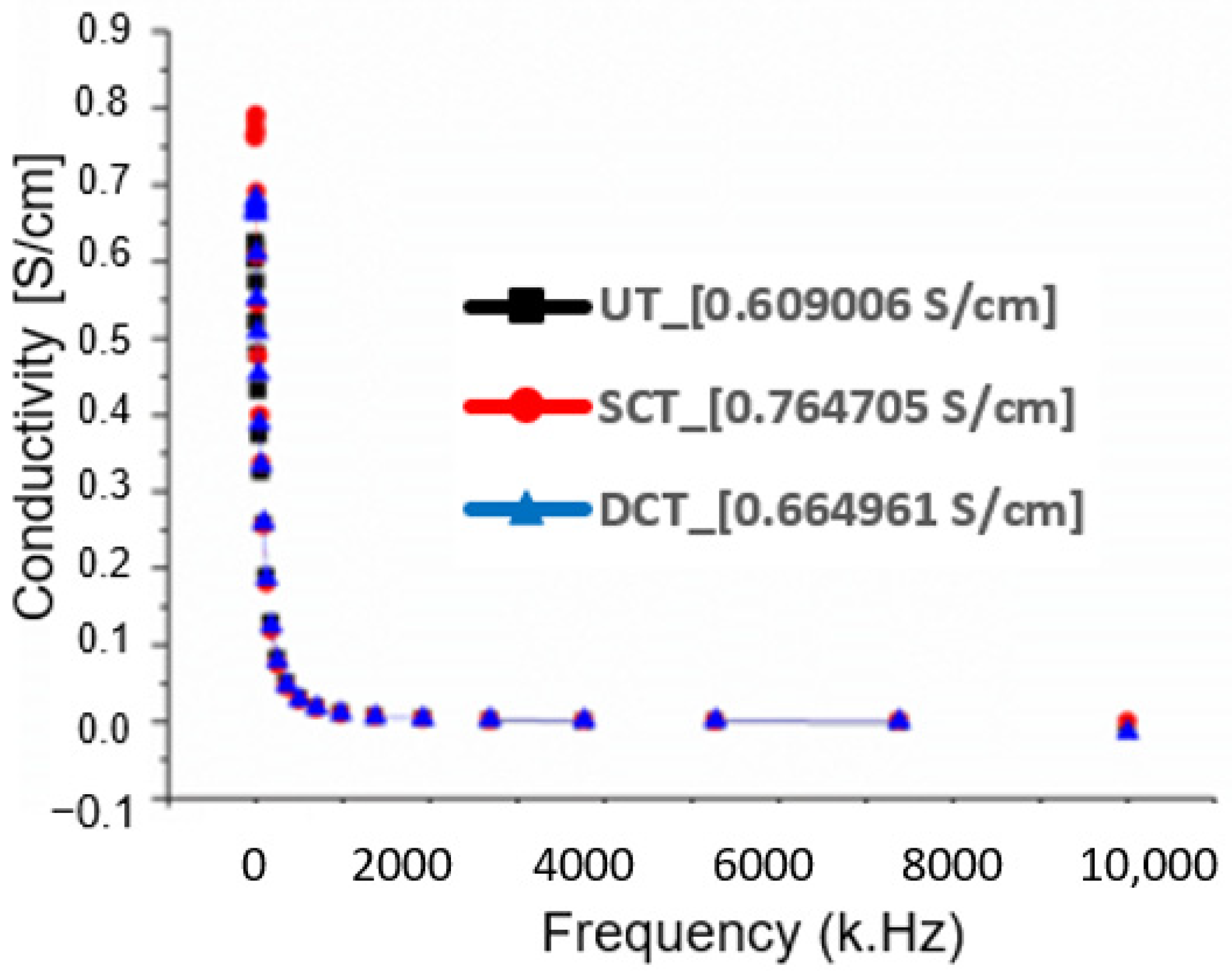
To investigate the effect of cryogenic treatment on the samples, hardness measurement tests and electrical conductivity measurements were performed on the materials before and after the cryogenic treatment. The average hardness measurements of the materials are shown in
Table 4 and the electric conductivity measurements in
Figure 2.
The cryogenic treatment slightly increased the hardness of the samples. The increase in hardness with deep cryogenic treatment depends on the crystallographic and microstructural changes and the fine distribution of microcarbons [
29,
30].
Figure 2 shows that the highest conductivity value was for the shallow cryogenically treated material, followed by the deep cryogenically treated and untreated material, respectively. This means that the thermal vibrations of the atoms were weakened with the cooling of the metal materials, so the electrical resistance decreased, and the electrical conductivity increased [
31].
In the EDM tests, an electrolytic copper electrode with a diameter of 18 mm and a density of 8.9 g/cm
3 was used (
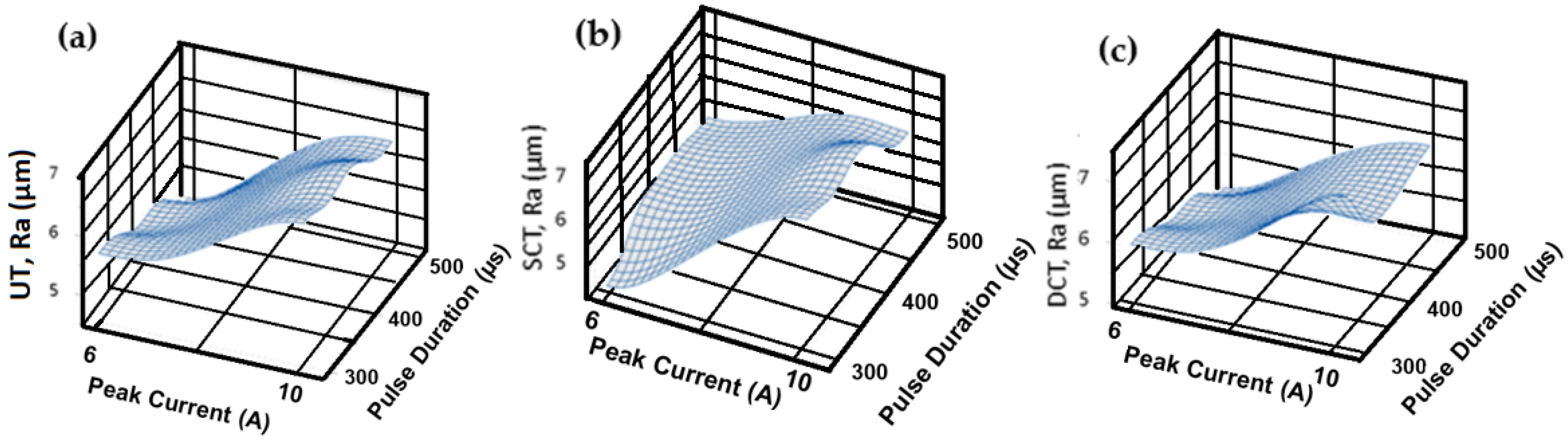
Table 5). For the experimental study, after consulting the literature, electrical discharge machining was performed with the selected parameters (three different pulse-on times, two peak currents, and fixed pulse-off time and chip depth). The obtained average surface roughness and MRR results were evaluated and are shown in
Table 6. The average surface roughness variations of the UT, SCT and DCT samples at peak current (A) values of 6 and 10 A are shown in
Figure 3.
Figure 3 shows that the minimum average surface roughness value was 4.50 μm in the SCT sample at 6 A peak current and 300 μs pulse-on time. The highest average surface roughness value (7.36 μm) was obtained for the factor levels A
2B
2C
1. For MRR, the highest amount of chip removal (2.569 g) was at factor levels A
2B
3C
1, while the lowest amount of chip removal was found to be at A
2B
2C
2. The highest machining time (50 min) was at factor levels A
1B
1C
1, whereas the lowest machining time (18 min) was at A
2B
2C
2. As the amount of current increased, the average surface roughness generally increased, but when the amount of current decreased, the average surface roughness improved. In this case, it can be said that increased peak current reduced the amount of wear, increased the average surface roughness value, but did not greatly affect the MRR. These results are in line with those in the literature. Torres et al. also found that in the processing of titanium diboride material with EDM, the current intensity was effective on the MRR and average surface roughness, but as a result of the melting and evaporation of the material due to the increased heat and current, the MRR increased considerably [
32].
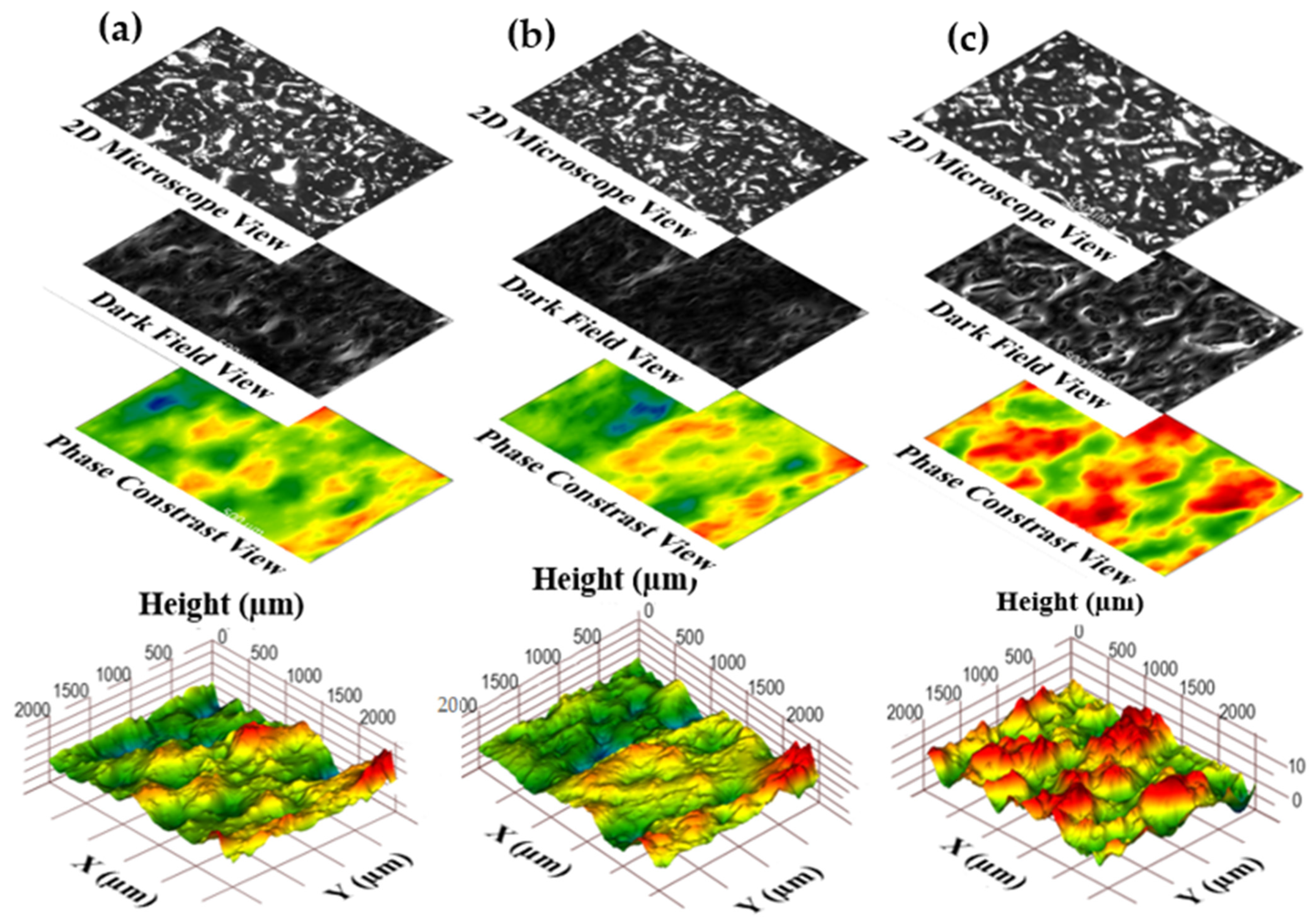
The 3D profilometer, 2D microscopic, dark-field and phase-contrast images used in the analysis of the UT, SCT and DCT sample surfaces are shown in
Figure 4. More green parts can be seen in the UT specimens. On the DCT samples, the red regions were observed to increase. In the DCT samples, a large difference in elevation is shown. Dark-field microscopy describes methods in both electron and light microscopy which exclude the unscattered beams from the image. This image provides a simulated dark-field view of the measured sample, as would be obtained by a dark-field microscope. As a result, the field around the specimen is generally dark. In
Figure 4, black and white appeared to be more prominent in the DCT sample. This showed that the surface was rougher. The phase-contrast view provides a false color representation of the measured sample. Each color corresponds to a different height. As can be seen from these images, the average surface roughness of the SCT sample was lower.
3.2. Microstructure Analysis
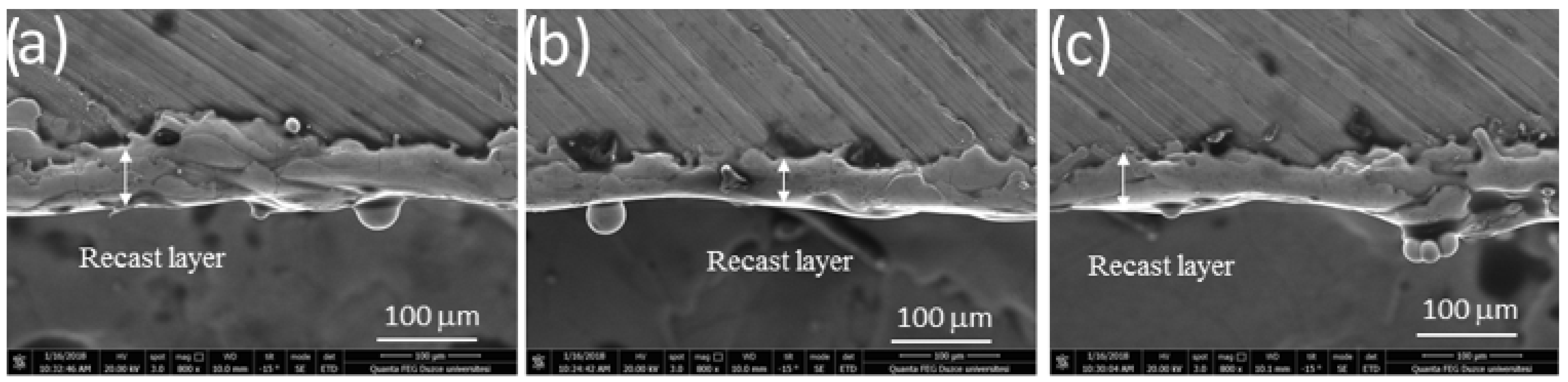
The energy discharged during the EDM process causes very high temperatures to be generated at the spark point. This causes part of the sample surface to evaporate and dissipate. In the process of completing each discharge current, craters, microcracks and spherical particles formed on crater edges can develop in various sizes on the surfaces being processed [
33]. The SEM images of the UT, SCT and DCT samples from the experiments resulting in the lowest average surface roughness are shown in
Figure 5. Crater formation, adhesions, micropores and copper particles of the electrode material were formed on the surfaces of the UT, SCT and DCT specimens. The higher the current, the higher the discharge energy produced. As a result, damage on the surface of the workpiece caused by a larger crater can be observed [
34]. The surfaces were eroded by the smelting process. Moreover, microcracks were more pronounced in the UT specimens. These microcracks are more likely to occur under high energy conditions due to the thermal stress effect on the newly formed layer [
32]. Microcracks were seen to decrease in the SCT samples. This is also reflected in average surface roughness values.
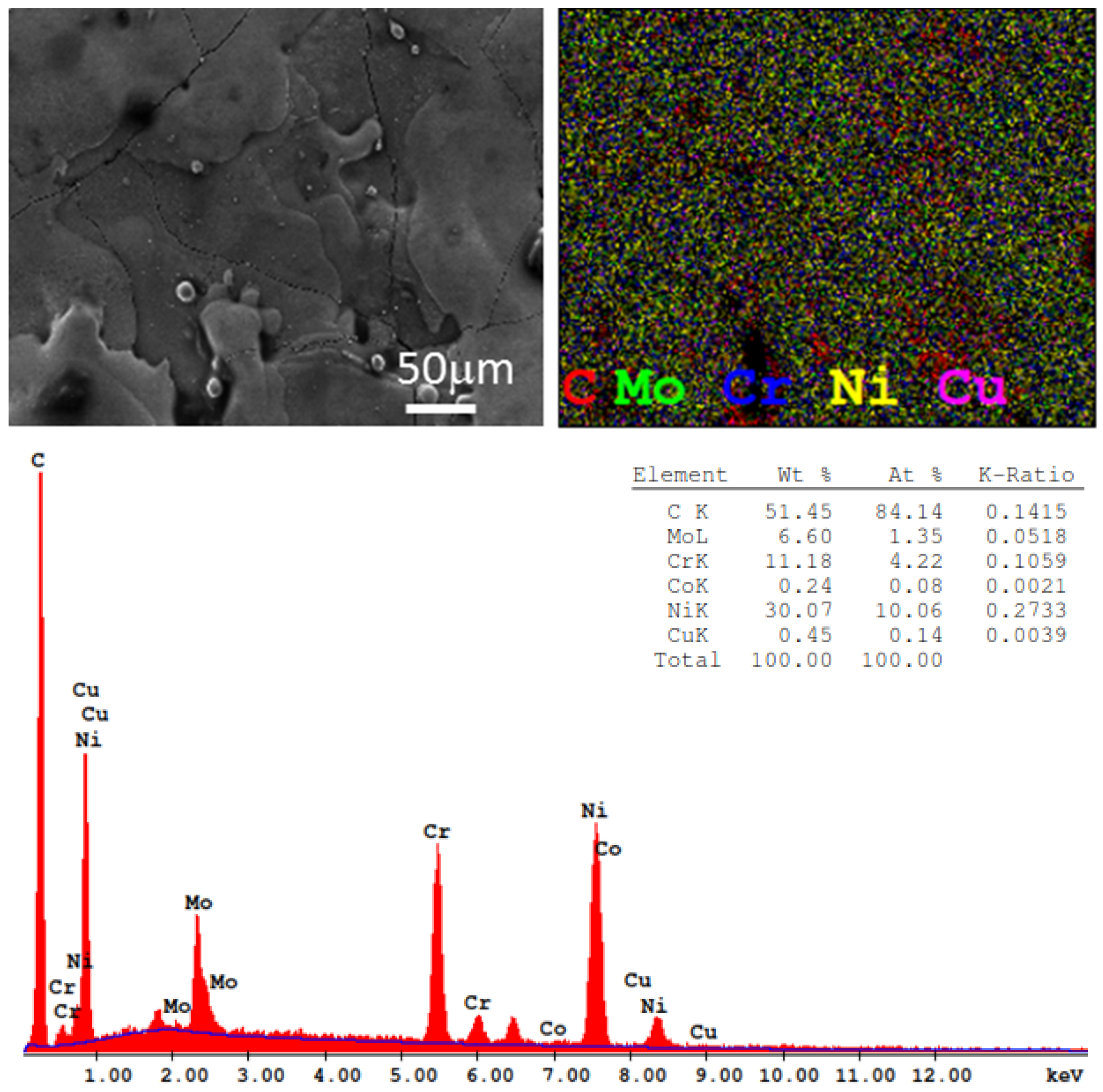
The SEM mapping analysis and the elements in the material obtained from the UT samples used in the experiment are shown in
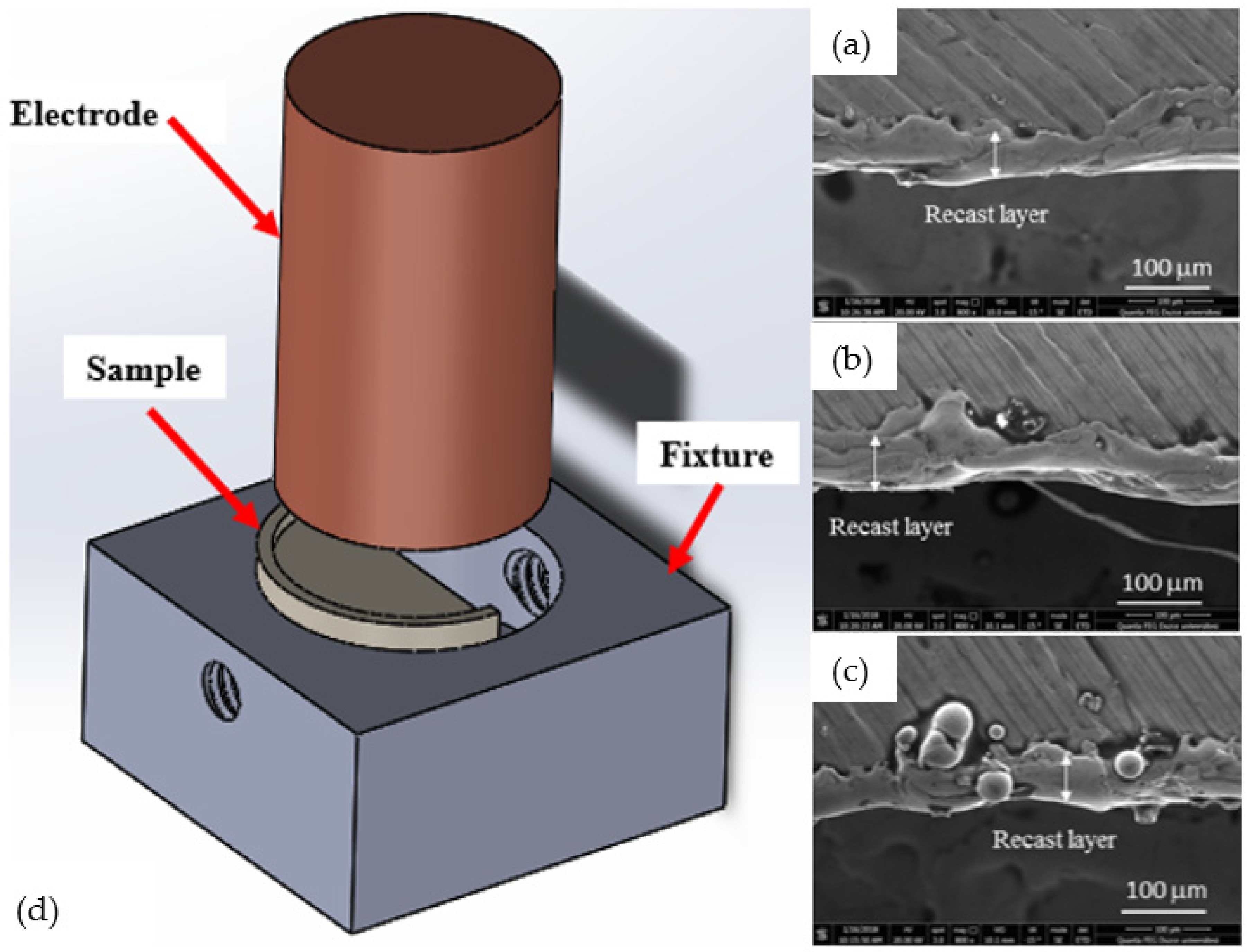
Figure 6. The schematic view and SEM images of processing the materials with the lowest average surface roughness are shown in
Figure 7. During the first electron discharge of the electrode, the melted material flowed over the sample surface, forming a thin layer [
34]. Since the minimum average surface roughness in UT, SCT and DCT samples was found at a peak current of 6 A, the width of the thin layers formed on their surfaces appears to be similar in dimension.
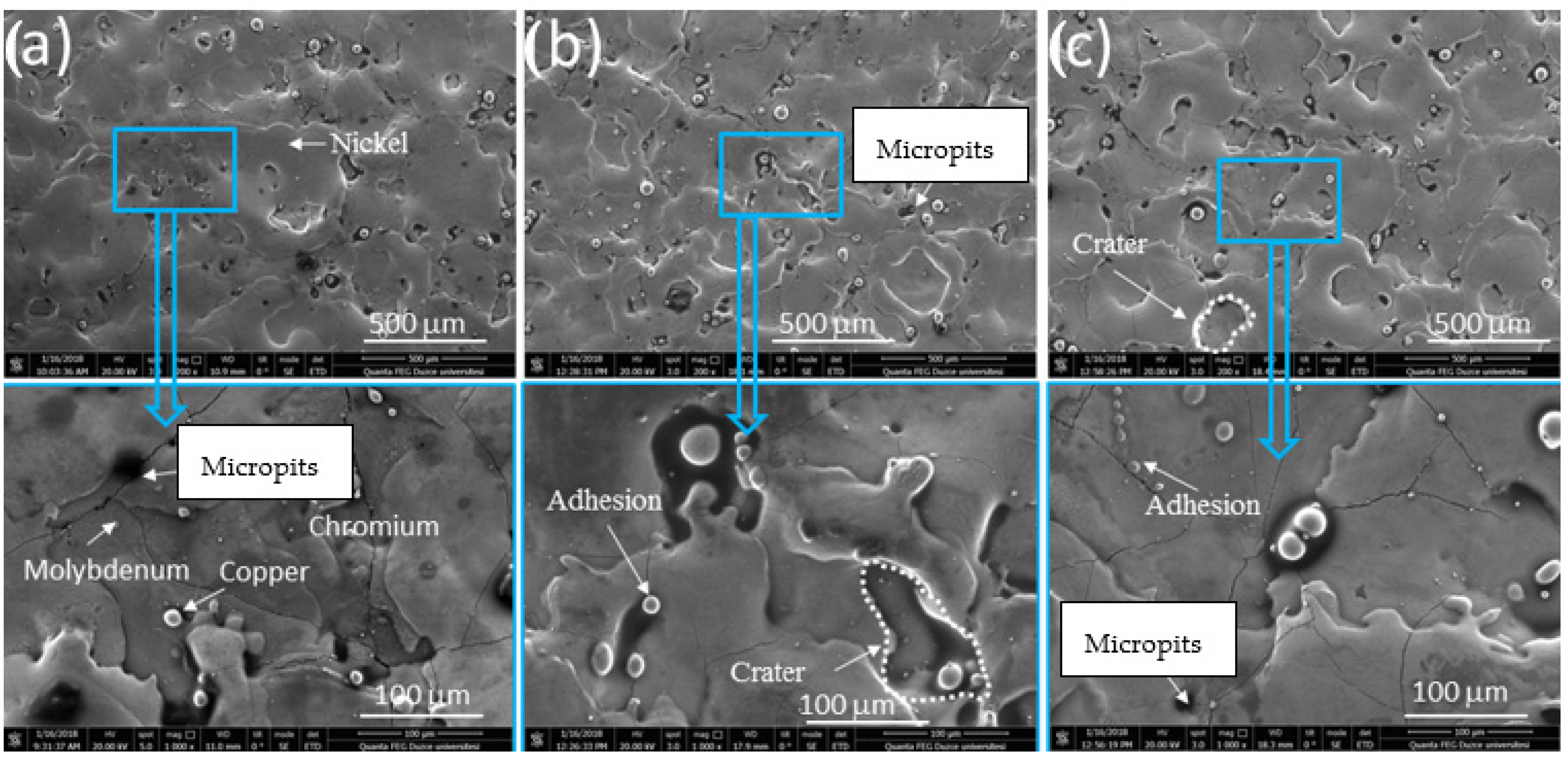
The highest average surface roughness of the UT, SCT and DCT samples was formed at the 10 A peak current. The SEM images of these surfaces are shown in
Figure 8. More adhesion particles can be seen on the surface of the UT sample in comparison with those formed on the SCT and DCT samples. More micropits were formed in the UT sample than in the SCT and DCT samples. Craters were formed in the DCT specimens, while the adhesion particles are few in number. It can be said that these differences in the samples were influenced by the cryogenic treatment.
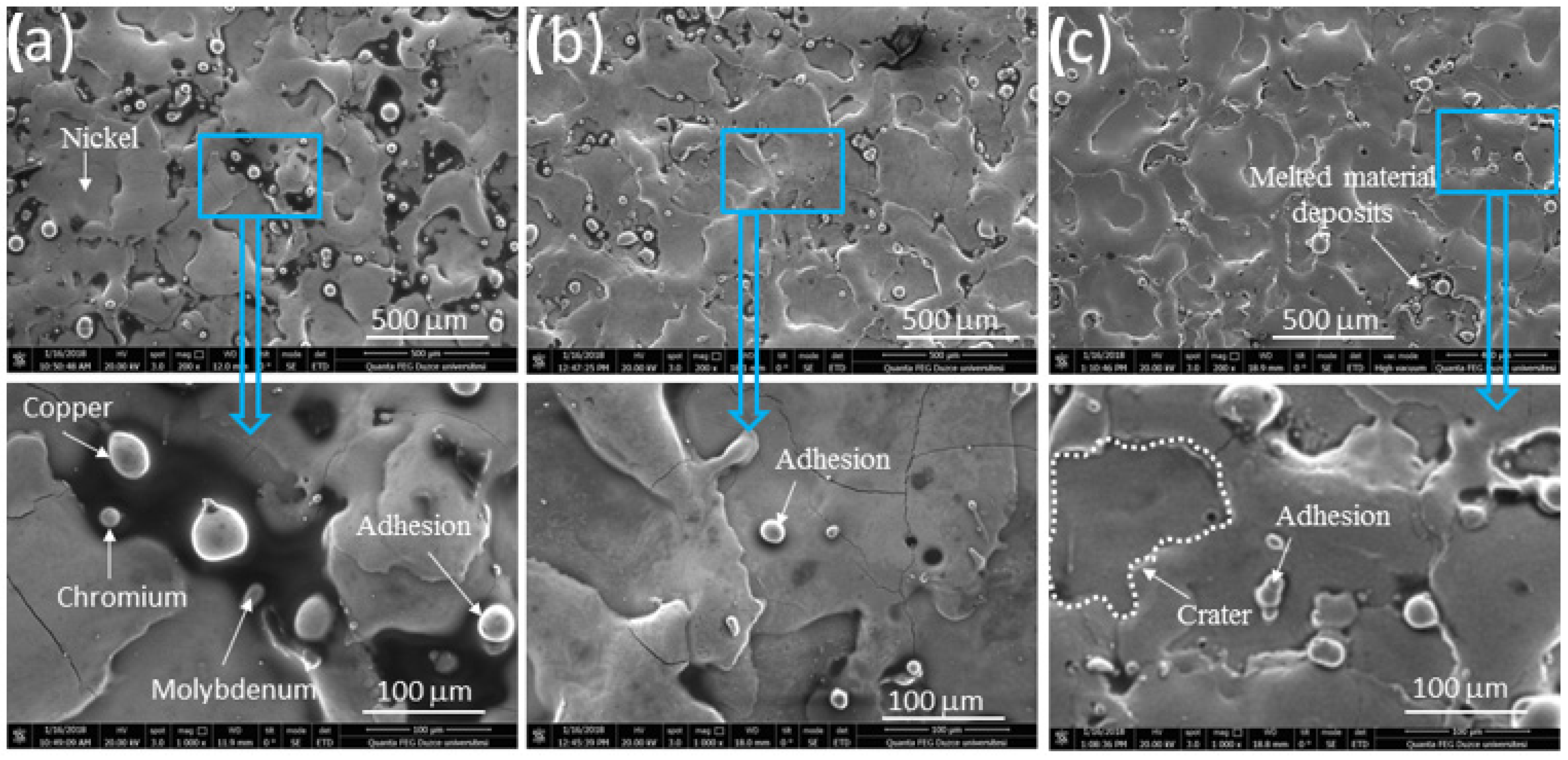
The SEM images of the materials with the highest average surface roughness are shown in
Figure 9. During the first electron discharge of the electrode, particles melted from the material surface flow to the sample surface, forming a thin layer. The highest average surface roughness in the UT, SCT and DCT samples was generated at a peak current of 10 A. The width of the thin layers formed on the surface is almost the same in all samples. More spherical particles seemed to adhere in the UT and DCT samples.
3.3. Analysis of the Signal-to-Noise (S/N) Ratio
The interactions of the MRR and Ra results with the control factors were measured by carrying out the experimental design. Signal/noise (S/N) ratios were used in the optimization of the control factors.
Table 7 shows estimates of the Ra and MRR and the S/N ratios. Estimated values were calculated with the module (fit model) using the program Minitab Normally, both MRR and electrode wear loss are calculated for the abrasion of materials, and the amount of wear is determined with respect to time. As a result of the experiments, the weight of the electrode materials was seen to increase. In this weight increase, chip particles melted from the material surface adhered to the surface of the electrode where it formed a thin film layer.
The most effective parameters in terms of processing time were obtained in the UT samples with 300 μs pulse-on time and 10 A peak current, and in the SCT samples with 500 μs pulse-on time and 10 A peak current, while the most effective parameters in the DCT samples were with 300 μs pulse-on time and 10 A peak current. The difference in the pulse-on time for the SCT samples indicated the effect of shallow cryogenic treatment.
When the results were analyzed via the Taguchi method, the effects of the control factors were seen. The S/N and significance response tables for MRR and average surface roughness are shown graphically in
Table 8.
When
Table 8 was examined, the most effective parameters observed for the average surface roughness and MRR were A
1B
1C
3 and A
2B
2C
1, respectively.
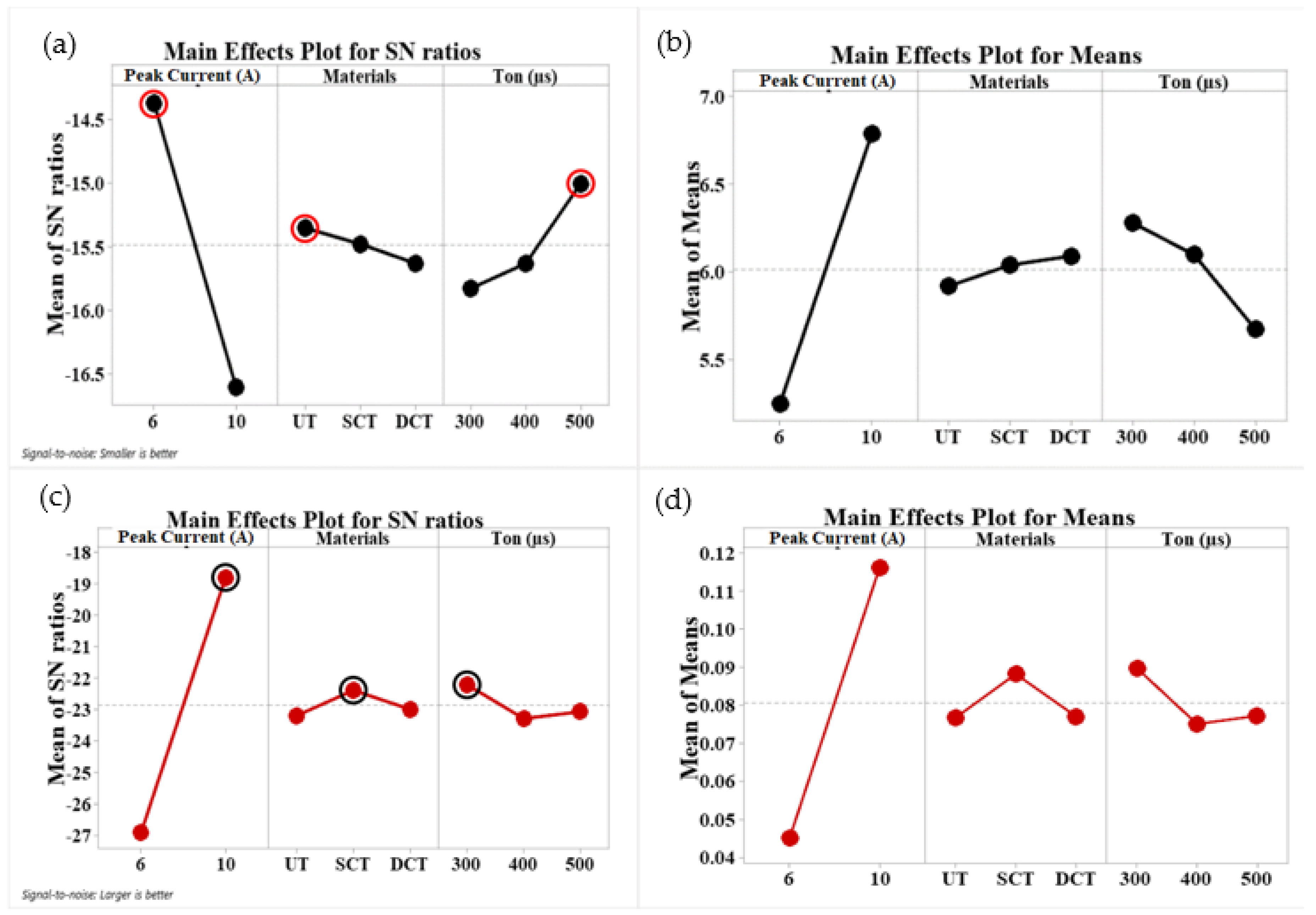
The main effect plots for mean surface roughness and MRR are shown in
Figure 10, and the plot of actual values and predicted values is shown in
Figure 11. In the main effect plot for average surface roughness, the smallest values are the best. However, in the main effect plot for MRR, the highest values are the best. Accordingly, the optimum values for the average surface roughness were obtained at the A
1B
1C
3 factor levels and the effective values for MRR at the A
2B
2C
1 factor levels.
3.4. ANOVA Analyses
Analysis of variance (ANOVA) is a statistical method used to determine the individual interactions of all control factors in an experimental design. In this study, ANOVA was used to analyze the effects of pulse-on time, materials and peak current on average surface roughness and MRR. This analysis was carried out at a 5% significance level and a 95% confidence level. In ANOVA, the significance of the control factors is determined by comparing the F values of each control factor [
34,
35,
36].
The ANOVA results for the average surface roughness and MRR are shown in
Table 9. Peak current was revealed to be the most effective factor for average surface roughness and MRR at 74.79% and 86.43%, respectively. The increase in the amount of peak current affected the wear loss in the positive direction. However, the average surface roughness value was affected negatively.
3.5. Regression Analysis of Average Surface Roughness and MRR
Regression analyses are performed for the modeling and analysis of different variables with a relationship between one dependent variable and one or more independent variables [
35]. Linear regression models are relatively simple and provide an easy-to-interpret mathematical formula that can produce predictions. In this study, the equations for estimation of the average surface roughness and MRR were calculated using regression analysis. Equation estimates were made as linear models. Estimated linear equations for the output parameters are shown in
Table 10.
3.6. Interval Estimation for Ra and MRR
It was necessary to evaluate whether the system had realized the optimization accurately enough. For this purpose, the following equations were used in the specification of the confidence interval (CI) for estimated Ra and MRR.
Optimal results were obtained using the Taguchi method. The estimated optimum values (Ra and MRR) were calculated using Equations (5) and (6), respectively.
where
and
state the average of all values (Ra and MRR) obtained from the experiments. Estimated values were compared with those of the verification experiments to determine the confidence interval (
CI). The
CI for average surface roughness was calculated using Equations (7) and (8). Estimated values should fall within the confidence interval [
36].
Table 11 explains the symbols used in the
CI equations:
neff is the effective number of replications;
Ve is error Variance; N is the total number of experiments; and
Tdof is the total main factor degrees of freedom;
Fα, 1,
fe is the
F ratio at a 95% confidence; α is the significance level;
fe is the degrees of freedom of error [
37].
The optimal average surface roughness with the
CI at 95% was estimated as in Equation (9).
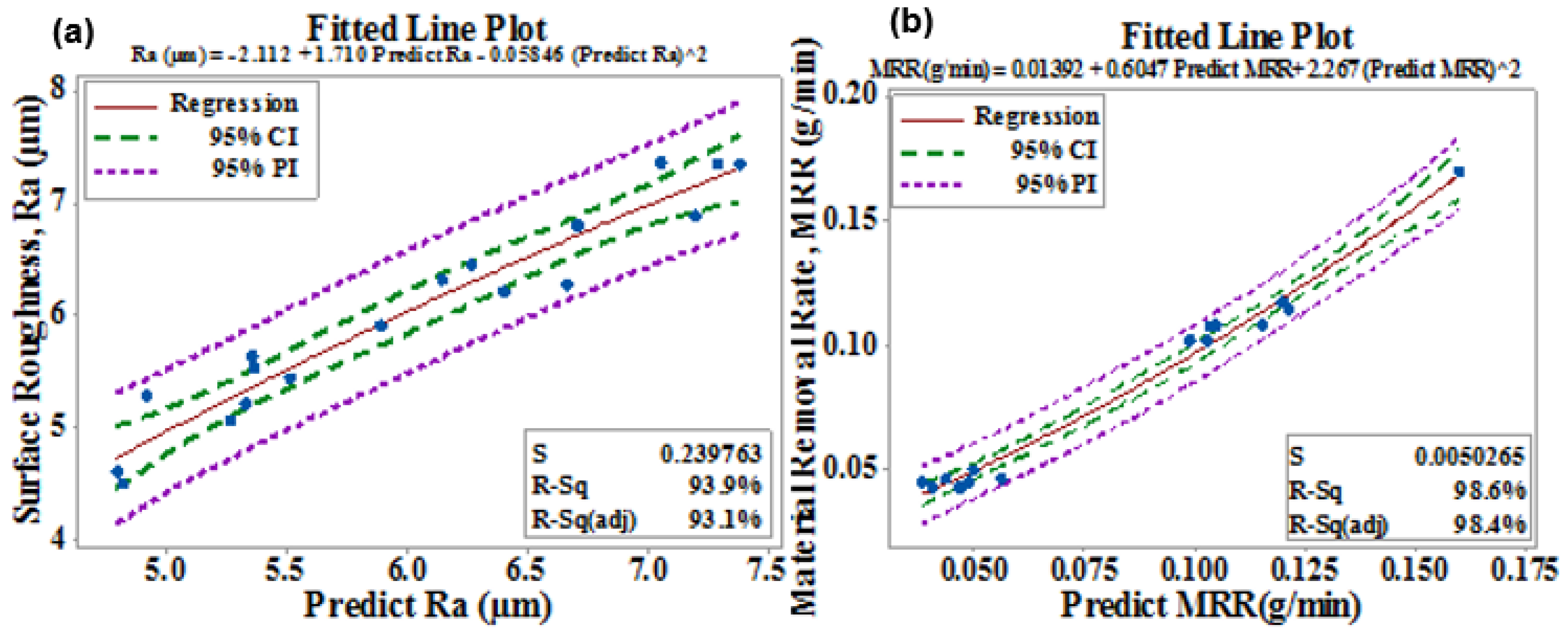
Quadratic regression analysis was then applied to determine whether the predicted values of the experimental results were within the
CI. This test was performed to determine the relationship between the predicted values using the Taguchi method and the experimental results. When the results were evaluated, it was found that the estimated values were within the
CI limit (95%) in the regression analysis (
Figure 11).
3.7. Grey Relational Analysis
Gray correlation analysis, which is one of the multi-factorial decision-making methods, forms gray correlation levels in order to evaluate performance characteristics. The calculation steps of the gray relational analysis method using Equation (10) are as follows.
One of the most commonly used methods in normalization is linear data preprocessing. In considering the normalization of the factor series, one of the criteria (“higher the better”, “lower the better”, “nominal the better” or “best effective”) reflects the characteristic of the series. If the value of the points on the peak is low, it is a desirable feature. The points that receive low values in linear normalization are those close to “1”. Higher value points will have values close to “0”.
The “higher the better” normalization is given in Equation (11).
,
i series
k. value in the range,
after normalization
i. series
k. value in the range,
is the minimum value in the
i series, max
is the maximum value in the
i series.
The “lower the better” normalization is given in Equation (12).
The “nominal the better” normalization is given in Equation (13).
Here, x0 represents the desired (best) effective value.
Step 3: The m series to be compared with the series
are defined in Equation (14).
Step 4:k, Show k. in the row on the n length. , k. is the gray relational coefficient at the point. Equations are calculated according to Equations (15)–(18).
Ve ξϵ(0, 1) is a coefficient between 0 and 1.
J = 1, 2,…m; k = 1, 2,……n. ξ function, set the difference between and .
Studies show that the value of ξ does not affect the ordering after the gray relational degree.
Step 5: Finally, the gray relational degree is calculated by Equation (19).
is a measure of the geometric similarity between the
xi series in the gray system and the
x0 reference series. The size of the gray associative level is an indication that there is a strong relationship between
xi and
x0. If the two series are the same, the gray relational level is 1. The gray relational degree indicates how similar the comparison series is to the reference series. If each criterion weight is given, the criterion gray correlation coefficient is multiplied by the weight value for the importance of the criterion and the gray correlation coefficient is found. This is calculated according to Equation (20).
In the decision-making problem, one of the reference series, the largest, the smallest, and the most effective values for which the criteria are desired is selected. The specified options will be a pointer to the level of catching criteria with the gray relational level. For example, if the highest series of gray correlational grades is chosen, it will be the best decision-making alternative [
20].
In EDM, it is desirable that the average surface roughness value of the work surface is low, and that the average material removal rate is high. In this method, while the reference series are being formed, the average surface roughness is best chosen as the lowest. For MRR, it is constructed according to the larger best equality. In calculating the normalization process for the average surface roughness value and material removal rate, Equation (21) and Equation (22) was used, respectively.
The results of normalization are subtracted from the reference series and the distance matrix required for the coefficient matrix is found. For the calculation of the coefficient matrix, the mean value
x = 0.5 is taken. In order to calculate the average surface roughness and MRR coefficient matrix, Equation (23) and Equation (24) are used.
The Microsoft Excel program was used to calculate the normalization of the results obtained from the experiments. The normalization and coefficient matrix values for average surface roughness and MRR are shown in
Table 12. After finding the average surface roughness and MRR coefficient matrices, the average of the values found gives a gray relational degree. The highest value in the calculated range is defined as the effective value [
20,
37,
38,
39,
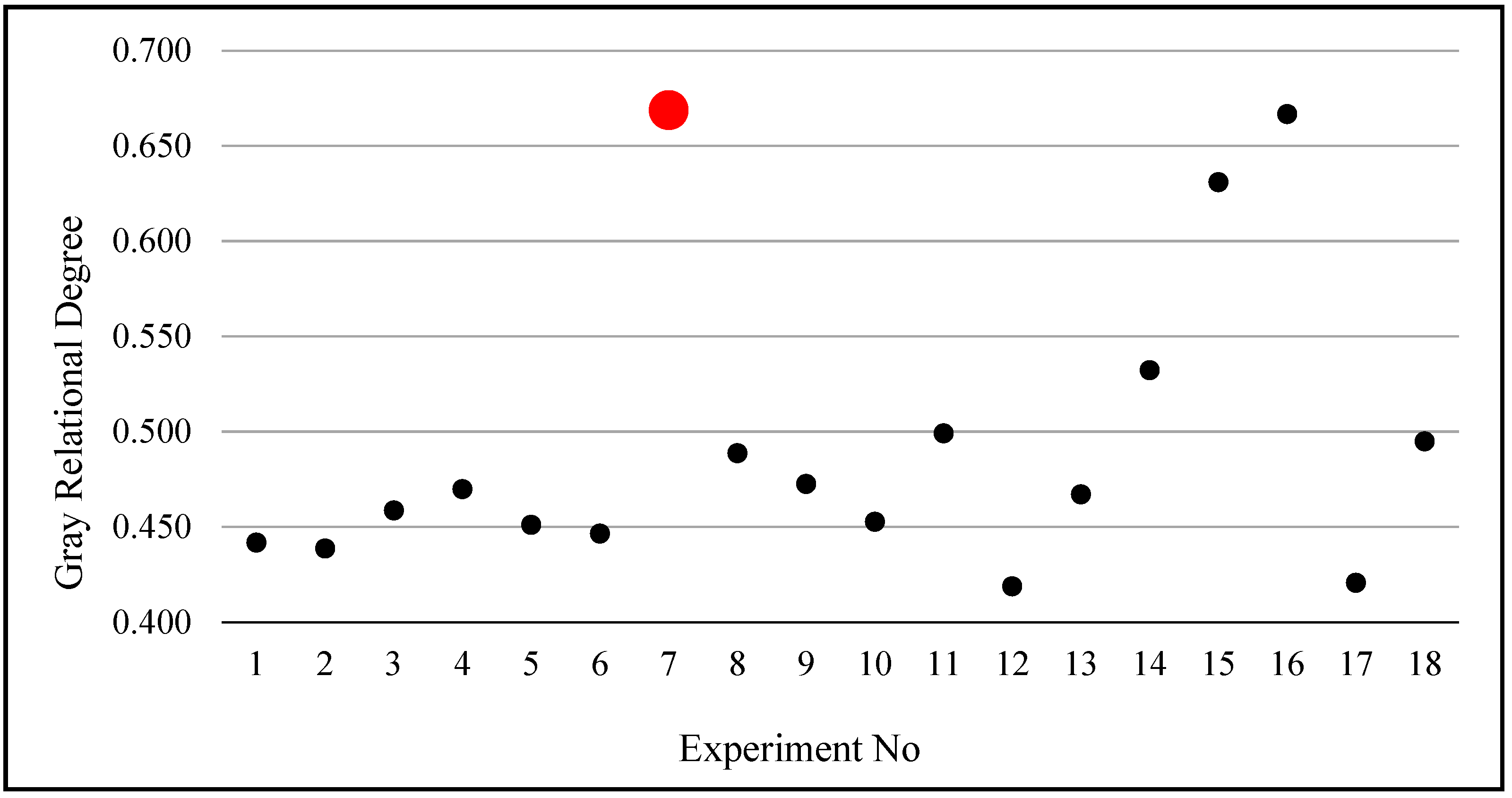
40]. The effective value for this study was in the parameters used in the seventh experiment (
Table 13).
The gray relational degree graph for maximum MRR and minimum average surface roughness values is shown in
Figure 12. The top point in the graph shows the effective value to be obtained for both output parameters. The highest MRR was obtained in the SCT samples and was reached at the lower peak current of 6 A. This result can be attributed to the increased electrical conductivity of the sample due to the shallow cryogenic treatment, because the electrical conductivity of the sample affected the EDM performance [
14].

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}