3.9. Turbidity Removal Estimation Model
A model was defined to estimate the removal efficiency in the pilot system using HTF + settler + filter, for which it was necessary to define the variables that influence the efficiency of the HTF. Six variables were analyzed: (a) Reynolds number, (b) retention time, (c) hydraulic gradient, (d) operating flow rate, (e) raw water turbidity, and (f) HTF length.
Through the correlation matrix (
Table 9), it was possible to identify the variables that have a significant correlation in the model. It was identified that the turbidity of the raw water is the factor that has the most influence on the efficiency of the HTF. It can be seen that there is a relationship between MRT, Reynolds, and flow with the hydraulic gradient because the aforementioned variables are involved in its calculation.
After a statistical analysis of collinearity, it was found that there is no collinearity of efficiency with the variables of Length, Gradient, and Turbidity of the raw water. For this reason, an adjusted model was applied using the Stepwise multiple linear regression statistical model [
38,
41]. In the Stepwise regression, two significant factors that influence the efficiency of the HTF were identified: Raw water turbidity with a positive coefficient and velocity gradient with a negative coefficient (see
Table 10). The inclusion of the explanatory variable “raw water turbidity” with positive coefficients in the Stepwise regression model confirmed the considerable impact on the HTF efficiency, due to the fact that the HTF efficiency increases with the increase in raw water turbidity. Furthermore, considering that the velocity gradient has a relatively high incidence of flocculation, its inclusion with a negative coefficient indicated the important role of water agitation in the efficiency of the flocculation process.
Tests carried out at different speed gradients show a tendency for the efficiency of THF to increase with the decrease in the speed gradient in flocculation. For a given raw water turbidity, the efficiency decreases slightly with the velocity gradient used in this study from 6 to 120 s−1. For a given gradient, the efficiency increases with the turbidity of the raw water used in this study from 10 to 246 NTU. The velocity gradient associated with raw water turbidity constitutes an optimum value for a given efficiency.
The results of the multiple linear regression are presented in
Table 10, where R is the correlation coefficient R ∈ [−1, 1], R
2 is the square of the correlation coefficient or determination coefficient (R
2 ∈ [0, 1]), Adjusted R
2 is the R
2 adjusted by the number of variables of the model (Adjusted R
2 ∈ [0, 1]), and Se is the standard error of the estimation. Durbin–Watson values should be greater than 1.5 and less than 2.5 to indicate that the multiple linear regression data are free of first-order linear autocorrelation. For efficiency, the Durbin–Watson values were 1.618 and 1.711 in the linear model and in the model applying logarithms, respectively. In both models, the Durbin–Watson values are within the accepted range.
The non-standardized coefficient B for the Turbidity variable was 0.146 (see
Table 11). This value indicates that if the turbidity variable increased by one unit, efficiency increased by 0.146. Furthermore, if the turbidity variable is reduced by one unit, efficiency decreased by 0.146. This interpretation is valid if the effect of the other variable remains constant.
The non-standardized coefficient B for the Gradient variable was −0.159. This value indicates that if the Gradient variable is increased by one unit, efficiency is reduced by 0.159. Moreover, if the Gradient variable is reduced by one unit, efficiency increases by 0.159. This interpretation is valid if the effect of the other variable remains constant.
With the models obtained, it was determined that the variables influencing the efficiency were the hydraulic gradient and the turbidity of the raw water, due to the fact that they met the necessary statistical conditions [
47].
Table 12 presents the first model according to the Stepwise methodology, which was not properly adjusted considering that it had an adjusted R
2 of 0.47. The second model was a closer representation due to the fact that it had an adjusted R
2 of 0.65, as a result of the application of logarithms in the model according to Al-Zubaidi et al. [
48]. Vaneli and Teixeira [
49] found turbidity removal estimation models for helical flocculators whose R
2 was 0.5.
3.11. Comparison of Costs
Applying Equation (18), the construction cost of a conventional baffle flocculator with concrete was calculated; the construction cost was calculated for each of the five experimentally tested.
Table 14 shows the costs incurred in the case of building a conventional baffle flocculator. Considering that the design flow of the HTF was 1 L/s, it was deduced that the construction cost of a conventional baffled flocculator of 1 L/s would be 11547.14 USD, approximately.
Table 15 details the necessary materials for the construction of the HTF, as well as their respective prices. A total cost of 2074.75 USD was determined. PVC with elastomeric sealing (U/Z) materials increase costs, so costs could be further reduced if bondable PVC material is used. PVC with elastomeric sealing (U/Z) materials allow the system to be disassembled if necessary. The construction cost of the HTF is lower due to the avoidance of the necessary labor in civil works, as well as the replacement of the concrete in the conventional DWTP units with PVC pipe for the HTF.
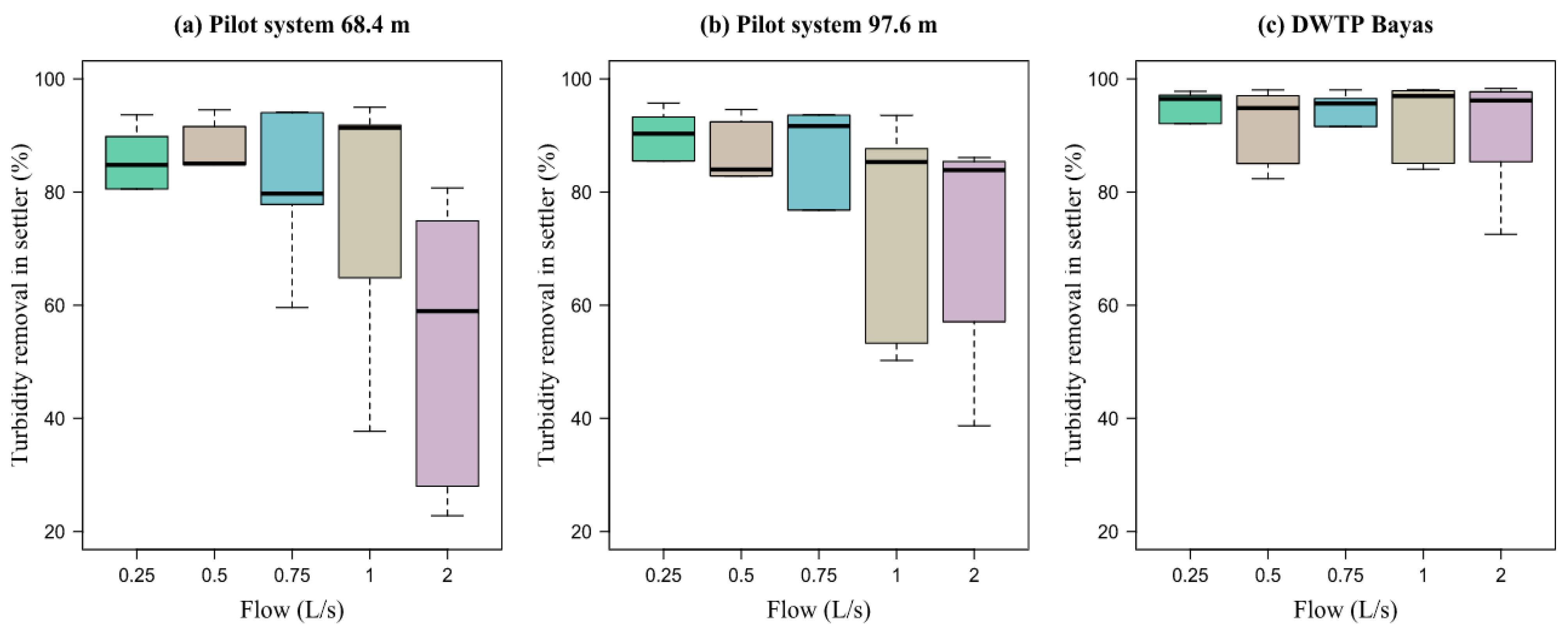
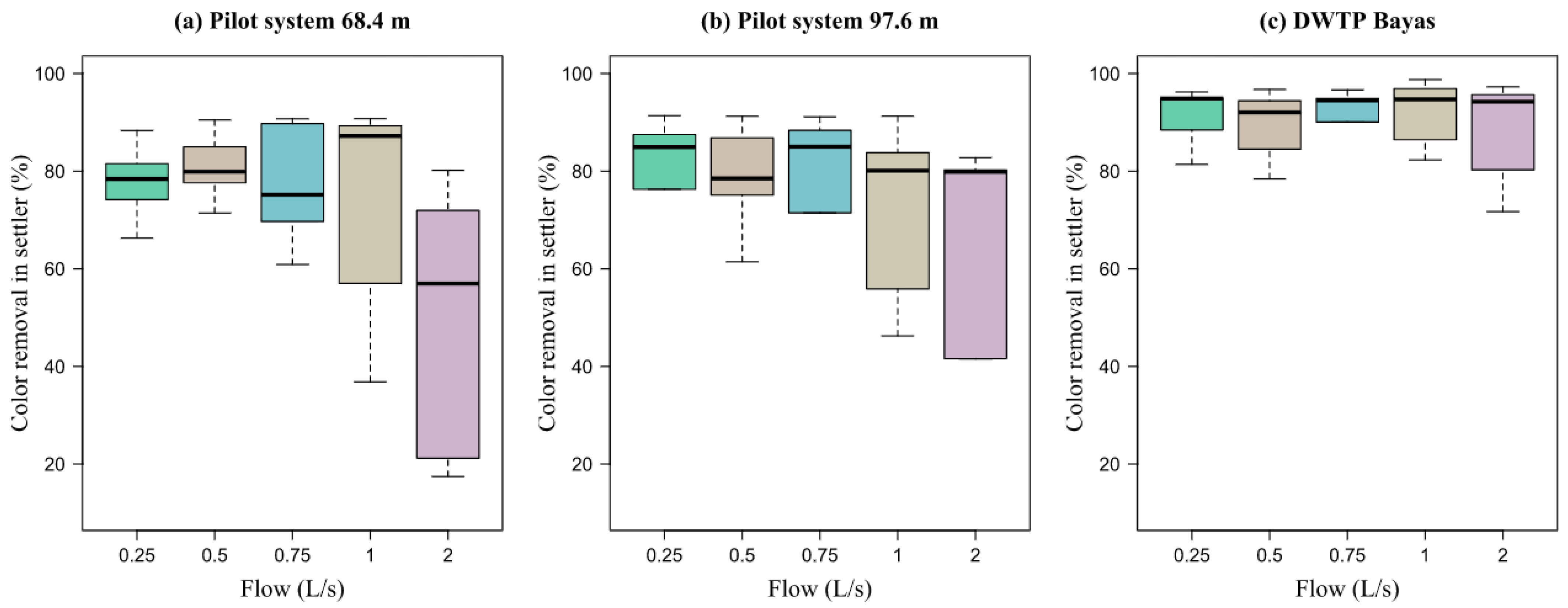
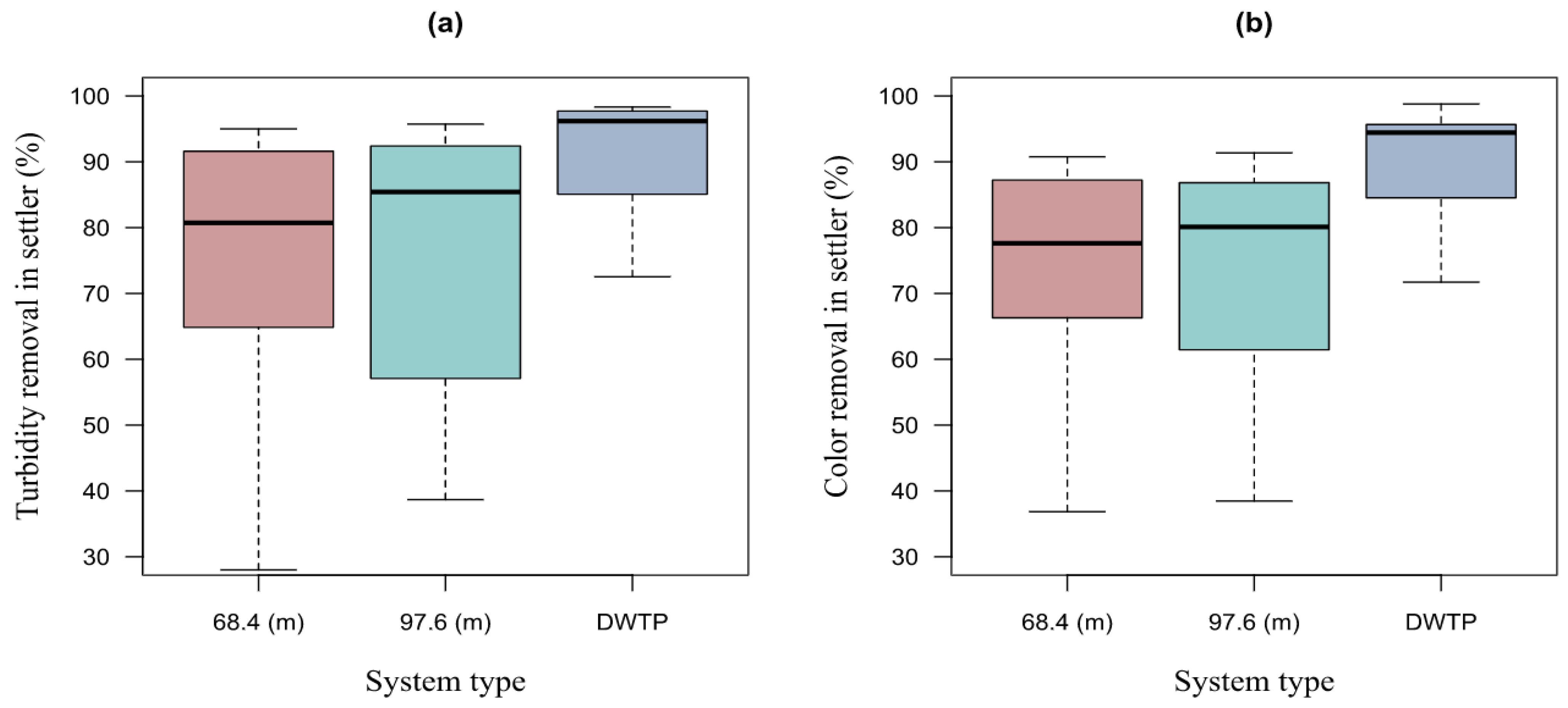
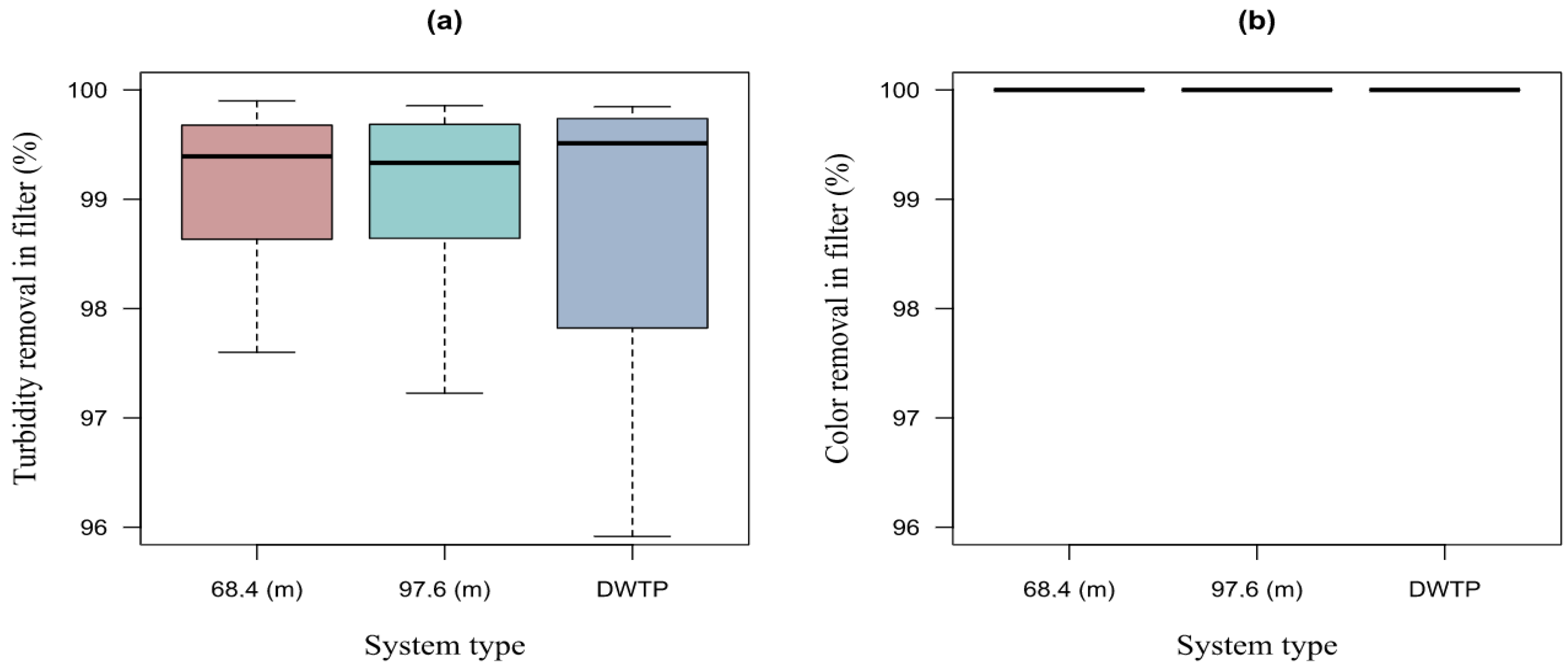
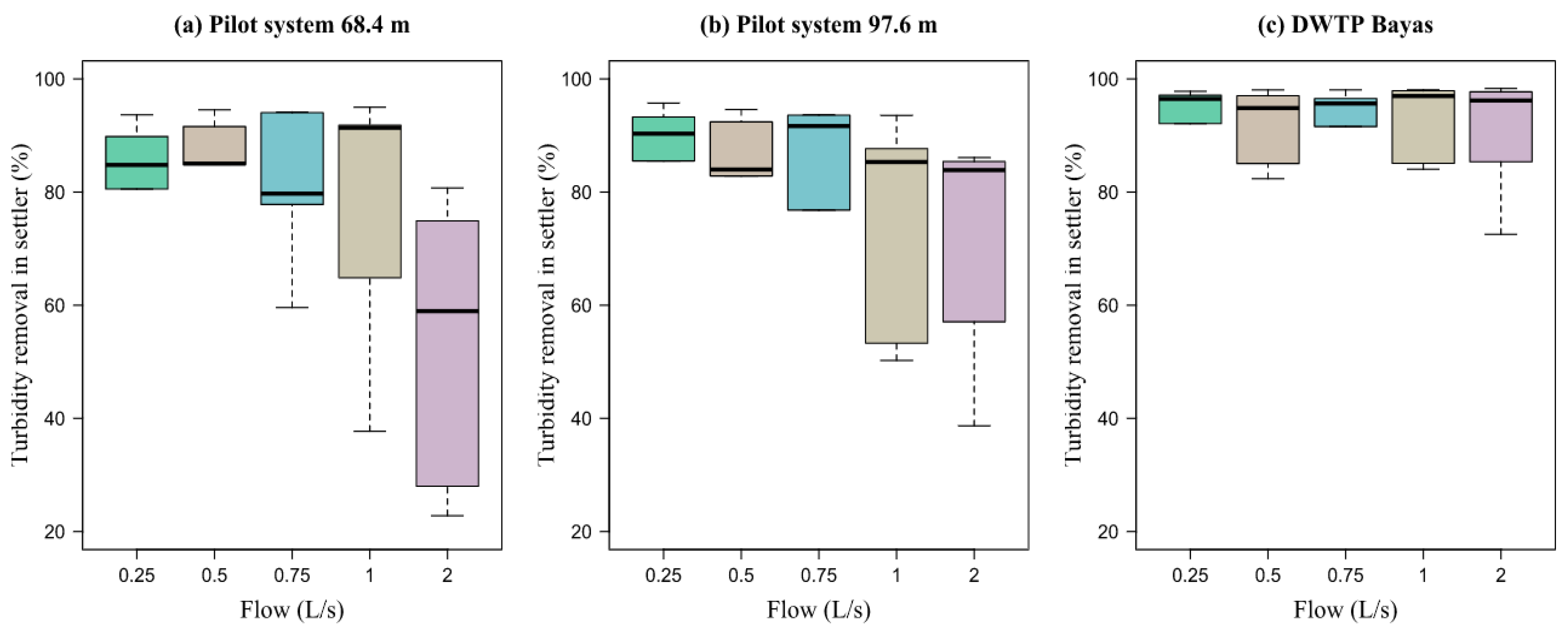
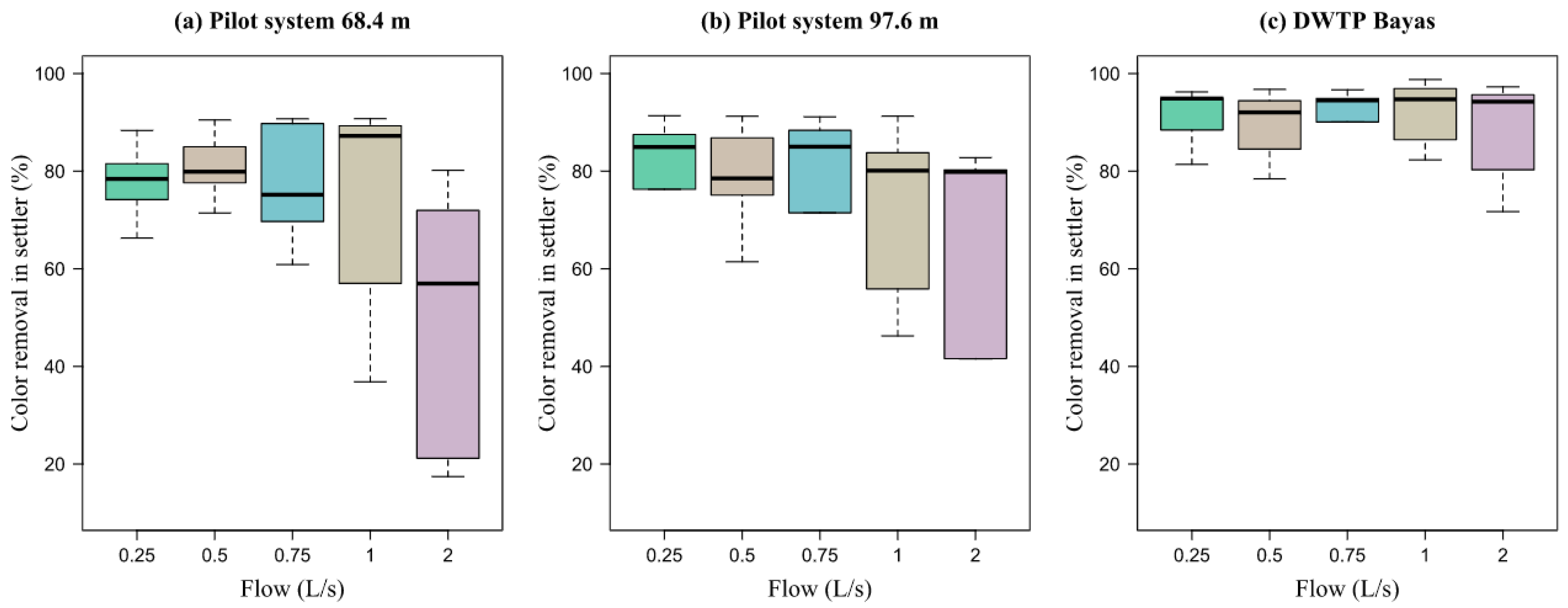
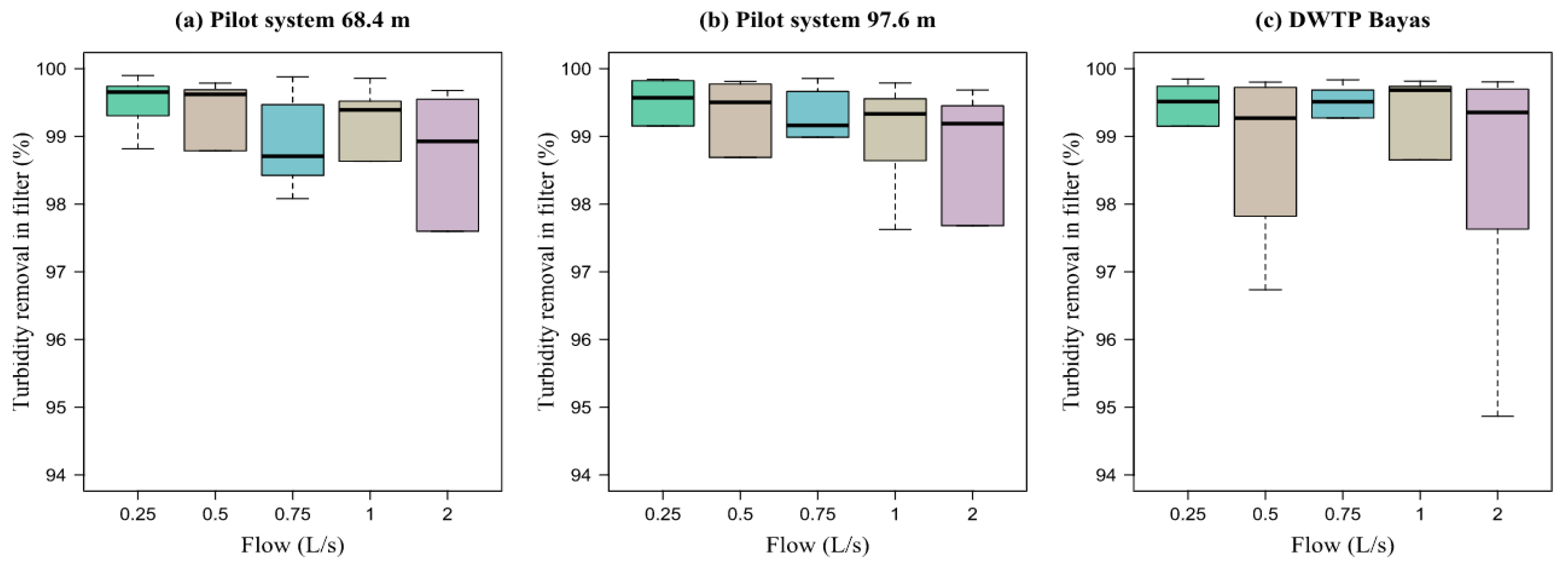
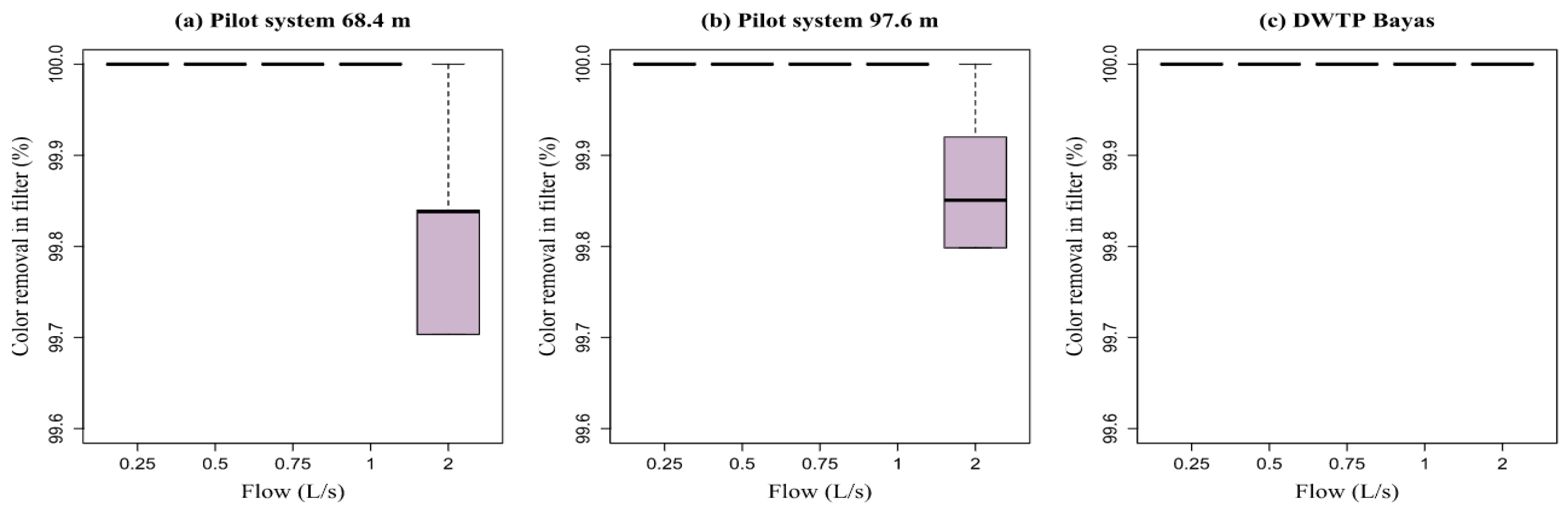
It was possible to determine that there is no significant difference in the efficiency of turbidity and color removal between a system composed of an HTF + settler + filter and a system composed of an HFD + settler + filter. The average efficiency of the pilot system of 98.77% for turbidity and 99.92% for color was determined, while the average efficiency of the DWTP Bayas was 98.78% for turbidity and 100% for color. However, the efficiency at the outlet of the pilot settler did represent a significant difference when compared to the efficiency of the DWTP settler, with the average removal efficiency in the settler of the pilot system of 76.43% for turbidity and 72.46% for color, while the efficiency at the outlet of the DWTP settler was 91.80% for turbidity and 90.14% for color. It is important to mention that some design parameters differed between the conventional system and the pilot system [
50].
Table 16 shows the specifications of the pilot system and the conventional DWTP. The retention time in the hydraulic baffle flocculator (HBF) was 21 min, while in the HTF it was 12.5 min. It can be seen that the retention time of HBF was superior to HTF in 8.5 min. Although the retention time in the pilot system was lower than the retention time of the DWTP, the efficiencies were similar. The retention time in the DWTP Bayas settler was 25 min, while it was 12 min for the design flow (1 L/s) in the pilot settler. There was also a longer retention time in the settler of the DWTP, almost double with respect to the retention time of the used pilot system settler. The retention time is directly dependent on the depth of the settler to lower depth, and the shorter detention period necessary to collect said particle; for this reason, the removal efficiency of the flocculent particles will depend on the depth of the tank. The sedimentation rate in the DWTP Bayas settler was 94 m
3/m
2d, while it was 120 m
3/m
2d in the pilot settler. Considering that the efficiency decreases as the sedimentation load increases, the aforementioned could have influenced the existence of a lower turbidity and color removal efficiency in the pilot settler. The filtration rate was the same in both the DWTP Bayas filters and the pilot filters.
As can be seen in
Table 16, the conventional DWTP has some parameters that offer better efficiency compared to the pilot system under study. Despite this, the pilot system composed of HTF + settler + filter had efficiencies similar to the obtained efficiencies of the HBF + settler + filter system.
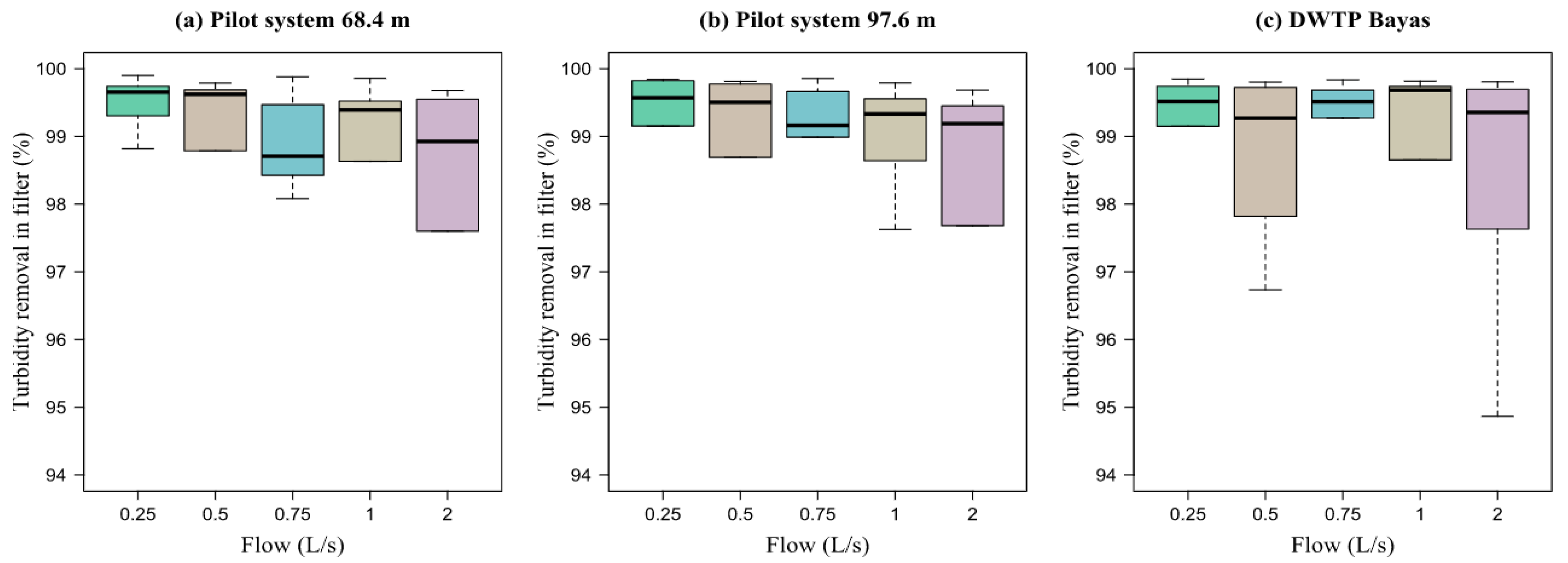
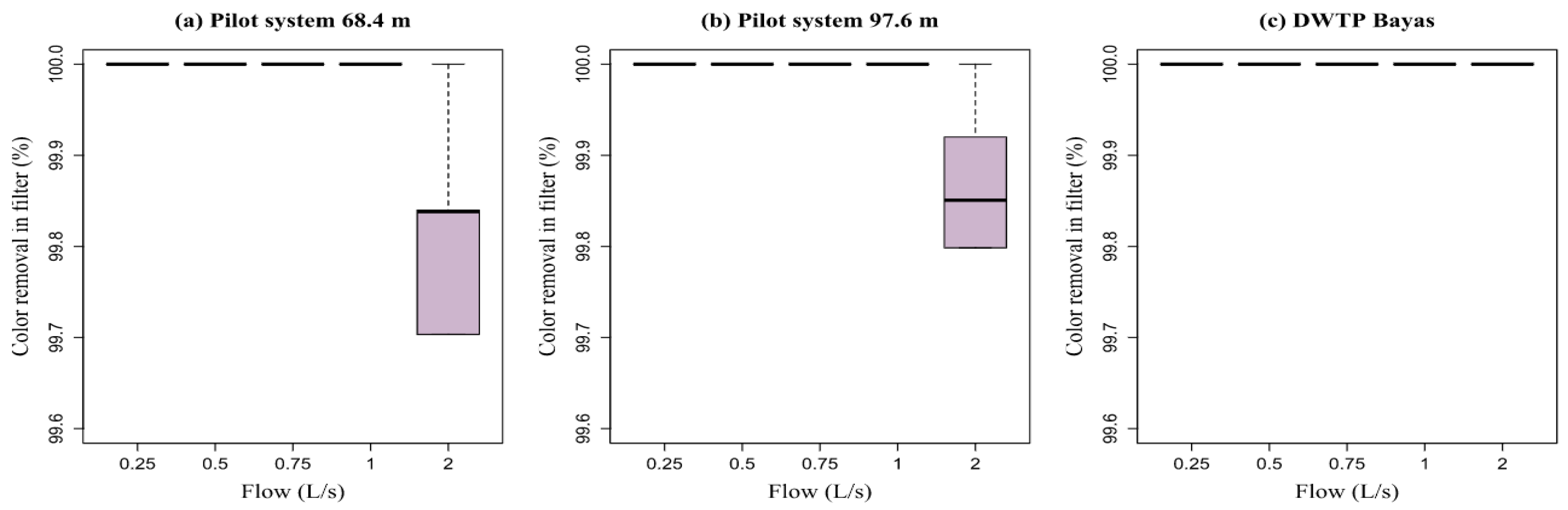
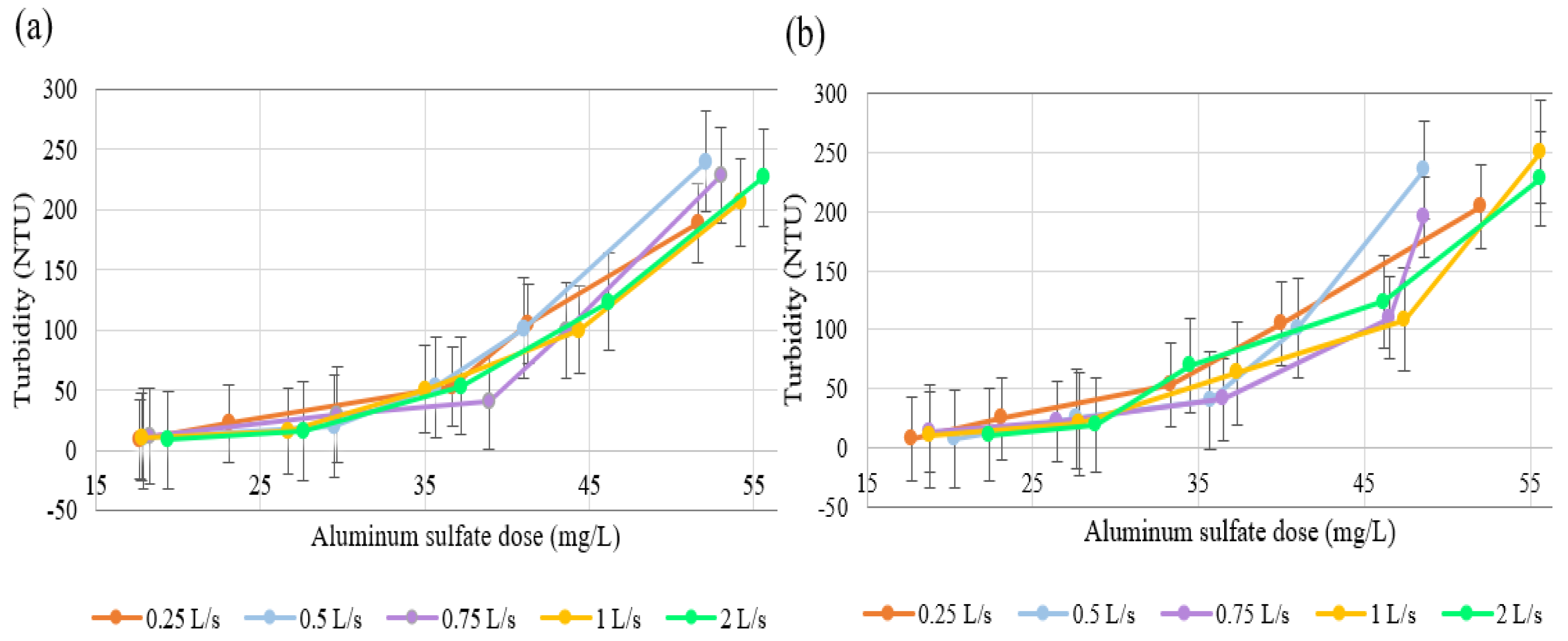
In the operation of the HTF with raw water turbidity less than 20 NTU and working with the design flow rate (1 L/s), residual turbidity in the filter less than 0.75 NTU was obtained, which is below the Ecuadorian norm of 5 NTU, obtaining a removal efficiency of over 96%, which is very acceptable. With flow rates less than the design flow rate, that is, 0.25, 0.5, and 0.75 L/s, and with raw water turbidity conditions less than 20 NTU, residual turbidity in the filter less than 0.5 NTU was obtained, below what is indicated as standard, obtaining a removal efficiency over 98%, which is also very acceptable. With a flow greater than the design flow, that is, 2 L/s, and with raw water turbidity conditions less than 20 NTU, residual turbidity in the filter less than 1 NTU was obtained reaching a removal efficiency of 95%, which is below the norm but slightly lower quality than the design flow conditions, which is equally acceptable.
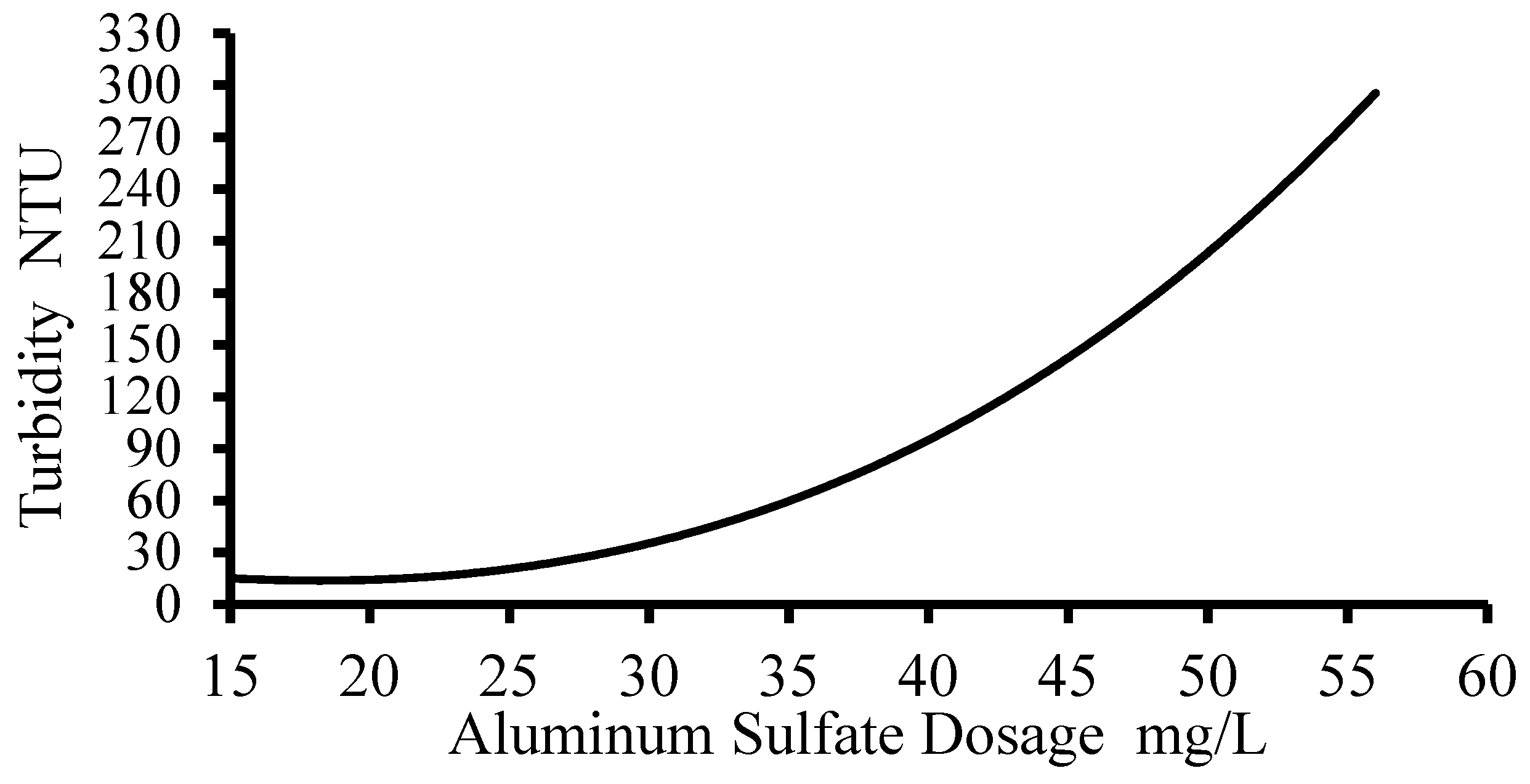
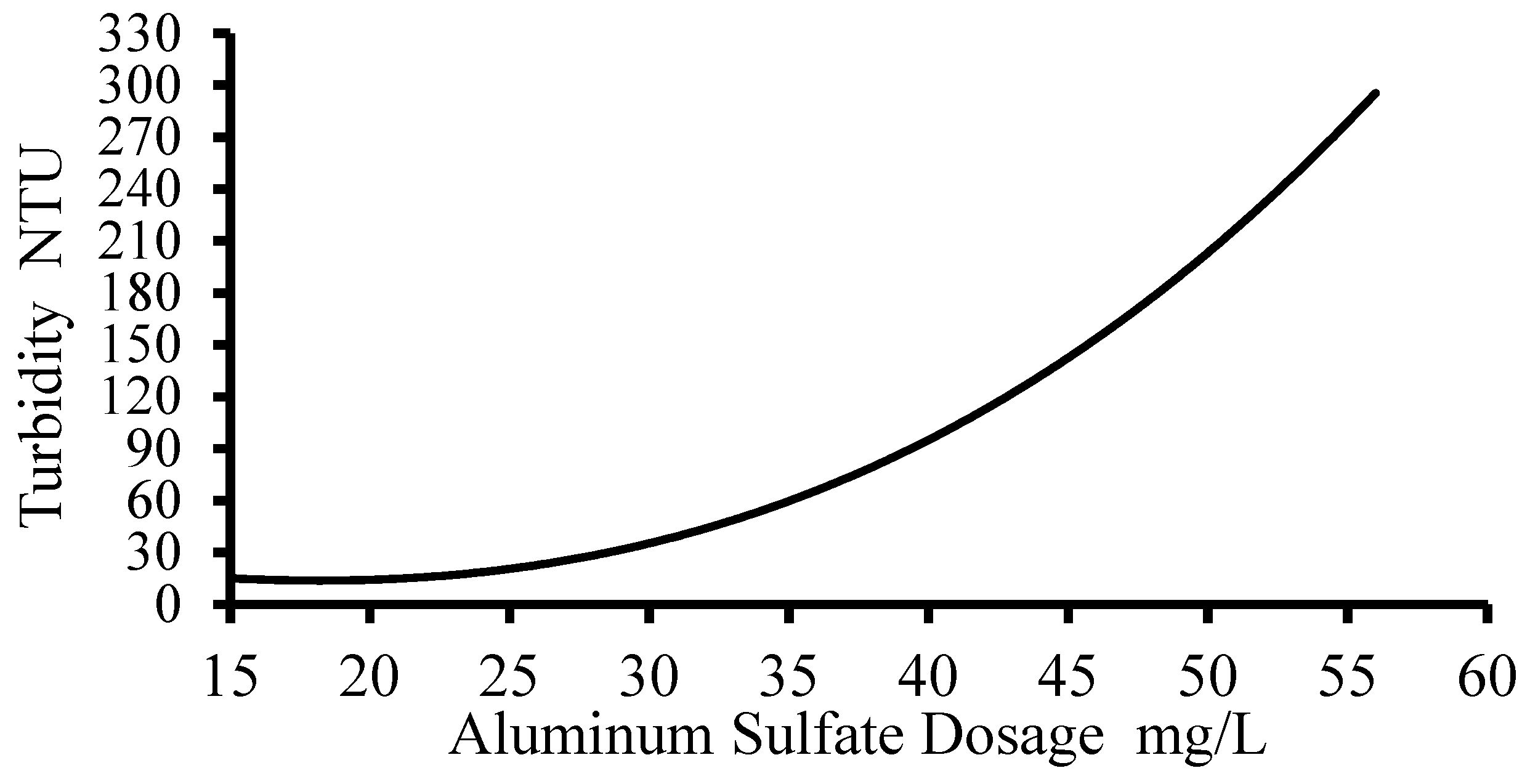
In the case of tests with turbidity greater than 100 NTU, working with the different flow rates, there was a resulting turbidity up to 0.53 NTU, which represents a removal efficiency greater than 99%. Up to 75 NTU, the relationship between the increase in the dose of coagulant and the increase in turbidity was linear. The increase was exponential after 75 NTU, indicating that as turbidity increased, small increments of the coagulant dose had to be added.
Once the particles are destabilized in the coagulation, the collision between them occurs efficiently in the HTF, allowing the growth of microflocs, until they form larger flocs [
35]. This good formation of flocs in the HTF occurs after subjecting the microflocs to slow agitation with average gradients of 42 s
−1 for the design flow rate, allowing the union of these in larger aggregates or flocs, with sufficient cohesion and density to submit them to the next stage of sedimentation. The aforementioned gradients prevented the breakage and disintegration of the already-formed flocs. For a flow rate of 2 L/s, the gradient was 123 s
−1; however, the efficiency was acceptable, with the only limitation being that the filtration run decreased to 8 h.
For the different flows used, the theoretical retention time was practically equal to real time, which indicates that the unit has been designed well. This type of flocculator does not require electrical energy for its operation, which is why the production cost is very low. It was shown that piston flow predominates in this type of unit, which is why a good adjustment of the retention time is achieved.
It is known that by varying the plant’s operating flow rate, the retention times and velocity gradients in the reactors are modified. The HTF is somewhat flexible to these variations. Thus, when the flow rate decreased, the velocity gradient was reduced, therefore, the retention time increased; furthermore, when the flow rate increased, the effect was reversed. Depending on how much the operating flow is increased, velocity gradients so high that they can break the floc can be generated. In this study, the design flow rate was doubled, obtaining a maximum gradient of 126 s−1, which is somewhat higher than the maximum (100 s−1) recommended by the literature.
Table 17 presents a comparison between the present study and other studies carried out in terms of the efficiency obtained and some characteristics of the HTFs used. It can be seen that in the present study, much greater lengths and diameters of pipe were tested than those used in the studies by Tse et al. [
14] and Oliveira and Teixeira [
51], which is why this pilot system was able to treat many higher flows (3.6 m
3/h) than those used in the aforementioned studies. In the studies by Kurbiel et al. [
17], two diameters of 71.4 and 86.4 mm were used, which are slightly smaller than the one used in the present study, and for this reason, Kurbiel et al. [
17] used flow rates of 3.5 and 4 m
3/h. The gradients in the studies in
Table 17 were between 10 and 100 s
−1, which is recommended for tubular flocculators, with the exception of the study carried out by Oliveira and Teixeira (2018). The retention times used in the studies realized by Kurbiel et al. [
17] and Oliveira and Teixeira (2018) were relatively low compared to the time used in the present study.
All the studies in
Table 17 have shorter retention times in this type of tubular flocculators than those used in baffle flocculators. The times in the tubular flocculators varied from 56.2 to 738 s; meanwhile, in the screen flocculators, the times vary between 600 and 1800 s (Romero, 1999). The tubular flocculators used by Kurbiel et al. (1989) had more similar characteristics to this study, where the values of the pipe diameter, velocity gradient, and flow rate were similar, with the length of the pipe being the aspect that did present a difference between said study and this study. This difference in length made the retention time in this study much longer than the time used by Kurbiel et al. (1989); however, it was possible to show that there was a higher removal efficiency in this study.
Compared to a mechanical flocculator where the speed remains constant and the residence time increases or decreases according to the flow rate variation, the HTF is somewhat flexible to these variations in operation. If the velocity gradient range is properly selected, this property can be exploited in the design of plants that integrate an HTF, in which small daily flow variations can be expected.
Among the advantages of this type of flocculators, it can be mentioned that the cleaning of these units is easy, performing a backwash. It is a very simple unit to build and operate [
52]. It is very efficient when it is complemented with a high-rate settler and a rapid filter. When it is well designed, the theoretical and real retention times are practically the same, eliminating the possibility of dead spaces and short circuits. The operation of the HTF is completely hydraulic, so the operation is very reliable and economical as it does not require electricity. It is a very suitable solution for medium to large plants. Due to its great depth, it requires small areas, and very compact designs are achieved.
Among the restrictions of this type of flocculators, it can be mentioned that it is only a recommended solution for small plants. Therefore, the use of HTF followed by a sedimentation-filtration and disinfection treatment is recommended, especially for small populations, due to its easy implementation and low cost, making it an option for rural communities with low resources. The results of the study allowed a contribution to the fulfilment of the sixth objective of the 2030 Agenda for Sustainable Development, which mentions “To guarantee the availability and sustainable management of water and sanitation for all”. The accomplishment of this objective is a great challenge considering that there are limitations in the treatment and distribution of drinking water, particularly in developing communities. An efficient, proven, easy-to-implement, and low-cost water purification system has been presented.
The growing need for adequate water treatment systems for rural and small populations led to the design and implementation of a tubular hydraulic flocculator, which allowed field research to be carried out. This tubular hydraulic flocculator presented high turbidity removal efficiency and low detection time compared to other flocculators commonly used in drinking water plants. This study evaluated a compact purification system made up of an HTF, high-rate settling, and rapid sand filters, with the aim of proposing a prediction model for turbidity removal efficiency. This pilot system has the capacity to treat 86,400 L/day (considering the design flow rate of 1 L/s), which makes it possible to provide drinking water to a rural community with a population of approximately 720 people, considering an allocation of 120 L/person/day.
In this study, other inlet configuration options were not evaluated, such as the introduction of raw water through the top of the flocculator or the effect that the variation of the diameter along the pipe could have on the efficiency of turbidity removal. Length 1 with a 3-inch pipe and length 2 with a 4-inch pipe could be tested at the beginning of flocculation in such a way that there would be a higher velocity gradient at the beginning and a lower gradient at the end as occurs in baffle flocculators, which could improve floc formation [
49,
53]. During the flocculation process, the size of the floc increases gradually. Considering that large flocs break easily, the value of G should be gradually reduced from the beginning of flocculation to the end of flocculation.





 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}