
Treatment of Dyeing Wastewater Using Foam Separation: Optimization Studies




Abstract
:1. Introduction
2. Experimental
2.1. Materials and Methods
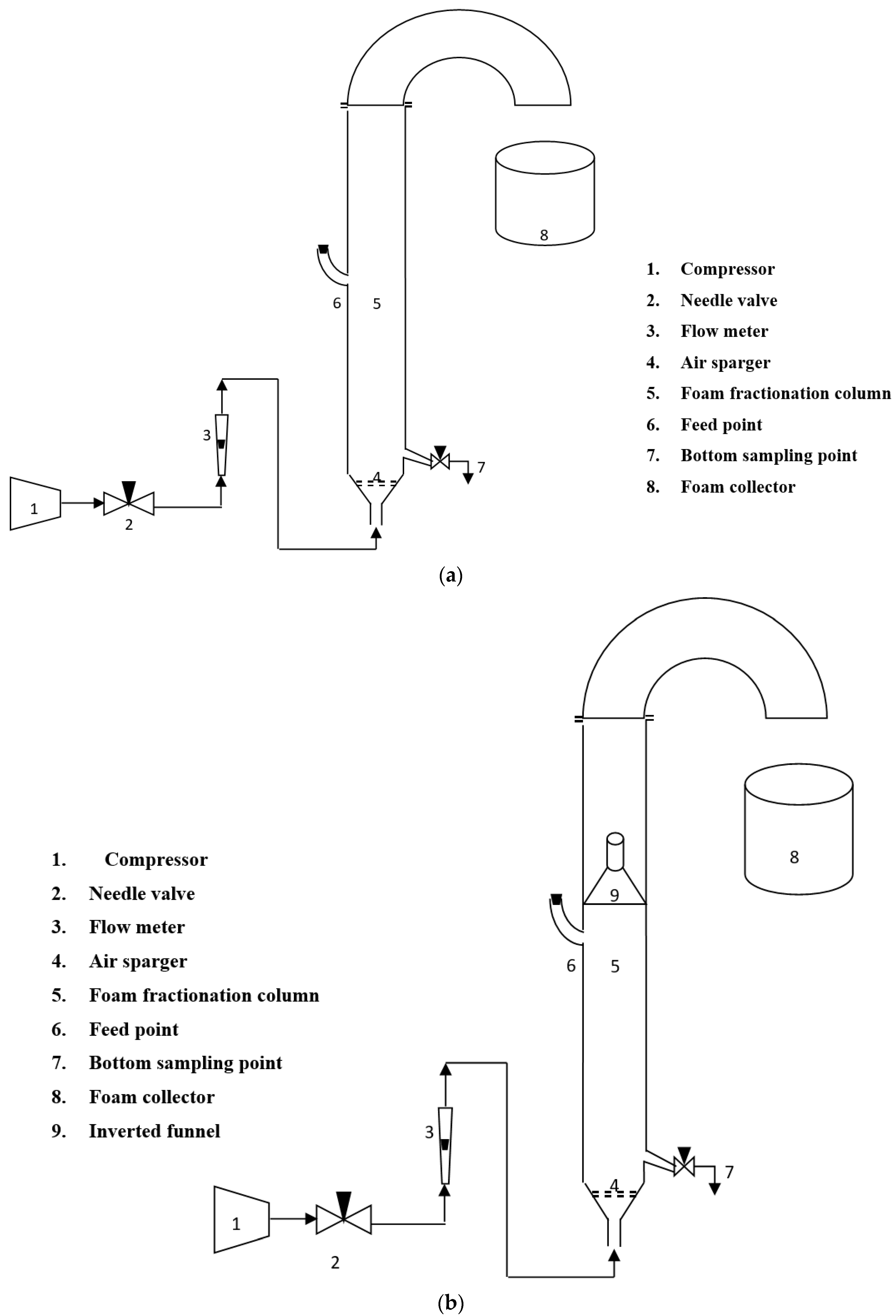
2.2. Experimental Set-Up
2.3. Experimental Procedure
3. Estimation of Parameters
3.1. Separation Efficiency: % Removal and Enrichment Ratio
3.2. Foam Wetness
3.3. Bubble Size
3.4. Surface Excess
4. Importance of Experimental Column
5. Selection and Range of Operating Variables
6. Estimation of Optimized Parameters
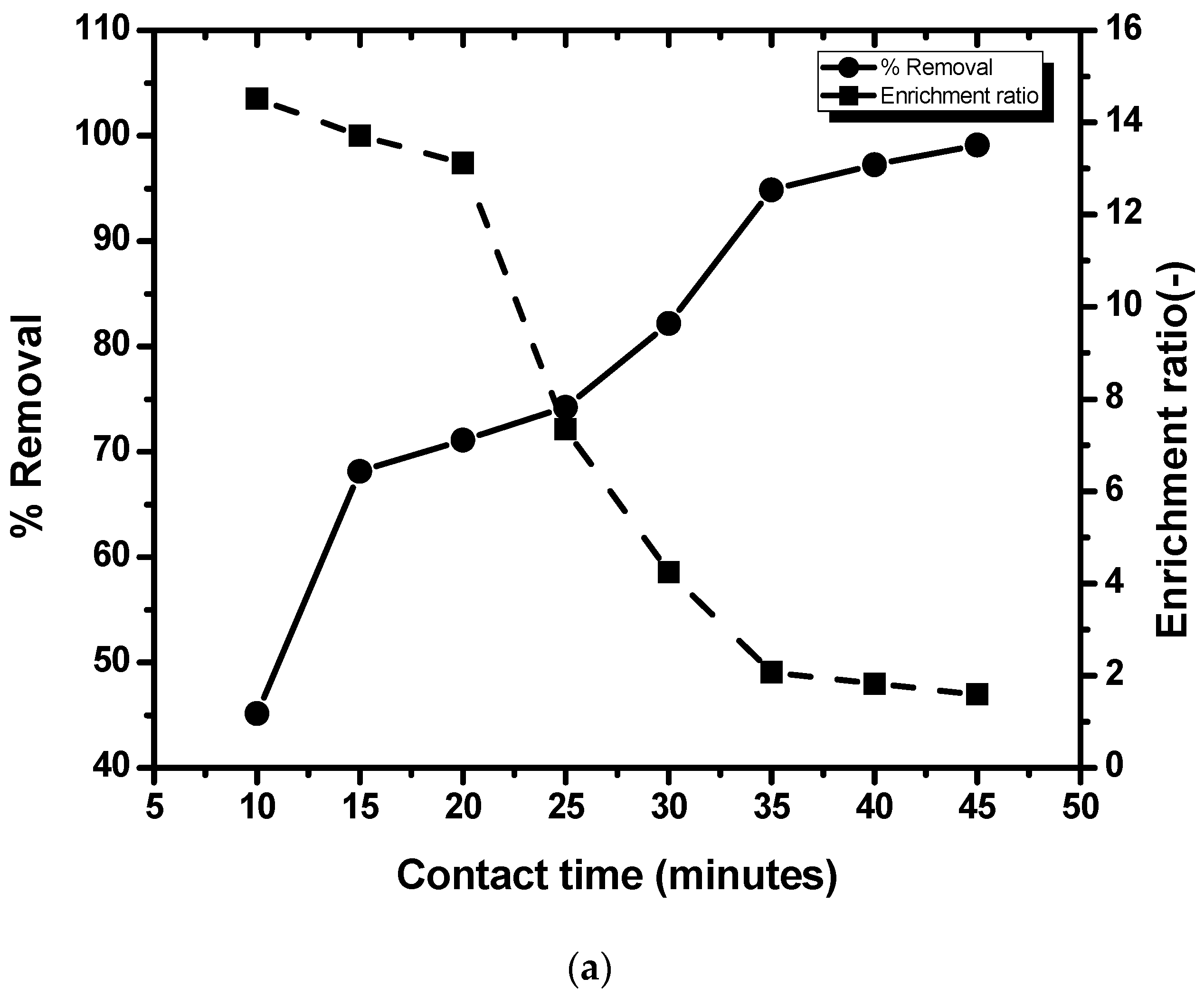
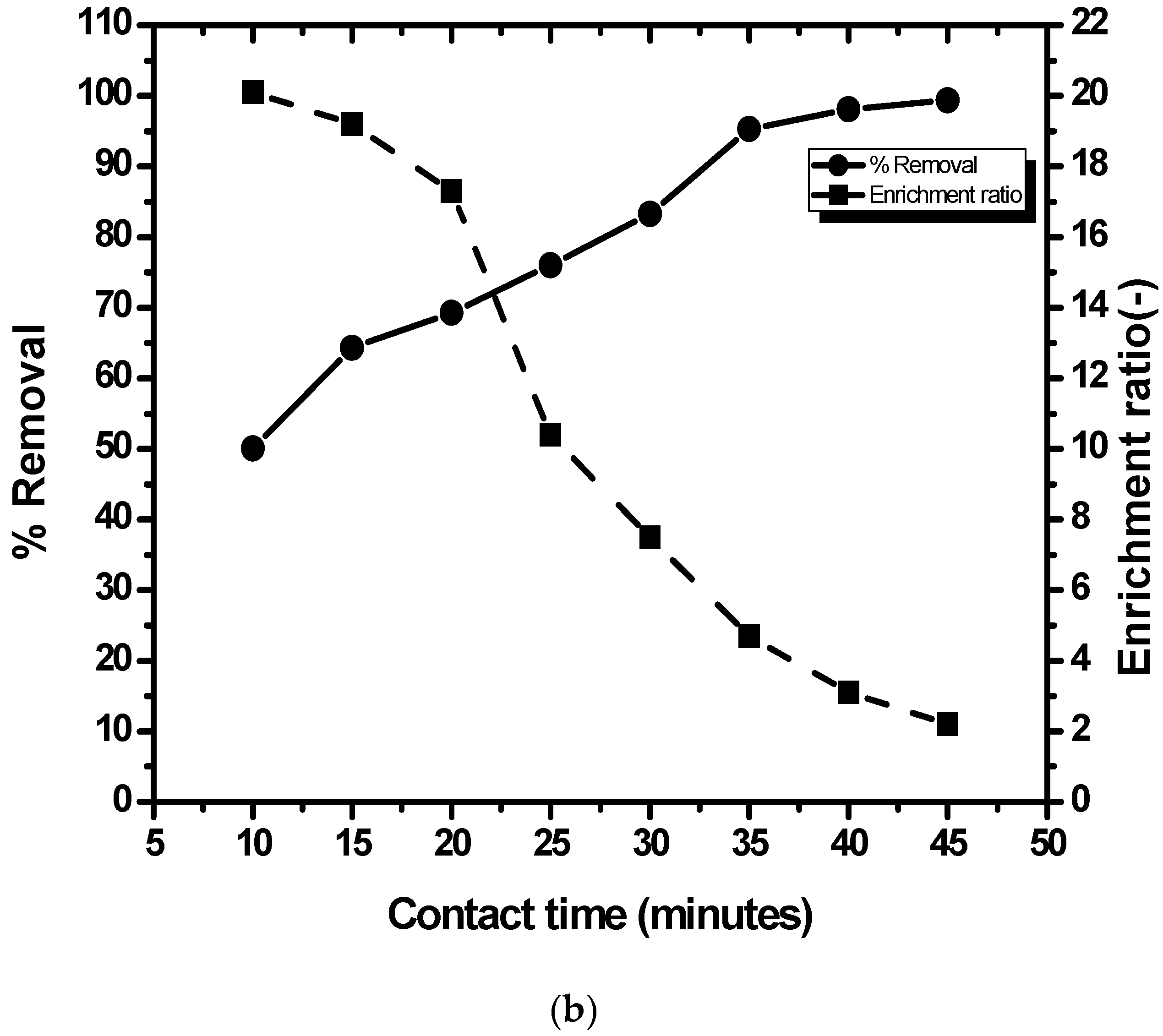
6.1. Effect of Contact Time
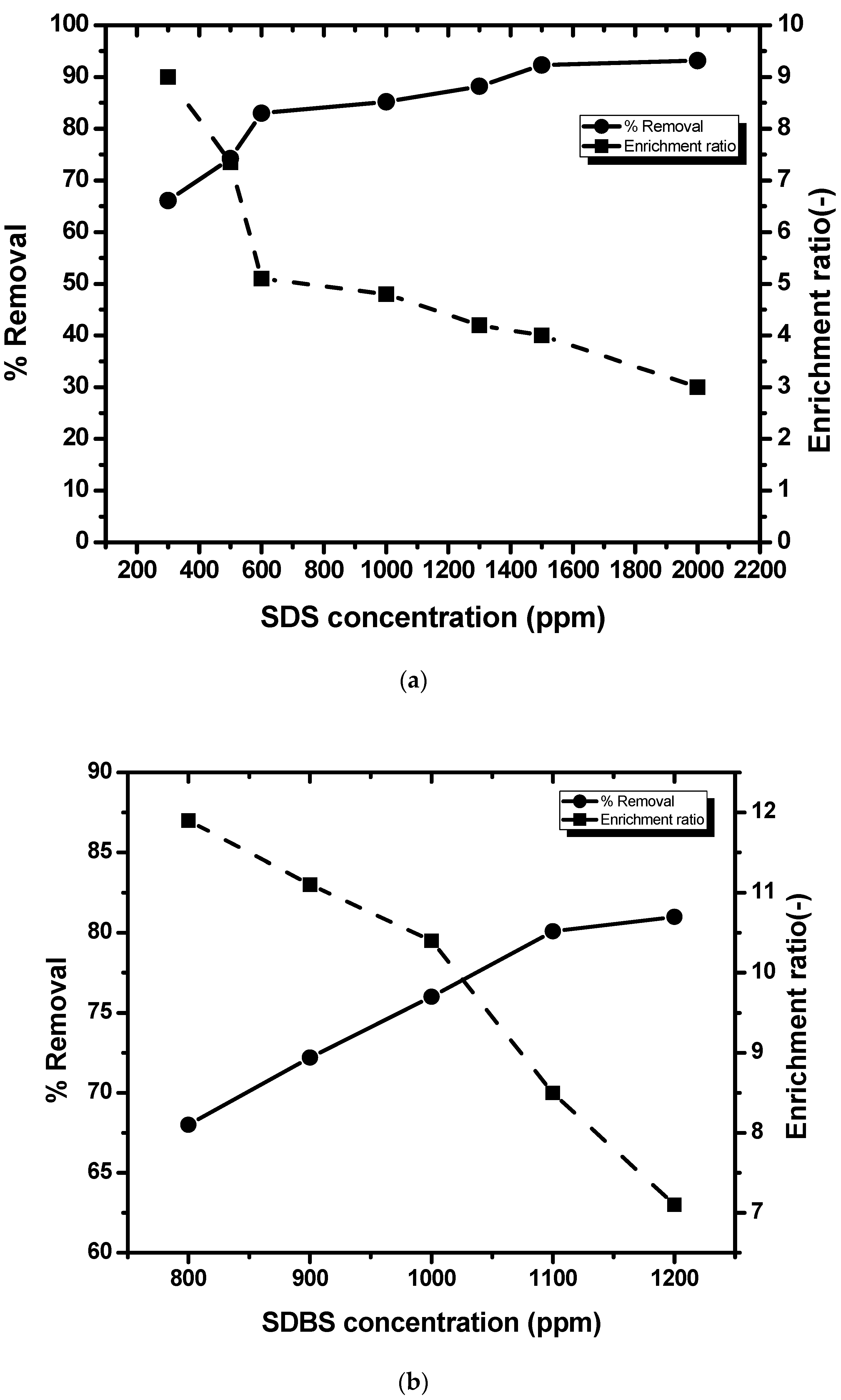
6.2. Effect of Surfactant Concentration
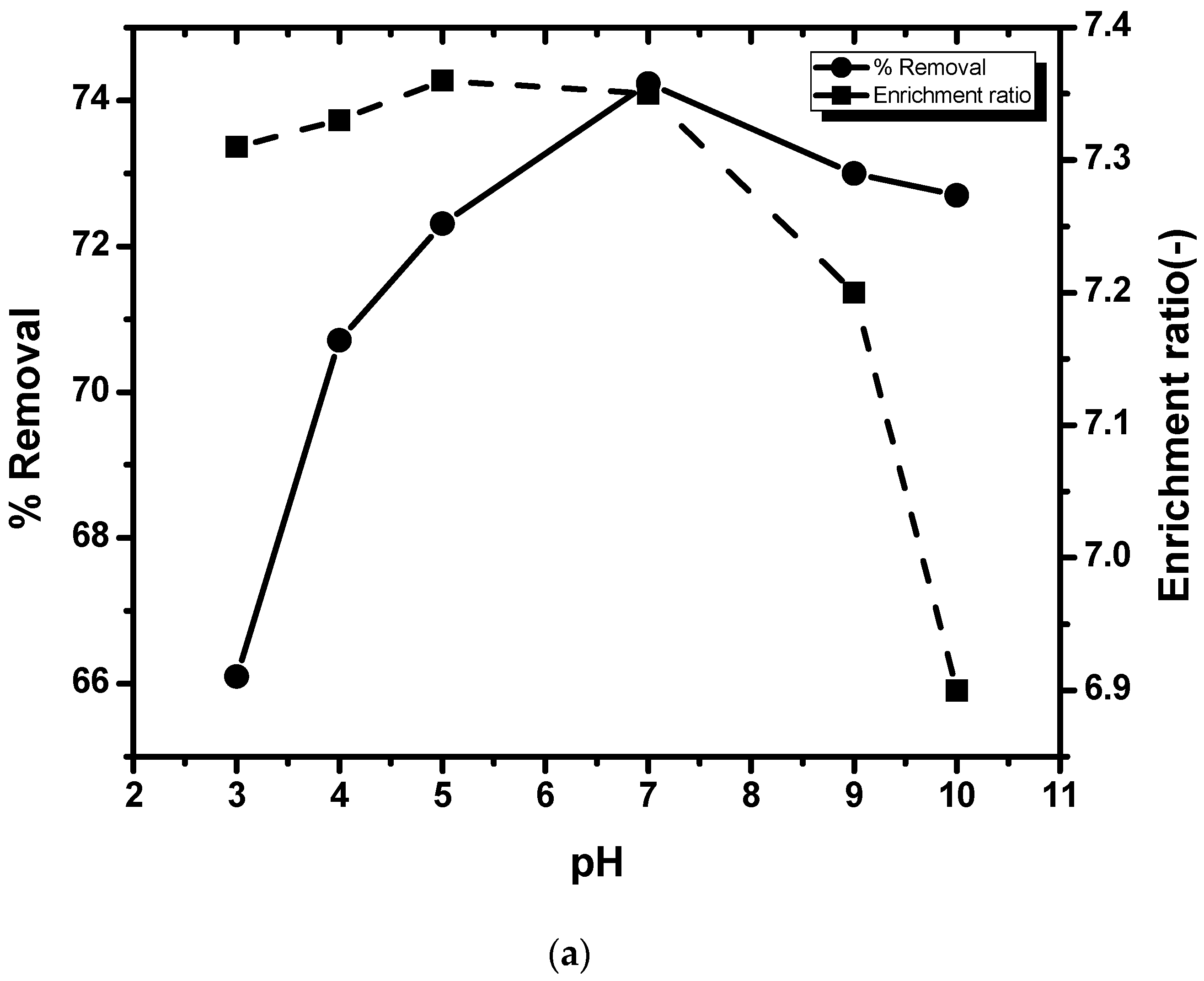
6.3. Effect of Initial pH
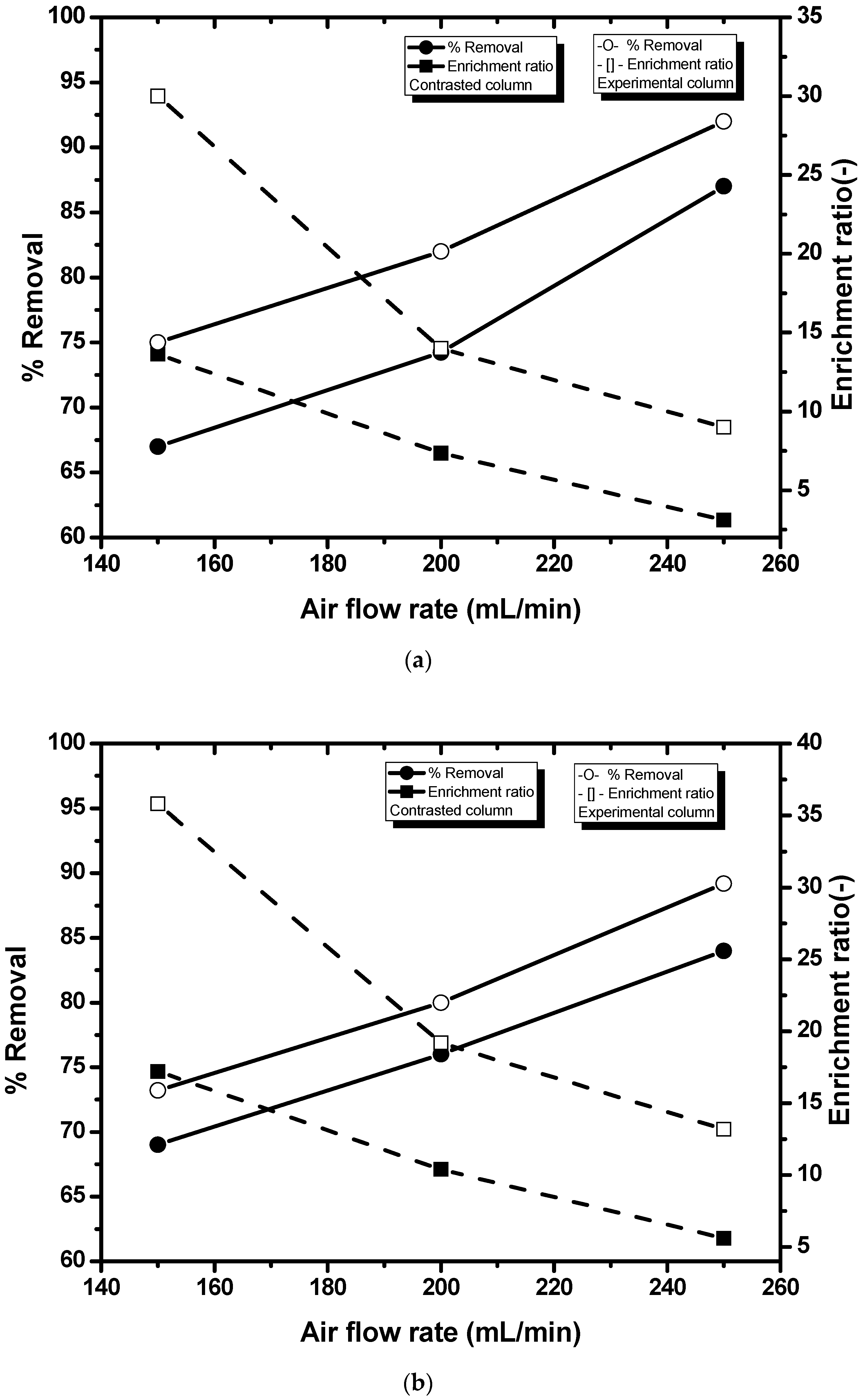
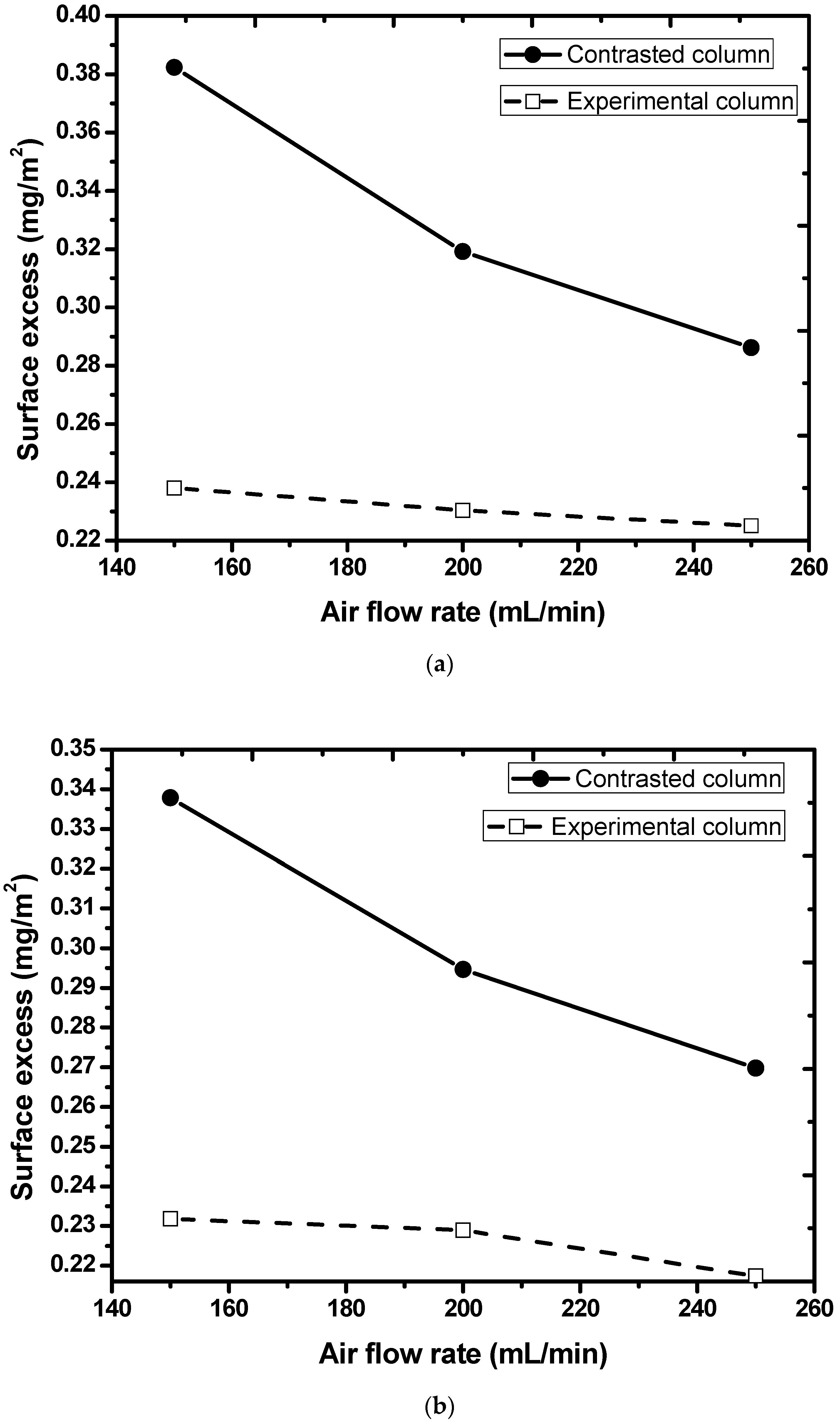
6.4. Effect of Air Flow Rate
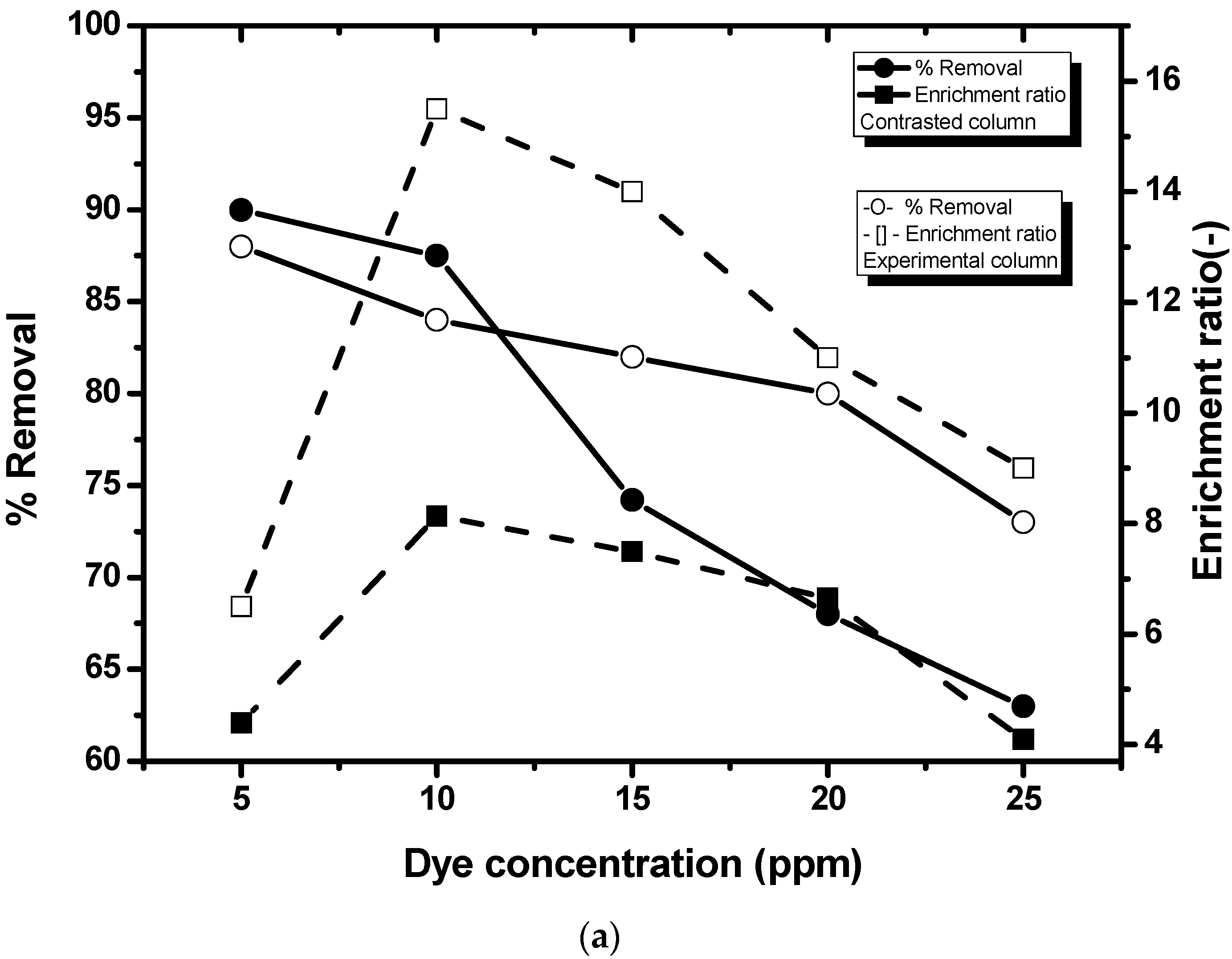
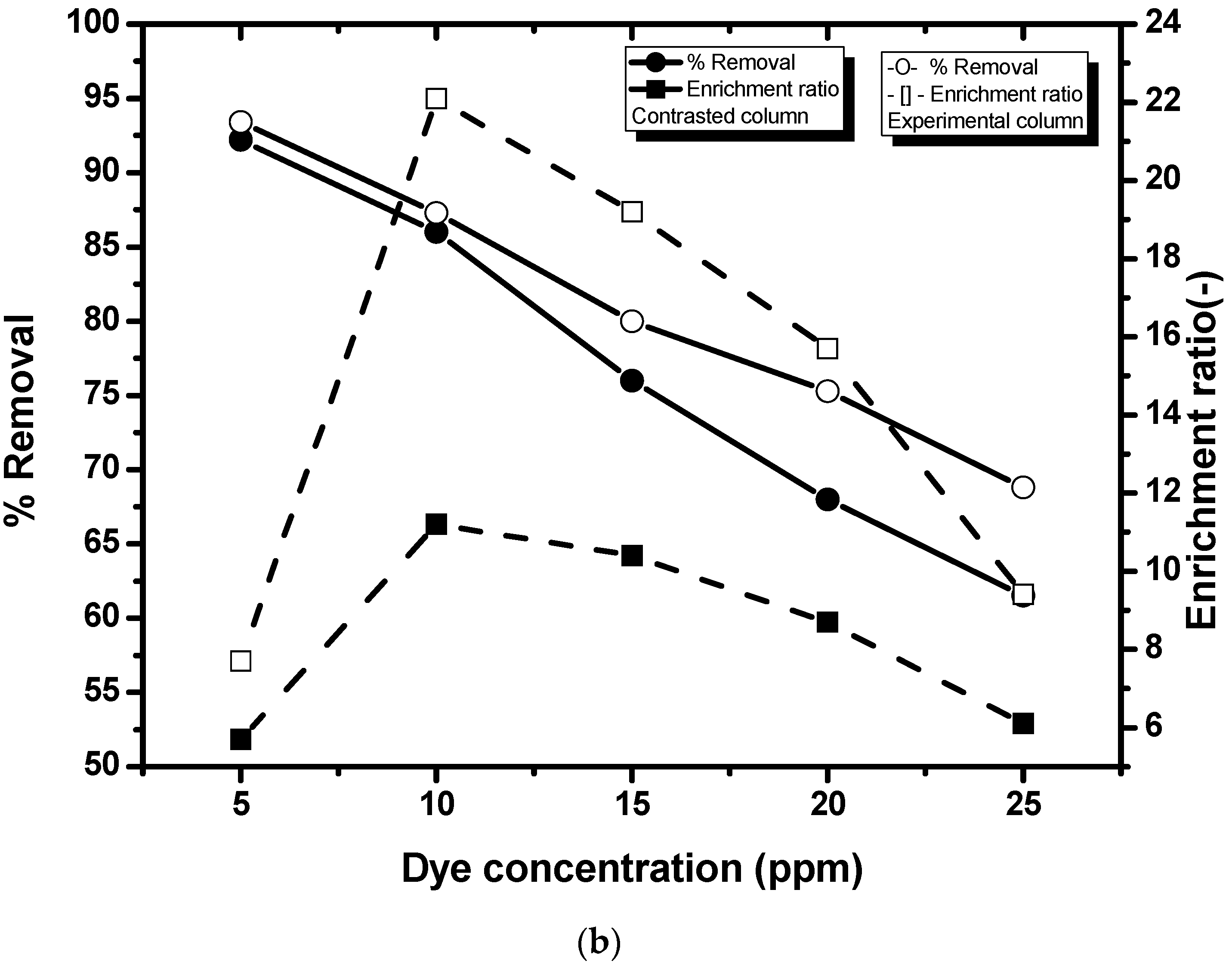
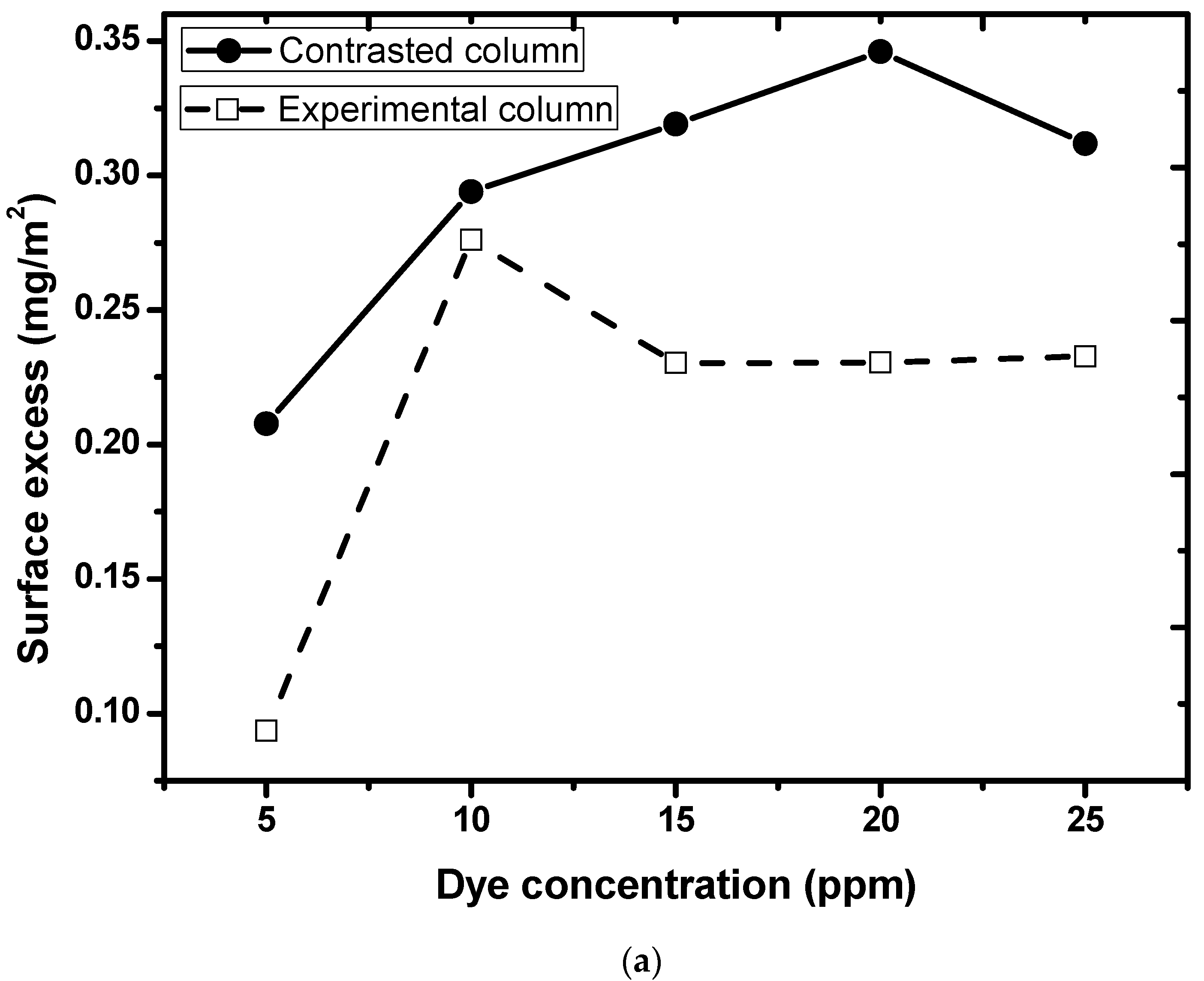
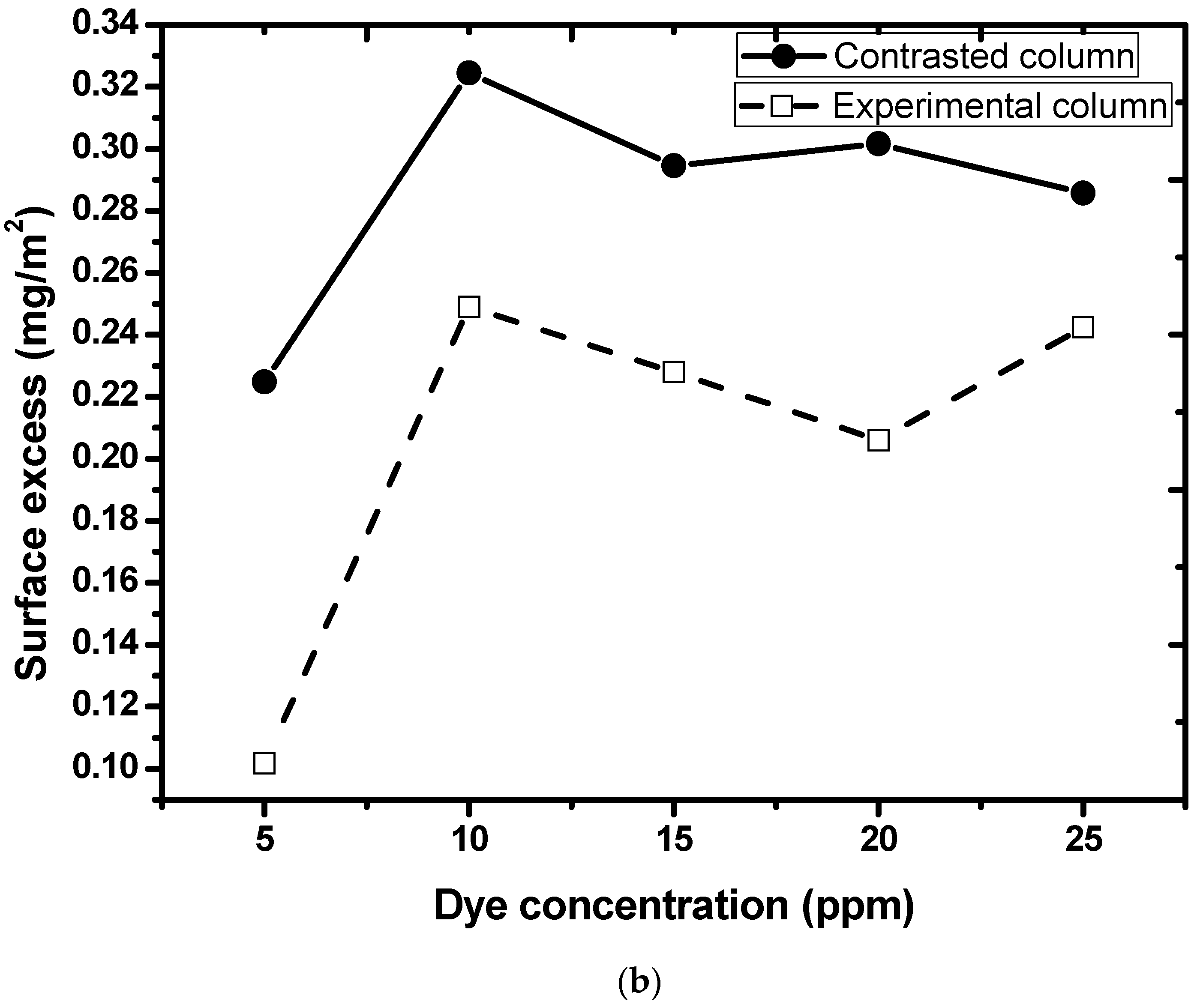
6.5. Effect of MB Concentration
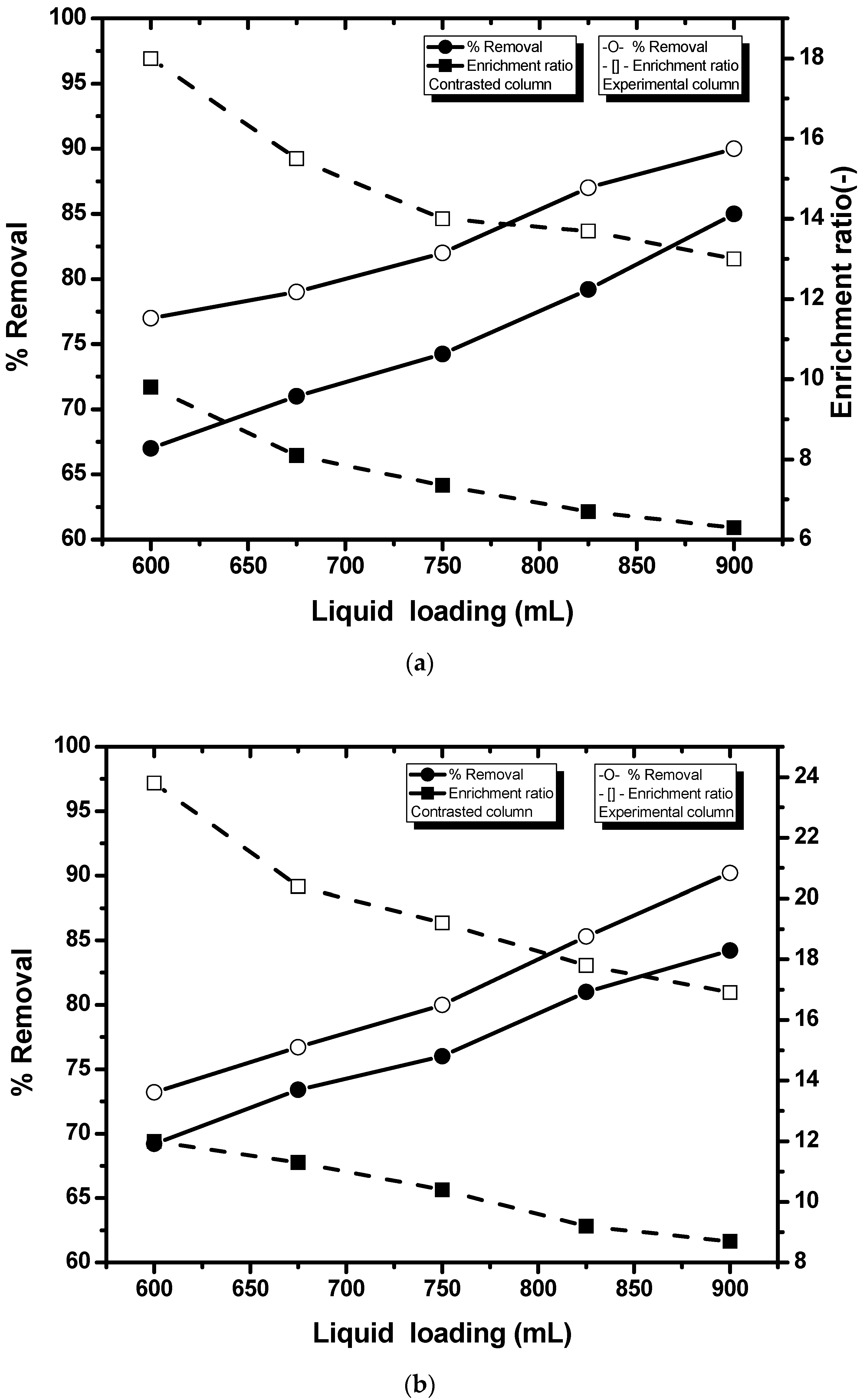
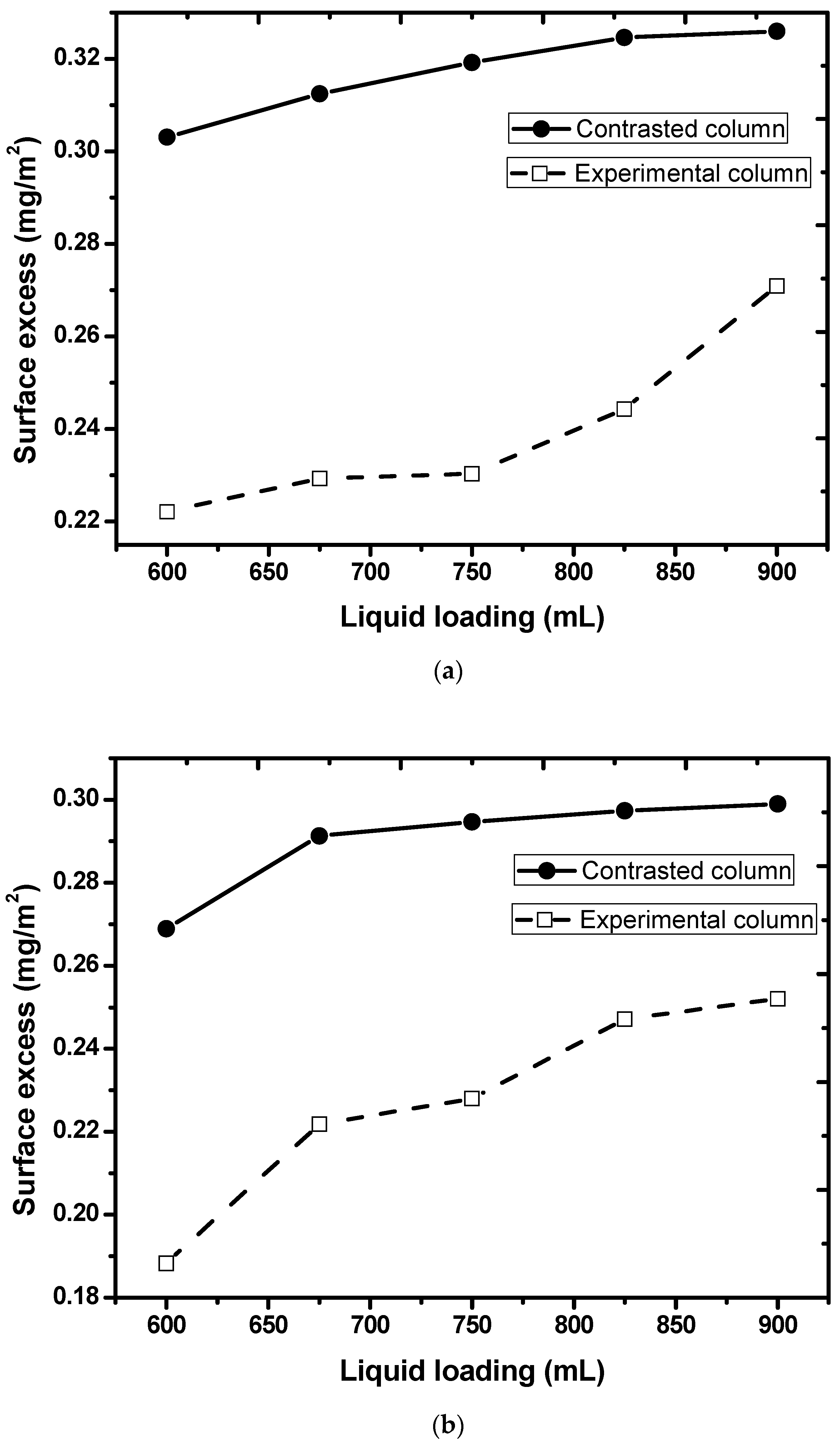
6.6. Effect of Liquid Loading
6.7. Comparison between Columns (Contrasted &Experimental) and Surfactants (SDS & SDBS)
- (i)
- The experimental column yielded higher values of enrichment ratio compared to the contrasted column for both surfactants.
- (ii)
- Higher values of enrichment ratio were obtained when experiments were conducted by using SDBS as a collector for both columns.
- (iii)
- Greater surface excess and foam wetness were obtained in the case of contrasted columns for both surfactants.
- (iv)
- Larger values of surface excess and foam wetness were achieved when SDS was used as a collector for both columns.
7. Optimization Studies
7.1. Taguchi Methodology
S/N Ratio for Percentage Removal and Enrichment Ratio
- (i)
- Enrichment ratio: Experiment no. 2 (both the surfactants and columns).
- (ii)
- % removal: Experiment no. 8 (SDS, contrasted column), experiment no. 9 (SDS, experimental column), and experiment no. 6 (SDBS, both columns).
- (i)
- Optimum values for obtaining maximum % removal: airflow rate = 250 mL·min−1, liquid loading = 900 mL, and MB concentration = 5 ppm.
- (ii)
- Optimum values for obtaining maximum enrichment ratio: airflow rate = 150 mL·min−1, liquid loading = 600 mL, and MB concentration = 15 ppm.
- (iii)
- The concentration of MB in the feed solution and flow rate of air, among all the operating parameters, were found to be the most sensitive operating variables with respect to % removal and enrichment ratio, respectively.
7.2. Grey Relational Analysis
7.2.1. Weight Calculation
- (i)
- Grey relational coefficients’ aggregate:
- (ii)
- Normalized coefficient:
- (iii)
- Entropy:
- (iv)
- Total entropy:
- (v)
- Weight:
- (vi)
- Grey relational grade:
7.2.2. Grey Relational Grade Analysis
8. Comparison with Earlier Studies
9. Cost Comparison—Foam Fractionation vs. Adsorption
10. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Abdi, J.; Vossoughi, M.; Mahmoodi, N.M.; Alemzadeh, I. Synthesis of metal-organic framework hybrid nanocomposites based on GO and CNT with high adsorption capacity for dye removal. Chem. Eng. J. 2017, 326, 1145–1158. [Google Scholar] [CrossRef]
- Valliammai, S.; Subbareddy, Y.; Nagaraja, K.S.; Jeyaraj, B. Removal of methylene blue from aqueous solution by activated carbon of Vigna Mungo L and Paspalum scrobiculatum: Equilibrium, kinetics and thermodynamic studies. Indian J. Chem. Technol. 2017, 24, 134–144. [Google Scholar]
- Gupta, V.K.; Suhas. Application of low-cost adsorbents for dye removal—A review. J. Environ. Manag. 2009, 90, 2313–2342. [Google Scholar] [CrossRef] [PubMed]
- Ahmadian, M.; Jaymand, M. Interpenetrating polymer network hydrogels for removal of synthetic dyes: A comprehensive review. Coord. Chem. Rev. 2023, 486, 215152. [Google Scholar] [CrossRef]
- Kausar, A.; Zohra, S.T.; Ijaz, S.; Iqbal, M.; Iqbal, J.; Bibi, I.; Nouren, S.; Messaoudi, N.E.; Nazir, A. Cellulose-based materials and their adsorptive removal efficiency for dyes: A review. Int. J. Biol. Macromol. 2023, 224, 1337–1355. [Google Scholar] [CrossRef] [PubMed]
- Gadekar, M.R.; Ahammed, M.M. Modelling dye removal by adsorption onto water treatment residuals using combined response surface methodology-artifical neural network approach. J. Environ. Manag. 2019, 231, 241–248. [Google Scholar]
- Moradi, O.; Panahandeh, S. Fabrication of different adsorbents based on zirconium oxide, graphene oxide, and dextrin for removal of green malachite dye from aqueous solutions. Environ. Res. 2022, 214, 114042. [Google Scholar] [CrossRef]
- Ikram, M.; Naeem, M.; Zahoor, M.; Hanafiah, M.M.; Oyekanmi, A.A.; Ullah, R.; Alfarraz, D.A.; Elshikh, M.S.; Zekker, I.; Gulfam, N. Biological degradation of the azo dye basic orange 2 by escherichia coli: A sustainable and ecofiendy approach for the treatment of textile wastewater. Water 2022, 14, 2063. [Google Scholar] [CrossRef]
- Ikram, M.; Naeem, M.; Zahoor, M.; Rahim, A.; Hanafiah, M.M.; Oyekanmi, A.A.; Shah, A.B.; Mahnashi, M.H.; Ali, A.A.; Jalal, N.A.; et al. Biodegradation of azo dye methyl red by pseudomonas aeruginosa: Optimization of process conditions. Int. J. Environ. Res. Public Health 2022, 19, 9962. [Google Scholar] [CrossRef]
- Yadav, J.; Sahu, O. Dye removal of cationic dye from aqueous solution through acid functionalized ceramic. Total Environ. Res. Themes 2023, 6, 100038. [Google Scholar] [CrossRef]
- Wang, C.; Wang, Y.; Shi, W.D.; Yan, W.C. Electric field assisted assembly of nanoparticle loaded microspheres toward industrial applications for organic dye removal. Sep. Purif. Technol. 2023, 306, 122565. [Google Scholar] [CrossRef]
- Tang, L.; Yu, J.; Pang, Y.; Zeng, G.; Deng, Y.; Wang, J.; Ren, X.; Ye, S.; Peng, B.; Feng, H. Sustainable efficient adsorbent: Alkali-acid modified magnetic biochar derived from sewage sludge for aqueous organic contaminant removal. Chem. Eng. J. 2018, 336, 160–169. [Google Scholar] [CrossRef]
- Hethnawi, A.; Nassar, N.N.; Manasrah, A.D.; Vitale, G. Polyethylenimine-functionalized pyroxene nanoparticles embedded on diatomite for adsorptive removal of dye from textile wastewater in a fixed-bed column. Chem. Eng. J. 2017, 320, 389–404. [Google Scholar] [CrossRef]
- Joshi, M.; Bansal, R.; Purwar, R. Colour removal from textile effluents. Indian J. Fibre Text. Res. 2003, 29, 239–259. [Google Scholar]
- Al-Alwani, M.A.M.; Norasikin, A.L.; Mohamad, A.B.; Kadhum, A.A.H.; Mukhlus, A. Applications of dyes extracted from Alternanthera Dentata leaves and Musa Acuminata Bracts as natural sensitizers for dye-sensitized solar cells. Spectrochim. Acta A Mol. Biomol. 2018, 192, 487–498. [Google Scholar] [CrossRef] [PubMed]
- Khan, N.A.; Bhadra, B.N.; Jhung, S.H. Heteropoly acid-loaded ionic liquid@metal-organic frameworks: Effective and reusable adsorbents for the desulfurization of a liquid model fuel. Chem. Eng. J. 2018, 334, 2215–2221. [Google Scholar] [CrossRef]
- Smith, S.J.; Lewis, J.; Wiberg, K.; Wall, E.; Ahrens, L. Foam fractionation for removal of per- and polyfluoroalkyl substances: Towards closing the mass balance. Sci. Total Environ. 2023, 871, 162050. [Google Scholar] [CrossRef] [PubMed]
- Lockwood, C.E.; Bummer, P.M.; Jay, M. Purification of proteins using foam fractionation. Pharm. Res. 1997, 14, 1511–1515. [Google Scholar] [CrossRef]
- Brown, A.K.; Kaul, A.; Varley, J. Continuous foaming for protein recovery. Part II. Selective recovery of proteins form binary mixtures. Biotechnol. Bioeng. 1999, 62, 291–300. [Google Scholar] [CrossRef]
- Rujirawanich, V.; Chavadej, S.; O’Haver, J.H.; Rujiravanit, R. Removal of trace Cd2+ using continuous multistage ion foam fractionation: Part I-The effect of feed SDS/Cd molar ratio. J. Hazard. Mater. 2010, 182, 812–819. [Google Scholar] [CrossRef]
- Boonyasuwat, S.; Chavadej, S.; Malakul, P.; Scamehorn, J.F. Anionic and cationic surfactant recovery from water using a multistage foam fractionator. Chem. Eng. J. 2003, 93, 241–252. [Google Scholar] [CrossRef]
- Backleh, M.; Ekici, P.; Leupold, G.; Coelhan, M.; Parlar, H. Quantitative enrichment of gingerols from ginger (Zingiber officinale Rose.) by isoelectric focussed adsorptive bubble chromatography (IFBAC). Adv. Food Sci. 2003, 25, 2–7. [Google Scholar]
- Buckley, T.; Karanam, K.; Han, H.; Vo, H.N.P.; Shukla, P.; Firouzi, M.; Rudolph, V. Effect of different co-foaming agents on PFAS removal from the environment by foam fractionation. Water Res. 2023, 230, 119532. [Google Scholar] [CrossRef]
- Rajabi, H.; Grassia, P. Transport of soluble surfactant on and within a foam film in the context of a foam fractionation process. Chem. Eng. Sci. 2023, 265, 118171. [Google Scholar] [CrossRef]
- Keshavarzi, B.; Krause, T.; Sikandar, S.; Schwarzenberger, K.; Eckert, K.; Ansorge-Schumacher, M.B.; Heitkam, S. Protein enrichment by foam Fractionation: Experiment and modeling. Chem. Eng. Sci. 2022, 256, 117715. [Google Scholar] [CrossRef]
- Buckley, T.; Karanam, K.; Xu, X.; Shukla, P.; Firouzi, M.; Rudolph, V. Effect of mono- and di-valent cations on PFAS removal from water using foam fractionation—A modelling and experimental study. Sep. Purif. Technol. 2022, 286, 120508. [Google Scholar] [CrossRef]
- Lu, K.; Zhang, X.L.; Zhao, Y.L.; Wu, Z.L. Removal of color from textile dyeing wastewater by foam fractionation. J. Hazard. Mater. 2010, 182, 928–932. [Google Scholar] [CrossRef]
- Varade, D.; Carriere, D.; Arriaga, L.R.; Fameau, A.L.; Rio, E.; Langevin, D.; Drenckhan, W. On the origin of the stability of foams made from cationic surfactant mixtures. Soft Matter 2011, 7, 6557. [Google Scholar] [CrossRef]
- Lu, K.; Li, R.; Wu, Z.; Hou, K.; Du, X.; Zhao, Y. Wall effect on rising foam drainage and its application to foam separation. Sep. Purif. Technol. 2013, 118, 710–715. [Google Scholar] [CrossRef]
- Zhang, Z.; Wu, Z.; Liu, G. Interfacial adsorption of methyl orange in liquid phase of foam fractionation using dodecyl dimethyl betaine as the collector. J. Ind. Eng. Chem. 2015, 28, 184–189. [Google Scholar] [CrossRef]
- Zhang, D.; Zeng, G.; Huang, J.; Bi, W.; Gengxin, X. Spectroscopic studies of dye-surfactant interactions with the co-existence of heavy metal ions for foam fractionation. J. Environ. Sci. 2012, 24, 2068–2074. [Google Scholar] [CrossRef] [PubMed]
- Fei, X.; Li, W.; Zhu, S.; Liu, L.; Yang, Y. Simultaneous treatment of dye wastewater and surfactant wastewater by foam separation: Experimental and mesoscopic simulation study. Sep. Sci. Technol. 2017, 53, 1604–1610. [Google Scholar] [CrossRef]
- Shakir, K.; Elkafrawy, A.F.; Ghoneimy, H.F.; Beheir, S.G.E.; Refaat, M. Removal of rhodamine B (a basic dye) and thoron (an acidic dye) from dilute aqeuous solutions and wastewater simulants by ion flotation. Water Res. 2010, 44, 1449–1461. [Google Scholar] [CrossRef]
- Marvos, P.; Daniilidou, A.C.; Lazaridis, N.K.; Stergiou, L. Colour removal from aqueous solutions. Part I. Flotation. Environ. Technol. 1994, 15, 601–616. [Google Scholar]
- Li, X.; Evans, G.M.; Stevenson, P. Process intensification of foam fractionation by successive contraction and expansion. Chem. Eng. Res. Des. 2011, 89, 2298–2308. [Google Scholar] [CrossRef]
- Darton, R.C.; Supino, S.; Sweeting, K.J. Development of a multistaged foam fractionation column. Chem. Eng. Process. Process Intensif. 2004, 43, 477–482. [Google Scholar] [CrossRef]
- Stevenson, P.; Li, X.; Evans, G.M. A mechanism for internal reflux in foam fractionation. Biochem. Eng. J. 2008, 39, 590–593. [Google Scholar] [CrossRef]
- Li, H.; Wu, Z.; Liu, W.; Li, Z.; Hu, N.; Huang, D. Recovery of yam mucilage from the yam starch processing wastewater by using a novel foam fractionation column. Sep. Purif. Technol. 2016, 171, 26–33. [Google Scholar] [CrossRef]
- Huang, D.; Wu, Z.L.; Liu, W.; Hu, N.; Li, H.Z. A novel process intensification approach of recovering creatine from its wastewater by batch foam fractionation. Chem. Eng. Process. Process Intensif. 2016, 104, 13–21. [Google Scholar] [CrossRef]
- Bakhtiyari, N.; Wu, Y.; Wang, L.; Wang, Z.; Zheng, H. Laser machining sapphire via si-sapphire interface absorption and process optimization using an integrated approach of the taguchi method with grey relational anlaysis. J. Mater. Res. Technol. 2023, 24, 663–674. [Google Scholar] [CrossRef]
- Hayatzadeh, M.; Moosavi, V.; Alirarmaee, R. Assessment and prioritization of soil erosion triggering factors using analytical hierarchy process and taguchi method. Int. J. Sediment Res. 2023, 38, 396–404. [Google Scholar] [CrossRef]
- Tamang, M.; Paul, K.K. Adsorptive treatment of phenol from aqueous solution using chitosan/calcined eggshell adsorbent: Optimization of preparation process using Taguchi statistical analysis. J. Indian Chem. Soc. 2022, 99, 100251. [Google Scholar] [CrossRef]
- Mausam, K.; Pare, A.; Ghosh, S.K.; Tiwari, A.K. Thermal performance analysis of hybrid-nanofluid based flat plate collector using Grey relational analysis (GRA): An approach for sustainable energy harvesting. Therm. Sci. Eng. Prog. 2023, 37, 101609. [Google Scholar] [CrossRef]
- Almetwally, A.A. Muti-objective optimization of woven fabric parameters using taguchi-grey relational analysis. J. Nat. Fibers 2019, 17, 1468–1478. [Google Scholar]
- Jiang, X.; Wu, C.; Zhou, H.; Gao, B.; Fang, X.; Han, J.; Gao, W. Relationship between thermal properties and structure, composition of briquette through grey relational analysis. J. Appl. Geophys. 2022, 206, 104786. [Google Scholar] [CrossRef]
- Deng, D.; Li, T.; Huang, Z.; Jiang, H.; Yang, S.; Zhang, Y. Multi-response optimization of laser cladding for TiC particle reinforced Fe matrix composite based on Taguchi method and grey relational analysis. Opt. Laser Technol. 2022, 153, 108259. [Google Scholar] [CrossRef]
- Schwarze, M.; Gross, M.; Ebraheme, A.; Lima, M.T.; Uhling, M.; Klitzing, R.; Roeber, O.; Olschewski, B.; Schomacker, R. Biopolymers for dye removal via foam separation. Sep. Purif. Technol. 2017, 188, 451–457. [Google Scholar]
- Mumbi, A.W.; Watanabe, T. Cost estimations of water pollution for the adoption of suitable water treatment technology. Sustainability 2022, 14, 649. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Dye | Reference |
|---|---|
| Removal of color using CTAB | [27] |
| Removal of crystal violet using SDS | [29] |
| Removal of methyl orange using dodecyl dimethyl betaine | [30] |
| Removal of MB using SDS in the presence of Cd2+ | [31] |
| Removal of rhodamine B and CTAB/SDBS | [32] |
| Removal of rhodamine B and thoron using NaLS and CTAB | [33] |
| Removal of basic yellow 28, direct black 22, and disperse orange 30 using NaLS, sodium oleate, and dodecylamine | [34] |
| S. No. | Operating Variable | Units | Range |
|---|---|---|---|
| 1 | Contact time | minutes | 10–45 |
| 2 | Surfactant concentration | ppm | SDS (300–2000 ppm) and SDBS (800–1200 ppm) |
| 3 | Initial pH of the solution | - | SDS (3–10) and SDBS (3–11) |
| 4 | Aeration rate | mL·min−1 | 150–250 |
| 5 | Liquid loading | mL | 600–900 |
| 6 | Dye concentration | ppm | 5–25 |
| S. No. | Dye | Concentration (ppm) | Reference |
|---|---|---|---|
| 1 | Crystal Violet | 10 | [29] |
| 2 | Methyl Orange | 10–50 | [30] |
| 3 | Methylene Blue | 10 | [31] |
| 4 | Rhodamine B | 15 | [32] |
| Symbol | Operating Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| A | Air flow rate (mL·min−1) | 150 | 200 | 250 |
| B | Liquid loading (mL) | 600 | 750 | 900 |
| C | Dye concentration (ppm) | 5 | 15 | 25 |
| Experiment No. | Operating Parameters | ||
|---|---|---|---|
| Air Flow Rate | Liquid Loading | Dye Concentration | |
| 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 |
| 3 | 1 | 3 | 3 |
| 4 | 2 | 1 | 2 |
| 5 | 2 | 2 | 3 |
| 6 | 2 | 3 | 1 |
| 7 | 3 | 1 | 3 |
| 8 | 3 | 2 | 1 |
| 9 | 3 | 3 | 2 |
| Experiment No. | Air Flow Rate (mL·min−1) | Liquid Loading (mL) | Dye Concentration (ppm) | Percentage Removal (S/N Ratio) | Enrichment Ratio (S/N Ratio) |
|---|---|---|---|---|---|
| Contrasted column | |||||
| 1 | 150 | 600 | 5 | 76.2 (37.63) | 9.2 (19.27) |
| 2 | 150 | 750 | 15 | 67 (36.52) | 13.63 (22.68) |
| 3 | 150 | 900 | 25 | 68.3 (36.68) | 6.5 (16.25) |
| 4 | 200 | 600 | 15 | 67 (36.52) | 9.8 (19.82) |
| 5 | 200 | 750 | 25 | 63 (35.98) | 3.9 (11.82) |
| 6 | 200 | 900 | 5 | 93.2 (39.38) | 3.8 (11.59) |
| 7 | 250 | 600 | 25 | 64.2 (36.15) | 2.37 (7.49) |
| 8 | 250 | 750 | 5 | 96 (39.64) | 1.84 (5.29) |
| 9 | 250 | 900 | 15 | 92.4 (39.31) | 2.8 (8.94) |
| Experimental column | |||||
| 1 | 150 | 600 | 5 | 79.7 (38.02) | 15.2 (23.63) |
| 2 | 150 | 750 | 15 | 75 (37.50) | 30 (29.54) |
| 3 | 150 | 900 | 25 | 74.2 (37.40) | 17 (24.60) |
| 4 | 200 | 600 | 15 | 77 (37.72) | 18 (25.10) |
| 5 | 200 | 750 | 25 | 73 (37.26) | 9 (19.08) |
| 6 | 200 | 900 | 5 | 92 (39.27) | 5.2 (14.32) |
| 7 | 250 | 600 | 25 | 77.3 (37.76) | 8.7 (18.79) |
| 8 | 250 | 750 | 5 | 92.5 (39.32) | 3.4 (10.62) |
| 9 | 250 | 900 | 15 | 97.4 (39.77) | 7 (16.90) |
| Experiment No. | Air Flow Rate (mL·min−1) | Liquid Loading (mL) | Dye Concentration (ppm) | Percentage Removal (S/N Ratio) | Enrichment Ratio (S/N Ratio) |
|---|---|---|---|---|---|
| Contrasted column | |||||
| 1 | 150 | 600 | 5 | 78.4 (37.88) | 9.8 (19.82) |
| 2 | 150 | 750 | 15 | 69 (36.77) | 17.2 (24.71) |
| 3 | 150 | 900 | 25 | 70.5 (36.96) | 10.5 (20.42) |
| 4 | 200 | 600 | 15 | 69.2 (36.80) | 12 (21.58) |
| 5 | 200 | 750 | 25 | 61.5 (35.77) | 6.1 (15.70) |
| 6 | 200 | 900 | 5 | 96.2 (39.66) | 4.3 (12.66) |
| 7 | 250 | 600 | 25 | 64.5 (36.19) | 5.1 (14.15) |
| 8 | 250 | 750 | 5 | 95.7 (39.61) | 2.1 (6.44) |
| 9 | 250 | 900 | 15 | 93 (39.36) | 4.8 (13.62) |
| Experimental column | |||||
| 1 | 150 | 600 | 5 | 80.5 (38.11) | 19.2 (25.66) |
| 2 | 150 | 750 | 15 | 73.2 (37.29) | 35.8 (31.07) |
| 3 | 150 | 900 | 25 | 75 (37.50) | 18.7 (25.43) |
| 4 | 200 | 600 | 15 | 73.2 (37.29) | 23.8 (27.53) |
| 5 | 200 | 750 | 25 | 68.8 (36.75) | 9.4 (19.46) |
| 6 | 200 | 900 | 5 | 99.1 (39.92) | 6.1 (15.70) |
| 7 | 250 | 600 | 25 | 67.2 (36.54) | 9.7 (19.73) |
| 8 | 250 | 750 | 5 | 98.3 (39.85) | 3.6 (11.12) |
| 9 | 250 | 900 | 15 | 96.4 (39.68) | 9.6 (19.64) |
| Symbol | Operating Parameters | Mean S/N Ratio (dB) | |||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | ||
| Percentage removal (contrasted column) | |||||
| A | Air flow rate | 36.94 | 37.29 | 38.36 * | 1.42 |
| B | Liquid loading | 36.77 | 37.38 | 38.46 * | 1.69 |
| C | Dye concentration | 38.89 * | 37.45 | 36.27 | 2.61 |
| Enrichment ratio (contrasted column) | |||||
| A | Air flow rate | 19.40 * | 14.41 | 7.24 | 12.16 |
| B | Liquid loading | 15.53 * | 13.26 | 12.26 | 3.26 |
| C | Dye concentration | 12.05 | 17.15 * | 11.85 | 5.29 |
| Percentage removal (experimental column) | |||||
| A | Air flow rate | 37.64 | 38.09 | 38.95 * | 1.30 |
| B | Liquid loading | 37.84 | 38.03 | 38.81 * | 0.97 |
| C | Dye concentration | 38.87 * | 38.33 | 37.47 | 1.39 |
| Enrichment ratio (experimental column) | |||||
| A | Air flow rate | 25.92 * | 19.50 | 15.44 | 10.48 |
| B | Liquid loading | 22.51 * | 19.75 | 18.61 | 3.90 |
| C | Dye concentration | 16.19 | 23.84 * | 20.82 | 7.65 |
| Symbol | Operating Parameters | Mean S/N Ratio (dB) | |||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | ||
| Percentage removal (contrasted column) | |||||
| A | Air flow rate | 37.20 | 37.41 | 38.39 * | 1.18 |
| B | Liquid loading | 36.95 | 37.39 | 38.66 * | 1.70 |
| C | Dye concentration | 39.05 * | 37.64 | 36.31 | 2.74 |
| Enrichment ratio (contrasted column) | |||||
| A | Air flow rate | 21.65 * | 16.65 | 11.40 | 10.24 |
| B | Liquid loading | 18.51 * | 15.62 | 15.57 | 2.94 |
| C | Dye concentration | 12.97 | 19.97 * | 16.76 | 6.99 |
| Percentage removal (experimental column) | |||||
| A | Air flow rate | 37.63 | 37.98 | 38.69 * | 1.05 |
| B | Liquid loading | 37.31 | 37.96 | 39.03 * | 1.07 |
| C | Dye concentration | 39.29 * | 38.08 | 36.93 | 2.36 |
| Enrichment ratio (experimental column) | |||||
| A | Air flow rate | 27.39 * | 20.90 | 16.83 | 10.55 |
| B | Liquid loading | 24.31 * | 20.55 | 20.26 | 4.04 |
| C | Dye concentration | 17.49 | 26.08 * | 21.54 | 8.58 |
| Optimal Process Variables | ||
|---|---|---|
| Prediction | Experiment | |
| Percentage Removal (contrasted column) | ||
| Level | ||
| % Removal | - | 99.5 |
| S/N ratio (dB) | 40.64 | 39.95 |
| Enrichment ratio (contrasted column) | ||
| Level | ||
| Enrichment ratio | - | 16.7 |
| S/N ratio (dB) | 24.71 | 24.45 |
| Percentage Removal (experimental column) | ||
| Level | ||
| % Removal | - | 99.6 |
| S/N ratio (dB) | 40.18 | 39.96 |
| Enrichment ratio (experimental column) | ||
| Level | ||
| Enrichment ratio | - | 38.3 |
| S/N ratio (dB) | 31.70 | 31.66 |
| Optimal Process Variables | ||
|---|---|---|
| Prediction | Experiment | |
| Percentage Removal (contrasted column) | ||
| Level | ||
| % Removal | - | 99.6 |
| S/N ratio (dB) | 40.77 | 39.96 |
| Enrichment ratio (contrasted column) | ||
| Level | ||
| Enrichment ratio | - | 20.4 |
| S/N ratio (dB) | 27.00 | 26.19 |
| Percentage Removal (experimental column) | ||
| Level | ||
| % Removal | - | 99.7 |
| S/N ratio (dB) | 40.81 | 39.97 |
| Enrichment ratio (experimental column) | ||
| Level | ||
| Enrichment ratio | - | 49.3 |
| S/N ratio (dB) | 34.36 | 33.85 |
| S. No. | SDS (Contrasted Column) | SDS (Experimental Column) | SDBS (Contrasted Column) | SDBS (Experimental Column) | ||||
|---|---|---|---|---|---|---|---|---|
| GRG | Rank | GRG | Rank | GRG | Rank | GRG | Rank | |
| 1 | 0.515 | 5 | 0.442 | 6 | 0.499 | 5 | 0.477 | 6 |
| 2 | 0.694 | 1 | 0.693 | 1 | 0.712 | 1 | 0.708 | 1 |
| 3 | 0.414 | 7 | 0.429 | 7 | 0.470 | 7 | 0.444 | 7 |
| 4 | 0.489 | 6 | 0.453 | 5 | 0.497 | 6 | 0.482 | 5 |
| 5 | 0.356 | 8 | 0.361 | 9 | 0.371 | 8 | 0.362 | 8 |
| 6 | 0.604 | 3 | 0.511 | 4 | 0.665 | 2 | 0.657 | 2 |
| 7 | 0.342 | 9 | 0.381 | 8 | 0.369 | 9 | 0.358 | 9 |
| 8 | 0.6524 | 2 | 0.513 | 3 | 0.633 | 3 | 0.625 | 3 |
| 9 | 0.576 | 4 | 0.666 | 2 | 0.597 | 4 | 0.604 | 4 |
| Symbol | Input Parameters | Average Grey Relational Grade | |||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | ||
| Contrasted column | |||||
| A | Air flow rate | 0.541 * | 0.483 | 0.523 | 0.058 |
| B | Liquid loading | 0.449 | 0.567 * | 0.532 | 0.118 |
| C | Dye concentration | 0.590 * | 0.587 | 0.371 | 0.219 |
| Experimental column | |||||
| A | Air flow rate | 0.521 * | 0.442 | 0.520 | 0.079 |
| B | Liquid loading | 0.425 | 0.522 | 0.535 * | 0.109 |
| C | Dye concentration | 0.489 | 0.604 * | 0.390 | 0.213 |
| Symbol | Input Parameters | Average Grey Relational Grade | |||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | ||
| Contrasted column | |||||
| A | Air flow rate | 0.560 * | 0.511 | 0.533 | 0.049 |
| B | Liquid loading | 0.455 | 0.572 | 0.577 * | 0.122 |
| C | Dye concentration | 0.599 | 0.602 * | 0.403 | 0.198 |
| Experimental column | |||||
| A | Air flow rate | 0.543 * | 0.500 | 0.529 | 0.042 |
| B | Liquid loading | 0.439 | 0.565 | 0.568 * | 0.128 |
| C | Dye concentration | 0.586 | 0.598 * | 0.388 | 0.209 |
| Optimal Process Variables | ||
|---|---|---|
| Prediction | Experiment | |
| Contrasted column: | ||
| Level | ||
| % Removal | - | 84.2 |
| Enrichment ratio | - | 8.4 |
| Grey relational grade | 0.667 | 0.555 |
| Experimental column: | ||
| Level | ||
| % Removal | - | 82.5 |
| Enrichment ratio | - | 26.2 |
| Grey relational grade | 0.672 | 0.622 |
| Optimal Process Variables | ||
|---|---|---|
| Prediction | Experiment | |
| Contrasted column: | ||
| Level | ||
| % Removal | - | 82.1 |
| Enrichment ratio | - | 15.7 |
| Grey relational grade | 0.670 | 0.701 |
| Experimental column: | ||
| Level | ||
| % Removal | - | 84.3 |
| Enrichment ratio | - | 29.2 |
| Grey relational grade | 0.661 | 0.619 |
| S. No. | Objective | Result | Reference |
|---|---|---|---|
| 1 | Removal of crystal violet dye using SDS as a surfactant. | Enrichment ratio = 4.12 without cross internal and 16.5 with cross internal. (Conditions: SDS concentration = 200 mg·L−1, air flow rate = 200 mL·min−1) | [29] |
| 2. | Simultaneous removal of MB and Cd2+ using SDS as a surfactant in a continuous foam fractionation column. | Enrichment ratios were found to reduce from 24.34 to 7.65 for MB and from 22.01 to 3.35 for Cd2+ on increasing the SDS concentration from 145 to 1440 mg·L−1. | [31] |
| 3. | Removal of MB using a biopolymer, HeSat, as a collector. | Enrichment ratio = 5 (Conditions: HeSat concentration = 500 mg·L−1, MB concentration = 10 mg·L−1, N2 flow rate = 13.4 mL·min−1) | [47] |
| S. No. | Surfactant | Concentration Used, ppm | Amount Used in 750 mL Dye Solution, mg | Cost, ₹ | Cost for Treating 1 m3 of Dyeing Wastewater, ₹ |
|---|---|---|---|---|---|
| 1 | SDS | 500 | 375 | 0.33 | 440 |
| 2 | SDBS | 1000 | 750 | 1.5 | 2000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, K.N.; Kumar, R.; Thakur, A.K.; Khan, N.A. Treatment of Dyeing Wastewater Using Foam Separation: Optimization Studies. Water 2023, 15, 2236. https://doi.org/10.3390/w15122236
Gupta KN, Kumar R, Thakur AK, Khan NA. Treatment of Dyeing Wastewater Using Foam Separation: Optimization Studies. Water. 2023; 15(12):2236. https://doi.org/10.3390/w15122236
Chicago/Turabian StyleGupta, Kaushal Naresh, Rahul Kumar, Amit Kumar Thakur, and Nadeem A. Khan. 2023. "Treatment of Dyeing Wastewater Using Foam Separation: Optimization Studies" Water 15, no. 12: 2236. https://doi.org/10.3390/w15122236
APA StyleGupta, K. N., Kumar, R., Thakur, A. K., & Khan, N. A. (2023). Treatment of Dyeing Wastewater Using Foam Separation: Optimization Studies. Water, 15(12), 2236. https://doi.org/10.3390/w15122236