1. Introduction
Natural and synthetic fibers can be employed to create materials with high strength, high elastic modulus, light weight, and low cost. Fibers play an irreplaceable role in many industries such as national defense, aviation, aerospace, and construction. Among synthetic fibers, the PA6 polycrystalline polyimide fiber is one of the most widely employed polymer fibers, and has been adopted in an extensive variety of applications owing to its good strength and durability. Synthetic polyamides consist of aliphatic polyamides and aromatic polyamides. The aliphatic family of polyamides includes the well-known thermoplastic nylon. Nylon is one of the most important engineering plastics, and forms the basis for the PA6 fiber. The majority of commercially available synthetic polyamide polymer fibers and PA6 in particular have been applied in filtration and life sciences [
1]. Reinforcement with PA6 fiber is one of the most effective methods of improving the properties of cement-based materials [
2]. PA6 fiber has been the subject of extensive research, including its manufacturing processes, mechanical properties, and the effect of embedded materials. Kailash and Tippur [
3] found that composites with a fiber volume ratio of 3% PA6 filler produced an equivalent dynamic fracture toughness enhancement as composites with a fiber volume ratio of 10% glass. The cutting performance of a PA6 fiber is one of its most important mechanical properties. Unfortunately, even though PA6 fiber has been widely employed, little work has been conducted for investigating the cutting mechanisms of PA6 fibers.
The nature of fibrous materials makes them ideally suited to the manufacture of continuous sheets that must be subsequently cut into the specific shapes required by industry, which consumes considerable energy. As such, considerable effort has been expended to reduce the power consumption of the cutting process by way of lowering cutting resistance based on the cutting mechanics of fibrous materials [
4,
5,
6,
7]. For example, Dowgiallo [
6] developed a rheological cutting energy model derived from experimental cutting tests conducted for four different fibrous materials. Kakitis et al. [
7] conducted experimental cutting tests on six types of hemp fibers using a rotating knife. The researchers developed an interaction model between the fiber and cutter, and proposed that the specific cutting energy depended on the extent of rope twisting. In addition, fibrous materials are also commonly required to have extremely high resistance to cutting and fracture failure. As a result, considerable effort has also been expended to enhance the cutting resistance of fibrous materials [
8,
9,
10,
11,
12,
13]. For example, Kothari et al. [
8] developed a mathematical model for predicting the cutting resistance of woven cotton textiles. Vu Thi et al. [
9] studied the mechanics and mechanisms of cutting resistance for protective materials in the presence of friction. Mayo and Wetzel [
10] developed a model reflecting the static stress failure of fibers based on experimental cutting resistance and failure results collected for six high-performance single fibers. Kane et al. [
11] studied the effects of impact force and rope tension on the cutting resistance of a climbing rope cut with a handsaw.
The above summary indicates that considerable research has been conducted to evaluate the general forces involved with cutting resistance, and predictive models have been developed accordingly. However, we note that the cutting resistance of fibrous materials is generally based on the fracture mechanics of the individual fibers. Unfortunately, little work has been conducted from this perspective. The processes of crack initiation, extension, and fracture in individual fibers provide an accurate record of the conditions encountered during the cutting of fibrous materials. Therefore, qualitative analyses of the fracture mechanics of individual fibers will provide important evidence for developing fracture failure models and supply vital clues for diagnosing the causes of fracture failure and the mechanisms affecting cutting resistance.
To facilitate the above stated goals, this paper investigates the fracture mechanics of single PA6 fibers using a custom designed fiber cutting performance test bench. The fracture morphologies of the PA6 fiber are examined by scanning electron microscopy (SEM). Fractographic studies demonstrate the occurrence of different mechanisms active during the process of crack initiation, extension, and fracture. In addition, the fracture failure processes were recorded by high-speed camera, and a blade assembly speed variation curve is obtained. The analyses reveal four distinct fracture failure mechanisms active at different periods of the single fiber cutting process. This paper provides much needed insight into the cutting mechanisms of widely employed PA6 fibers, and is expected to contribute to an understanding of cutting fracture failure mechanisms useful to the fields of polymer fiber science and engineering.
3. Results and Discussion
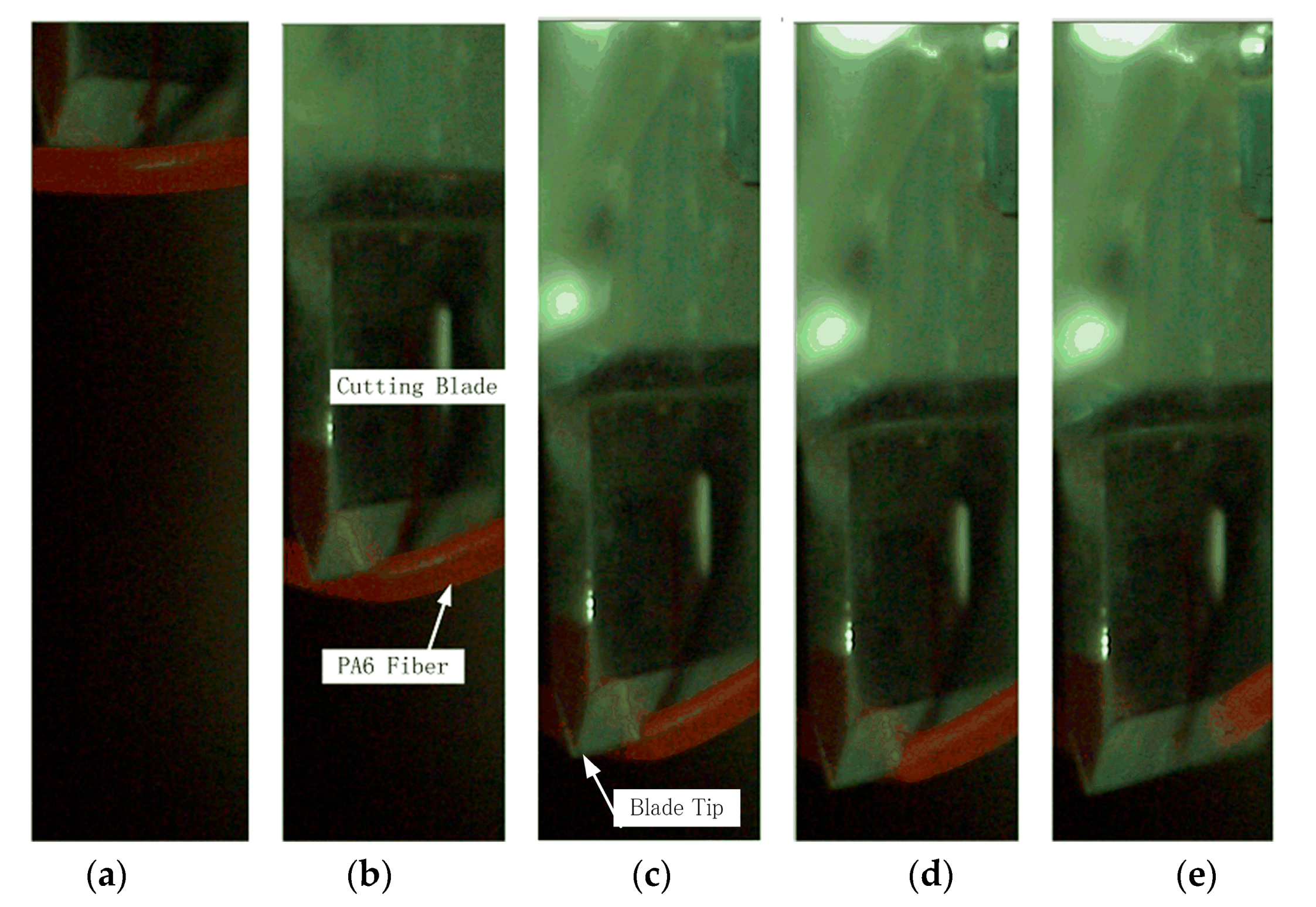
Based on the nature of the cutting apparatus employed, the cutting process can be divided into three distinct stages: the initial stage, compression stage, and fiber failure stage.
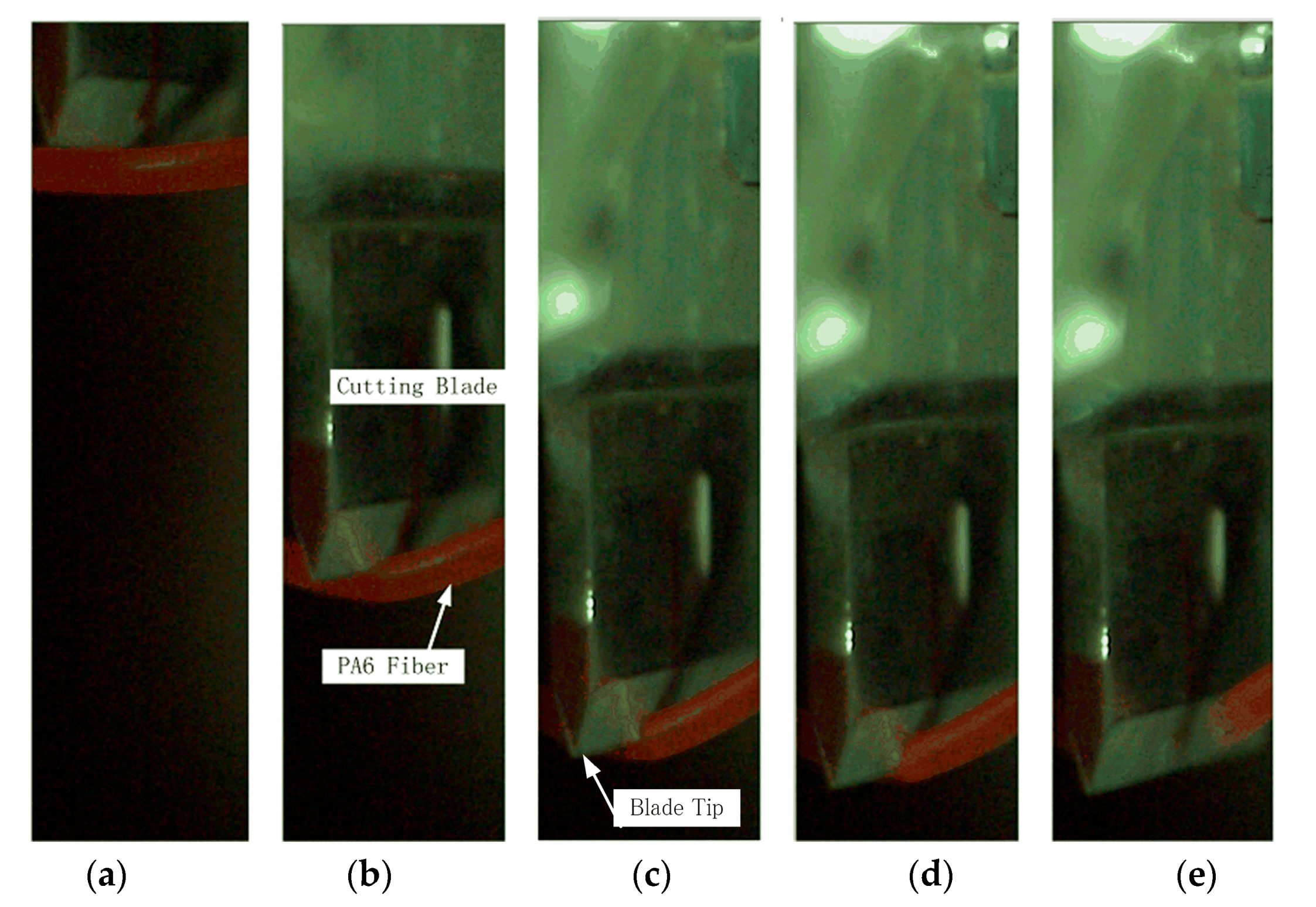
Figure 4 presents representative images of the cutting process obtained by high-speed camera at different times.
3.1. Initial Stage
Prior to making contact with the fiber, the cutting blade assembly is in an approximate free fall condition. When the blade initially contacts the fiber, the fiber is subject to an impact force, and axial elastic stretching occurs. The fiber and blade assembly initially drop synchronously with negligible interactive force between the two. Here, relative to the value of m, the mass of the fiber can be ignored, and the blade assembly speed is not affected to a great extent in this stage.
3.2. Compression Stage
With increasing tension, the rate of axial elastic stretching decreases, producing an increasing upward resistance force between the fiber and blade, which correspondingly reduces the blade assembly speed. Conversely, the blade produces an increasing downward compressive radial stress on the fiber. Under this condition, the fiber is subject to both increasing tensile stress and compressive stress, which eventually reaches the fatigue limit of the fiber, whereupon the fiber failure stage begins.
3.3. Fiber Failure Stage
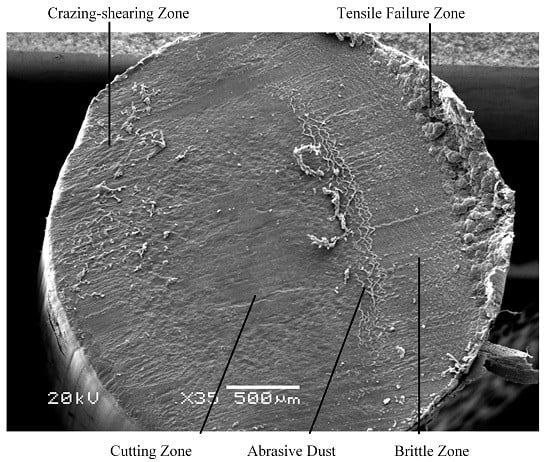
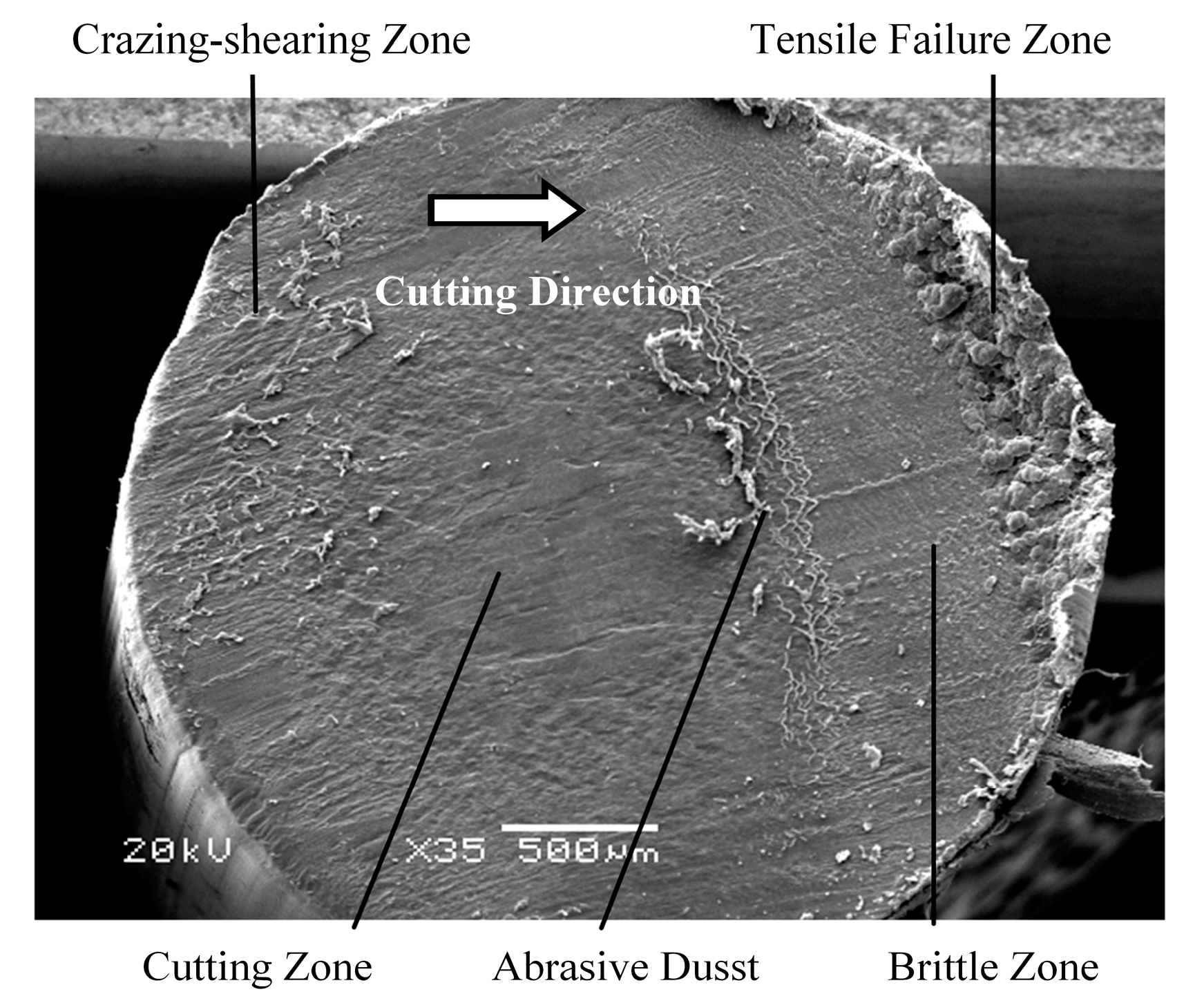
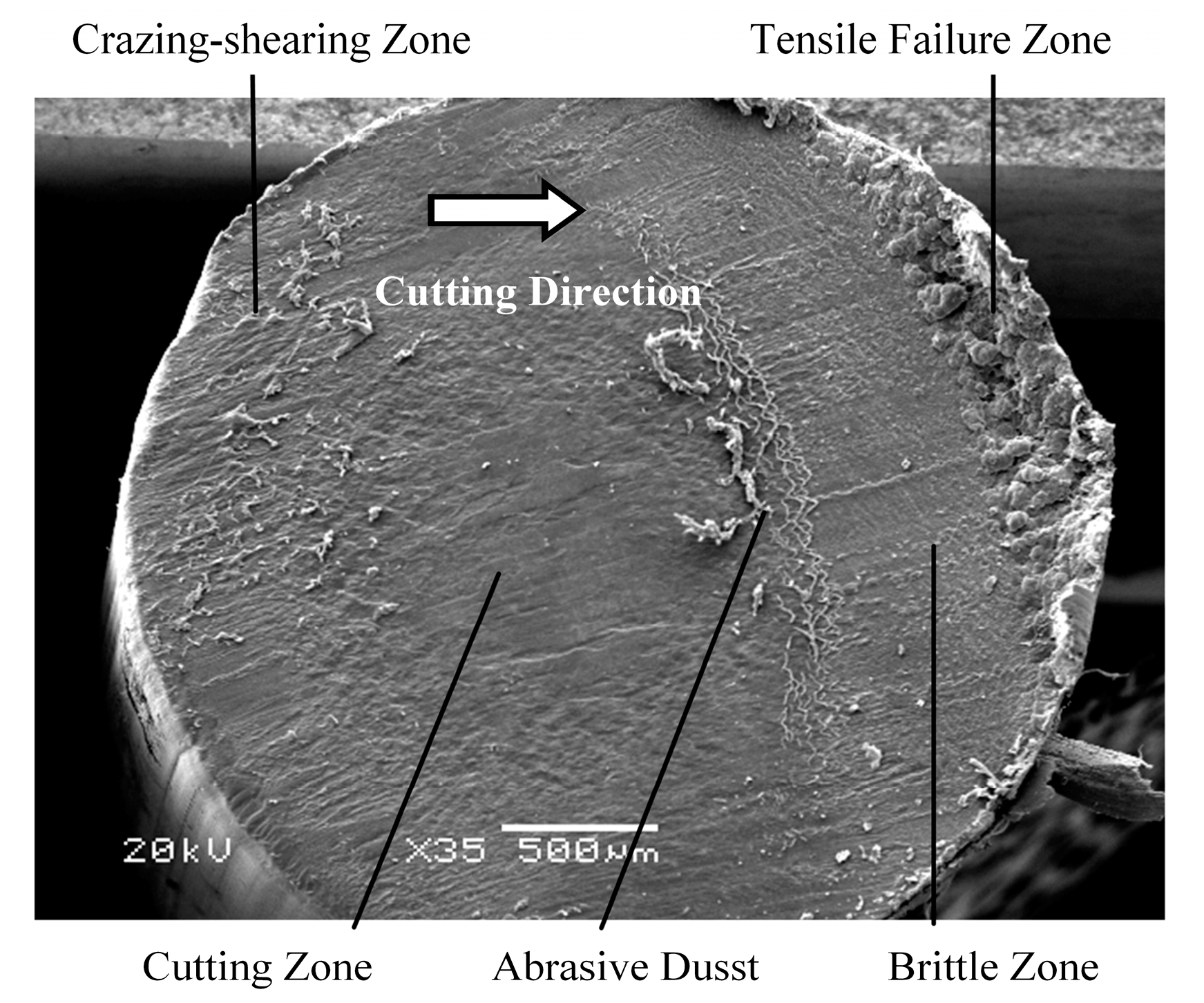
As shown in
Figure 5, a representative fractured fiber end presents four distinct fracture zones, denoted as the craze-shearing zone, cutting zone, brittle-fracture zone, and tensile-failure zone, with obvious borders between them. These areas reflect distinct fracture mechanisms associated with crack initiation, crack extension, and fiber failure.
3.3.1. Crack Initiation—Craze-Shearing Zone
The action of the cutting blade on the fiber develops a local transverse compressive stress on the fiber at the blade tip. For a fiber under tension, as in the present experimental configuration, this transverse compression is likely to induce local flaws in the fiber, such as cracks, that then lead to progressive local tensile failure. For a cutting blade acting with a force
F at normal incidence on a fiber of diameter
D, the compressive stress induced by the blade σ
B is given approximately by σ
B =
Fc/(2
rβ
D), where β is a factor employed to compensate for secondary effects, such as fiber cross-sectional deformation owing to compression by the section of the fiber, and as the fiber deforms blade under loading. A detailed analysis of the changes in the fiber cross section induced by the progression of the blade through the fiber is exceedingly difficult. Therefore, we assume β = 1 in the present study, as has been done previously [
7]. In response to increasing σ
B on the fiber and increasing fiber tension with the continued downward motion of the blade assembly, the blade tip forms an indentation on the fiber surface owing to elastic deformation. The depth of the indentation increases with increasing σ
B. Under this condition, the fiber on both sides of the blade tip is stretched to the elastic limit, and plastic deformation occurs. Further increase in σ
B gives rise to a large number of crazing and shearing belts within the fiber. This produces an obvious shear yielding, while the fiber on both sides of the blade tip also undergoes craze yielding due to increased tensile stress. This process induces the formation of cracks at the point of highest σ
B under the blade tip.
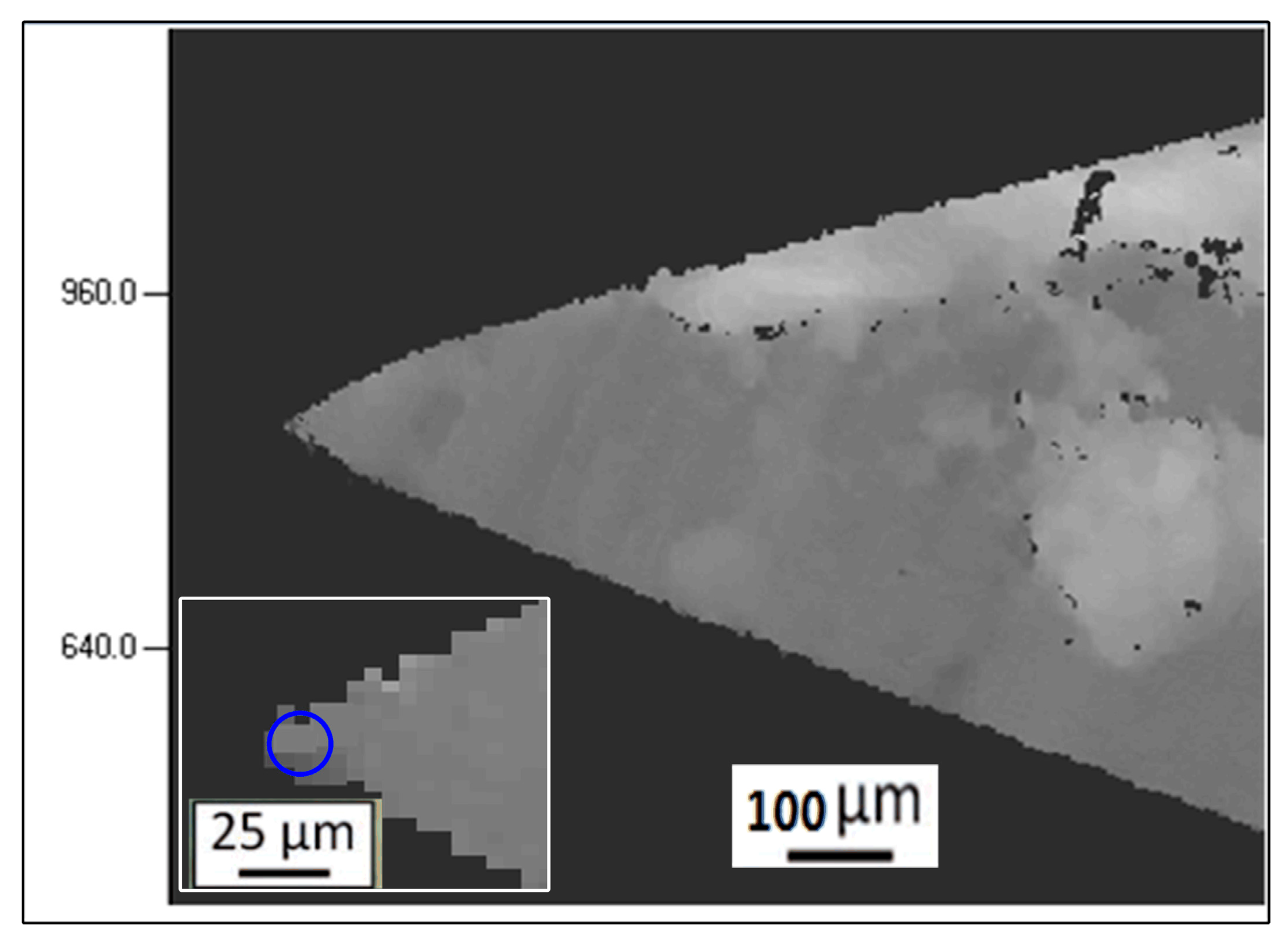
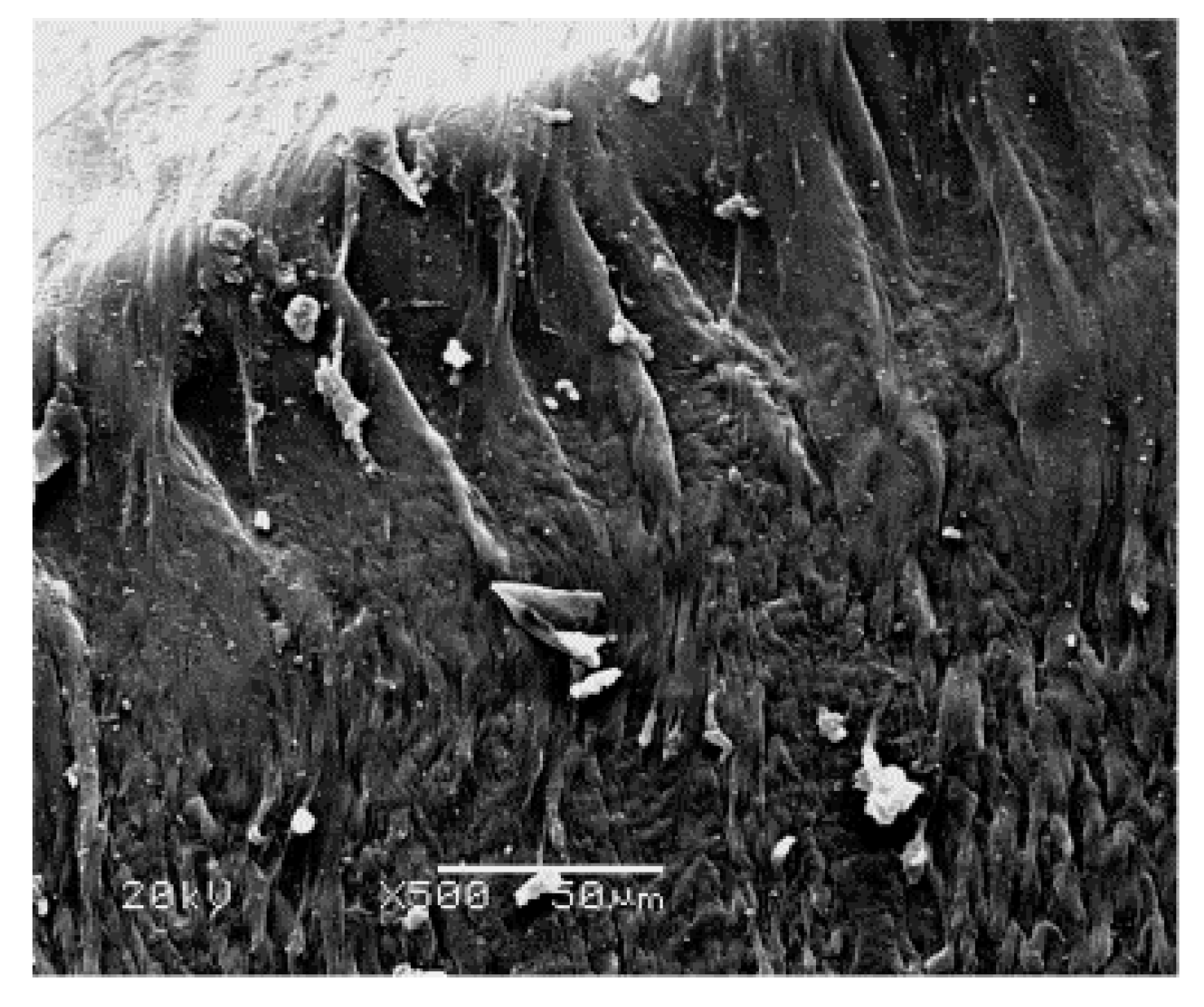
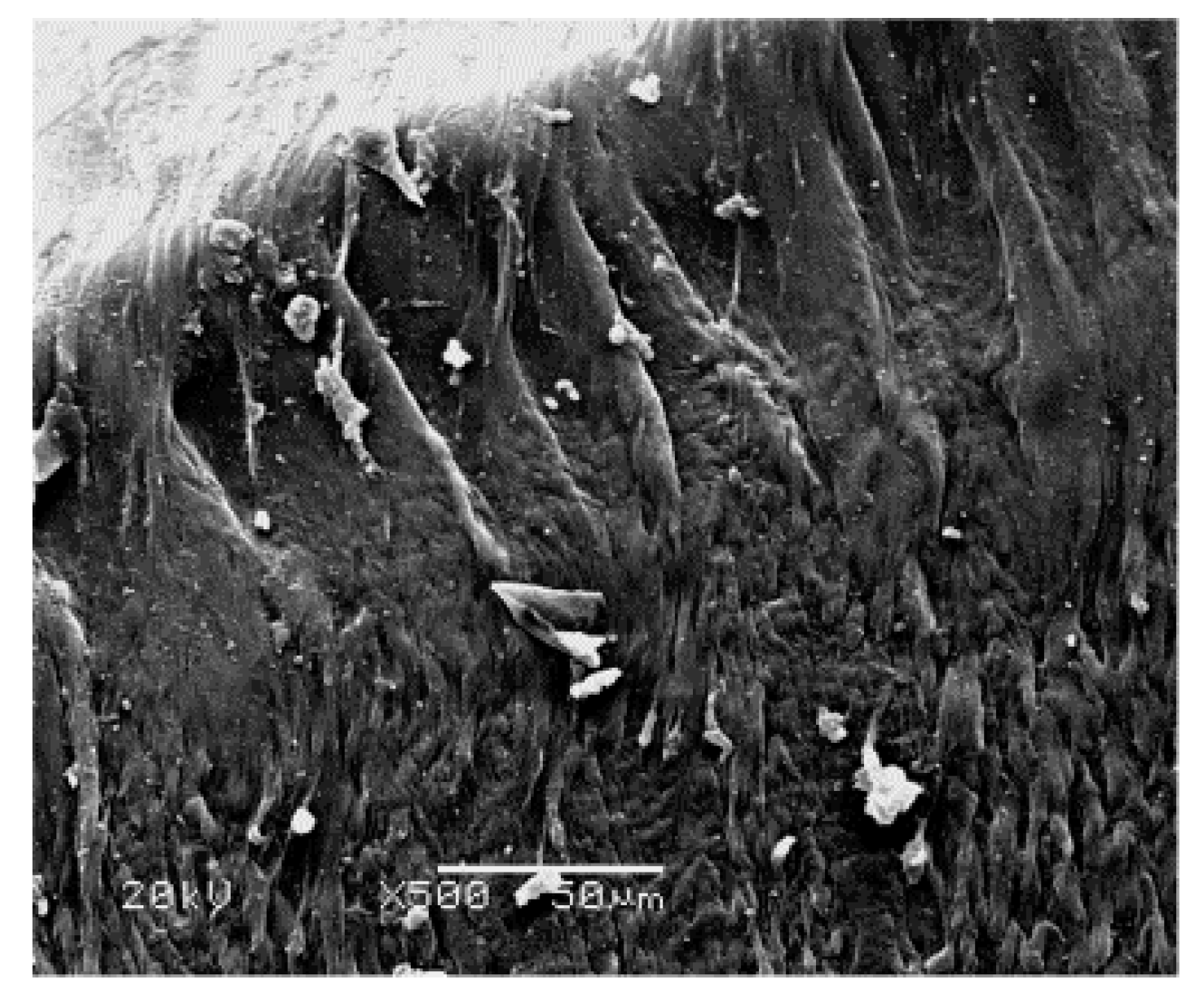
Figure 6 presents a magnified SEM image of the craze-shearing zone shown in
Figure 5. Here, smooth fiber strands representative of craze fibrils are observed at the edge of the fiber fracture surface. Plastic deformation of the craze fibrils is severe, and is accompanied with scattered fiber fragments of various shapes and sizes. The fibrils in the craze-shearing zone are severely stretched to a final length of about 100 μm, torn, and broken. The destruction is mainly caused by shear yielding.
3.3.2. Crack Extension—Cutting Zone
The compressive stress sustained by the fiber is perpendicular to the plane where the cracks initially form. As the compressive and tensile stresses of the fiber increase, the blade travels through the fiber along the initial cracks, forming a cutting section. At this point in the fracture process, frictional forces act on the fiber in the same direction as that of crack extension. Thus, the fiber material is stretched and undergoes plastic deformation due to friction.
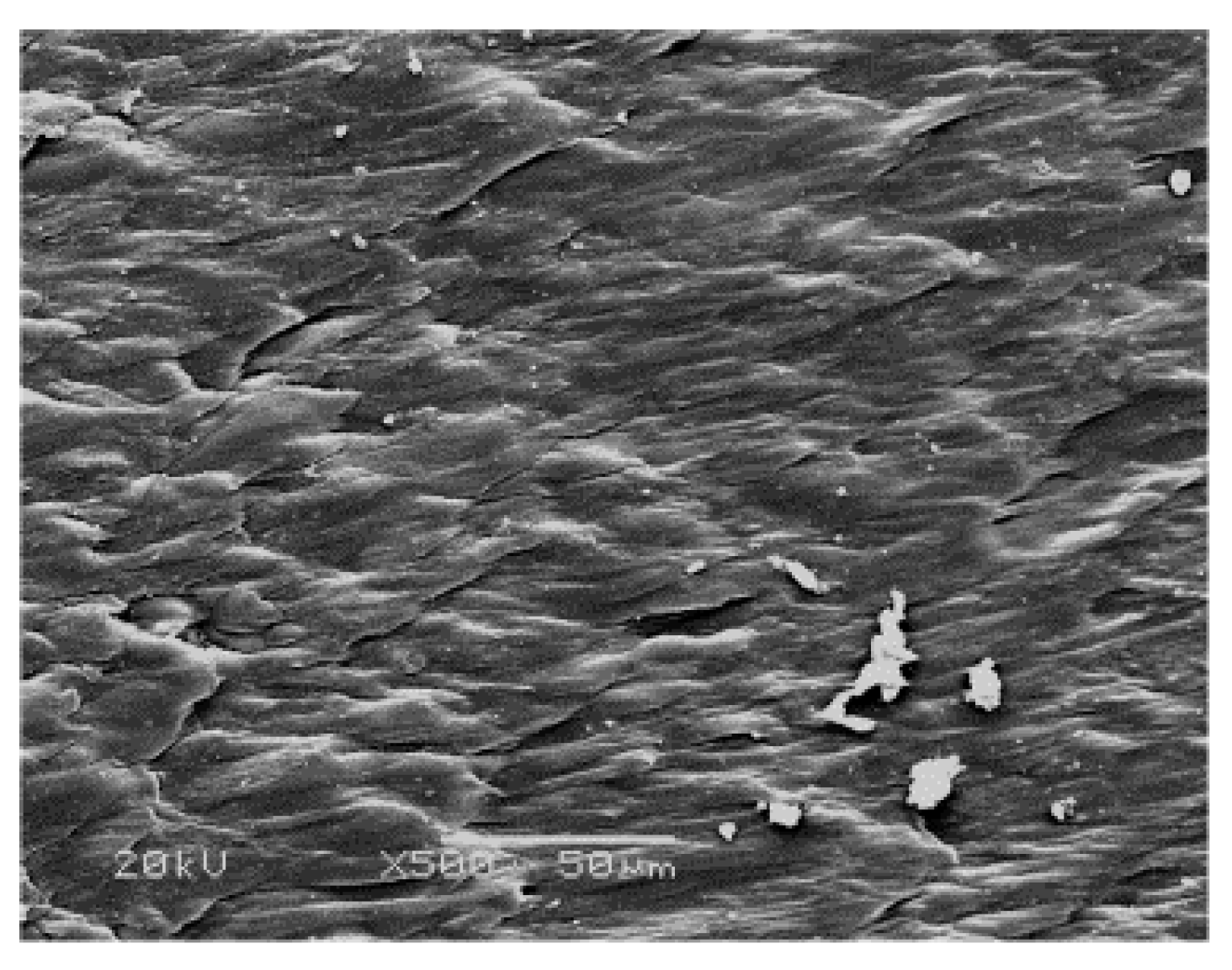
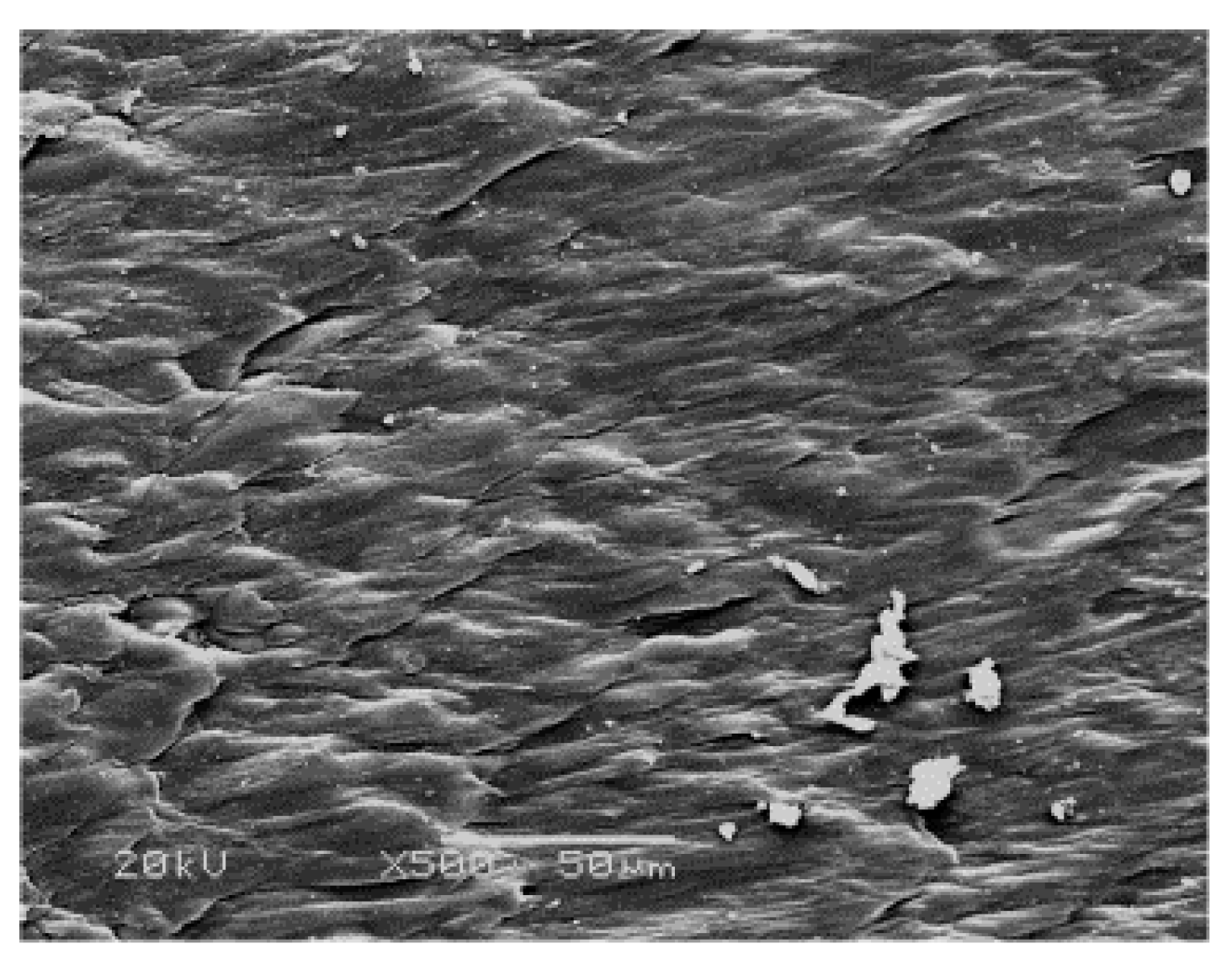
Figure 7 presents a magnified SEM image of the cutting zone shown in
Figure 5. We note that the cutting cross section is relatively smooth, and the plastic deformation due to friction produces a uniform distribution of stretched and broken features. We also note that the fibrils are stretched to a final length of about 50 μm, the direction of plastic deformation is the same as that of crack extension, and fiber fragments are sporadically scattered within the cutting zone.
3.3.3. Rapid Crack Extension—Brittle-Fracture Zone
As the blade travels through the fiber, the effective cross-sectional area of the fiber decreases while, simultaneously, the tension in the fiber increases due to the continued downward motion of the cutting assembly. Eventually, the tensile stress exceeds the critical tensile stress of the fiber, and cracks extend rapidly. At this point of the fracture process, the speed of crack extension is greater than the speed of the cutting blade. Therefore, the blade is not in contact with the fiber, and zero frictional force is applied to both sides of the cutting blade. Under the high frictional resistance in the cutting zone, considerable debris accumulates on the cutting blade, which is then deposited on the cutting face when fracture enters the rapid crack expansion stage. This explains the obvious line of demarcation between the cutting zone and brittle-fracture zone observed in
Figure 5.
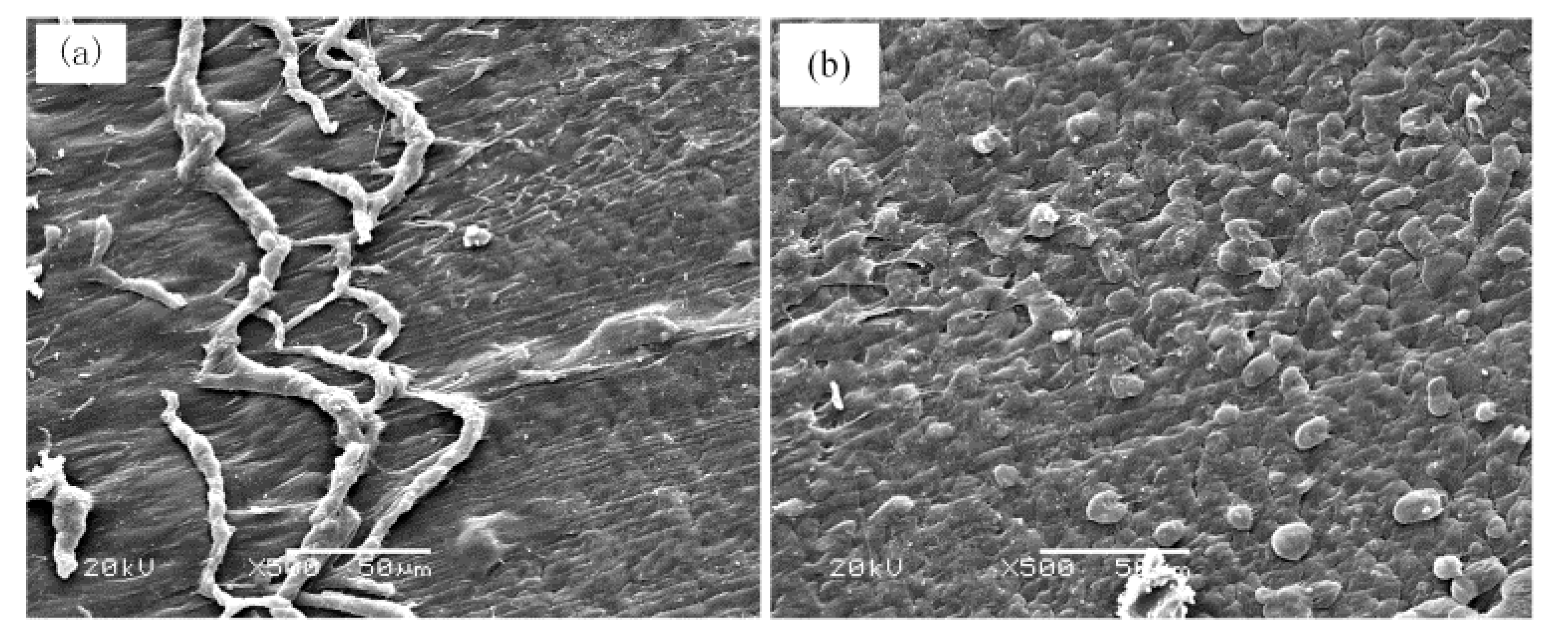
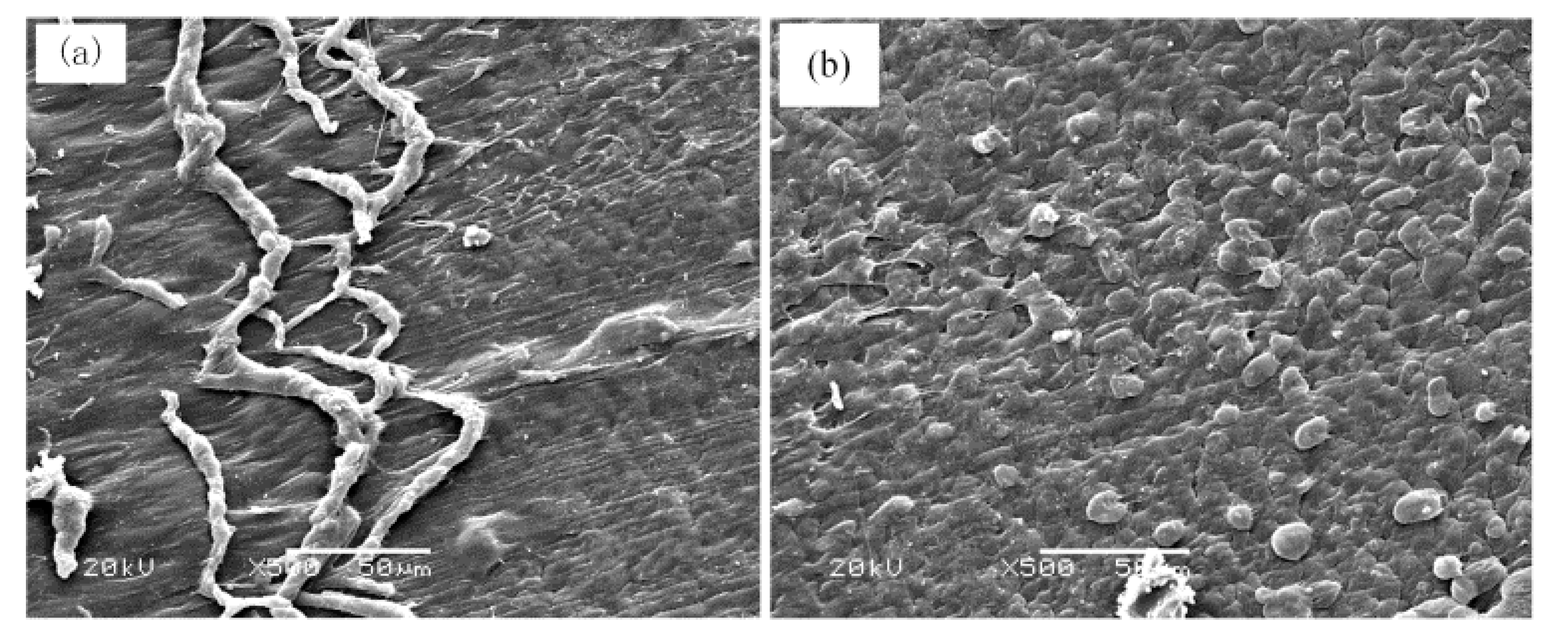
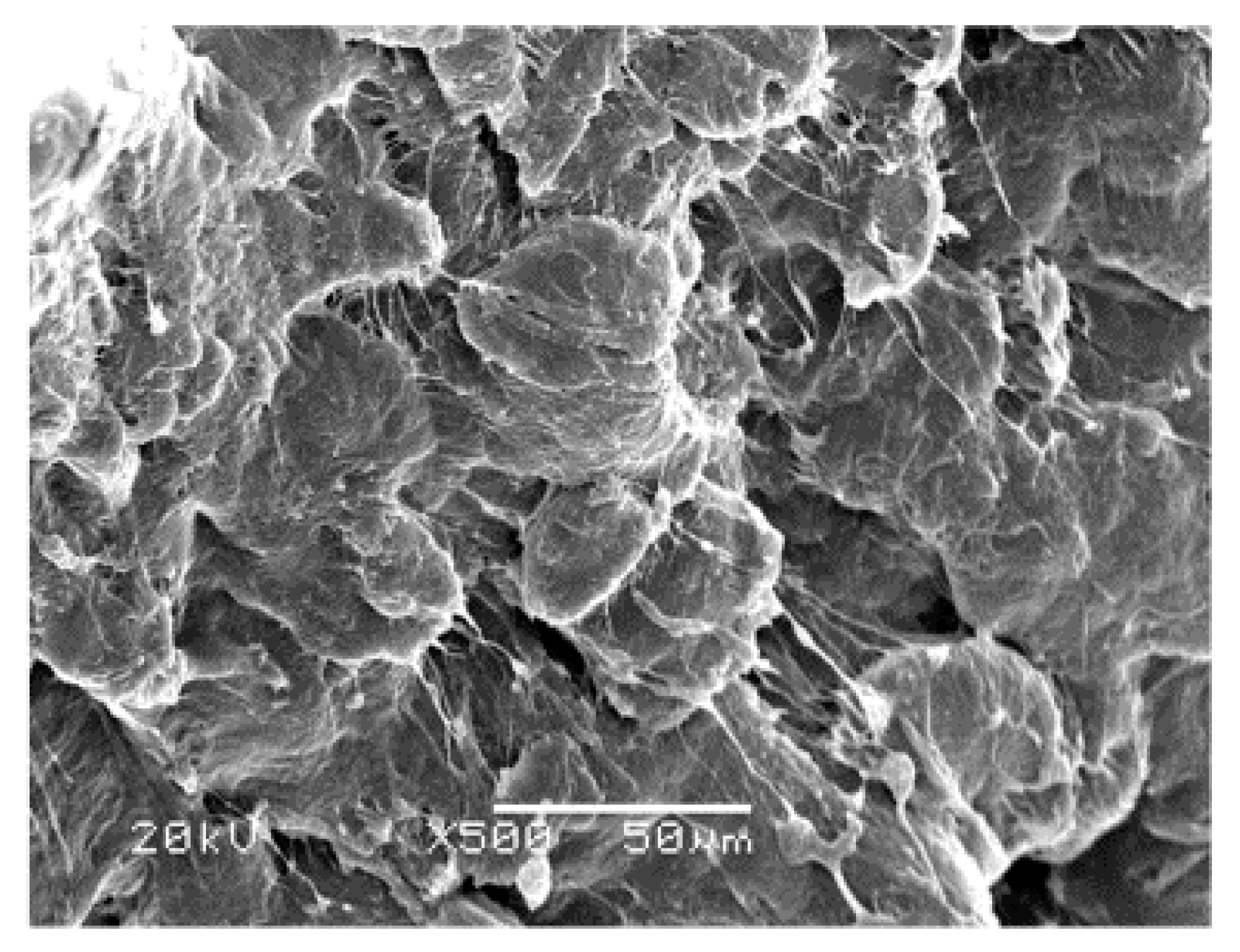
Figure 8a,b respectively presents magnified SEM images of the area of abrasive fiber dust accumulation and the brittle-fracture zone shown in
Figure 5. We note in
Figure 8a that the debris formed at the interface between the two cutting stages consists of twisted fiber material spread over the cutting face. We note from
Figure 8b that the brittle-fracture zone presents evenly distributed fiber grains that are severed in the absence of plastic deformation. This verifies the absence of frictional forces, indicating that cracks are extending at a greater speed than that of the blade assembly.
3.3.4. Complete Failure—Tensile-Failure Zone
With the occurrence of brittle fracture, the effective cross-sectional area of the fiber rapidly reduces while fiber tension increases. The remaining cross-sectional area is then overwhelmed by the escalating level of fiber tension, and the fiber is completely and suddenly severed in a single catastrophic event.
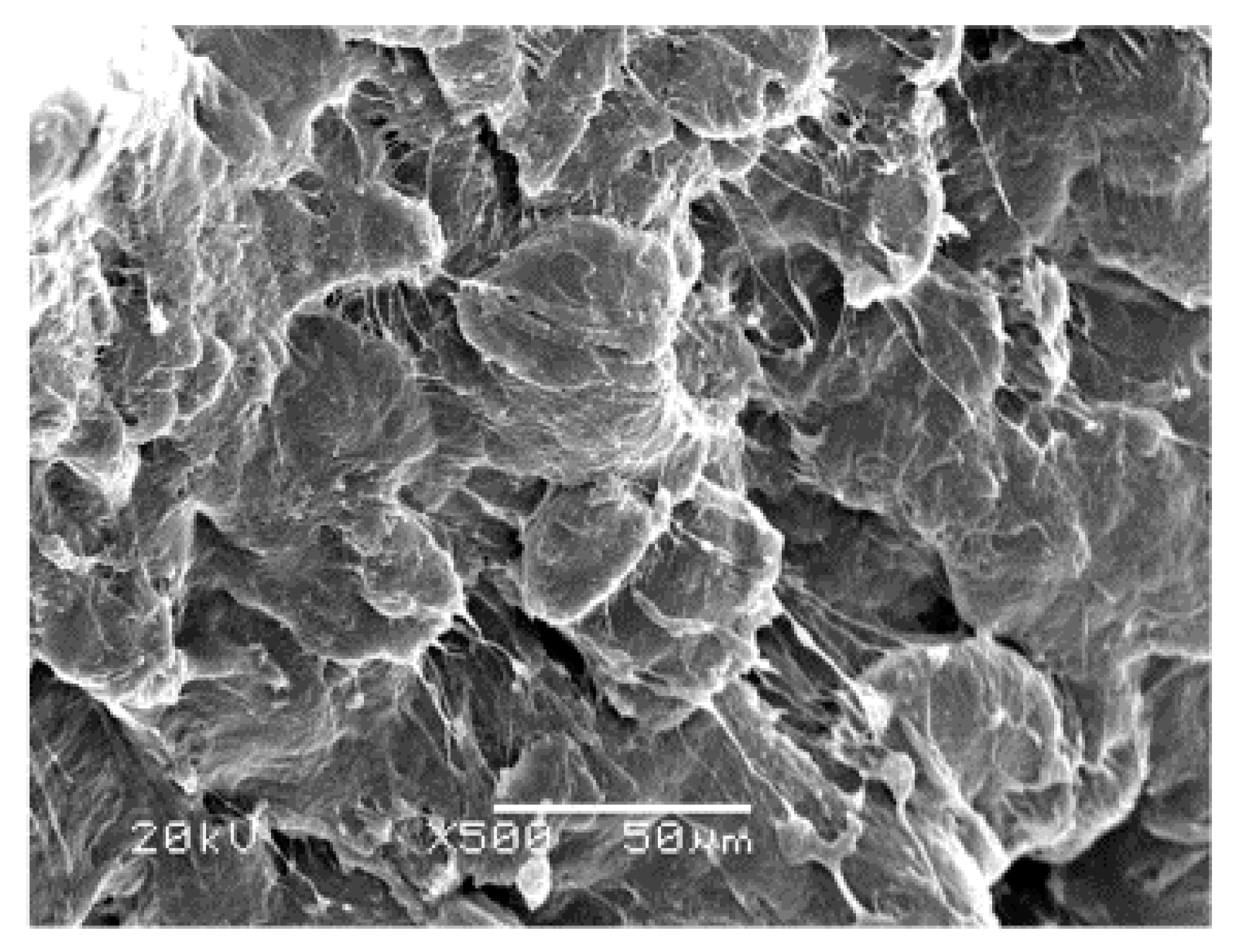
Figure 9 presents a magnified SEM image of the tensile-failure zone shown in
Figure 5. We note the formation of strands of fiber material that undergo rapid plastic deformation along the fiber axis prior to failure. The presence of very small tendrils of material indicates that some strands undergo extreme plastic deformation prior to failure. The uneven fracture surface presents no plastic deformation in the cutting direction.
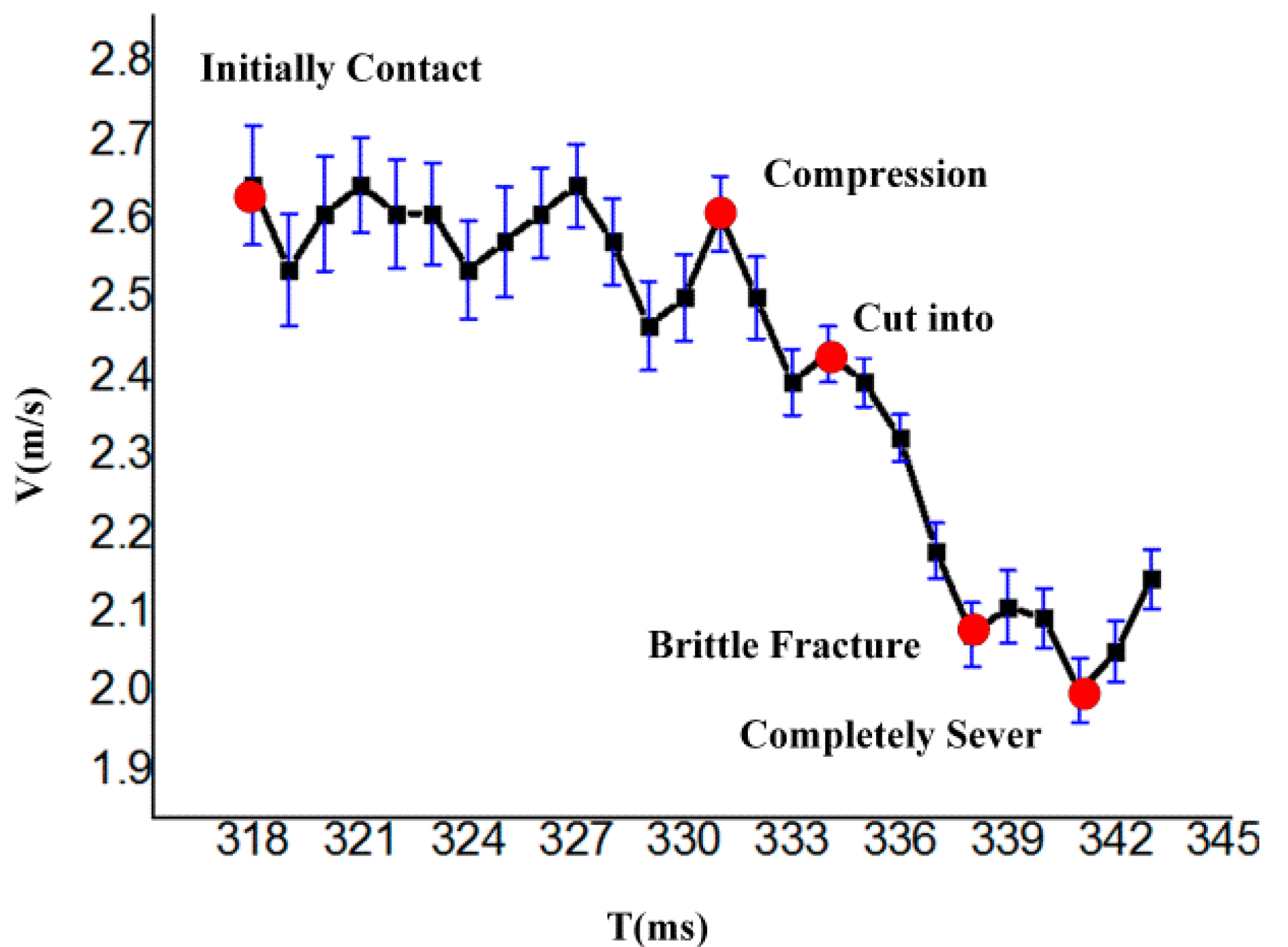
3.4. Blade Speed Variation during the Cutting Process
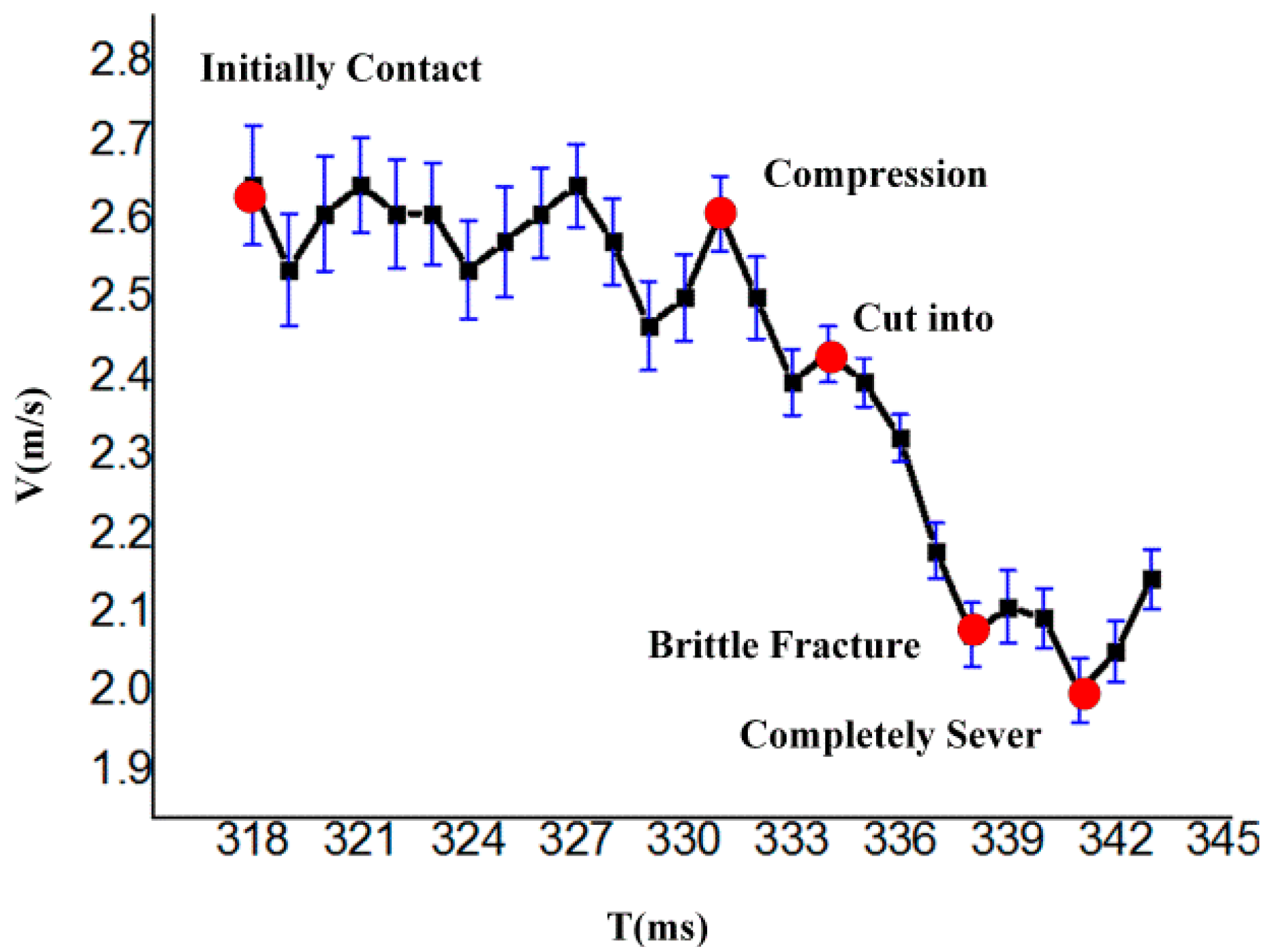
To objectively evaluate variations in the crack extension speed, and to further demonstrate the fiber failure mechanism during fiber cutting, the blade assembly speed was determined from high-speed camera images, and the blade speed was plotted with respect to time over the entire cutting process beginning with the first contact between the cutting blade and the fiber.
As shown in
Figure 10, the blade assembly speed fluctuates after first making contact with the fiber, indicating that the fiber initially vibrates prior to the compression stage. PA6 fiber is a type of linearly elastic material, and the fiber undergoes oscillation under impact. In the compression stage, the blade speed continues to fluctuate slightly. With increasing fiber tension, the blade assembly speed begins to decrease, and the fiber undergoes local compression under the normal force applied by the blade tip. The blade speed remains constant for a very short period until the value of σ
B exceeds that allowable by the fiber, whereupon the fiber undergoes plastic yielding, initial cracks are created, and the blade begins cutting into the fiber. The blade motion is then subjected to resistance owing to the frictional force between the fiber and the two sides of the blade. Hence, the blade speed decreases rapidly. The cutting resistance continues increasing while the effective cross-sectional area of the fiber rapidly decreases. The failure mechanism enters the brittle-fracture stage when the tensile stress reaches a critical value, and the crack extension speed begins to exceed the blade assembly speed, reducing the frictional force to zero. Hence, the blade assembly speed increases prior to complete fiber failure. The reduced friction and increased blade assembly speed has the effect of sweeping the debris from the blade surface onto the cutting face. After failure, the blade assembly speed naturally increases owing to an absence of resistance.
Analysis shows that the characteristic points on the blade assembly speed curve are fully consistent with the features of fiber fracture morphology obtained from SEM analysis. Future research will focus on the various parameters affecting the fracture failure mechanism, such as the effects of r, m, and h.
4. Conclusions
The present study investigated the failure mechanisms of long single PA6 fibers using a custom designed fiber cutting performance test bench. The fracture morphologies were examined by SEM. The analysis revealed that the fiber cutting process can be distinguished according to an initial stage, compression stage, and a fiber failure stage. The fiber failure stage was itself composed of four distinct stages—represented by craze shearing, cutting, brittle fracture, and tensile failure—which are the result of different mechanisms active during the processes of crack initiation, extension, and fracture. The fractographic analysis was further verified by an analysis of the blade assembly speed with respect to time over the entire fracture failure process based on high-speed camera data. The results of fractographic analysis and blade assembly speed were fully consistent. Craze shearing initially occurred owing to the development of a local transverse compressive stress on the fiber at the blade tip, wherein cracks were initiated. The blade assembly speed correspondingly decreased. During the cutting stage, the speed of crack extension was less than the speed of the blade assembly, and a substantial frictional force developed between the two sides of the cutting blade and the two fracture faces, resulting in extensive plastic deformation of the fracture face and a rapidly decreasing blade assembly speed. During the brittle-fracture stage, the speed of crack extension was greater than the speed of the blade assembly, resulting in a rapidly decreasing frictional force and increasing blade assembly speed. As a result, no plastic deformation was observed on the fracture face. Finally, tensile failure occurred when the remaining cross-sectional area was overwhelmed by the escalating level of fiber tension, and the fiber was completely and suddenly severed in a single catastrophic event. This paper provided much needed insight into the cutting mechanisms of widely employed PA6 fibers, and is expected to contribute to an understanding of cutting fracture failure mechanisms useful to the fields of polymer fiber science and engineering.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}