The Effect of Carbon Nanotubes on the Mechanical Properties of Wood Plastic Composites by Selective Laser Sintering


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
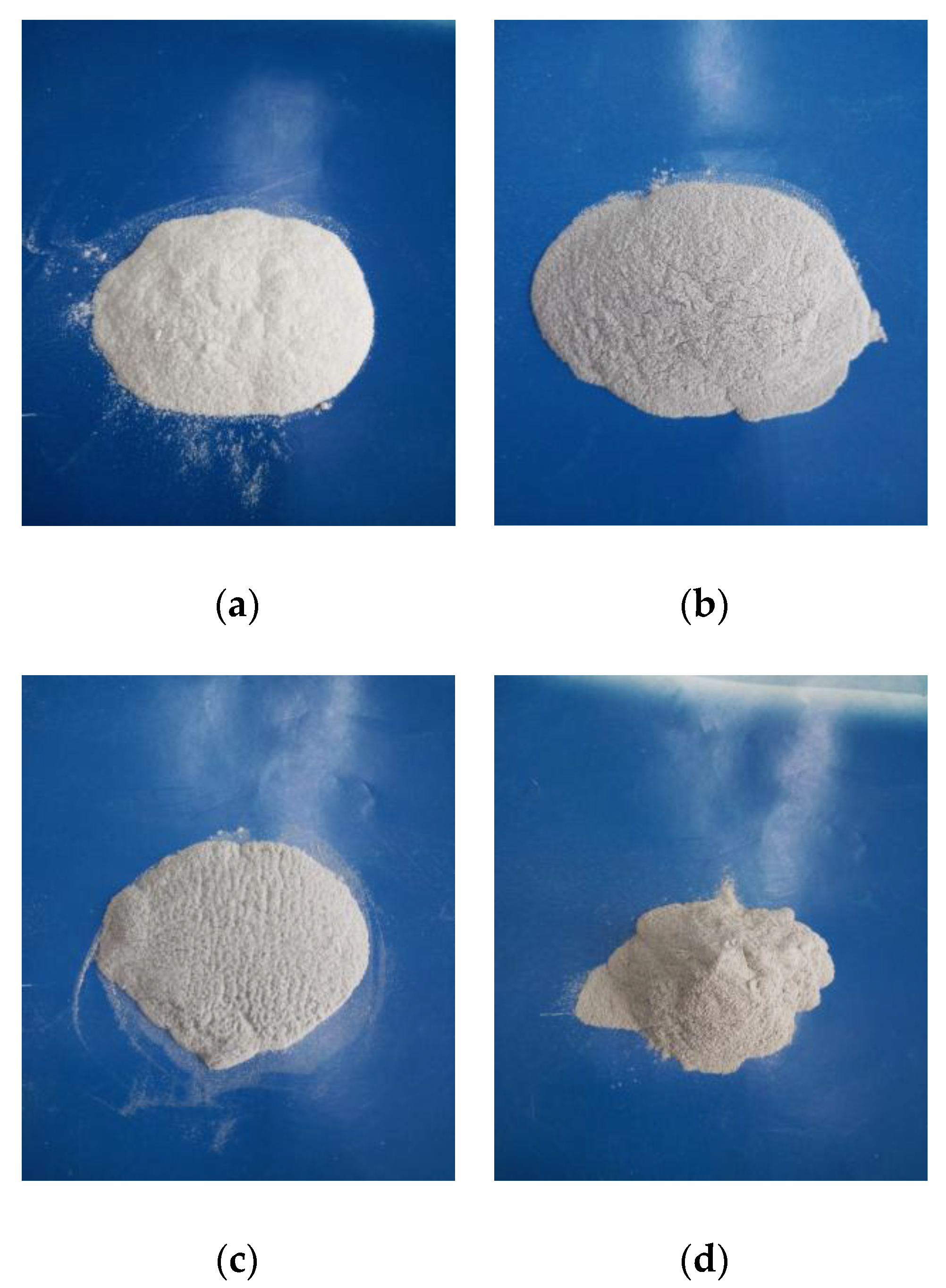
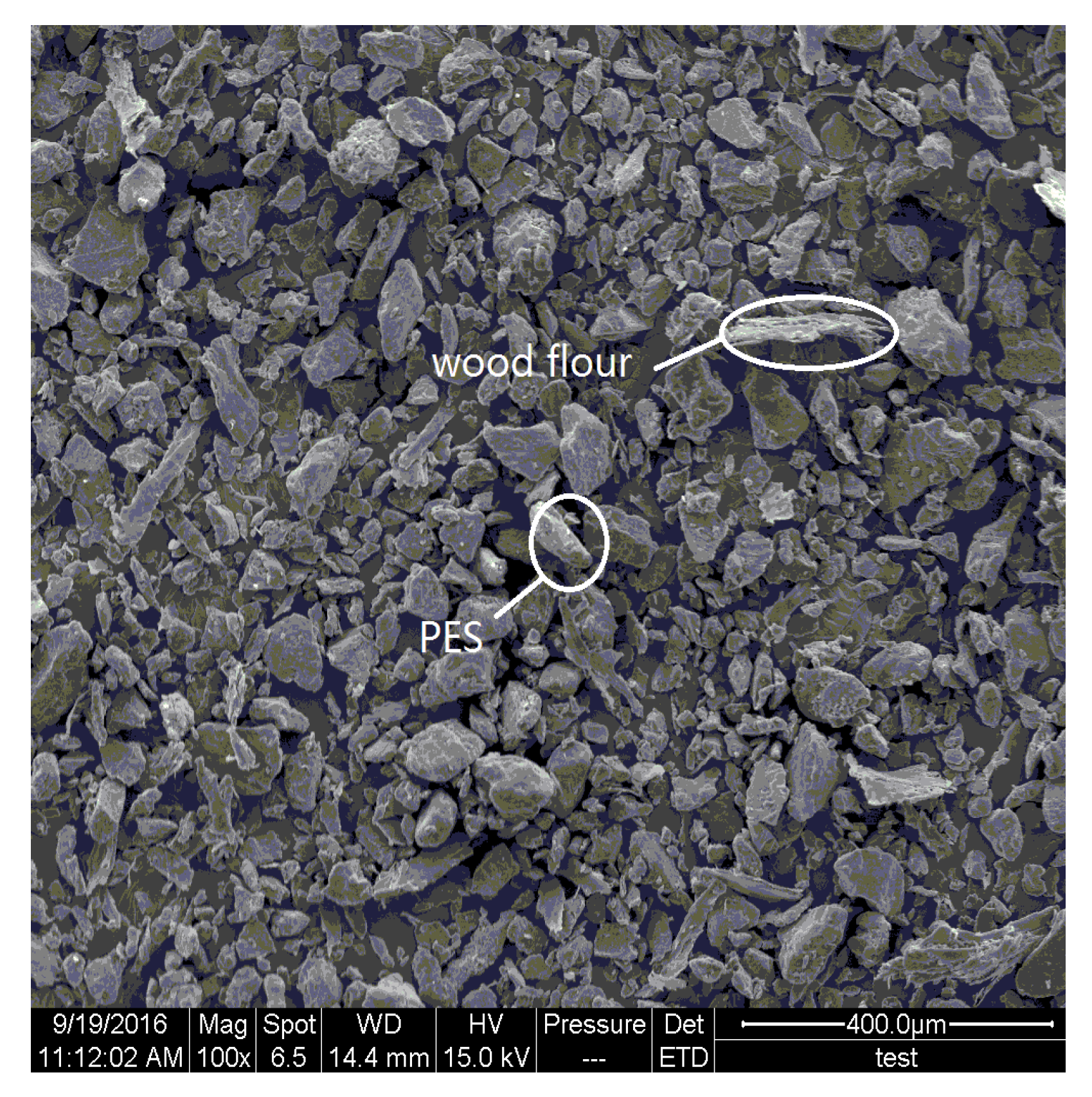
2.1. Raw Materials Characterization and Mixing Procedure
 , and its average molecular weight is 35,000. Multi-walled CNTs were purchased from Chengdu Institute of Organic Chemisty (Chengdu, China) and had an average diameter of 50 nm and a length of 5–10 μm, and its purity level was greater than 95%.
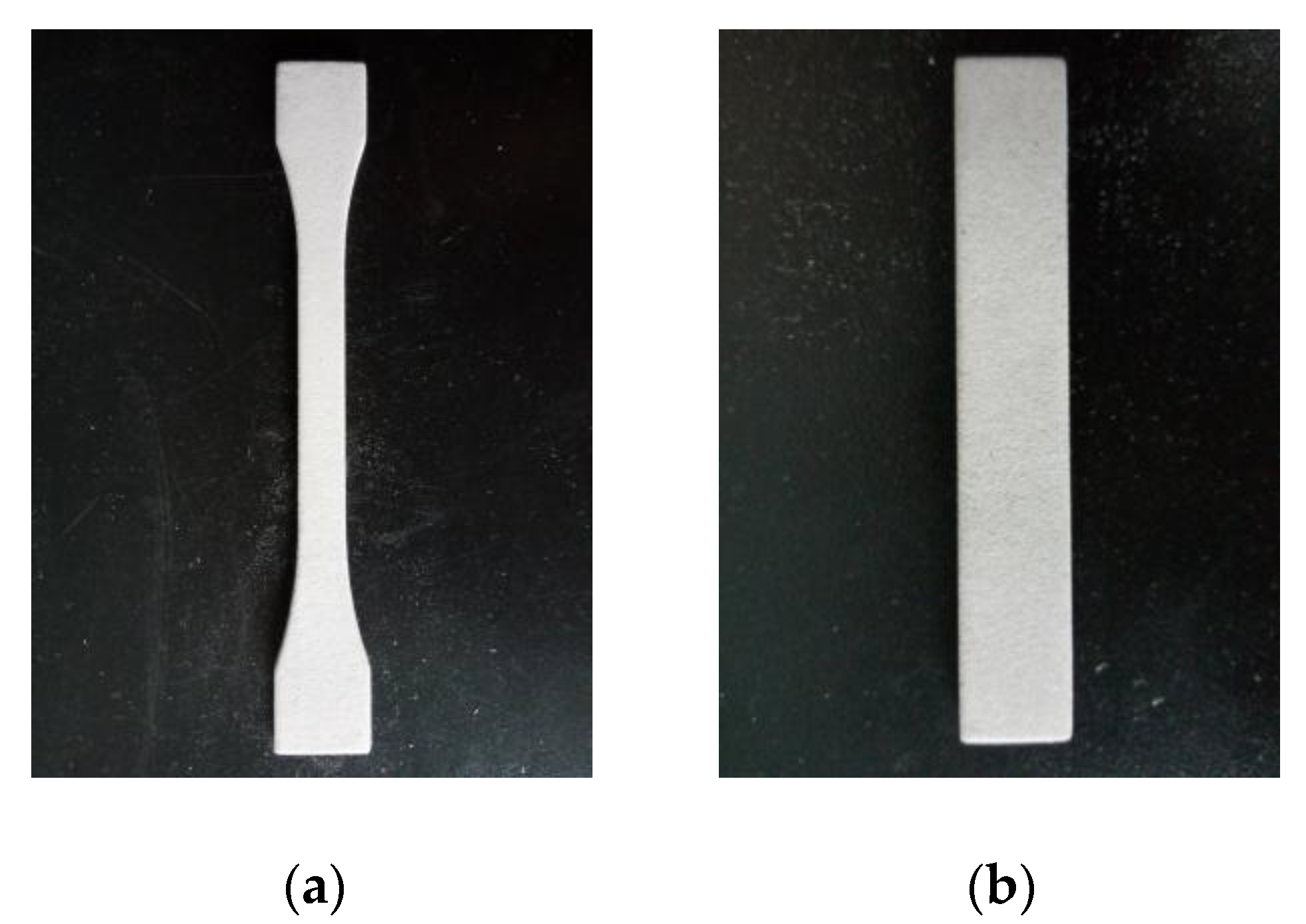
, and its average molecular weight is 35,000. Multi-walled CNTs were purchased from Chengdu Institute of Organic Chemisty (Chengdu, China) and had an average diameter of 50 nm and a length of 5–10 μm, and its purity level was greater than 95%.2.2. Specimen Preparation and Mechanical Tests
3. Results and Discussion
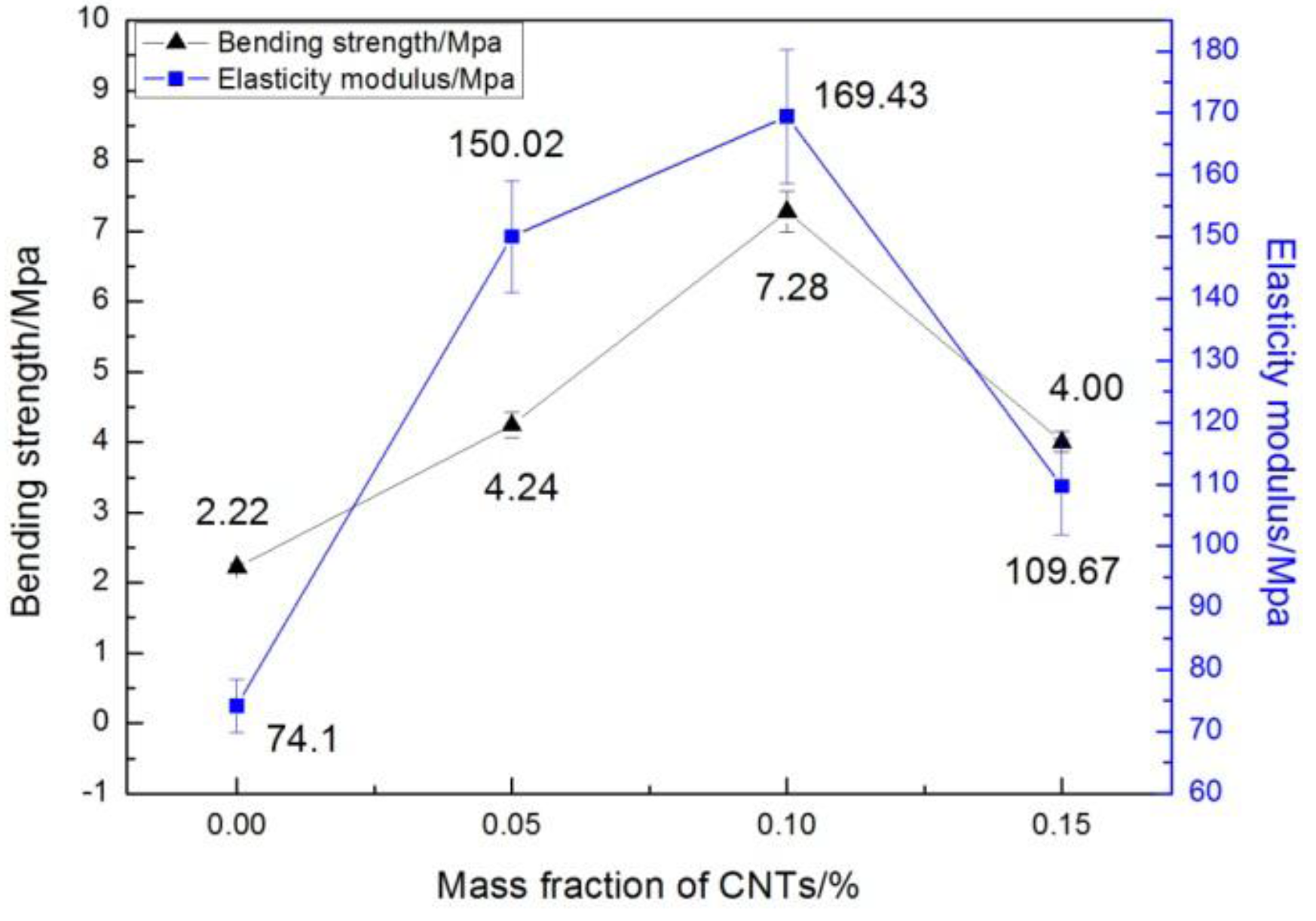
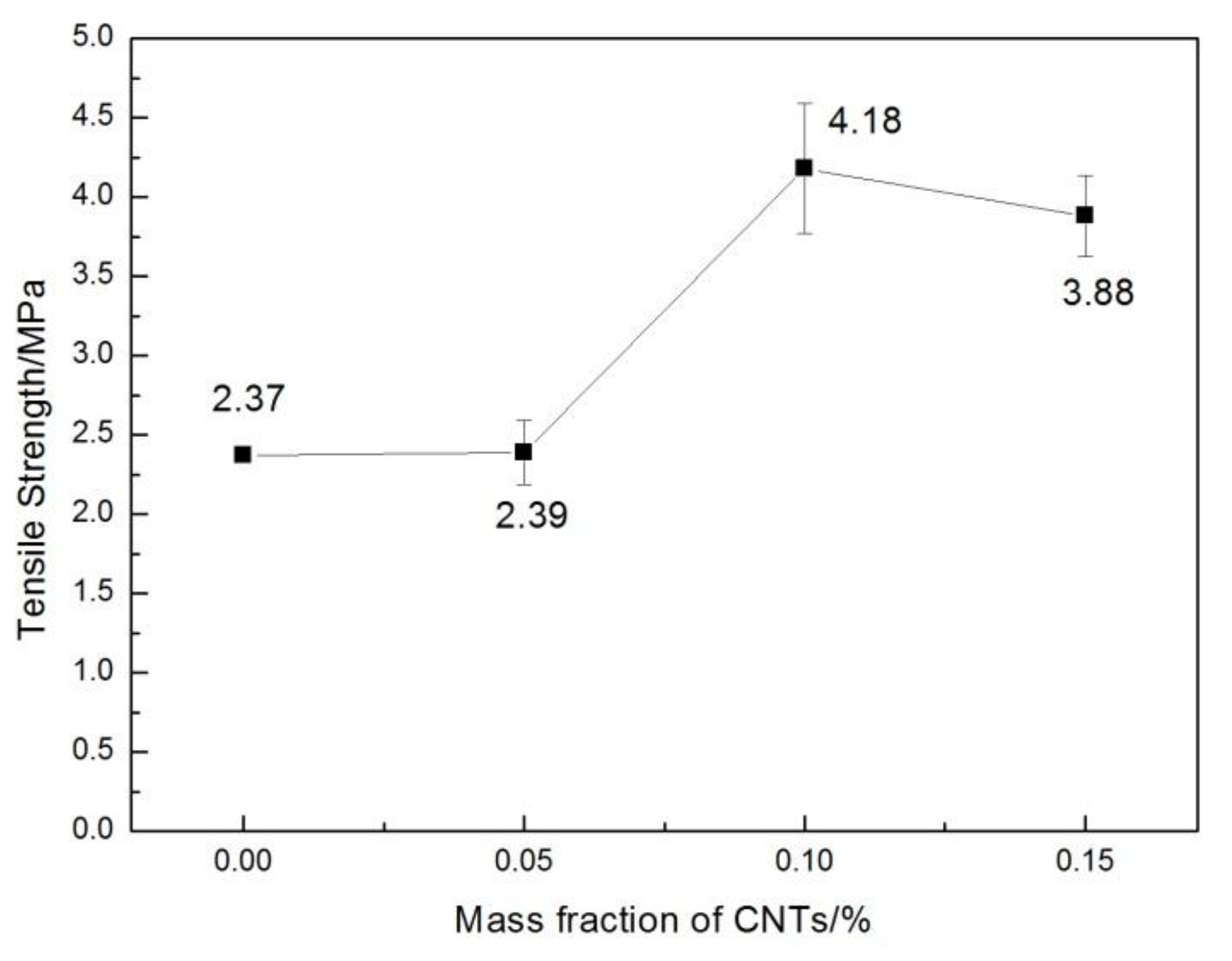
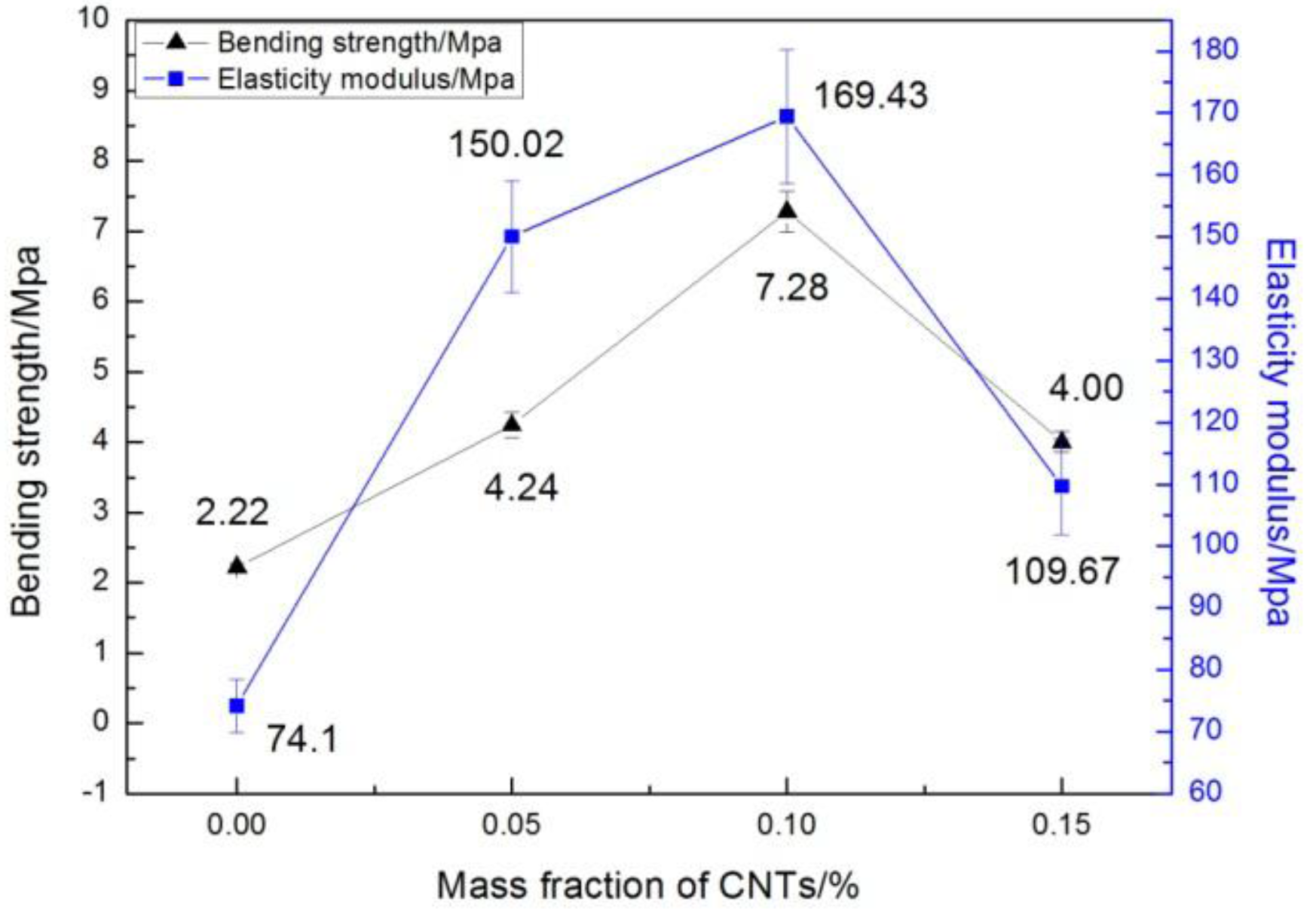
3.1. Effect of CNT Content on the Mechanical Properties of CNT/WPCs Specimens via SLS
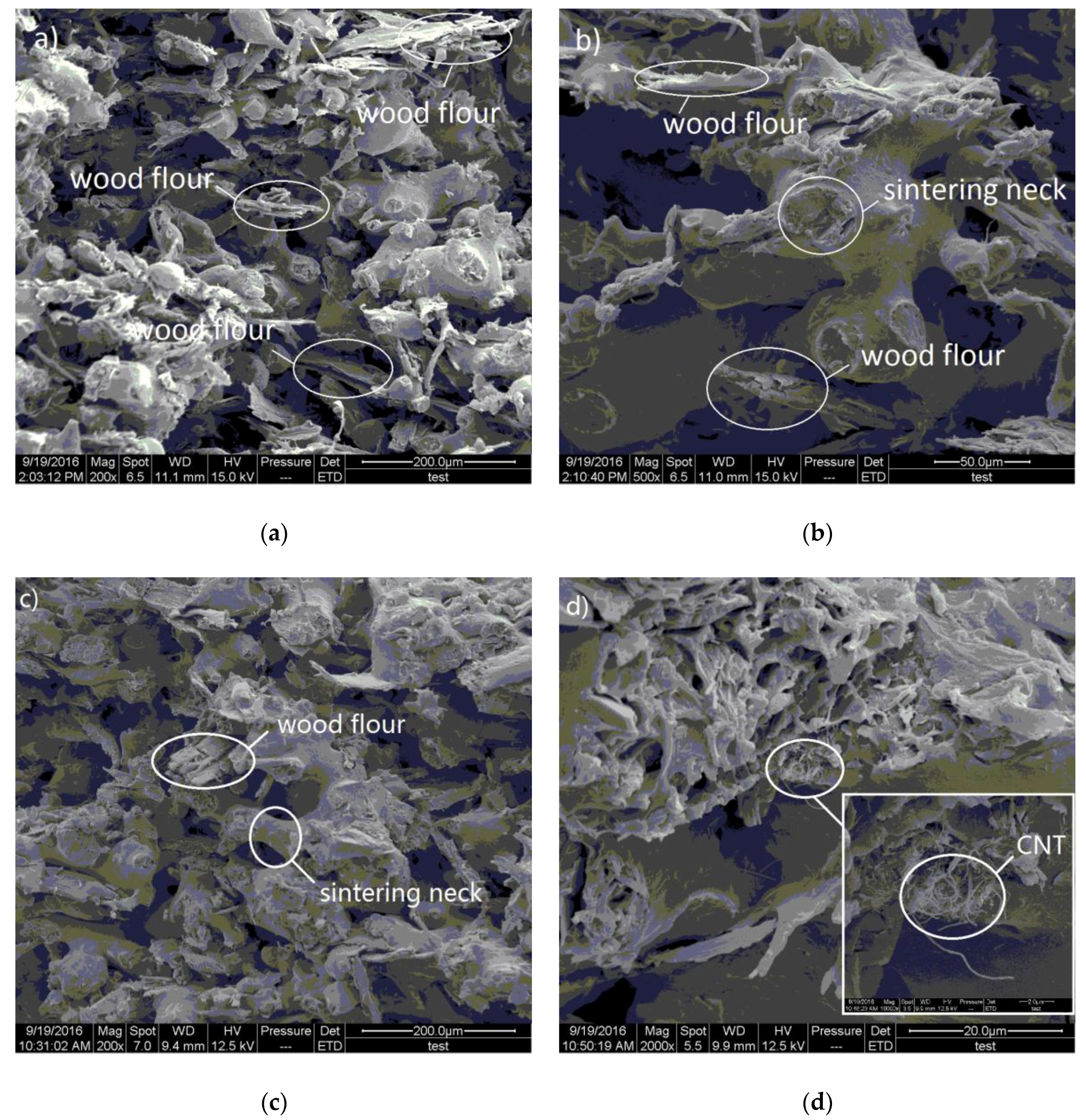
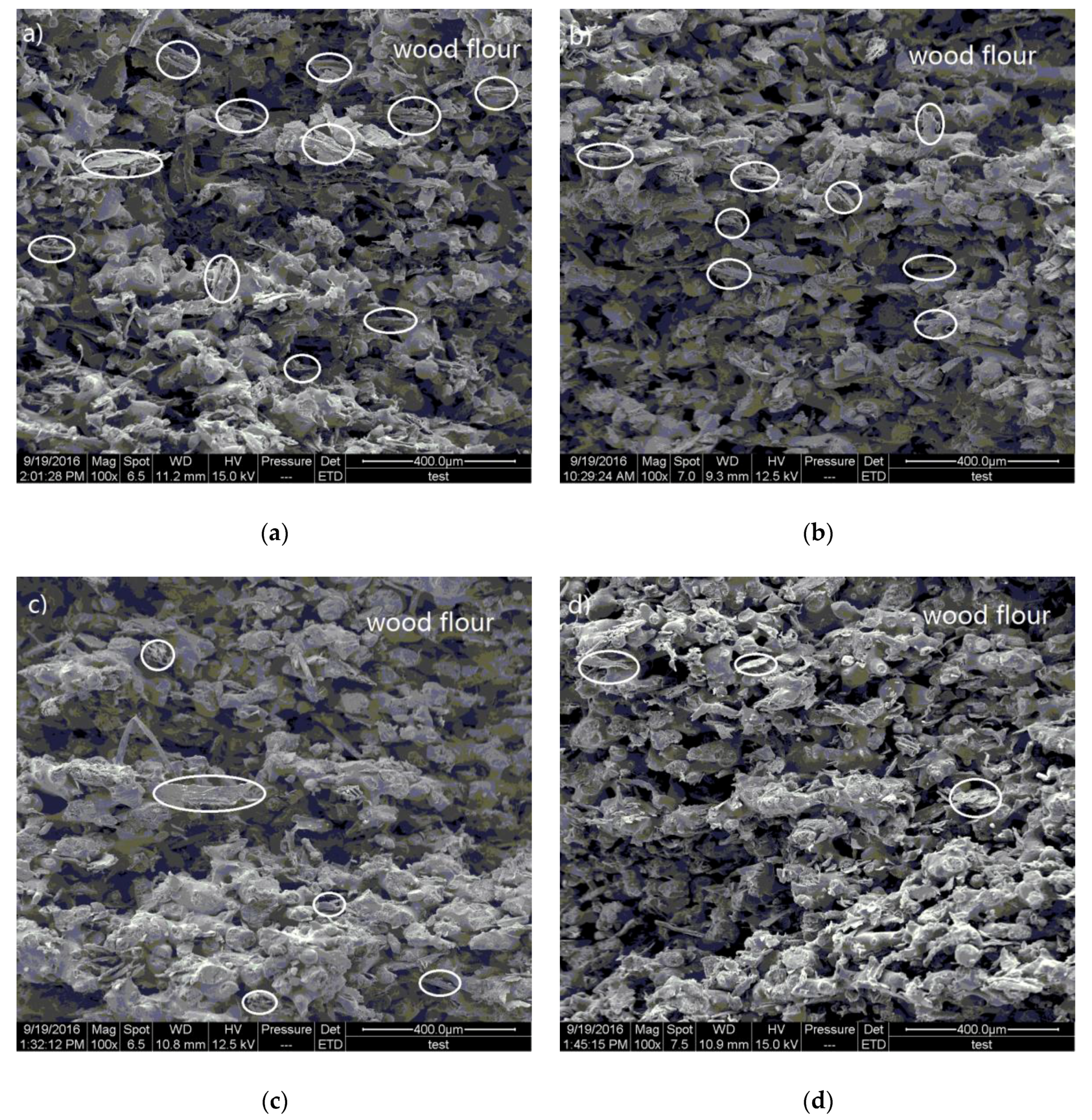
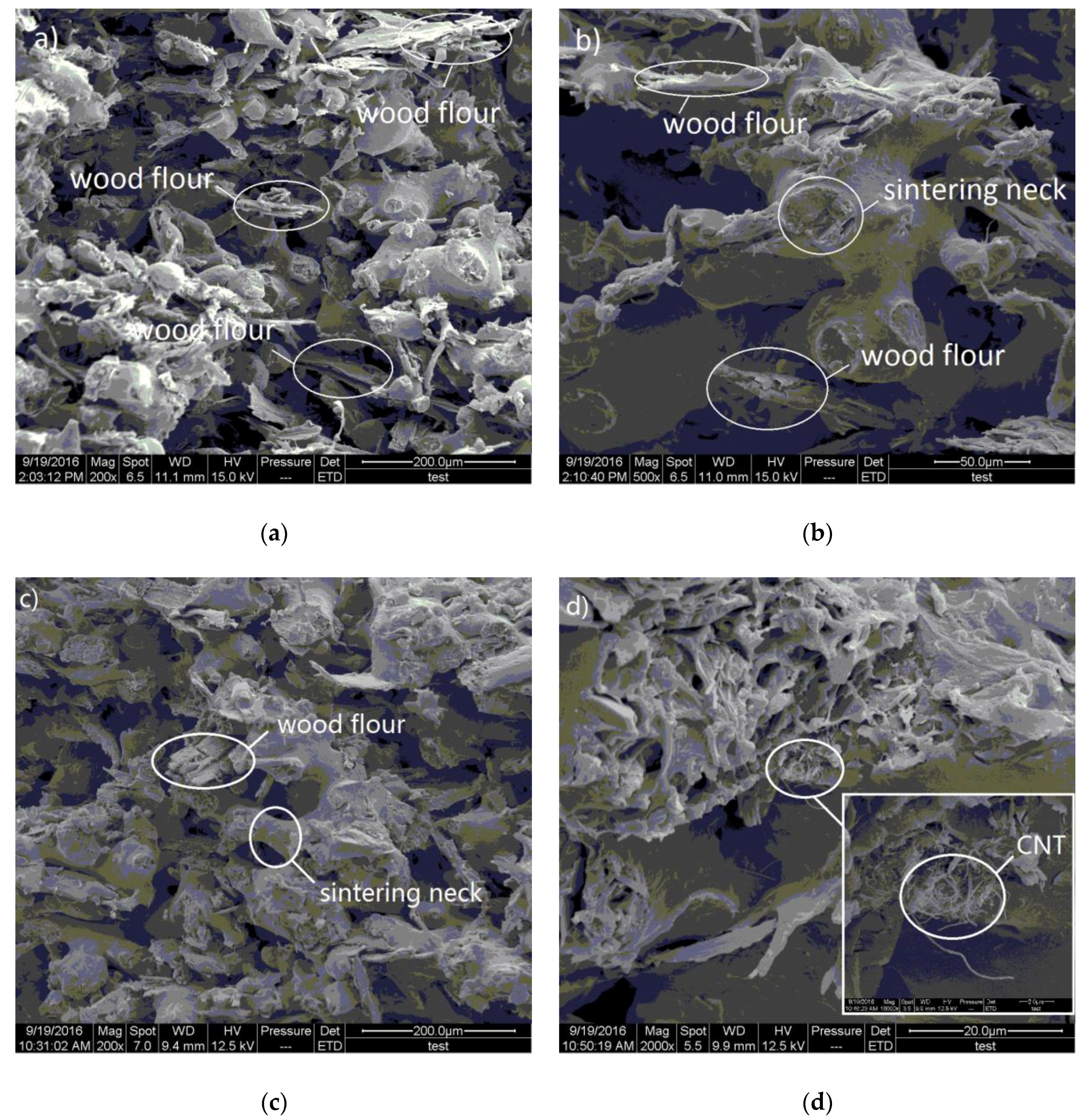
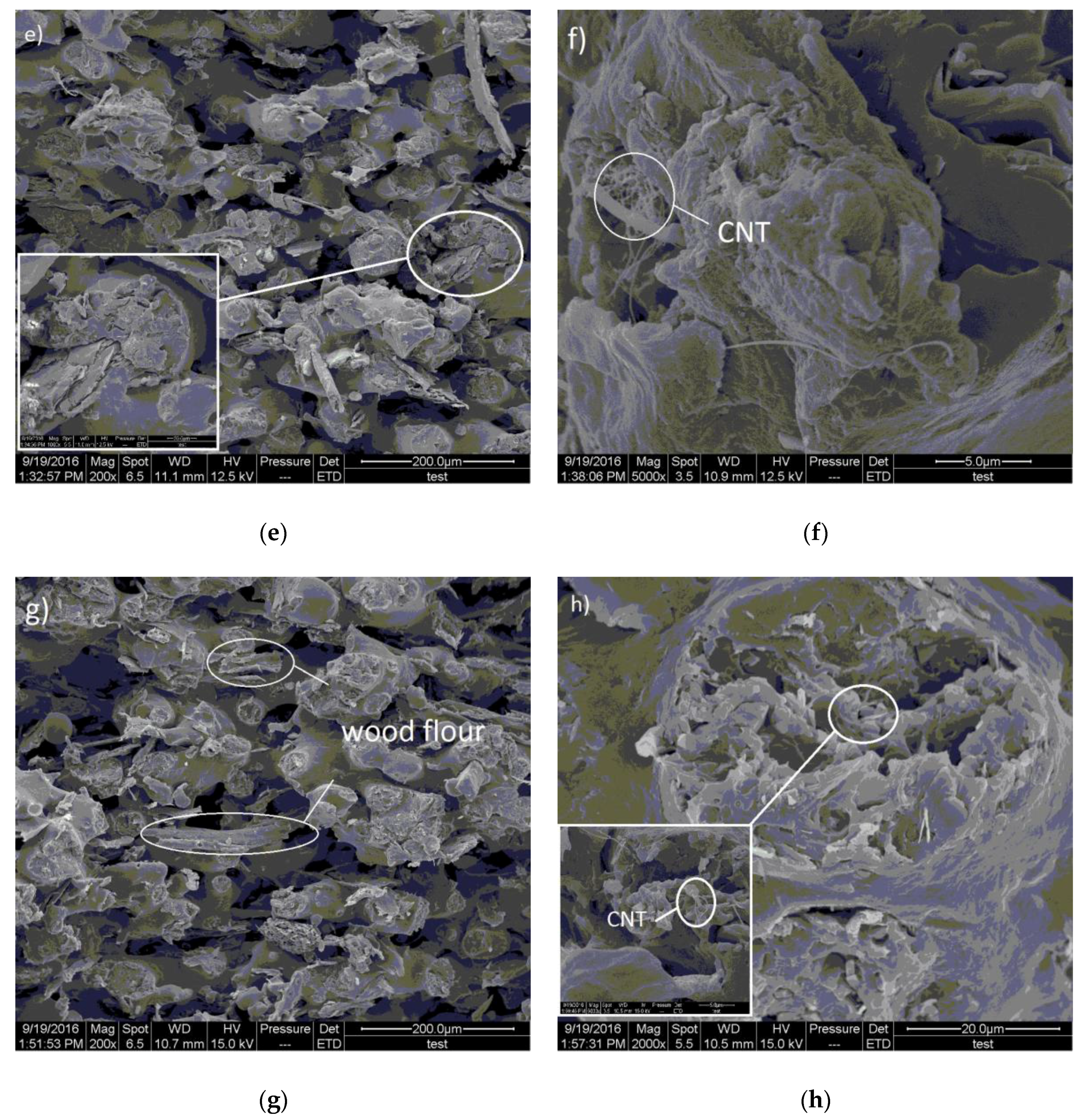
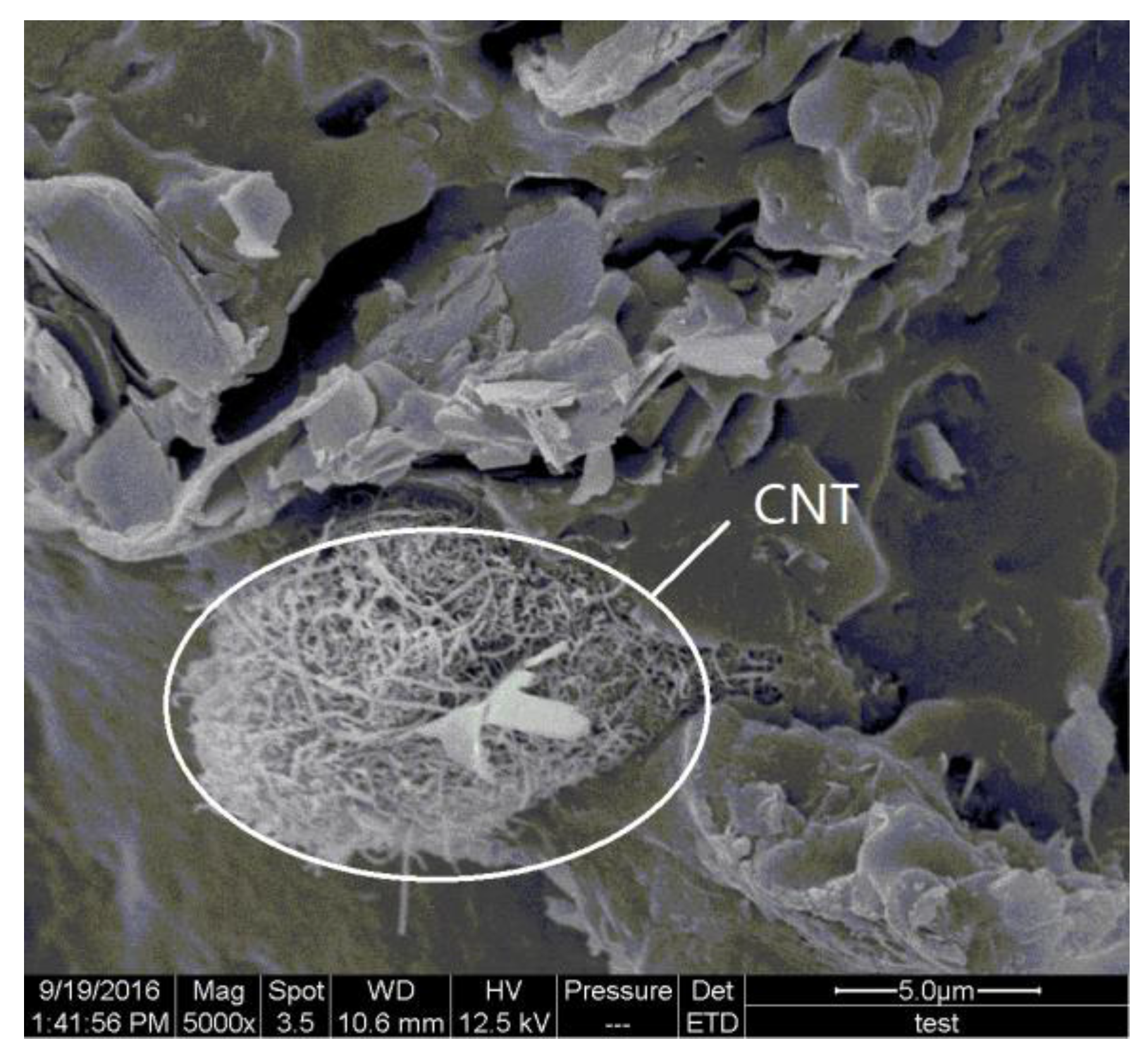
3.2. Analysis of Fracture Morphology of CNT/WPCs via SLS
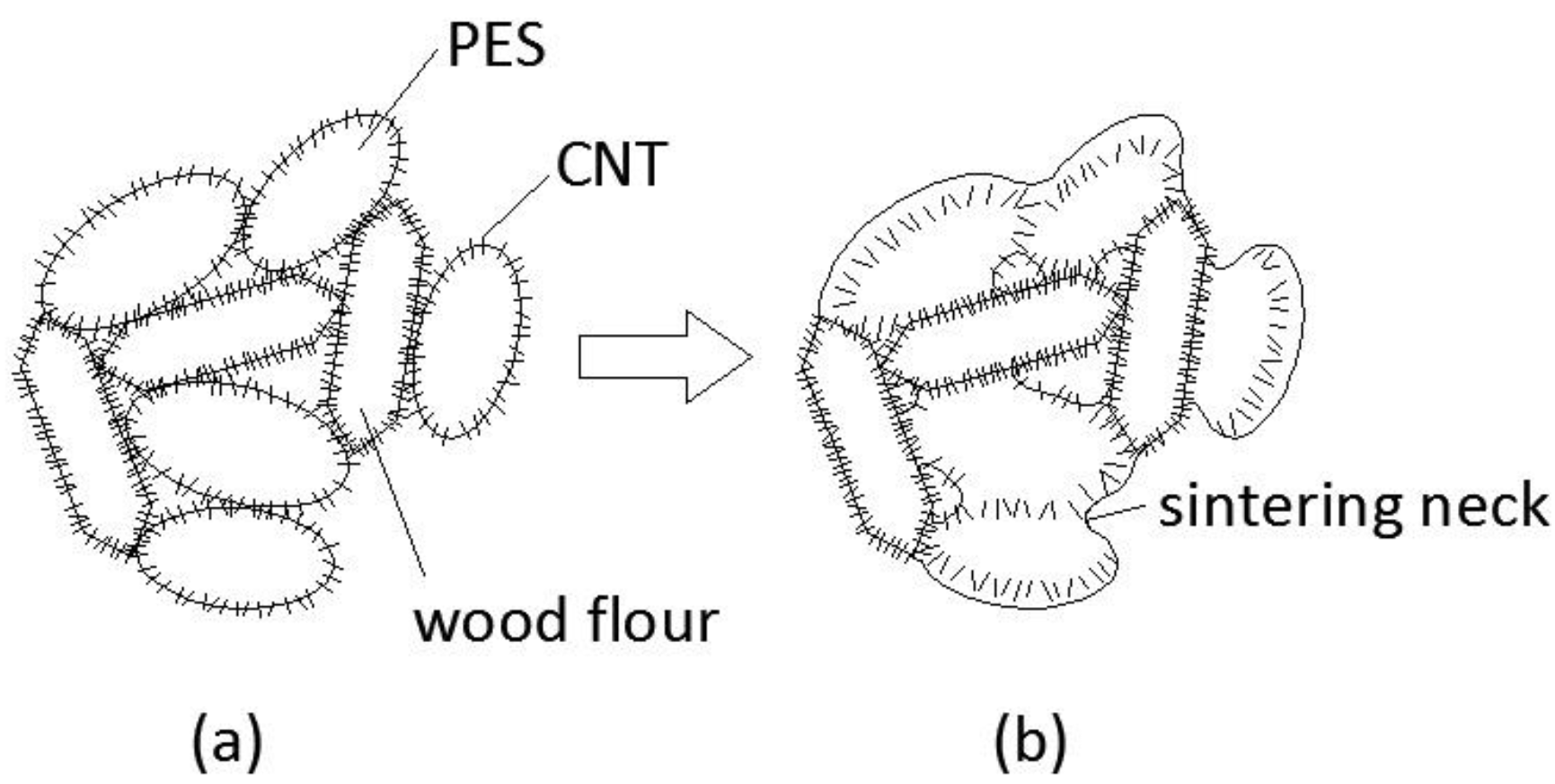
3.3. Schematic of the Sintering Mechanism during Laser Sintering of CNT/WPCs
3.4. Cost Analysis of CNT/WPCs
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Salmoria, G.V.; Leite, J.L.; Ahrens, C.H.; Lago, A.; Pires, A.T.N. Rapid manufacturing of PA/HDPE blend specimens by selective laser sintering. Polym. Test. 2007, 26, 361–368. [Google Scholar] [CrossRef]
- Gürkan, İ.; Cebeci, H. An approach to identify complex CNT reinforcement effect on the interlaminar shear strength of prepreg composites by Taguchi method. Compos. Struct. 2016, 141, 172–178. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, H.; Khurmi, J.S. Experimental Investigation of Process Parameters for Rapid Prototyping Technique (Selective Laser Sintering) to Enhance the Part Quality of Prototype by Taguchi Method. Proced. Technol. 2016, 23, 352–360. [Google Scholar] [CrossRef]
- Mazhar, H.; Osswald, T.; Negrut, D. On the use of computational multi-body dynamics analysis in SLS-based 3D printing. Addit. Manuf. 2016, 12, 291–295. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Xu, L.; Shi, Y. Preparation, characterisation and processing of carbon fibre/polyamide-12 composites for selective laser sintering. Compos. Sci. Technol. 2011, 71, 1834–1841. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Bai, J.; Zhang, B.; Song, J.; Bi, G.; Wang, P.; Wei, J. The effect of processing conditions on the mechanical properties of polyethylene produced by selective laser sintering. Polym. Test. 2106, 52, 89–93. [Google Scholar] [CrossRef]
- Stichel, T.; Frick, T.; Laumer, T.; Tenner, F.; Hausotte, T.; Merklein, M.; Schmidt, M. A Round Robin study for Selective Laser Sintering of polyamide 12: Microstructural origin of the mechanical properties. Opt. Laser Technol. 2017, 89, 31–40. [Google Scholar] [CrossRef]
- Jin, S.; Matuana, L.M. Wood/plastic composites co-extruded with multi-walled carbon nanotube-filled rigid poly(vinyl chloride) cap layer. Polym. Int. 2010, 59, 648–659. [Google Scholar] [CrossRef]
- Jiang, K.; Guo, Y.; Bourell, D.L. Study on the microstructure and binding mechanisms of selective laser sintered wood plastic composite. In Proceedings of the 24th International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference (SFF 2013), Austin, TX, USA, 8 December 2013; University of Texas at Austin (freeform): Austin, TX, USA, 2013; pp. 497–504. [Google Scholar]
- Zeng, W.; Guo, Y.; Jiang, K.; Yu, Z.; Liu, Y.; Shen, Y.; Deng, J.; Wang, P. Laser intensity effect on mechanical properties of wood-plastic composite parts fabricated by selective laser sintering. J. Thermopl. Compos. Mater. 2102, 26, 125–136. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.T. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Gu, D.; Shen, Y.; Lu, Z. Microstructural characteristics and formation mechanism of direct laser-sintered Cu-based alloys reinforced with Ni particles. Mater. Des. 2009, 30, 2099–2107. [Google Scholar] [CrossRef]
- Hon, K.K.B.; Gill, T.J. Selective Laser Sintering of SiC/Polyamide Composites. CIRP Ann. 2003, 52, 173–176. [Google Scholar] [CrossRef]
- Yi, X.; Tan, Z.; Yu, W.; Li, J.; Li, B.; Huang, B.; Liao, J. Three dimensional printing of carbon/carbon composites by selective laser sintering. Carbon 2016, 96, 603–607. [Google Scholar] [CrossRef]
- Athreya, S.R.; Kalaitzidou, K.; Das, S. Processing and characterization of a carbon black-filled electrically conductive Nylon-12 nanocomposite produced by selective laser sintering. Mater. Sci. Eng. A 2010, 527, 2637–2642. [Google Scholar] [CrossRef]
- Yan, C.; Shi, Y.; Yang, J.; Liu, J. A Nanosilica/Nylon-12 Composite Powder for Selective Laser Sintering. J. Reinf. Plasti. Compos. 2008, 28, 2889–2902. [Google Scholar] [CrossRef]
- Yuan, S.; Bai, J.; Chua, C.K.; Wei, J.; Zhou, K. Material Evaluation and Process Optimization of CNT-Coated Polymer Powders for Selective Laser Sintering. Polymers 2016, 8, 370. [Google Scholar] [CrossRef]
- Faruk, O.; Matuana, L.M. Reinforcement of rigid PVC/wood-flour composites with multi-walled carbon nanotubes. J. Vinyl Addit. Technol. 2008, 14, 60–64. [Google Scholar] [CrossRef]
- Marouf, B.T.; Mai, Y.W.; Bagheri, R.; Pearson, R.A. Toughening of Epoxy Nanocomposites: Nano and Hybrid Effects. Polym. Rev. 2016, 56. [Google Scholar] [CrossRef]
- Kim, P.; Shi, L.; Majumdar, A.; McEuen, P.L. Thermal transport measurements of individual multiwalled nanotubes. Phys. Rev. Lett. 2001, 87, 215502. [Google Scholar] [CrossRef] [PubMed]
- Kruth, J.P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef]
- Guo, Y.; Jiang, K.; Bourell, D.L. Accuracy and mechanical property analysis of LPA12 parts fabricated by laser sintering. Polym. Test. 2015, 42, 175–180. [Google Scholar] [CrossRef]
- Bai, J.; Ruth, D.; Yuan, S.; Zhou, K.; Chee, K.C.; Bai, J. Thermal Influence of CNT on the Polyamide 12 Nanocomposite for Selective Laser Sintering. Molecules 2015, 20, 19041–19050. [Google Scholar] [CrossRef] [PubMed]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Fang, J.; Li, J.; Guo, Y.; Wang, Q. The Effect of Carbon Nanotubes on the Mechanical Properties of Wood Plastic Composites by Selective Laser Sintering. Polymers 2017, 9, 728. https://doi.org/10.3390/polym9120728
Zhang Y, Fang J, Li J, Guo Y, Wang Q. The Effect of Carbon Nanotubes on the Mechanical Properties of Wood Plastic Composites by Selective Laser Sintering. Polymers. 2017; 9(12):728. https://doi.org/10.3390/polym9120728
Chicago/Turabian StyleZhang, Yunhe, Jing Fang, Jian Li, Yanling Guo, and Qingwen Wang. 2017. "The Effect of Carbon Nanotubes on the Mechanical Properties of Wood Plastic Composites by Selective Laser Sintering" Polymers 9, no. 12: 728. https://doi.org/10.3390/polym9120728
APA StyleZhang, Y., Fang, J., Li, J., Guo, Y., & Wang, Q. (2017). The Effect of Carbon Nanotubes on the Mechanical Properties of Wood Plastic Composites by Selective Laser Sintering. Polymers, 9(12), 728. https://doi.org/10.3390/polym9120728