Effects of DMT and TMPTMA on Working Life of Acrylic Polymer Concrete Exposed to Low Curing Temperatures


Abstract
:
1. Introduction
2. Experimental Program
2.1. Materials
2.1.1. Binder

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Density (g/cm3, 25 °C) | Melting point (°C) | Viscosity (mPa·s) | Molecular weight (g/mol) | Appearance |
|---|---|---|---|---|---|
| MMA | 0.942 | −47.6 | 0.56 (at 20 °C) | 100.12 | Transparent |
| BPO | 1.334 | 104–105 | – | 242.23 | White powder |
| DMT | 0.937 | −15 | 2.0 (at 20 °C) | 135.21 | Liquid |
| TMPTMA | 1.066 | −25 | 44 (at 25 °C) | 338.40 | Yellow liquid |
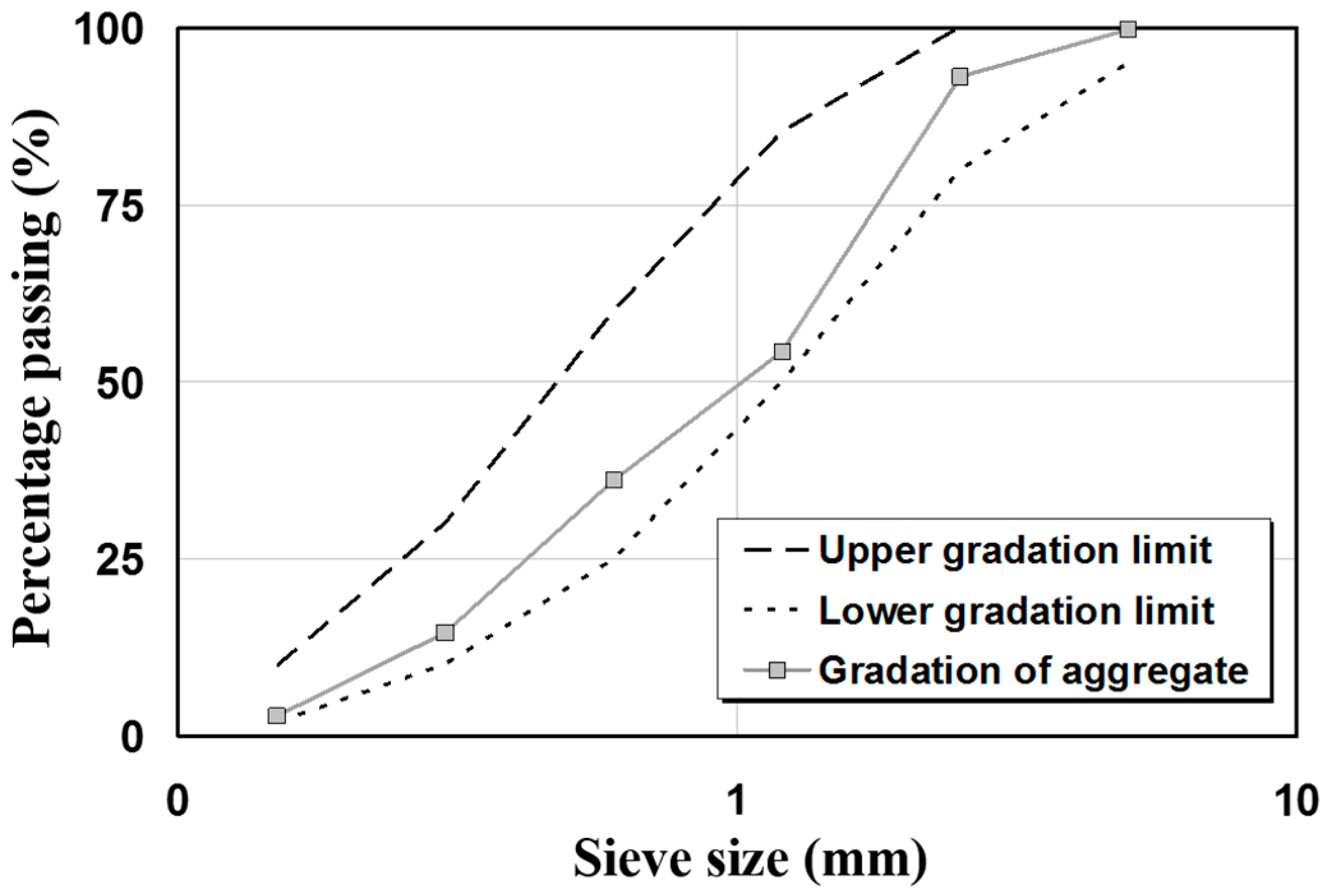
2.1.2. Aggregate and Filler
2.2. Binder Formation and Mixture Proportions
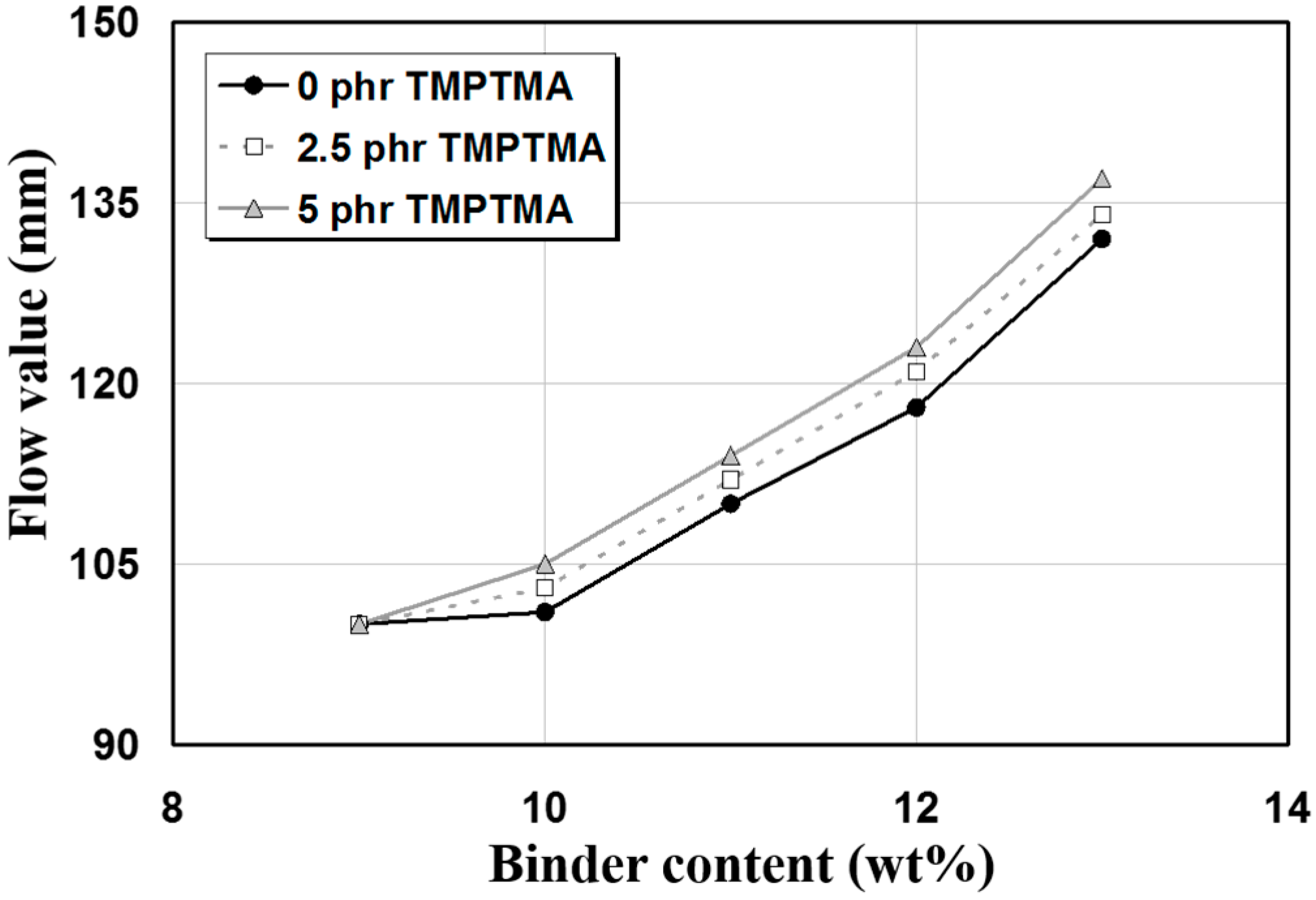
2.2.1. Optimum Binder Content
2.2.2. Mixture Proportions
| Binder Content (wt %) | Binder Formulation (wt %) | Filler (wt %) | Aggregate (wt %) | ||||
|---|---|---|---|---|---|---|---|
| MMA | PMMA | BPO (phr a) | DMT (phr) | TMPTMA (phr) | |||
| 11 | 80 | 20 | 2 | 0.5 | 0 2.5 5.0 | 16.5 | 72.5 |
| 1.0 | |||||||
| 1.5 | |||||||
| 2.0 | |||||||
2.3. Methods
2.3.1. Setting Time of Polymeric Binder
2.3.2. Working Life of Polymer Concrete
3. Results and Discussion
3.1. Setting Time of Polymeric Binder
3.2. Working Life of Polymer Concrete
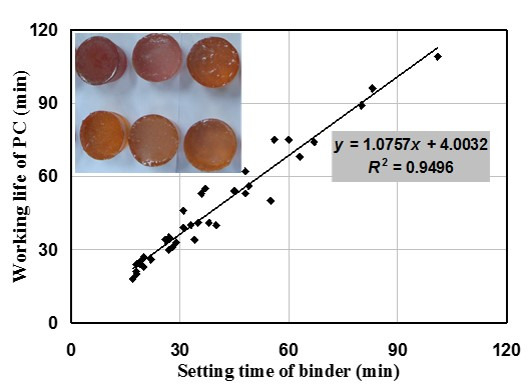
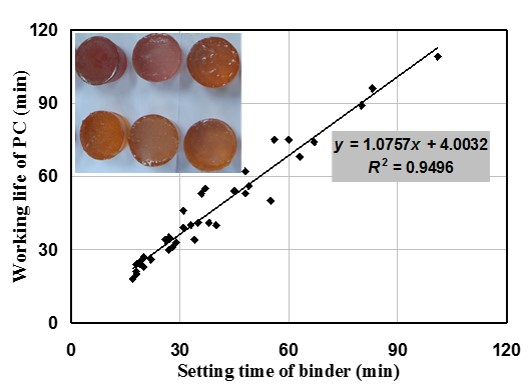
3.3. Relationship between Setting Time of Binder and Working Life of Acrylic PC
3.4. Statistical Analysis of DMT and TMPTMA Effects
| Variables | Sum of squares | Degree of freedom | Root mean square | F-ratio | p-Value | F-critical value |
|---|---|---|---|---|---|---|
| DMT | 1,780.3 | 3 | 593.444 | 11.5543 | 0.00662 | 4.7570 |
| TMPTMA | 1,128.5 | 2 | 564.250 | 10.9859 | 0.00986 | 5.1432 |
| Residual | 308.1 | 6 | 51.361 | – | – | – |
| Total | 3,216.9 | 11 | – | – | – | – |
| Variables | Sum of squares | Degree of freedom | Root mean square | F-ratio | p-Value | F-critical value |
|---|---|---|---|---|---|---|
| DMT | 2,326.9 | 3 | 775.638 | 18.3703 | 0.00199 | 4.7570 |
| TMPTMA | 2,314.6 | 2 | 1,157.333 | 27.4105 | 0.00096 | 5.1432 |
| Residual | 253.3 | 6 | 42.222 | – | – | – |
| Total | 4,894.8 | 11 | – | – | – | – |
| Variables | Sum of squares | Degree of freedom | Root mean square | F-ratio | p-Value | F-critical value |
|---|---|---|---|---|---|---|
| DMT | 3,141.5 | 3 | 1,047.194 | 22.7102 | 0.00124 | 4.7570 |
| TMPTMA | 5,060.6 | 2 | 2,530.333 | 54.8749 | 0.00139 | 5.1432 |
| Residual | 276.6 | 6 | 46.111 | – | – | – |
| Total | 8,478.7 | 11 | – | – | – | – |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chandra, S.; Ohama, Y. Polymers in Concrete; CRC Press Inc.: Boca Raton, FL, USA, 1994; p. 163. [Google Scholar]
- Chmielewska, B.; Czarnecki, L.; Sustersic, J.; Zaic, A. The influence of silane coupling agents on the polymer mortar. Cement Concr. Compos. 2006, 28, 803–810. [Google Scholar] [CrossRef]
- Czarnecki, L.; Garbacz, A.; Kurach, J. On the characterization of polymer concrete fracture surface. Cement Concr. Compos. 2001, 23, 399–409. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Heidari-Rarani, M.; Shakoyri, M.; Kashizadeh, E. Effects of thermal cycles on mechanical properties of an optimized polymer concrete. Constr. Build. Mater. 2011, 25, 3540–3549. [Google Scholar] [CrossRef]
- Solovjov, G.K.; Trambovetsky, V.; Kruger, D. Furan resin polymer concrete in the commonwealth of independent states (CIS). ACI Mater. J. 1994, 91, 158–160. [Google Scholar]
- Kulshreshtha, A.K.; Vasile, C. Handbook of Polymer Blends and Composites; Rapra Technology Ltd.: Shrewsbury, UK, 2003; Volume 1, p. 674. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties and Materials, 3rd ed.; McGraw-Hill: New York, NY, USA, 2006; p. 659. [Google Scholar]
- Ohama, Y.; Kobayashi, T. Working life of polymethly methacrylate concrete and its control. J. Soc. Mater. Sci. Jpn 1979, 32, 215–221. [Google Scholar] [CrossRef]
- Haddad, M.U.; Fowler, D.W.; Paul, D.R. Factors affecting the curing and strength of polymer concrete. ACI J. 1983, 80, 396–402. [Google Scholar]
- Kobayashi, T.; Ohama, Y. Low-temperature curing of polymethyl methacrylate polymer concrete. Transp. Res. Rec. 1984, 1003, 15–18. [Google Scholar]
- ASTM International. ASTM C33. Standard Specification for Concrete Aggregates; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Japanese Industrial Standard (JIS). JIS R 5201. Physical Testing Methods for Cement; JIS: Tokyo, Japan, 1997. [Google Scholar]
- Ohama, Y. Determination methods for working life of polyester resin concrete. Am. Concr. Inst. 1978, 58, 31–40. [Google Scholar]
- ASTM International. ASTM D2471-99. Standard Test Method for Gel Time and Peak Exothermic Temperature of Reacting Thermosetting Resins (Withdrawn 2008); ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- Hyun, S.H.; Yeon, J.H. Strength development characteristics of UP-MMA based polymer concrete. Constr. Build. Mater. 2012, 37, 387–397. [Google Scholar] [CrossRef]
- Fowler, D.W.; Meyer, A.H.; Paul, D.R. Low temperature curing of polymer concrete. In Proceedings of the 3rd ICPIC, Koriyama, Japan, 1981; pp. 421–434.
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yeon, K.-S.; Cha, J.-Y.; Yeon, J.H. Effects of DMT and TMPTMA on Working Life of Acrylic Polymer Concrete Exposed to Low Curing Temperatures. Polymers 2015, 7, 1587-1598. https://doi.org/10.3390/polym7091472
Yeon K-S, Cha J-Y, Yeon JH. Effects of DMT and TMPTMA on Working Life of Acrylic Polymer Concrete Exposed to Low Curing Temperatures. Polymers. 2015; 7(9):1587-1598. https://doi.org/10.3390/polym7091472
Chicago/Turabian StyleYeon, Kyu-Seok, Jin-Yun Cha, and Jung Heum Yeon. 2015. "Effects of DMT and TMPTMA on Working Life of Acrylic Polymer Concrete Exposed to Low Curing Temperatures" Polymers 7, no. 9: 1587-1598. https://doi.org/10.3390/polym7091472
APA StyleYeon, K.-S., Cha, J.-Y., & Yeon, J. H. (2015). Effects of DMT and TMPTMA on Working Life of Acrylic Polymer Concrete Exposed to Low Curing Temperatures. Polymers, 7(9), 1587-1598. https://doi.org/10.3390/polym7091472