1. Introduction
The frequent shortage of bone grafts suitable for repairing defects due to injuries and illnesses has highlighted a critical gap in current medical treatments [
1]. While autografts still represent the gold standard due to their osteogenic properties, their use is constrained by the limited availability of donor tissue and patient’s morbidity [
2]. Tissue engineering approaches have emerged as a valuable alternative to traditional grafting solutions by offering the possibility to engineer tissues under a personalized medicine approach through customized shapes and structures specifically designed as required in each unique case [
3,
4].
Additive manufacturing (AM) is considered an effective technological approach, as it allows structurally and dimensionally stable scaffolds to be obtained with complex shapes for addressing the variability of patient-specific anatomical sites [
5]. Among AM techniques, fused deposition modeling (FDM) has recently been extensively employed in the biomedical field. FDM utilizes a three-dimensional (3D) printer provided with a heated nozzle to melt thermoplastic materials in a semi-liquid state and thus deposit the formed filament on a layer-by-layer built platform, in which the materials are solidified. This outer device shape is generated based on a specific defect or tissue form, which can be designed or acquired from a patient via computed tomography [
6,
7].
In the case of bone tissue engineering, AM technologies are able to fabricate porous scaffolds to support bone cell growth, which would ultimately facilitate the biological and mechanical integration of the substitute in the body site [
8]. In fact, suitable architectural and mechanical features would entail optimal device biocompatibility by avoiding stress shielding phenomena at the device–tissue interface [
9].
However, a relevant challenge to be addressed in 3D printing is the discrepancy in mechanical properties observed between the 3D-printed object and the same bulk material [
10]. When using FDM, besides the designed scaffold porosity, the layer-by-layer construction additionally concurs to this issue, as it can introduce a structural anisotropy and irregularities affecting the 3D construct’s mechanical integrity [
11]. Moreover, even with equivalent porosity, the inner geometry of the 3D-printed pores, e.g., pore size, distribution and shape, significantly influences the mechanical behavior of the scaffold [
12,
13].
Therefore, the mechanical properties of 3D-printed scaffolds obtained through FDM have been extensively studied. In particular, key factors directly affecting the geometry and the overall architecture of 3D-printed parts include build orientation [
14], build pattern [
11,
13], layer thickness, raster width and porosity [
15]. On the other hand, parameters, such as deposition speed [
16,
17], extruder temperature [
18] and the heated block length [
17], which do not directly affect the geometry, also play a crucial role in the resulting mechanical properties. Among the many polymers used in 3D printing, polylactide or polylactic acid (PLA) is a thermoplastic polyester widely used in biomedical applications due to its excellent processability, long-term hydrolytic biodegradation and good biocompatibility, along with appreciable rigidity [
19,
20,
21,
22].
Song et al. investigated the anisotropic mechanical behavior of low porosity 3D-printed PLA specimens comparatively to the same specimens obtained through injection molding [
14]. By minimizing the porosity of 3D-printed objects, Schiavone et al. further evaluated the effect of printing order, infill patterns and infill direction on tensile properties for two different PLAs displaying different crystallization kinetics [
23]. In particular, the 3D850 PLA with relatively slow crystallization rate showed mechanical properties which were more independent of the thermal history that occurred during the printing process due to a better cohesion between layers [
23].
In 3D-printed polymer scaffolds and devices that are designed for load-bearing applications, mechanical properties play a major role. Puppi et al. preliminary studied the tensile mechanical properties of 3D-printed specimens made of semicrystalline PLA, with lay-down patterns of 0°/90° and −45°/45° and infill densities of 60% and 100%, finding out that such structures can be suitable to design scaffolds for bone regeneration with tunable mechanical properties [
24].
In this context, computational studies are playing a pivotal role in studying and predicting the behavior of these porous structures under various mechanical conditions. To understand the influence of microstructure on the mechanical properties of an object, a multiscale approach can be used: finite element models (FEMs) of representative volume elements were analyzed to extract the macroscale properties by considering the object of interest as a homogeneous orthotropic material [
25]. In a similar way, the mechanical properties of PLA microstructures obtained via FDM were investigated by considering variation in the printed filament orientations and flow rate percentages. Moreover, the laminate theory implemented with an elastoplastic constitutive law was applied, in which the micromechanical analysis is triggered only under inelastic strain [
26]. Kantaros et al. employed FEM to analyze the compressive mechanical response of porous scaffolds and optimize their design with different structural units [
8].
FEM was also employed to optimize medical devices with structural function. For instance, FDM was combined with FEM to optimize the design parameters of a lumbar fusion cage [
27]. However, a 3D-printed porous structure was modelled as a bulk and the elastic modulus was determined experimentally for different infill densities. Hence, this approach did not take into account the stress concentrations induced by the microstructure, in particular in the proximity of junction between the printed filaments.
To date, a methodology for predicting and optimizing the mechanical properties of 3D-printed porous scaffolds based on the diversity of specific geometrical features is still missing. Therefore, FEM can serve as a valuable tool to achieve this goal in combination with analytical and experimental methodologies [
28].
The present study focused on the study of the tensile elastic mechanical behavior of 3D-printed PLA scaffolds by exploiting the synergy between experimental and computational approaches. Two distinct infill patterns with layers of filaments oriented either at 0°/90° or at −45°/45° with respect to the testing direction were investigated for infill densities of 40%, 60%, 80% and 100%. Afterwards, a comprehensive sensitivity analysis was conducted to explore the effects of process parameters, such as raster width, distance between overlapping filaments and fillet radius (Rf) on the elastic properties of 3D-printed structures. Eventually, the geometrical variation of the diameter of a single filament was included in the analysis to simulate the non-perfect deposition of the material. This study aims to identify the critical linkage between the geometry of FDM polymeric micropatterned structures and their macroscale elastic mechanical properties to achieve reliable simulation outcomes. Developing reliable in silico models to predict 2D printed scaffold mechanical properties would enable a significant step forward in fabricating complex 3D-printed porous structures, thereby advancing the field of bone tissue engineering.
3. Results
3.1. Optical and Mechanical Characterization of the Scaffolds
The successful extrusion of PLA filament enabled an effective 3D printing of dog-bone specimens, with infill patterns oriented at 90° and 45° and varying infill densities (
Figure 3). To build a representative CAD model reflecting the infill pattern at 0°/90° (90_y) and −45°/45° (45_y), the geometrical parameters of the 3D-printed specimen were characterized by optical microscopy.
The vertical dimension of the printed filament, i.e., Lz, was 295 ± 27 µm, which was coherent to the layer height set in the 3D printing process, i.e., 300 µm. Concerning the 90_y infill pattern, the number of filaments Nf and the distance between longitudinal filaments Df were defined by the geometry of the sliced specimen. Nf was 4, 6, 7 and 9 for the infill densities of 40%, 60%, 80% and 100%, respectively, while Df was 1050 µm, 680 µm, 500 µm and 390 µm for the infill densities of 40%, 60%, 80% and 100%, respectively.
The distance between transversal filaments λu1 was determined by dividing the gage length of the dog bone specimen by the number of regions between transversal filaments, and it resulted in 1050 µm, 700 µm, 450 µm and 410 µm for the infill densities of 40%, 60%, 80% and 100%, respectively. Lxy resulted in 376 ± 33 µm.
For the 45_y infill pattern, the geometry is completely characterized by the distance between filaments along the longitudinal direction λu2, which was determined by the geometry of the sliced specimen. It was verified by measuring the distance between parallel filaments and by multiplying it by . The λu2 was 1450, 1040, 710 and 560 µm for infill densities of 40%, 60%, 80% and 100%, respectively. Lxy was 334 ± 38 µm.
Therefore, the mechanical properties of 3D-printed specimens with all the combination of infill patterns (0/90° and −45/45°) and infill densities (40%, 60%, 80% and 100%) where characterized. Representative stress–strain curves are shown in
Figure 4, and mechanical parameters are provided in
Table 3.
Specifically, the 90_y pattern gave rise to stiffer structures, as evidenced by the higher baseline modulus of 198 MPa compared to the 34 MPa of the 45_y specimens, with the elastic moduli increasing from 198 MPa (90_40) to 526 MPa (90_100). In comparison, the 45_y specimens showed a marked increase in the elastic moduli from 34 MPa (45_40) to 294 MPa (45_100). These increases highlighted the significant impact of infill density on enhancing structural rigidity of both 90_y and 45_y specimens.
The tensile strength of the 45_y specimen increased from 1.5 MPa (45_40) to 6.7 MPa (45_100). This trend was similar for the 90_y pattern showing a tensile strength increase from 4.9 MPa (90_40) to 13.5 MPa (90_100). The consistent rise in tensile strength with density underscored the enhanced load-bearing capacity of the specimens at higher densities. The 90_y specimens maintained a comparable elongation at break across all densities, from 3.3% to 3.6%, which suggests that the 90_y orientation contributed to its uniformity, independently of density changes. Conversely, for the 45_y, the elongation at break decreased when increasing the infill density from 13.9% (45_40) to 3.9% (45_100), reflecting a decrease in strain capacity.
3.2. Physico-Chemical Characterization of the Material
The NMR and FTIR analyses were carried out on the PLA pellet, filament and dog-bone specimens in order to assess whether the thermo-mechanical processing steps had an influence on the macromolecular structure. In all
1H-NMR spectra (
Figure 5a), a signal was visible at around 1.56 ppm indicating the protons of the methyl group of the lactide units (b) and a signal at 5.15 ppm, which indicates the proton of methine group (a). In particular, this last signal consists of a quartet due to different sequences of stereocenters along the polymer chain backbone. This indicates that the investigated PLA is in a D,L stereoisomeric form [
34].
13C-NMR spectra (
Figure 5b) clearly displayed the characteristic peaks of PLA at 169.67, 69.06 and 16.68 ppm related to the carbonyl, methine and methyl carbons, respectively [
35].
1H-NMR and
13C-NMR spectra of PLA after each processing step (i.e., extrusion and 3D printing) are superimposable to that of the PLA pellet, suggesting that no appreciable thermal degradation occurred.
The FTIR spectrum of PLA before and after processing (
Figure 6) is in accordance with what has been previously reported in the literature [
36]. In the spectra of the three samples analyzed, characteristic bands are located at 2995 and 2943 cm
−1, which are related to -CH asymmetric and symmetric stretching vibrations, at 1749 cm
−1, which is attributed to the stretching of -C=O, 1453 and 1382
−1 associated with asymmetric and symmetric bending vibrations of -CH, and between 1271 and 1045 cm
−1, which is ascribed to stretching and bending vibrations of -C-O-C [
37]. The comparison of the spectra of the different samples analyzed did not highlight any visible differences related to changes in aliphatic polyester structure due to thermal processing.
MFR was measured to evaluate the suitability of PLA for FDM. PLA filament MFR obtained through extrusion plastometer analysis was 8.58 g in 10 min. The TGA thermograms of PLA pellet, filament and the 90_60 specimen, analyzed as a representative 3D-printed sample, are reported in
Figure 7, while the relevant TGA parameters are resumed in
Table 4. The thermogram of the PLA pellet sample showed an onset temperature
Tonset of 354.9 ± 3.4 °C and a maximum degradation temperature
Tmax of 379.2 ± 2.6 °C. The carbonaceous residue was between 1% and 4% of the initial weight (about 5 mg). The PLA filament and PLA scaffold thermogram showed earlier degradation in comparison to the PLA pellet (
p < 0.001). Partial polymer degradation or changes in its crystallinity degree during screw extrusion can be related to this result. Indeed, previous studies have demonstrated that PLA chain scission can occur under the synergistic effect of temperature and mechanical stress [
38].
The DSC analysis of the PLA pellet, filament and 3D-printed scaffold was performed to investigate their thermal properties. The plots of the first and second heating scan are presented in
Figure 8, while the thermal data are summarized in
Table 5. In the first heating ramp (
Figure 8a), an exothermic peak associated with relaxation was observed between 60 and 65 °C, which falls within the typical range of the glass transition temperature (
Tg) for PLA. The relaxation enthalpy (
ΔHf) associated with the peak is higher for the filament and the scaffold, measuring ~10 J/g, whereas for the pellet, it is significantly lower at 2.2 J/g, suggesting a higher fraction of the amorphous phase in a non-equilibrium state for the filament and the scaffold, likely due to differences in thermal history and processing conditions. A distinct melting peak was detected at ~153 °C for the pellet, with a slight decrease in temperature observed for the filament (~150 °C) and scaffold samples (~148 °C). Additionally, the enthalpy of fusion (
ΔHf) was highest for the pellet, while for the filament and scaffold, it was ~20 J/g. Consequently, the estimated crystallinity (
Xc) was around 38%, 22% and 20% for the pellet, filament and scaffold, respectively. The observed decrement in crystallinity across the samples may explain the reduction in onset temperature observed in the TGA analysis. The glass transition temperature (
Tg) determined from the second heating cycle (
Figure 8b) is ~60 °C, with a slight decrease from pellet to scaffold samples.
The peak temperature of enthalpic relaxation and the corresponding relaxation enthalpy are also reported in
Table 5.
3.3. FEM Analysis
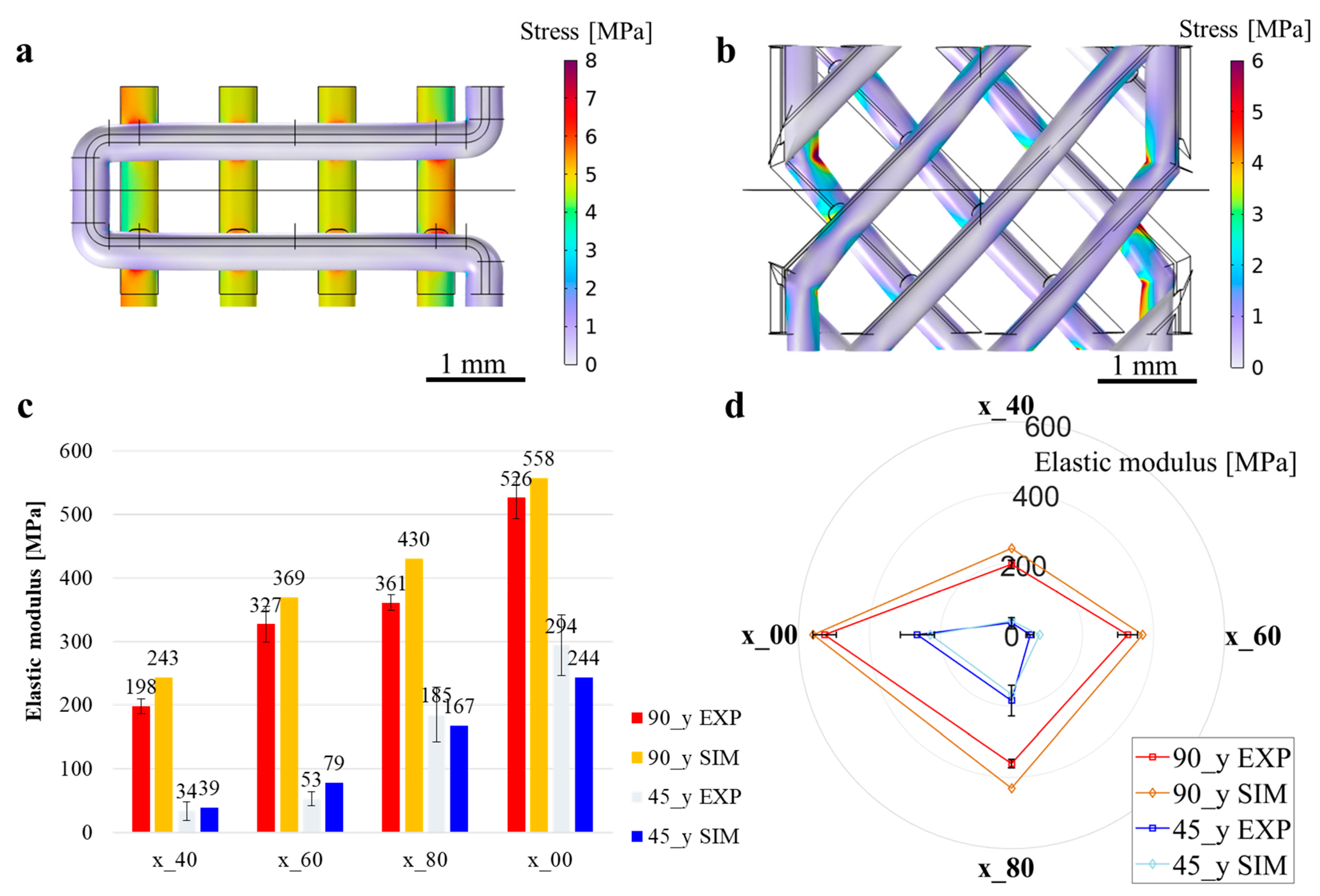
FEM analysis was performed to evaluate the influence of the infill patterns and densities on the elastic modulus of 3D-printed specimens and to compare the results between computational (i.e., SIM) and fabricated (i.e., EXP) geometry. Specifically, the simulations focused on infill patterns set at angles of 90° (90_y) and 45° (45_y), with infill densities varying at 40%, 60%, 80% and 100%. The aim was to discern how these parameters affect the mechanical properties, particularly the elastic modulus, of the printed specimens. The von Mises stress distributions of the 90_40 and the 45_40 samples are shown in
Figure 9a and
Figure 9b, respectively. The computed elastic moduli for each model are reported in
Figure 9c. Furthermore,
Figure 9c shows the EXP elastic modulus measurements for the same structures. A notable similarity between the SIM and experimentally measured elastic moduli was observed for the 90_y samples, with the simulation values tending to be slightly higher. For instance, in the case of the 90_40 specimen, the experimentally measured elastic modulus was 198 ± 12 MPa, whereas the SIM value was 243 MPa, resulting in a prediction error (
eE) of 23%. In the case of the 90_100 specimen, the computed elastic modulus was 558 MPa, while the corresponding EXP value was 526 ± 33 MPa, yielding a prediction error of 6%.
Instead, for the 45_y samples, the relation between SIM and EXP elastic modulus was variable. The 45_40 yielded an EXP elastic modulus of 34 MPa, which was comparable to the SIM one, i.e., 39 MPa (
eE = 14%). Differently, for the 45_60 specimens, the SIM elastic modulus resulted higher than the EXP one, with an error of 48%. However, at higher densities (45_80 and 45_100) the trend reversed, showing EXP elastic moduli of 185 MPa and 294 MPa, which were higher than the SIM counterparts, namely, 167 and 244 MPa, and a prediction error of 10% and 17%, respectively. This discrepancy highlighted the complex relationship between infill density and mechanical behavior, particularly under different infill orientations. In
Figure 9d, the spider plot enables a comprehensive visualization of the mechanical behavior trends across different parameters through the comparison of EXP and SIM elastic moduli.
To deeply investigate the influence of geometric parameters on the elastic mechanical properties of the 3D-printed structures, simulations were iteratively carried out on a selection of the 90_y and 45_y 3D CAD parametrized model, adjusting in the first instance, the dimensions of printed filaments along
Lxy and
Rf. To this end, a comprehensive parameter sweep was executed for the 90_y, covering all combinations of
Lxy ranging from 320 µm to 420 µm in 20 µm increments, alongside R
f values set at 0 µm, 10 µm, 20 µm, 30 µm and 40 µm, and combining infill densities at 40%, 60% and 80%. This approach resulted in a total of 90 simulation data points, which are shown in
Figure 10a. The elastic modulus of the 3D-printed structures exhibited a positive correlation with the
Lxy of filaments, as well as with R
f. Notably, as the infill density increased, a pronounced enhancement in the increase rate of the elastic modulus with the
Lxy occurred. Furthermore, an increase in
Rf amplified the impact of
Lxy on the elastic modulus, suggesting a synergistic effect between these parameters in reinforcing the structural integrity.
Afterwards, the impact on the 3D-printed structures’ mechanical properties for two geometrical parameters that directly act on inter-filament welding, namely the inter-layer distance (
Dz) and
Rf, was investigated for infill densities at 40%, 60% and 80%. In particular, the
Dz ranged from 270 to 295 µm in 5 µm increments, alongside the
Rf values set at 0 µm, 10 µm, 20 µm, 30 µm and 40 µm (
Figure 10b). Notably, minor variations in the
Dz significantly decreased the elastic modulus, indicating a high sensitivity of the mechanical properties to layer spacing. Similarly to the results shown in
Figure 10a, an increase in infill density led to a steeper increase in the elastic modulus across the tested range of the
Dz and had a synergistic effect with
Rf in influencing the elastic modulus. However, for a specific infill density, the
Rf did not exhibit a synergistic effect with the inter-layer distance, as evidenced by the parallel lines in the plots.
A similar analysis was conducted on the 45_y structures. A parameter sweep was executed for the 45_y, covering all combinations of
Lxy ranging from 310 µm to 410 µm in 20 µm increments, alongside
Rf values set at 0 µm, 10 µm, 20 µm and 40 µm and combining infill densities at 40% and 60% (
Figure 10c). As in the 90_y structure, the elastic modulus exhibited a positive correlation with the
Lxy of filaments and
Rf. As the infill density increased, a pronounced enhancement in the rate of increase in the elastic modulus with
Lxy was found. Interestingly, the 45_y demonstrated a more pronounced non-linear relationship between elastic modulus and
Lxy compared to the 90_y. Furthermore,
Rf amplified the impact of
Lxy on the elastic modulus, confirming also for the 45_y structure a synergistic effect between these parameters in reinforcing the structural integrity.
Even in the case of 45_y, the impact of
Dz and
Rf was investigated to understand the effect of welding between filaments on this type of structure.
Dz ranged again from 270 to 295 µm in 5 µm increments, alongside
Rf values set at 0 µm, 10 µm, 20 µm and 40 µm for infill densities at 40% and 60% (
Figure 10d).
Notably, the decrement in
Dz significantly increased the elastic modulus, indicating a relative higher sensitivity of the mechanical properties to layer spacing. As an example, in the case of 45_40 (
Rf = 10 µm) for
Dz = 295 µm,
E = 34 MPa and for
Dz = 270 µm,
E = 52 MPa with an increment of 38%, while for 90_40 the increment was only 3%, highlighting that the structural contouring at the filament junctions played a critical role in 45_y structures. Similarly to the outcomes shown in
Figure 11a, an increase in infill density led to a steeper increase in the elastic modulus across the tested range of
Dz and had a synergistic effect with
Rf in influencing the elastic modulus. However, for a specific infill density, the
Rf did not exhibit a synergistic effect with the
Dz, as evidenced by the parallel lines in the plots, but for
Rf = 0 µm. For higher
Dz, the elastic modulus displayed a deviation compared to the other lines.
A similar approach was applied to the parametrized CAD model of the 90_40 structure to accurately represent a specific defect in 3D-printed filaments, specifically targeting variations in the longitudinal filament diameter along
Lxy, as it was observed experimentally (
Figure 11a).
Hence, the dimension was systematically varied from its original 380 µm size, within a 320–440 µm range with 20 µm steps. In
Figure 11b, von Mises stress distribution of 90_40 structure with the selective 340 µm reduction in
Lxy in a single longitudinal filament. The outcomes, as depicted in
Figure 11c, showcased a marked reduction in the SIM elastic modulus, which is compared to the decrement of elastic modulus by globally reducing
Lxy. For instance, the reduction in
Lxy in a single longitudinal filament to 340 µm gave a decrease in elastic modulus of about 3%, whereas the reduction in
Lxy in the filament diameter of all the filaments resulted in a 14% reduction. This trend underscores the influence of small geometrical alterations on structural integrity and response.
3.4. Cytocompatibility Tests
The resazurin assay was used to assess human MSC growth on the selected scaffolds in terms of metabolic activity and was performed 24 h and 72 h after cell seeding. Reduction rates identified by the assay are shown in
Figure 12A. A metabolic activity enhancement with statistical significance (averagely, 50% and 53% for PLA_100 and PLA_45, respectively, at 24 h, to averagely 66% for both types at 72 h) was observed between the two time points for each type of scaffold (***
p < 0.001). Differently, no significant difference was observed between the two scaffolds at the same time points.
Figure 12B,C shows live MSCs, elongated and adhered to the scaffold surfaces at 72 h after seeding.
4. Discussion
Additive manufacturing (AM) is one of the fastest-growing areas in the manufacturing sector, offering transformative potential for the development of custom-engineered structures across various industries, particularly in biomedical applications [
39]. With rapid advancements in additive technologies, there is a growing need to comprehensively understand and predict the mechanical behavior of materials produced through 3D printing to ensure their efficacy and safety in practical applications.
The mechanical behavior of 3D-printed objects fabricated via fused deposition modeling (FDM) is notably anisotropic due to two primary factors:
- (i)
The inherent fabrication inhomogeneity resulting from the anisotropy of the extruded filament properties along the longitudinal and transverse directions, with the latter being strongly influenced by the properties of filament–filament interfaces [
11].
- (ii)
The architecture of the deposited material, which ultimately determines the load distribution. This aspect becomes increasingly significant as porosity increases [
40].
To investigate and predict the mechanical behavior of 3D-printed structures, finite element modeling (FEM) has been widely employed. Specifically, the effect of filament orientation has been studied in low-porosity structures [
25,
26]. However, only a few studies have focused on using simulation (SIM) to analyze porous structures. While air gaps are typically undesirable in most load-bearing components, engineered porosity is crucial in scaffolds for biomedical applications, particularly in bone tissue engineering. Successful implants depend on bone integration and material degradation [
8,
41]. In this context, the geometry of deposited patterns plays an increasingly important role in defining the mechanical properties of medical devices.
This study aimed to establish a methodology for predicting the correlation between AM structures and their mechanical properties through a combined experimental (EXP) and computational approach. PLA pellets were extruded to produce filaments, which were then used to fabricate 3D-printed dog-bone-shaped specimens via FDM. The specimens featured different infill patterns (90° and 45°) and infill densities (40%, 60%, 80% and 100%). Each structure was meticulously captured to create a detailed CAD model, subsequently employed in FEM simulations to predict mechanical properties in the elastic region. These simulated results were compared with experimental data. Additionally, a sensitivity analysis was conducted to assess how variations in filament dimensions, layer spacing and Rf influenced model predictions. This integrated approach not only validated the simulation methodology but also provided insight into the variability of mechanical responses in 3D-printed structures, reinforcing the correlation between EXP and SIM mechanical properties.
As an initial step, chemical and physical characterizations of commercial PLA were performed at various processing stages—pristine pellet, extruded filament and 3D-printed scaffold—using nuclear magnetic resonance (NMR) spectroscopy and thermogravimetric analysis (TGA). NMR confirmed the presence of D,L stereoisomeric form, the material stability and the absence of compositional changes during fabrication. The measured melt flow rate (MFR) of PLA in filament form was within the optimal range for FDM, consistent with previous studies [
37]. DSC revealed a marked decrease in crystallinity from the pellets to the processed samples (filament and scaffold). This is in line with TGA results that revealed differences in onset and maximum degradation temperatures for PLA across processing stages. Overall, these observations suggest only a minor degradation [
42] and confirm the amorphous character of PLA 3D850 [
23], in agreement with existing literature.
The microstructures of the 3D-printed dog-bone-shaped specimens were examined using optical microscopy to assess critical parameters such as filament dimensions and undulation spacing, which directly influence mechanical properties. Tensile mechanical testing provided valuable insights into the interplay between infill pattern, infill density and mechanical performance, including elastic modulus, tensile strength and elongation at break.
Notably, specimens with the lowest elongation at break were the 90_y samples, which exhibited higher tensile strength and elastic modulus than the 45_y samples. The latter demonstrated higher elongation at break. A clear trend emerged: for both 90_y and 45_y infill patterns, elastic modulus increased with higher infill density. However, while the 90_y pattern showed a linear increase in elastic modulus, the 45_y pattern exhibited a more complex, non-linear trend. These differences can be attributed to the more intricate deformation behavior of the 45_y samples, involving strain-induced filament alignment in the tensile test direction.
The findings of this study align with prior research by Puppi et al., which investigated 3D-printed PLA structures using similar printing parameters and geometries, though lower elastic moduli were observed in this study [
24]. For instance, the elastic modulus of the 90_100 specimen in this study was 530 ± 21 MPa, whereas the reported value for a comparable sample was 1.3 ± 0.1 GPa. This discrepancy may be attributed to differences in PLA material properties and the reduced cross-section of the deposited filaments, which measured an average
Lxy of 380 µm in this study compared to approximately 430 µm in the cited work [
24].
Porosity plays a crucial role in determining the mechanical properties of 3D-printed specimens and is closely linked to filament length and raster spacing [
15]. In this study, each structure was modeled in 3D CAD to incorporate geometrical parameters measured via optical microscopy or derived from the sliced model. Accurate modeling of real structures was essential to achieving good correspondence between experimental and simulated elastic moduli.
The strength of 3D-printed objects depends significantly on interlayer welding, which involves interdiffusion and entanglements across filament interfaces [
43]. This process consists of initial contact, neck growth and final coalescence [
44]. To geometrically control filament welding, structures were interpenetrated and filleted with a curvature radius [
45]. Filleting enhances mechanical integration by ensuring continuity and promoting stress distribution between layers. It was implemented for two primary reasons:
- (i)
To model the bonding formed when fused material is deposited onto a pre-existing filament.
- (ii)
To eliminate structural discontinuities that could cause excessive stress concentrations.
Given the periodic nature of the designed structures, manual 3D CAD modeling was feasible due to the limited size of individual structural units. This periodicity also allowed for geometric parameterization, facilitating structural customization for specific applications. For larger or less periodic structures, methodologies capable of automatically reconstructing printed geometries from G-code, as described by Bacciaglia et al., should be incorporated [
46]. However, existing algorithms do not currently allow filleting between overlapping filaments, nor do they provide direct control over geometrical parameters.
FEM simulations of 3D-printed structures were conducted under symmetry constraints, applying 3D geometries for both 45° and 90° infill patterns. The inherent repetitiveness of the 3D-printed structures enabled the use of a representative volume element (RVE) approach, allowing a detailed analysis of a small, yet fully representative, structural segment. This approach, combined with a linear elastic model, minimized computational complexity while maintaining analytical accuracy.
Despite some variations between SIM and EXP elastic modulus values, particularly for the 45_60 sample, the overall agreement was strong. For both the 90_y and 45_y patterns, FEM overestimated elastic modulus at low infill densities but achieved the best convergence at higher densities. These findings validate the effectiveness of FEM simulations in capturing the essential mechanical properties of 3D-printed structures, supporting the potential of AM PLA structures for load-bearing applications in tissue engineering.
However, experimental results exhibited variability, likely due to uncertainties in filament–joint geometry and printing-induced defects. A sensitivity analysis incorporating geometrical fluctuations through FEM helped interpret this variability.
The influence of Lxy was particularly significant for 45_y structures, where a non-linear relationship with elastic modulus was observed. Additionally, Rf played a crucial role in determining elastic moduli, interacting with Lxy to affect mechanical performance. Variations in layer thickness (Dz) also impacted mechanical properties, though no synergistic effect between Dz and Rf was detected.
This study established a framework for correlating 3D-printed structures with their mechanical properties across a wide range of elastic moduli. Such insights enable the design of PLA unit cells tailored for various biomedical applications and in particular personalized bone defect treatments.
In fact, a crucial aspect of bone defect treatment lies in matching the mechanical properties of the obtained scaffolds to those of biological tissues with similar characteristics. According to the experimental data analyzed in the present work, the mechanical properties of the fabricated scaffolds varied depending on the architectures (i.e., 45/90) and porosity. The elastic moduli ranged from ~30 MPa to ~500 MPa, while the tensile strength ranged from ~1.5 MPa to ~13.5 MPa. In contrast, the elongation at break varied from ~14% for the softest architecture to ~3% for the stiffest one.
Trabecular bone could be a key target for this work, as the scaffold mechanical properties align well with those of this specific tissue. The elastic modulus with values between 100 MPa and 500 MPa was reported for trabecular bone samples from specific anatomical sites, including the vertebra, greater trochanter and femoral tibia. Additionally, the tensile strength in the human trabecular bone was reported to vary between 2 MPa for vertebral trabecular bone and 7 MPa for distal femoral bone [
47,
48].
Mosekilde et al. also characterized the mechanical properties of vertebral trabecular bone along the vertical direction and reported a value of about 67 MPa for the elastic modulus, 2.45 MPa for the tensile strength, and an elongation at break of 7.4% [
49]. Based on our data, the scaffold here analyzed with a 45° architecture and a density around 60% reasonably fell within this range, becoming a potential candidate for bone vertebral applications. Preliminary biological tests conducted at 72 h showed that the proposed scaffolds also supported the in vitro growth of human MSCs, which adhered well to the printed filaments, overall suggesting a potential for their application as regenerative and supporting scaffolds in specific bone defects.
Future work will extend this model to account for non-linear mechanical behavior, incorporating viscoelastic properties of thermoplastics such as PLA. Enhancing predictive accuracy in this manner will expand the applicability of AM structures in biomedical engineering, facilitating the development of implants that closely mimic natural bone mechanics. Such improvements are crucial for successful graft integration, promising better outcomes in bone repair and reconstruction.
5. Conclusions
In this study, we investigated FDM structures fabricated via 3D printing with varying infill patterns (0/90°, −45/45°) and densities (40%, 60%, 80% and 100%) using experimental (EXP) and simulation (SIM) techniques. The objective was to develop a predictive model for the mechanical properties of inherently porous scaffolds designed for bone tissue engineering. The collected data covered a broad range of elastic moduli and elongations at break. Finite element modeling (FEM) proved to be a valuable tool for predicting the mechanical properties within the elastic region of 3D-printed PLA specimens with different infill patterns and densities. The EXP results and SIM analyses were generally in good agreement; however, some discrepancies were observed, which could be attributed to certain limitations, such as the approximation of the material as isotropic and elastic, the presence of defects and inhomogeneities in the 3D-printed structure, and incomplete knowledge of the mechanical behavior and geometry of filament–filament welds.
Sensitivity analysis revealed that several geometric parameters significantly influenced the elastic properties of 3D-printed PLA structures. Lxy had a critical impact, particularly in 45_y structures, where a non-linear relationship with the elastic modulus was observed. Rf also played a significant role, interacting synergistically with Lxy at filament junctions and affecting the overall structural performance. Additionally, variations in Dz strongly influenced the elastic modulus, as it was directly related to interlayer bonding. Furthermore, the impact of defects, specifically in the form of localized filament diameter restrictions, was quantified.
Overall, this study provides a solid foundation for further research into optimizing 3D-printed structures for tailored mechanical applications in load-bearing scaffolds for tissue engineering. It also highlights opportunities for improvement in both material properties and modeling techniques.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}