
Development of Lightweight Thermoplastic Acrylic PMMA Composites and Characterization of Their Mechanical Properties


Abstract
1. Introduction
2. Methodology
2.1. Materials
2.2. Resin Curing Process
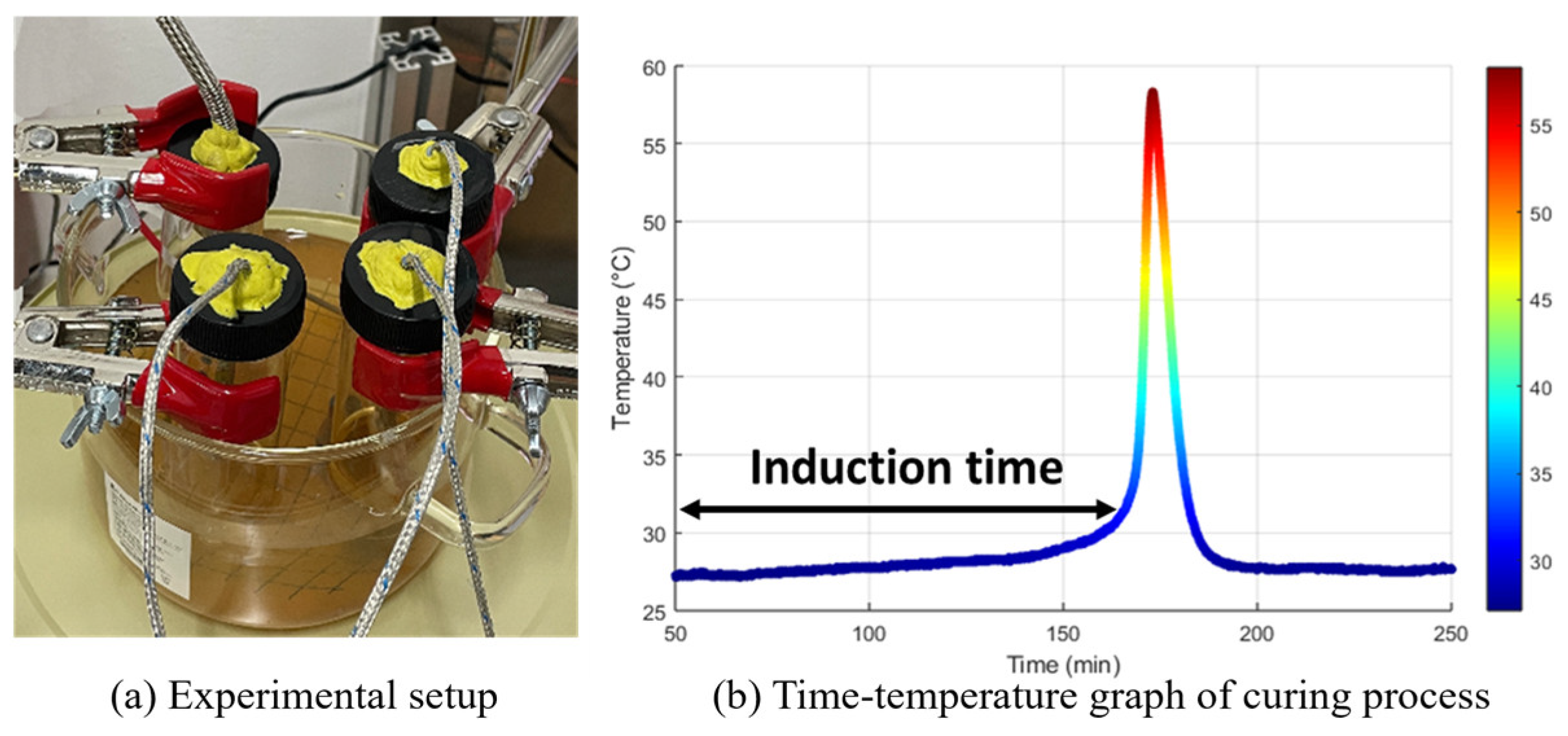
2.3. Induction Time Measurement
2.4. Resin Specimen Preparation and Tensile Testing
3. Polymerization Cases of MMA with Various BPO and DMA Concentrations
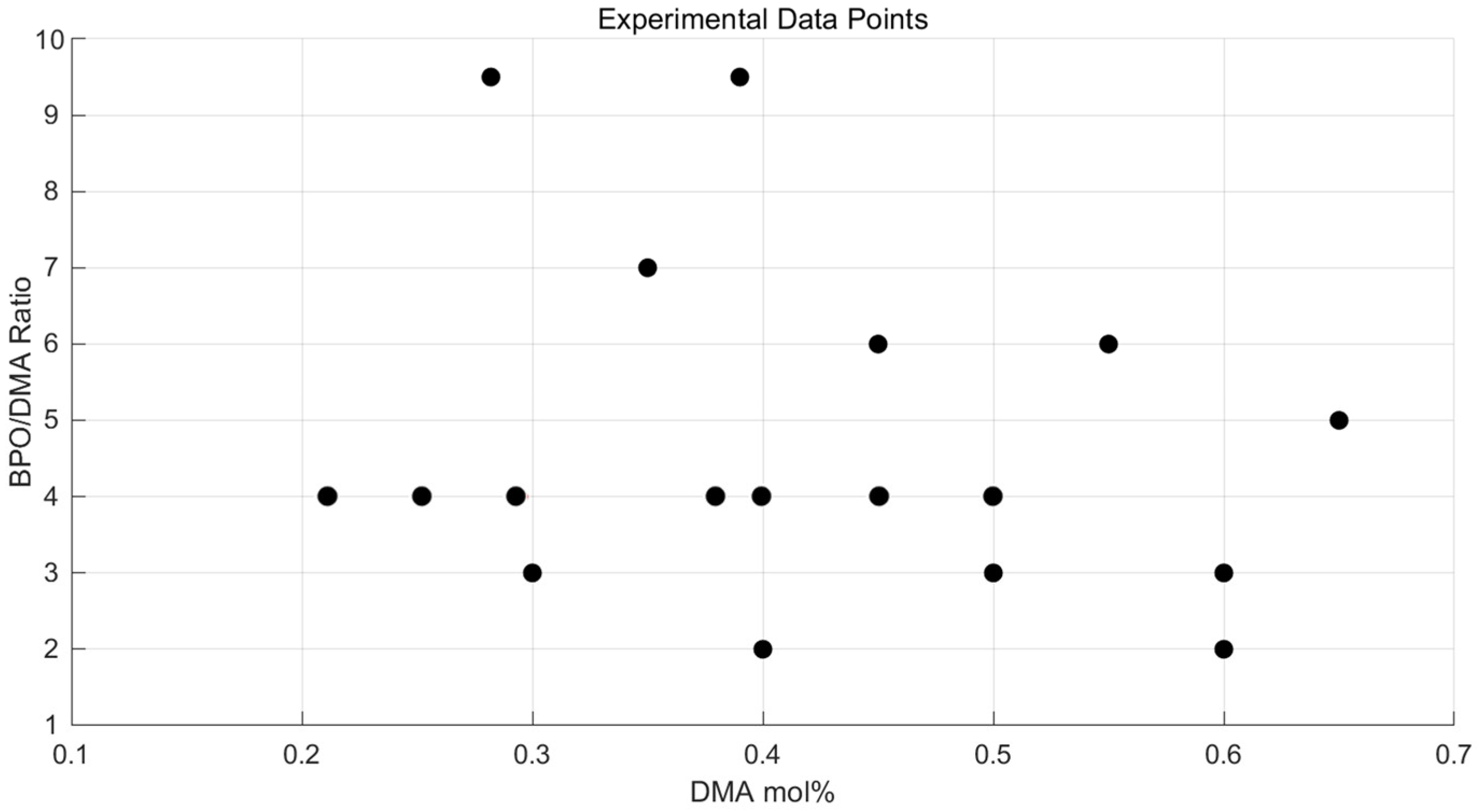
3.1. Experimental Design and Variable Selection
3.2. Measurement of Induction Time
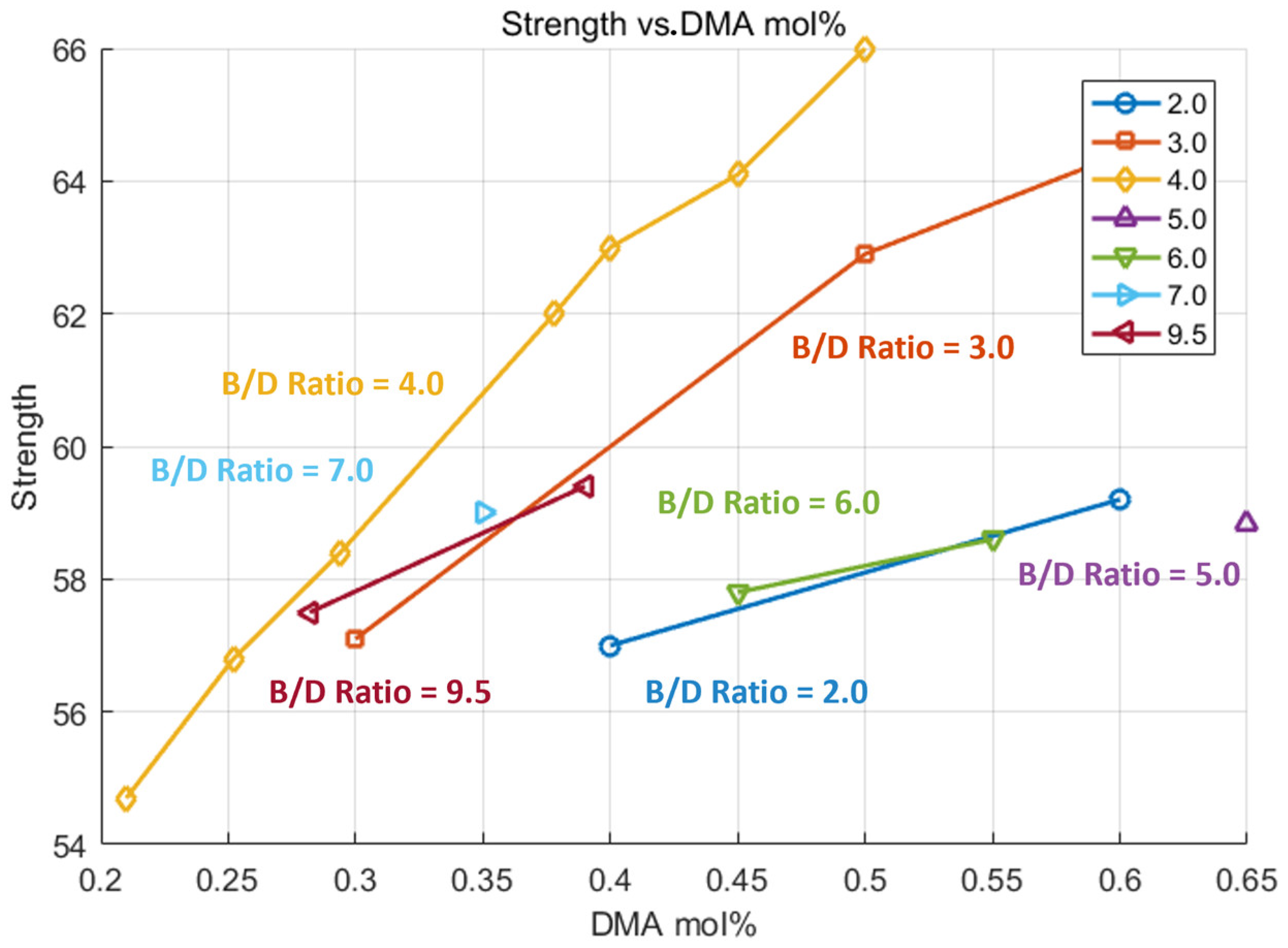
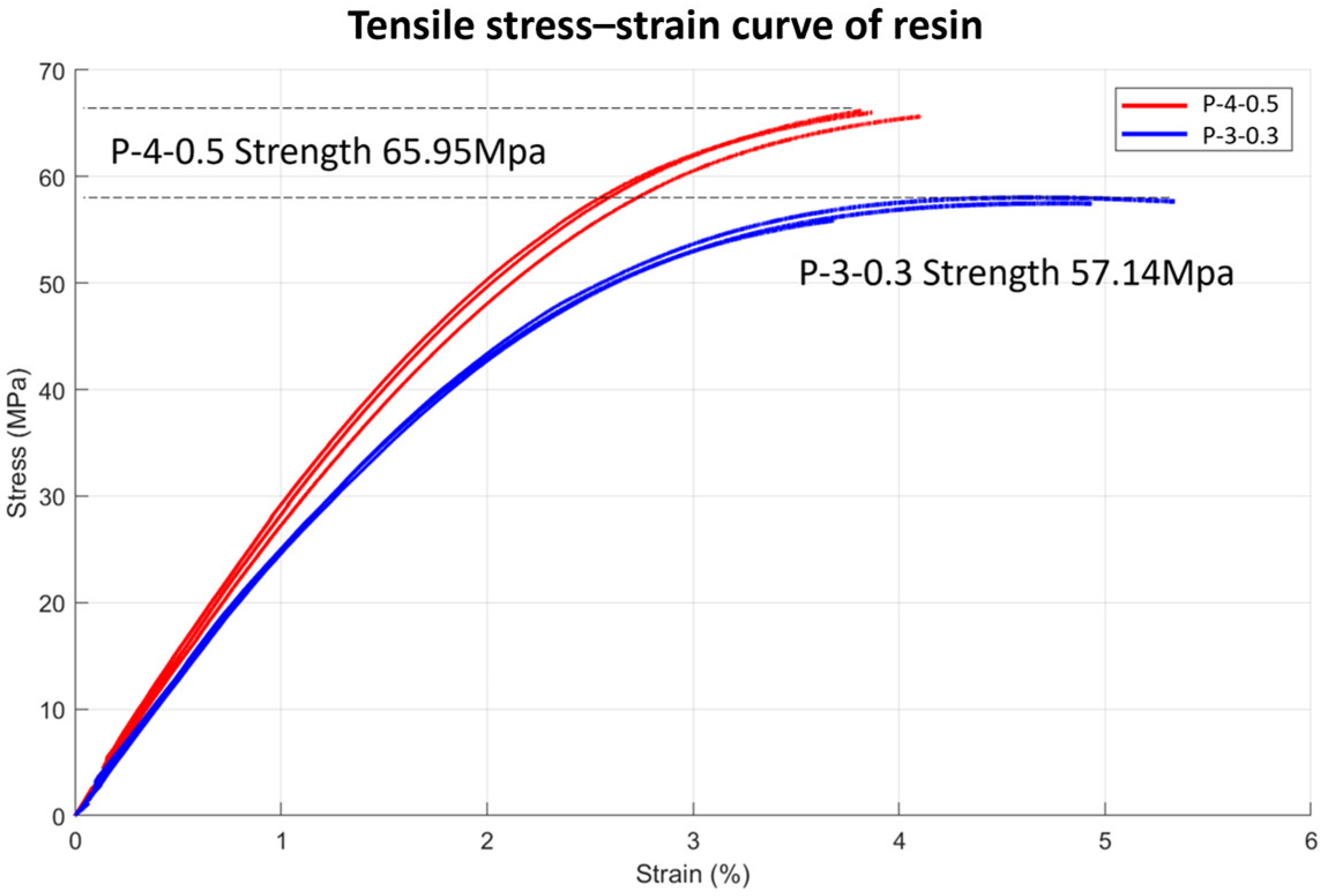
3.3. Measurement of Strengths
4. Predictive Modeling for Resin Optimization
4.1. Quadratic Regression Model
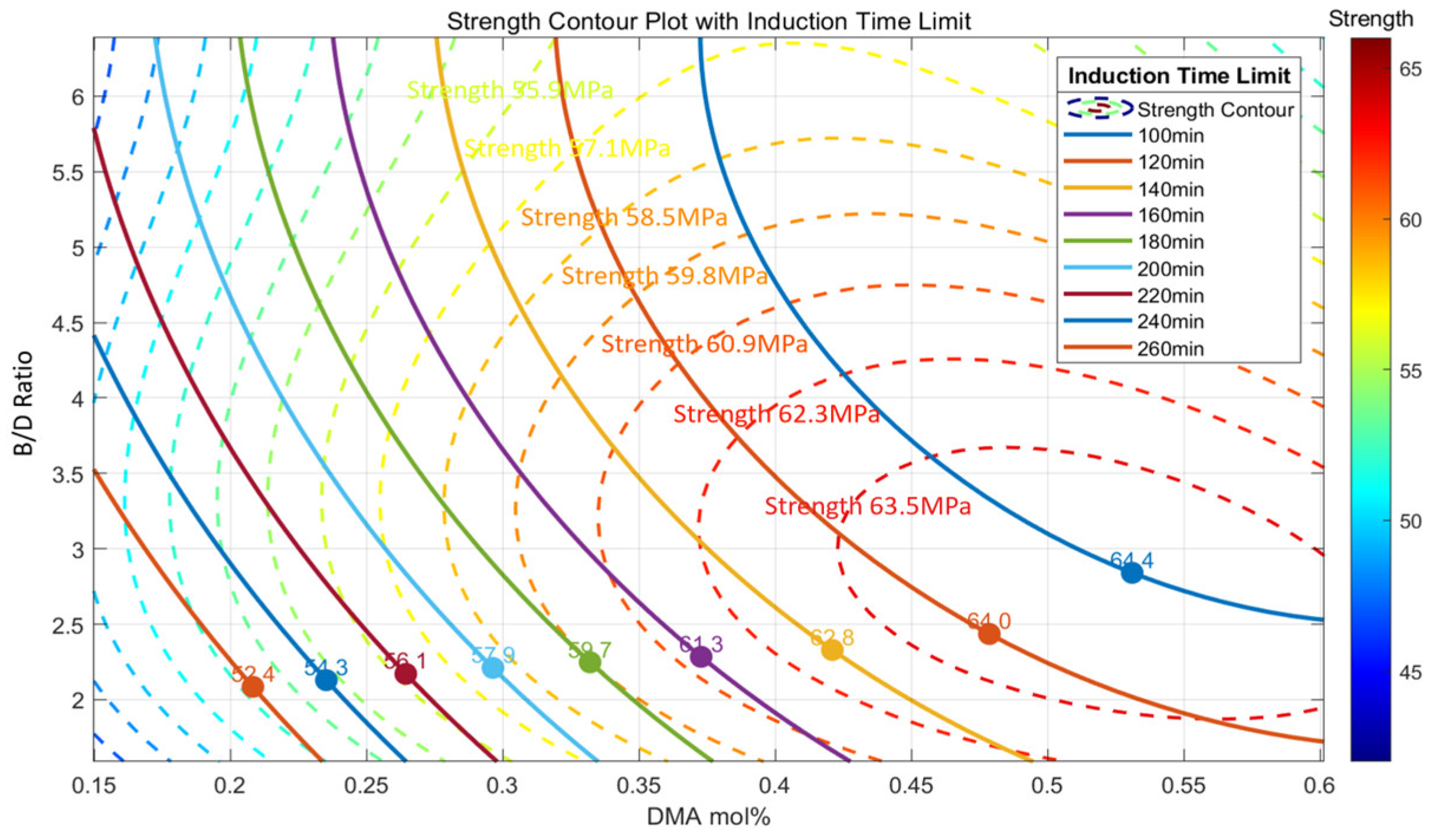
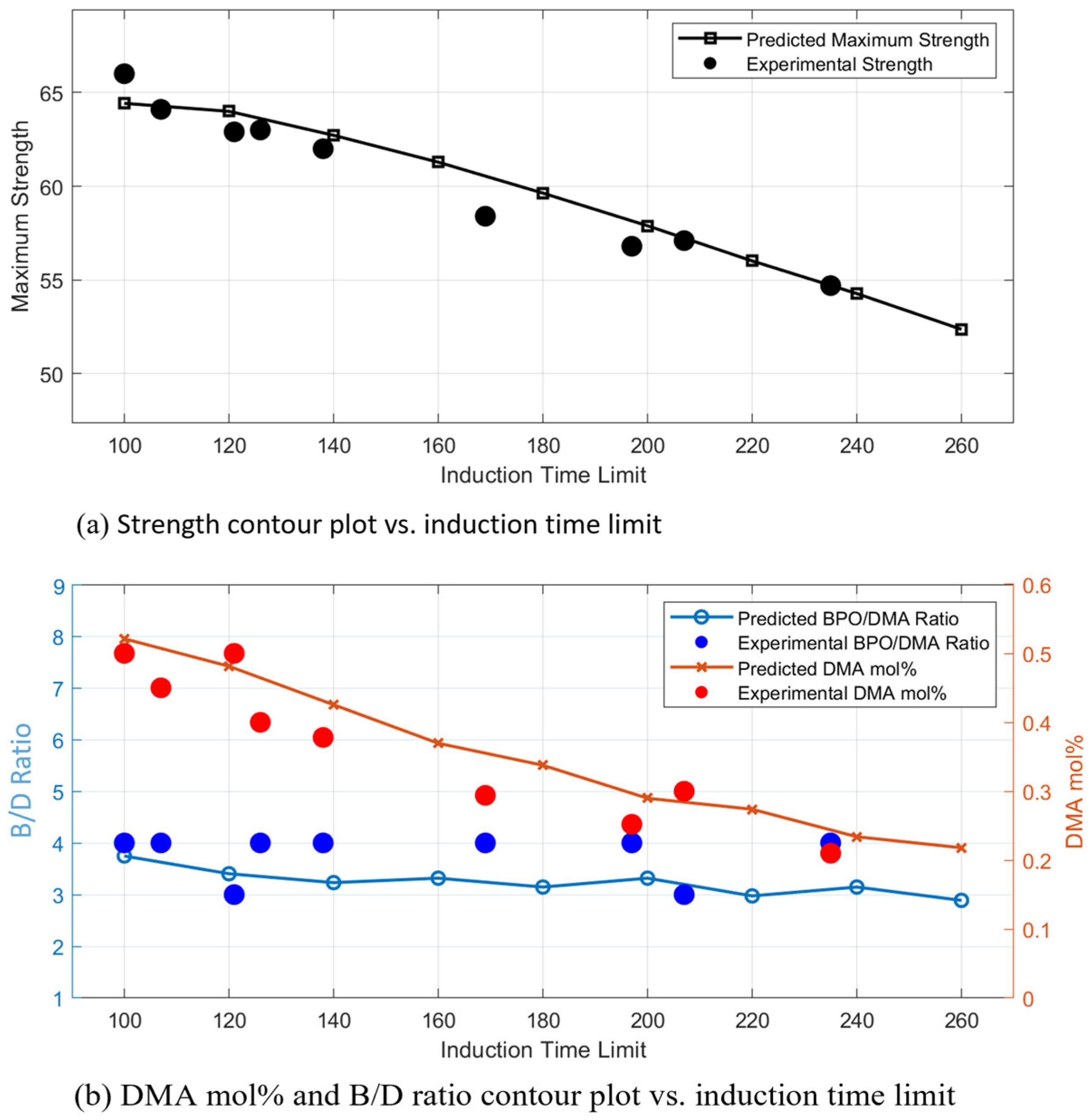
4.2. Prediction of Maximum Strength for a Given Induction Time Limit
5. Validation Through Composite Testing
5.1. Composite Panel Fabrication
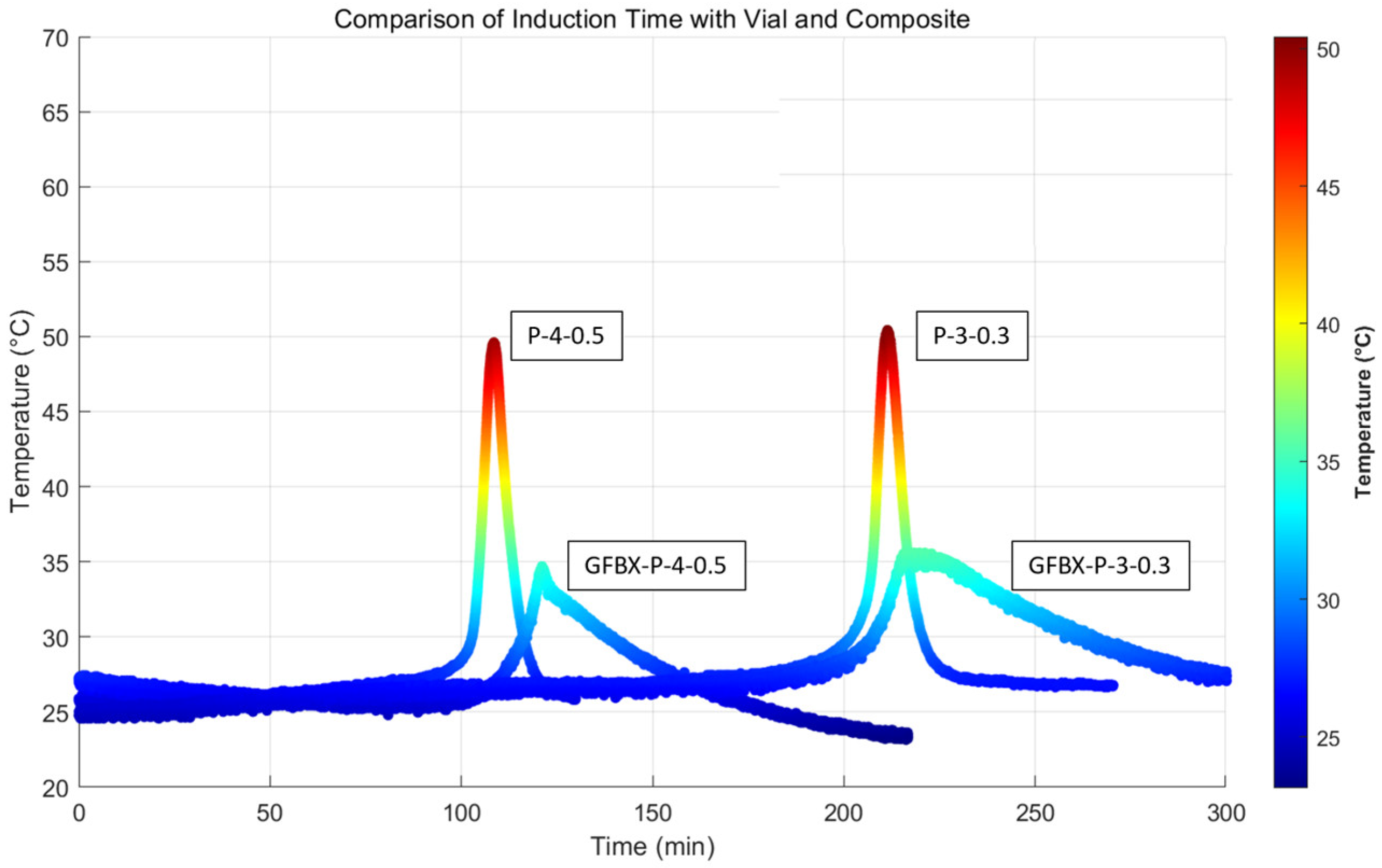
5.2. Induction Time Evaluation in Composite Panels
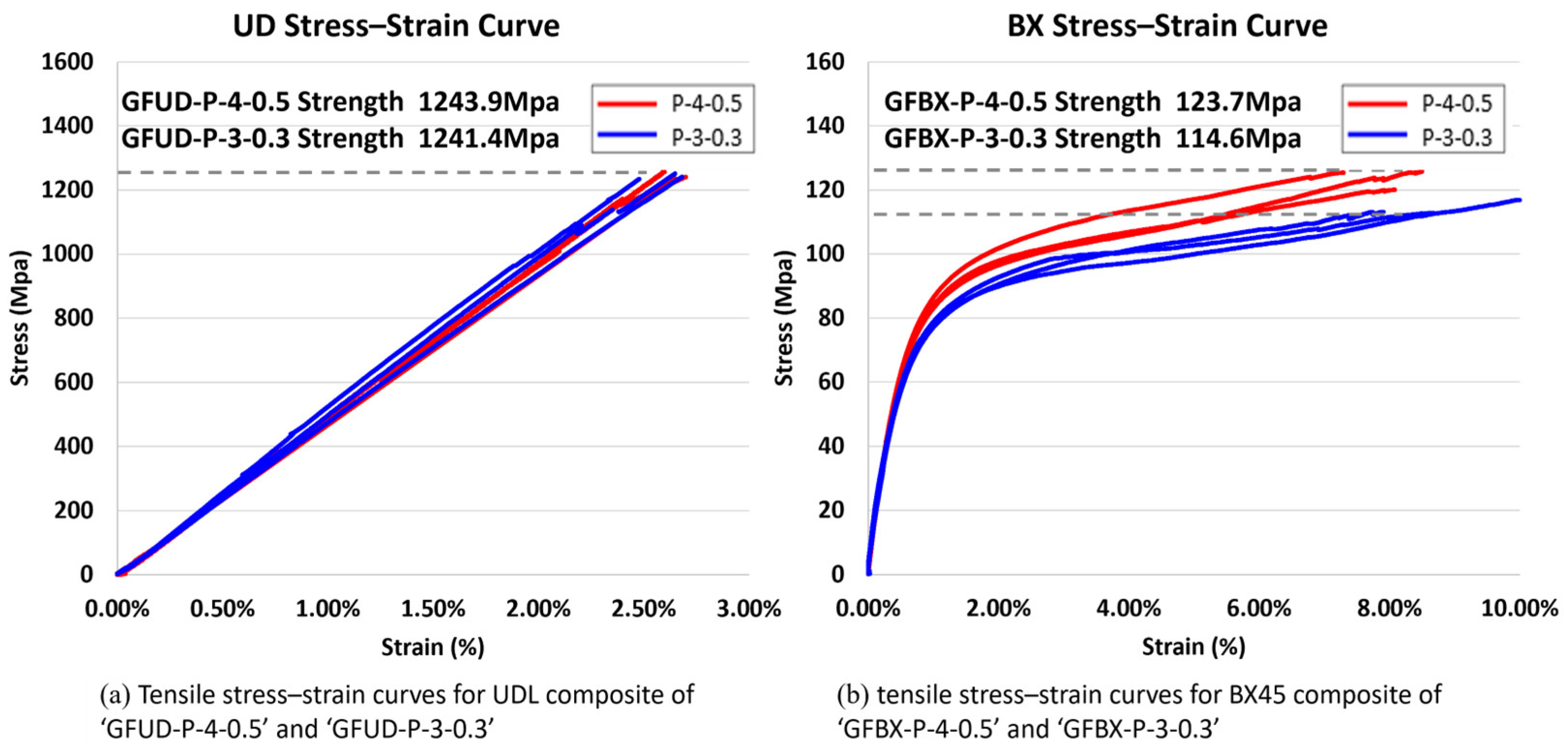
5.3. Tensile Tests of Glass/PMMA Composites
6. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Parliament. Green Deal: Key to a Climate-Neutral and Sustainable EU. Available online: https://www.europarl.europa.eu/topics/en/article/20200618STO81513/green-deal-key-to-a-climate-neutral-and-sustainable-eu (accessed on 30 May 2025).
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling Glass Fiber Thermoplastic Composites from Wind Turbine Blades. J. Clean. Prod. 2019, 209, 1252–1263. [Google Scholar] [CrossRef]
- Zhang, J.; Gosselin, F.P.; Krauklis, A.E. Current Status of Carbon Fibre and Carbon Fibre Composites Recycling. Compos. Part B 2020, 193, 108053. [Google Scholar] [CrossRef]
- Tschentscher, C.; Gebhardt, M.; Chakraborty, S.; Meiners, D. Recycling of Elium CFRPs for High-Temperature Dissolution: A Study with Different Solvents; Conference Paper; Technische Universität Clausthal: Düren, Germany, 2021. [Google Scholar]
- University of Cambridge. Wind Turbine Blade Waste in 2050. Available online: https://www.repository.cam.ac.uk/items/11ddf6dd-5682-467b-95a5-f3c25338c6a8 (accessed on 30 May 2025).
- Carnicero, R.; Cano, L.; Lopez-Manchado, M.; Verdejo, R.A. Manufacturing, Testing and Recycling of a Small Recyclable Wind Turbine Blade. J. Phys. 2022, 2265, 032013. [Google Scholar] [CrossRef]
- Aditya Birla Chemicals. Aditya Birla Advanced Materials and Siemens Gamesa Successfully Created the Recyclable Blade. Available online: https://www.adityabirlachemicals.com/story-inner/aditya-birla-advanced-materials-and-siemens-gamesa-successfully-created-the-recyclableblade (accessed on 30 May 2025).
- Swancor. Swancor and Partners Develop Recyclable Wind Turbine Blades. Available online: http://www.swancor.com.cn/en/news_detail.aspx?id=253 (accessed on 30 May 2025).
- Arkema, Biggest Recyclable Wind Turbine Blade Using Elium® Resin. Available online: https://www.arkema.com/global/en/media/newslist/news/global/corporate/2022/20220321-biggest-recyclable-wind-turbine-blade-elium-resin/ (accessed on 30 May 2025).
- Suzuki, Y.; Przesławski, G.; Samad, H.A. Phase Separation During Bulk Polymerization of Methyl Methacrylate. Polym. J. 2019, 51, 423–431. [Google Scholar] [CrossRef]
- Frej, H.B.H.; Léger, R.; Perrin, D.; Ienny, P.; Gérard, P.; Devaux, J.-F. Recovery and Reuse of Carbon Fibre and Acrylic Resin. Resour. Conserv. Recycl. 2021, 173, 105705. [Google Scholar] [CrossRef]
- Murray, R.E.; Snowberg, D.; Berry, D.; Beach, R.; Rooney, S.; Swan, D. Manufacturing a 9-Meter Thermoplastic Composite Wind Turbine Blade. In Proceedings of the American Society for Composites, 32nd Technical Conference, West Lafayette, IN, USA, 23–25 October 2017; p. 32, Preprint. [Google Scholar]
- Zhang, J.; Li, Z.; Liu, Z.; Li, M.; Guo, J.; Du, J.; Cai, C.; Zhang, S.; Sun, N.; Li, Y.; et al. Reprocessable and Tough Thermosetting Polymers with Robust Shape Memory and Self-Healing Functions. Adv. Mater. 2024, e2419081. [Google Scholar] [CrossRef]
- Arwood, Z.; Cousins, D.S.; Young, S.; Stebner, A.P.; Penumadu, D. Infusible Thermoplastic Composites for Wind Turbine Blade Manufacturing: Static Characterization of Thermoplastic Laminates. Compos. Part C Open Access 2023, 11, 100365. [Google Scholar] [CrossRef]
- Cousins, D.S.; Howell, J.; Suzuki, Y.; Samaniuk, J.R.; Stebner, A.P.; Dorgan, J.R. Infusible Acrylic Thermoplastic Resins: Tailoring of Chemorheological Properties. J. Appl. Polym. Sci. 2019, 136, 48006. [Google Scholar] [CrossRef]
- Li, Y.; Guo, H. Crosslinked Poly(methyl methacrylate) with Perfluorocyclobutyl Aryl Ether Moiety as Crosslinking Unit. RSC Adv. 2020, 10, 1981–1988. [Google Scholar] [CrossRef] [PubMed]
- Yuan, M. Development of Synthesis and Application of High Molecular Weight Poly(Methyl Methacrylate). Polymers 2022, 14, 2632. [Google Scholar] [CrossRef] [PubMed]
- Samad, H.A.; Jaafar, M. Effect of Polymethyl Methacrylate (PMMA) Powder to Liquid Monomer Ratio on Properties of PMMA Cement. Polym.-Plast. Technol. Eng. 2009, 48, 554–560. [Google Scholar] [CrossRef]
- Yeon, K.S.; Cha, J.Y. Effects of DMT and TMPTMA on Working Life of Acrylic Polymer Concrete Exposed to Low Curing Temperatures. Polymers 2015, 7, 1587–1598. [Google Scholar] [CrossRef]
- Muthukumar, M.; Mohan, D. Optimization of Mechanical Properties of Polymer Concrete and Mix Design Recommendation. J. Appl. Polym. Sci. 2004, 94, 1107–1116. [Google Scholar] [CrossRef]
- Siot, A. Dispersion Control of Raw and Modified Silica Particles in PMMA: Impact on Mechanical Properties. Compos. Part B 2019, 157, 163–172. [Google Scholar] [CrossRef]
- Przesławski, G. Influence of Initiator Concentration on the Polymerization Course of Methacrylate Bone Cement. Polymers 2022, 14, 5005. [Google Scholar] [CrossRef] [PubMed]
- Bhudolia, S.K. Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System. Materials 2017, 10, 293. [Google Scholar] [CrossRef] [PubMed]
- Suzuki, Y. Kinetics and Temperature Evolution During the Bulk Polymerization of Methyl Methacrylate. Compos. Part A 2018, 104, 60–67. [Google Scholar] [CrossRef]
- Gong, M. Optimization of Initiator Contents in Room Temperature Polymerization of Methyl Methacrylate. Polym. Polym. Compos. 2022, 30, 1–9. [Google Scholar] [CrossRef]
- ISO 527-2; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 2012.
- The MathWorks, Inc. MATLAB, Version 9.15 (R2024a); The MathWorks, Inc.: Natick, MA, USA, 2024. [Google Scholar]
- ASTM D3039; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Griffith, D.T.; Resor, B.R.; Ashwill, T.D. Challenges and Opportunities in Large Offshore Rotor Development: Sandia 100-Meter Blade Research. In Proceedings of the AWEA WINDPOWER 2012 Conference and Exhibition, Atlanta, GA, USA, 3–6 June 2012; Available online: https://citeseerx.ist.psu.edu/document?repid=rep1&type=pdf&doi=06c0b275241edb14eba94e918bcef65caaa54806 (accessed on 30 May 2025).
- Vieira, A.F.C.; Cavalcante, R.R.; Ribeiro, M.L.; Tita, V. Loading Rate Effect on the Tensile Properties of Glass Fiber Reinforced Castor Oil Polyurethane and Epoxy Resins. In Proceedings of the Meeting on Aeronautical Composite Materials and Structures (MACMS 2015), São José dos Campos, Brazil, 3–4 December 2015. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test ID: P-x-y | P-2-0.4 | P-2-0.6 | P-3-0.3 | P-3-0.5 | P-3-0.6 | P-4-0.21 | P-4-0.25 | P-4-0.29 | P-4-0.38 | P-4-0.4 | P-4-0.45 | P-4-0.5 | P-5-0.65 | P-6-0.45 | P-6-0.55 | P-7-0.35 | P-9.5-0.28 | P-9.5-0.39 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| B/D Ratio, x | 2 | 2 | 3 | 3 | 3 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 5 | 6 | 6 | 7 | 9.5 | 9.5 |
| DMA (mol%), y | 0.4 | 0.6 | 0.3 | 0.5 | 0.6 | 0.21 | 0.25 | 0.29 | 0.38 | 0.4 | 0.45 | 0.5 | 0.65 | 0.45 | 0.55 | 0.35 | 0.28 | 0.39 |
| p00 | p10 | p01 | p20 | p11 | p02 | p21 | p12 | p03 | |
|---|---|---|---|---|---|---|---|---|---|
| Strength, S | 15.68 | 107.99 | 11.46 | −65.25 | 8.51 | −2.76 | −15.36 | −0.32 | 0.19 |
| Induction Time, IT | 341.46 | 1507.63 | −54.04 | 836.73 | 23.78 | 3.52 | 0 | 0 | 0 |
| UDL | BX45 | ||||||
|---|---|---|---|---|---|---|---|
| P-3-0.3 | P-4-0.5 | Epoxy [30] | P-3-0.3 | P-4-0.5 | Epoxy [30] | Epoxy [31] | |
| Volume Fraction | 64% | 64% | 54% | 64% | 64% | 44% | - |
| Stiffness (Gpa) | 46.9 | 46.6 | 41.8 | 13.1 | 14.2 | 13.6 | 8.2 |
| Strength (Mpa) | 1241 | 1243.9 | 972 | 115 | 124 | 144 | 78.7 |
| Failure strain (%) | 2.65 | 2.65 | 2.44 | 9.02 | 7.96 | 2.16 | >10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Han, H.; Ahn, S.; Jung, S.; Ha, S.K. Development of Lightweight Thermoplastic Acrylic PMMA Composites and Characterization of Their Mechanical Properties. Polymers 2025, 17, 1563. https://doi.org/10.3390/polym17111563
Sun J, Han H, Ahn S, Jung S, Ha SK. Development of Lightweight Thermoplastic Acrylic PMMA Composites and Characterization of Their Mechanical Properties. Polymers. 2025; 17(11):1563. https://doi.org/10.3390/polym17111563
Chicago/Turabian StyleSun, Jiming, Hyeonseok Han, Sooyeon Ahn, Seongsu Jung, and Sung Kyu Ha. 2025. "Development of Lightweight Thermoplastic Acrylic PMMA Composites and Characterization of Their Mechanical Properties" Polymers 17, no. 11: 1563. https://doi.org/10.3390/polym17111563
APA StyleSun, J., Han, H., Ahn, S., Jung, S., & Ha, S. K. (2025). Development of Lightweight Thermoplastic Acrylic PMMA Composites and Characterization of Their Mechanical Properties. Polymers, 17(11), 1563. https://doi.org/10.3390/polym17111563