
Multifunctional Meta-Aramid Fabrics Enhanced with Inherent Flame-Retardant Polyurea Coatings: Integration of Mechanical Strength, Puncture Resistance, and Self-Healing Properties

Abstract
1. Introduction
2. Experiment
2.1. Materials
2.2. Preparation of Polyurea
2.2.1. Preparation of Terminated Polyether Amine D400-MIBK and D2000-MIBK
2.2.2. Fabrication of the Polyurea/Aramid Composite Fabric
- (1)
- Synthesis of Polyurea Prepolymer (Component A)
- (2)
- Formulation of Curing System (Component B)
- (3)
- Composite Integration
2.3. Characterization
3. Results and Discussion
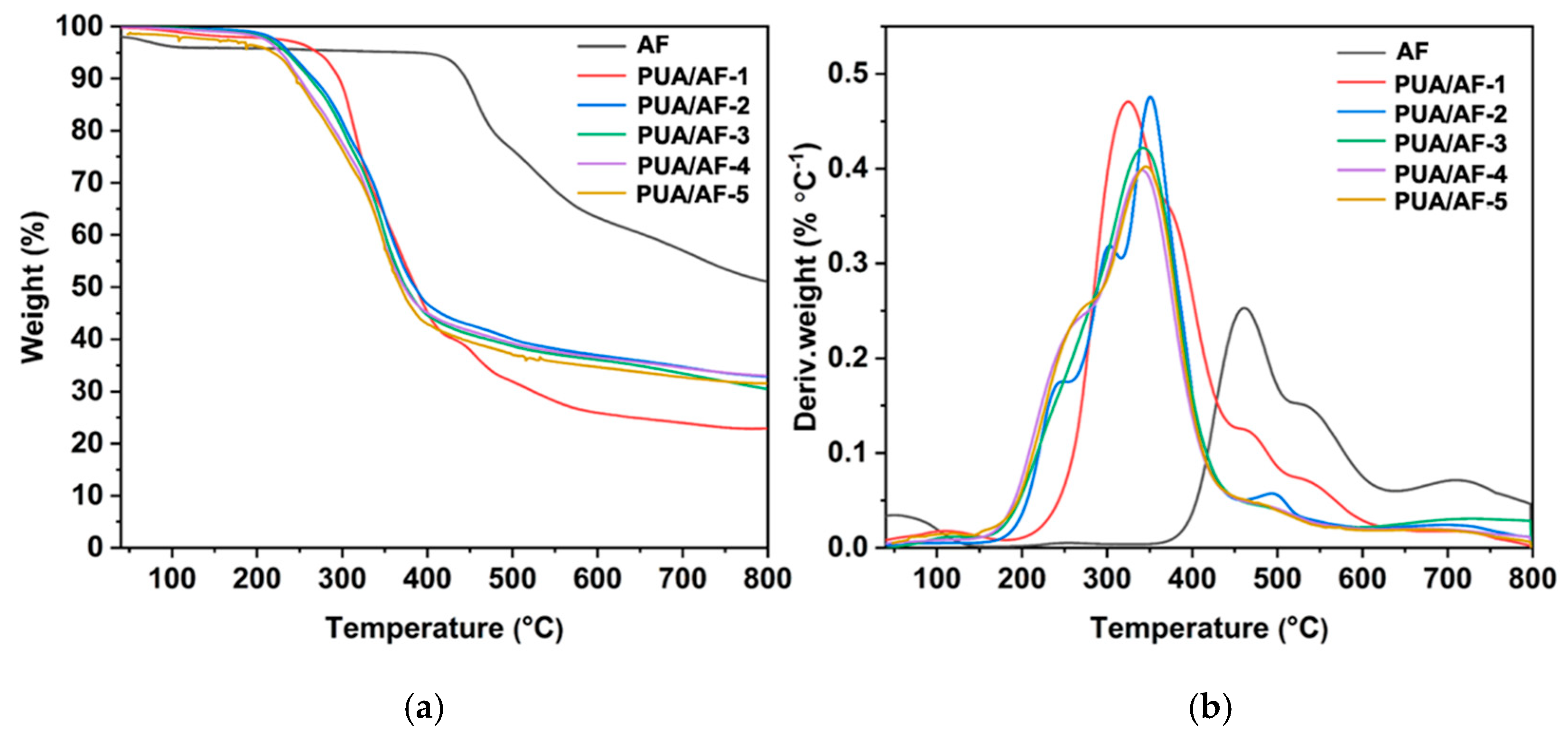
3.1. Thermal Stability
3.2. Flame Retardancy
3.3. Mechanical Properties
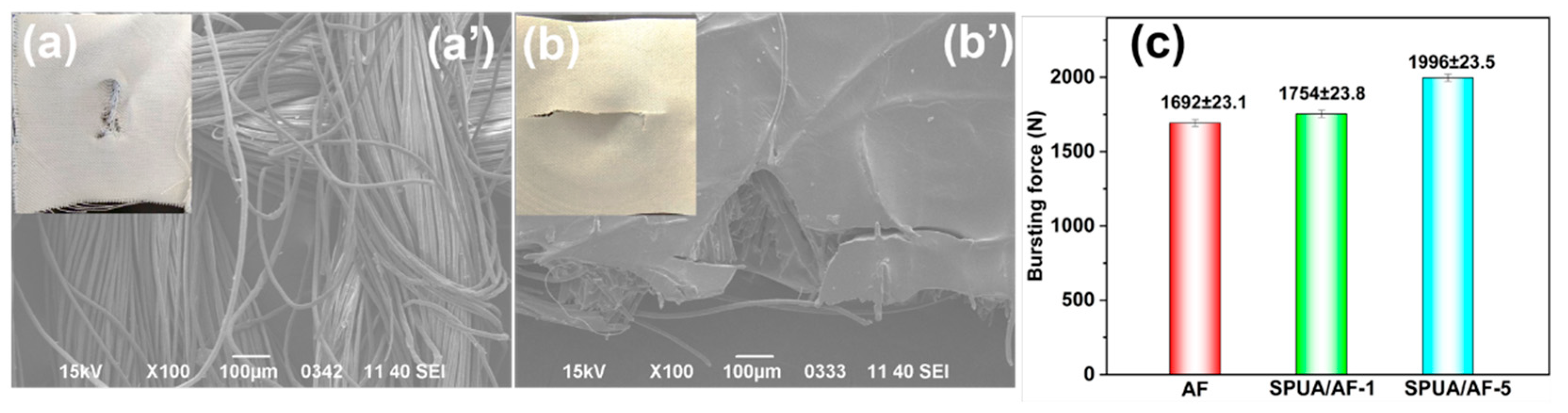
3.4. Puncture Resistance and Scratch Repair Property
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luo, C.; Sun, Y.; Wakatsuki, K.; Morikawa, H.; Bao, L. Consideration of Yarn Anisotropy in the Investigation of the Puncture Resistance of Fibrous Materials. Polymers 2022, 14, 883. [Google Scholar] [CrossRef] [PubMed]
- Gore, P.M.; Kandasubramanian, B. Functionalized aramid fibers and composites for protective applications: A review. Ind. Eng. Chem. Res. 2018, 57, 16537–16563. [Google Scholar] [CrossRef]
- Zhang, Z.; Qian, L.; Cheng, J.; Xie, Q.; Ma, C.; Zhang, G. Room-Temperature Self-Healing Polyurea with High Puncture and Impact Resistances. Chem. Mater. 2023, 35, 1806–1817. [Google Scholar] [CrossRef]
- Lee, Y.S.; Wetzel, E.D.; Wagner, N.J. The ballistic impact characteristics of Kevlar® woven fabrics impregnated with a colloidal shear thickening fluid. J. Mater. Sci. 2003, 38, 2825–2833. [Google Scholar] [CrossRef]
- Kang, T.J.; Hong, K.H.; Yoo, M.R. Preparation and properties of fumed silica/Kevlar composite fabrics for application of stab resistant material. Fiber. Polym. 2010, 11, 719–724. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Mishra, S.; Islam, E.; Nebhani, L. Tuning shear thickening behavior via synthesis of organically modified silica to improve impact resistance of Kevlar fabric. Mater. Today. Commun. 2020, 23, 100892. [Google Scholar] [CrossRef]
- Li, T.-T.; Cen, X.; Peng, H.; Ren, H.; Han, L.; Lou, C.-W.; Lin, J.-H. Rheological response and quasi-static stab resistance of STF/MWCNTs-impregnated aramid fabrics with different textures. J. Ind. Text. 2020, 50, 380–397. [Google Scholar] [CrossRef]
- Passey, P.; Singh, M.; Verma, S.K.; Bhattacharya, D.; Mehta, R. Steady shear and dynamic strain thickening of halloysite nanotubes and fumed silica shear thickening composite. J. Polym. Eng. 2018, 38, 915–923. [Google Scholar] [CrossRef]
- Mia, R.; Sultana, S.; Bhuiyan, S.K.; Islam, M. Improving ballistic performance of Kevlar fabrics by resin treatment. J. Text. Inst. 2022, 113, 1603–1626. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I. Ballistic impact mechanisms–a review on textiles and fibre-reinforced composites impact responses. Compos. Struct. 2019, 223, 110966. [Google Scholar] [CrossRef]
- Mayo, J.B., Jr.; Wetzel, E.D.; Hosur, M.V.; Jeelani, S. Stab and puncture characterization of thermoplastic-impregnated aramid fabrics. Int. J. Impact. Eng. 2009, 36, 1095–1105. [Google Scholar] [CrossRef]
- Kim, H.; Nam, I. Stab resisting behavior of polymeric resin reinforced p-aramid fabrics. J. Appl. Polym. Sci. 2012, 123, 2733–2742. [Google Scholar] [CrossRef]
- Lee, J.; Kim, S.S.; Kang, D.; Roh, C.; Kang, C. Physicochemical characterization of polyimide (PI)/p-aramid: New functional and safe materials with improved heat resistance by a simple coating of polyimide on the surface of p-aramid. Prog. Org. Coat. 2019, 127, 117–123. [Google Scholar] [CrossRef]
- Hicyilmaz, A.S.; Bedeloglu, A.C. Applications of polyimide coatings: A review. SN Appl. Sci. 2021, 3, 363. [Google Scholar] [CrossRef]
- Wang, Y.; Ding, L.; Lin, J.; Qiu, X.; Wu, C.; Liu, C.; Tian, Y.; Zhang, R.; Huang, W.; Ma, M. Recent developments in polyurea research for enhanced impact penetration resistance and blast mitigation. Polymers 2024, 16, 440. [Google Scholar] [CrossRef]
- Casalini, R.; Bogoslovov, R.; Qadri, S.B.; Roland, C.M. Nanofiller reinforcement of elastomeric polyurea. Polymer 2012, 53, 1282–1287. [Google Scholar] [CrossRef]
- Li, X.; Yuan, M.; Huang, C.; Wang, S. Influence of surface polyurea coating on the ballistic performance of kevlar fabric. Heliyon. 2024, 10, e29113. [Google Scholar] [CrossRef]
- Xie, J.; Pan, H.; Feng, Z.; Zhen, T.; Jiang, C.; Jiang, Y.; Li, X. Experimental study on the blast resistance of polyurea-coated aramid fabrics. Int. J. Impact. Eng. 2025, 195, 105120. [Google Scholar] [CrossRef]
- Iqbal, N.; Tripathi, M.; Parthasarathy, S.; Kumar, D.; Roy, P.K. Polyurea spray coatings: Tailoring material properties through chemical crosslinking. Prog. Org. Coat. 2018, 123, 201–208. [Google Scholar] [CrossRef]
- Iqbal, N.; Kumar, D.; Roy, P.K. Emergence of time-dependent material properties in chain extended polyureas. J. Appl. Polym. Sci. 2018, 135, 46730. [Google Scholar] [CrossRef]
- Lin, G.; Fu, T.; Qiu, Y.; Li, F.; Sun, W. Flame retardancy and anti-impact performance of polyurea composite coating reinforced by modified ammonium polyphosphate and two-dimensional nano-fillers. Prog. Org. Coat. 2023, 180, 107554. [Google Scholar] [CrossRef]
- Deng, H.; Guo, L.; Chen, K.; Zhang, P.; Xu, Y.; Song, N.; Tian, C.; Wang, J.; Liang, S. Highly flame retardant and mechanical strong polyurea through synergistic effects of aromatic dianhydride and ammonium polyphosphate. Polymer 2025, 317, 127951. [Google Scholar] [CrossRef]
- Dukarski, W.; Rykowska, I.; Krzyżanowski, P.; Gonsior, M. Flame Retardant Additives Used for Polyurea-Based Elastomers—A Review. Fire 2024, 7, 50. [Google Scholar] [CrossRef]
- Zhao, Y.-C.; Wang, X.-Y.; Shang, K.; Zhao, B. Solvent-free, slow-curing, and corrosion-resistant flame retardant polyurea enabled by a Schiff base latent curing agent and phosphate polyol. Polym. Test. 2025, 145, 108754. [Google Scholar] [CrossRef]
- Tu, J.; Xu, H.; Tian, J.-Q.; Li, H.-Z.; Liang, L.; Li, P.-Y.; Guo, X.-D. A novel, high strength, ultra-fast room temperature self-healing elastomers via structural functional region optimization strategy. Chem. Eng. J. 2023, 465, 142887. [Google Scholar]
- Perepelkin, K.E.; Andreeva, I.V.; Pakshver, E.A.; Morgoeva, I.Y. Thermal Characteristics of Para-Aramid Fibres. Fibre Chem. 2003, 35, 265–269. [Google Scholar] [CrossRef]
- GB/T 5455-2014; Textiles-Burning Behaviour-Determination of Damaged Length, Afterglow Time and Afterflame Time of Vertically Oriented Specimens. China National Standardization Management Committee: Beijing, China, 2014.
- GB/T 5454-1997; Textiles-Burning Behaviour-Oxygen Index Method. China National Textile and Apparel Council: Beijing, China, 1997.
- ASTM D7309-2007; Standard Test Method for Determining Flammability Characteristics of Plastics and Other Solid Materials Using Microscale Combustion Calorimetry. ASTM International: West Conshohocken, PA, USA, 2007.
- BS 3424-1982; Testing Coated Fabrics—Part 5: Methods 7A, 7B and 7C. Methods for Determination of Tear Strength. British Standards Institution: London, UK, 1982.
- GB/T 3923.1-2013; Textiles-Tensile Properties of Fabrics-Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. China National Textile and Apparel Council: Beijing, China, 2013.
- ISO 13934-1:2013; Textiles-Tensile Properties of Fabrics-Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. International Organization for Standardization: Geneva, Switzerland, 2013.
- ASTM D2256/D2256M-21; Standard Test Method for Tensile Properties of Yarns by the Single-Strand Method. ASTM International: West Conshohocken, PA, USA, 2021.
- GB/T 19976-2005; Textiles-Determination of Bursting Strength-Steel Ball Method. China National Textile and Apparel Council: Beijing, China, 2005.
- Ning, J.; Tian, C.; Yang, Y.; Huang, L.; Lv, J.; Zeng, F.; Liu, Q.; Zhao, F.; Kong, W.; Cai, X. A novel intrinsic semi-aromatic polyamide dielectric toward excellent thermal stability, mechanical robustness and dielectric performance. Polymer 2021, 234, 124233. [Google Scholar] [CrossRef]
- Li, X.-J.; Liu, C.; Zhang, C.-Y.; Shao, Z.-B.; Zhao, B. Self-assembly of triazolyl-based cyclomatrix polyphosphazene and melamine cyanurate for flame-retardant, smoke-suppressing, and mechanically robust epoxy resin. Polym. Degrad. Stabil. 2025, 235, 111268. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Y.; Zhao, C.; Xu, Z.; Gu, G.; Meng, Q. High-strength, recyclable and healable polyurea/aramid fiber elastomeric composites. Polym. Compos. 2024, 45, 12118–12131. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Dong, C.; Li, R.; Zhang, X.; Wang, T.; Zhang, K. Transparent, thermal stable, water resistant and high gas barrier films from cellulose nanocrystals prepared by reactive deep eutectic solvents. Inter. J. Biol. Macromol. 2024, 276, 134107. [Google Scholar] [CrossRef]
- Huang, T.-T.; Yan, H.; Zhang, C.-Y.; Shao, Z.-B.; Zhao, B. A tannic acid/phosphazene-based multifunctional coating: Integrating flame retardancy, hydrophobicity, antibacterial property, and UV resistance into cotton. Ind. Crop. Prod. 2024, 222, 119686. [Google Scholar] [CrossRef]
- Zhao, B.; Kolibaba, T.J.; Lazar, S.; Grunlan, J.C. Environmentally-benign, water-based covalent polymer network for flame retardant cotton. Cellulose 2021, 28, 5855–5866. [Google Scholar] [CrossRef]
- Wang, B.-H.; Zhang, L.-Y.; Song, W.-M.; Liu, Y. Alkaline amino acid modification based on biological phytic acid for preparing flame-retardant and antibacterial cellulose-based fabrics. Inter. J. Biol. Macromol. 2024, 276, 134002. [Google Scholar] [CrossRef]
- Yin, Z.-Z.; Huang, T.-T.; Shao, Z.-B.; Zhao, B. Development of fire-resistant PVA films with superior toughness, self-healing, and antibacterial properties via a phosphazene molecule. Prog. Org. Coat. 2025, 198, 108881. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Component A | Component B | Exolit OP550 Loadings in Coatings (wt%) | ||||
|---|---|---|---|---|---|---|---|
| IPDI (mol) | Exolit OP550 (mol) | D2000-MIBK (mol) | D400-MIBK (mol) | E100 (mol) | E300 (mol) | ||
| AF | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| PUA/AF-1 | 0.54 | 0 | 0.09 | 0.36 | 0.03 | 0.03 | 0 |
| PUA/AF-2 | 0.83 | 0.28 | 0.09 | 0.36 | 0.03 | 0.03 | 21.9 |
| PUA/AF-3 | 0.87 | 0.32 | 0.09 | 0.36 | 0.03 | 0.03 | 24.1 |
| PUA/AF-4 | 0.91 | 0.36 | 0.09 | 0.36 | 0.03 | 0.03 | 25.9 |
| PUA/AF-5 | 0.95 | 0.40 | 0.09 | 0.36 | 0.03 | 0.03 | 27.6 |
| Sample | T5% (°C) | Tmax (°C) | Char Residue at 800 °C (wt%) | Exolit OP550 Loadings in Coatings (wt%) |
|---|---|---|---|---|
| AF | 387.3 | 461.1 | 51.2 | 0 |
| PUA/AF-1 | 271.3 | 324.4 | 22.9 | 0 |
| PUA/AF-2 | 238.1 | 351.1 | 33.4 | 21.9 |
| PUA/AF-3 | 233.9 | 340.2 | 31.6 | 24.1 |
| PUA/AF-4 | 227.2 | 340.9 | 33.1 | 25.9 |
| PUA/AF-5 | 218.9 | 345.8 | 32.9 | 27.6 |
| Sample | LOI (%) | After-Flame Time (s) | After-Glow Time (s) | Char Length (cm) a |
|---|---|---|---|---|
| AF | 31.4 | 0 | 0 | 0.5 |
| PUA/AF-1 | 20.9 | 16 ± 3 | 0 | - |
| PUA/AF-2 | 26.5 | 15 ± 3 | 0 | - |
| PUA/AF-3 | 26.9 | 15 ± 2 | 0 | - |
| PUA/AF-4 | 27.4 | 14 ± 3 | 0 | - |
| PUA/AF-5 | 27.8 | 0 | 0 | 3.2 |
| Sample | PHRR (W g−1) | THR (kJ g−1) | HRC (J g−1 K−1) | Residue (wt%) |
|---|---|---|---|---|
| AF | 41.1 | 6.4 | 45 | 37 |
| PUA/AF-1 | 232.7 | 22.4 | 244 | 21 |
| PUA/AF-5 | 144.3 | 14.4 | 145 | 39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, K.; Zhao, Y.; Shang, K.; Zhao, B. Multifunctional Meta-Aramid Fabrics Enhanced with Inherent Flame-Retardant Polyurea Coatings: Integration of Mechanical Strength, Puncture Resistance, and Self-Healing Properties. Polymers 2025, 17, 1529. https://doi.org/10.3390/polym17111529
Yang K, Zhao Y, Shang K, Zhao B. Multifunctional Meta-Aramid Fabrics Enhanced with Inherent Flame-Retardant Polyurea Coatings: Integration of Mechanical Strength, Puncture Resistance, and Self-Healing Properties. Polymers. 2025; 17(11):1529. https://doi.org/10.3390/polym17111529
Chicago/Turabian StyleYang, Kang, Yuncheng Zhao, Ke Shang, and Bin Zhao. 2025. "Multifunctional Meta-Aramid Fabrics Enhanced with Inherent Flame-Retardant Polyurea Coatings: Integration of Mechanical Strength, Puncture Resistance, and Self-Healing Properties" Polymers 17, no. 11: 1529. https://doi.org/10.3390/polym17111529
APA StyleYang, K., Zhao, Y., Shang, K., & Zhao, B. (2025). Multifunctional Meta-Aramid Fabrics Enhanced with Inherent Flame-Retardant Polyurea Coatings: Integration of Mechanical Strength, Puncture Resistance, and Self-Healing Properties. Polymers, 17(11), 1529. https://doi.org/10.3390/polym17111529