
Evaluation of the Mechanical Properties of Highly Oriented Recycled Carbon Fiber Composites Using the Vacuum-Assisted Resin Transfer Molding, Wet-Layup, and Resin Transfer Molding Methods


Abstract
1. Introduction
2. Materials and Methods
2.1. Highly Oriented rCF Nonwoven Fabric
2.2. VaRTM, Wet-Layup, and RTM Methods
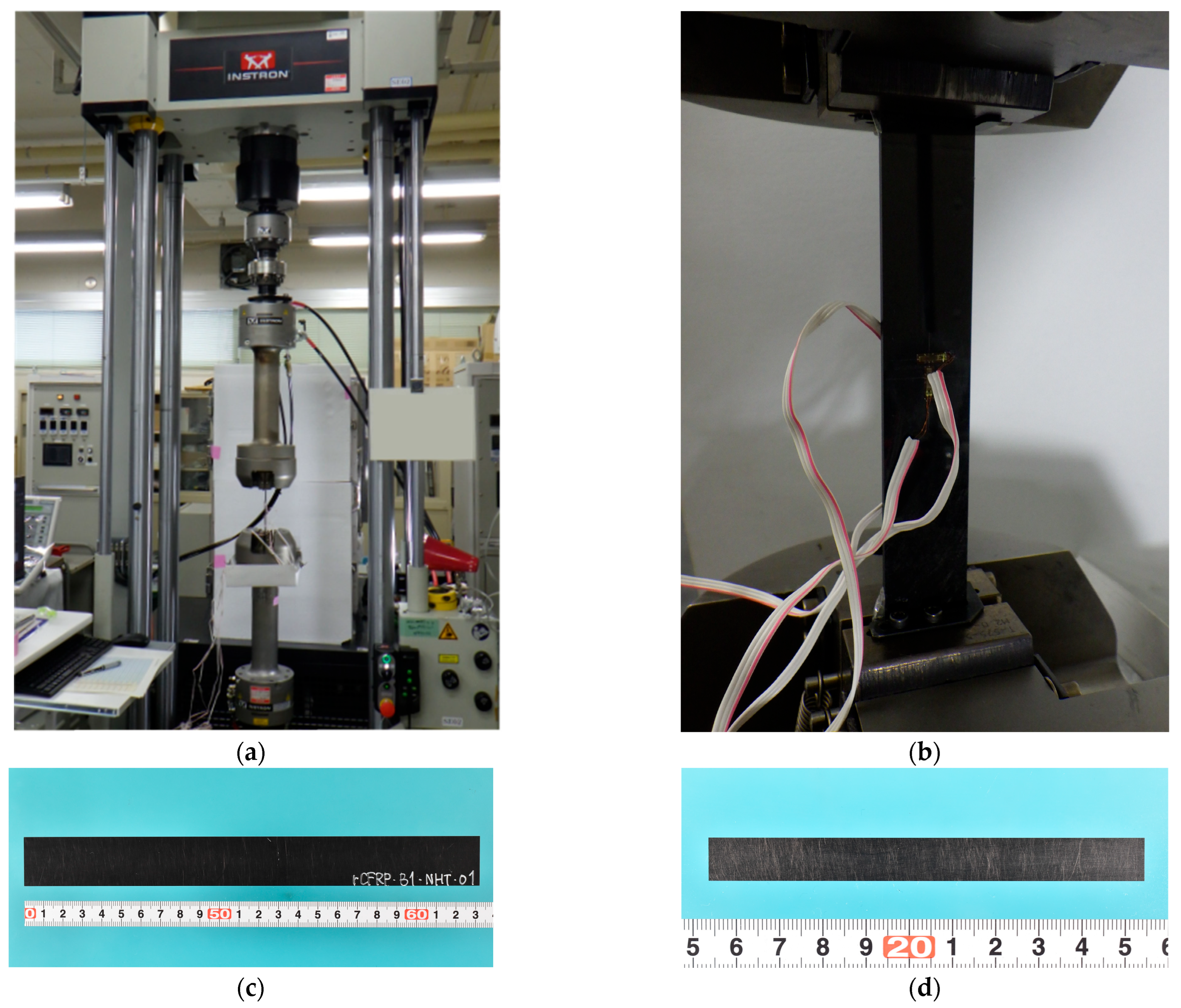
2.3. Tensile Testing and Fiber Volume Fraction (Vf) Measurement
3. Results and Discussion
3.1. Comparison of Vfs
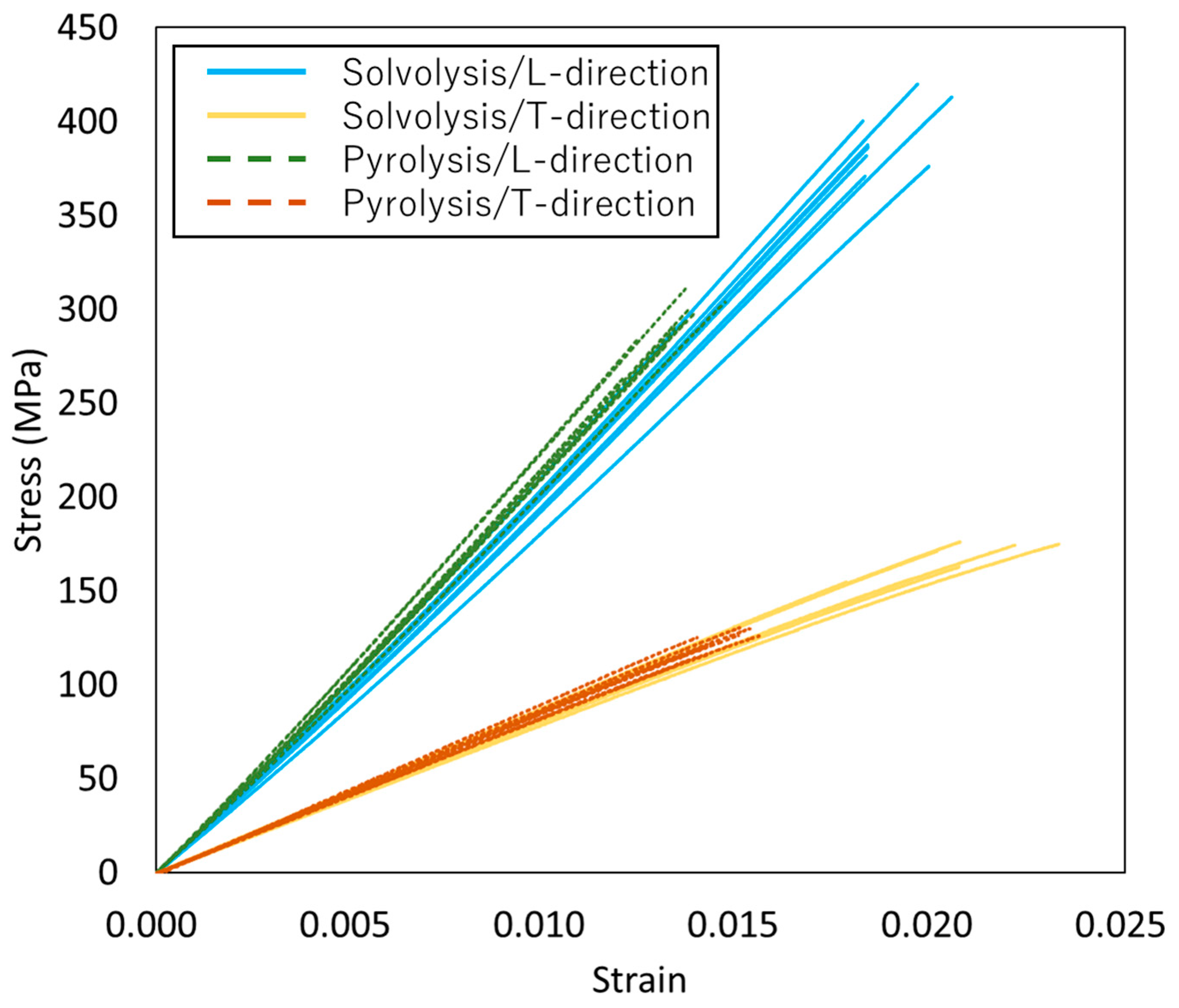
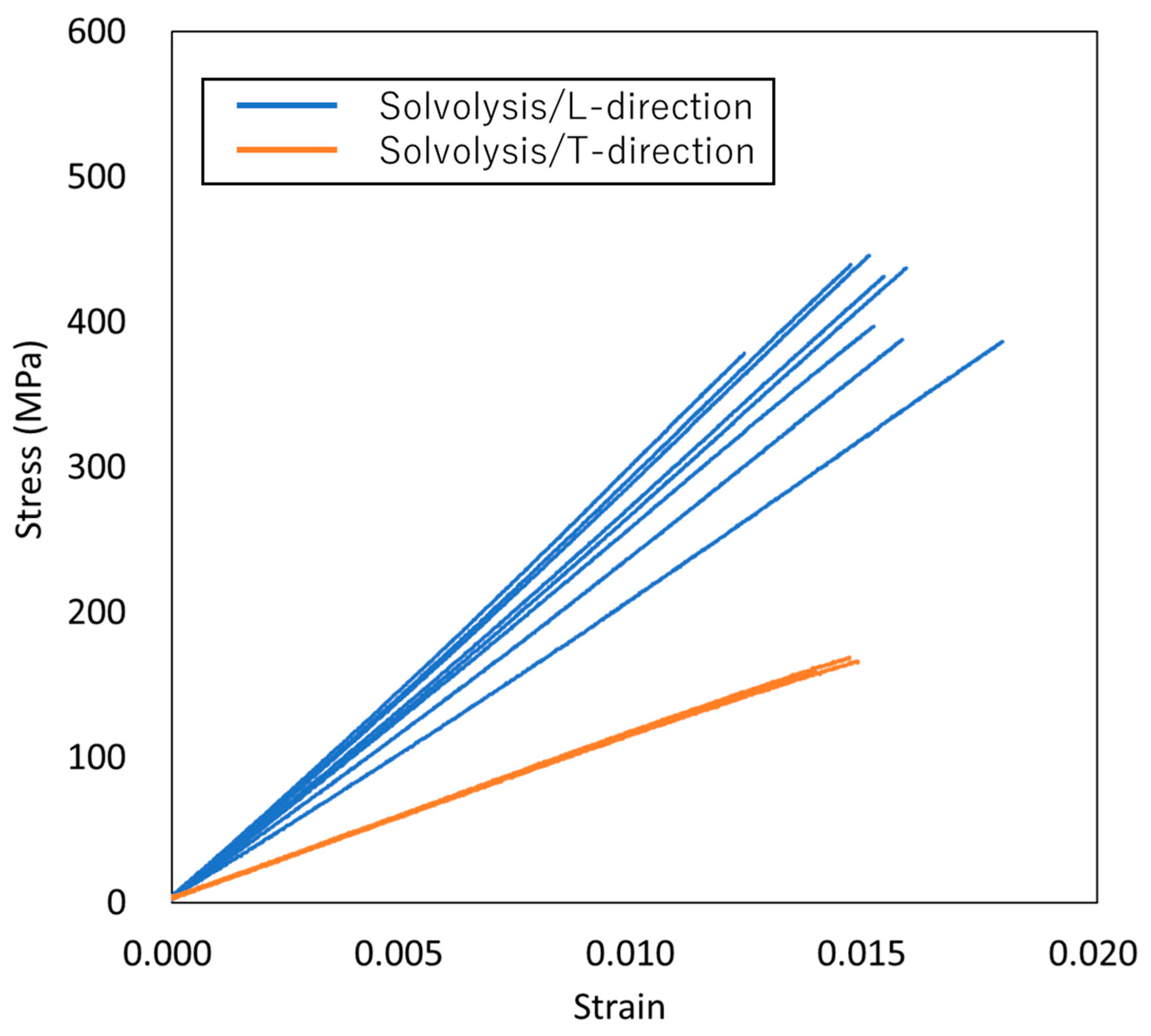
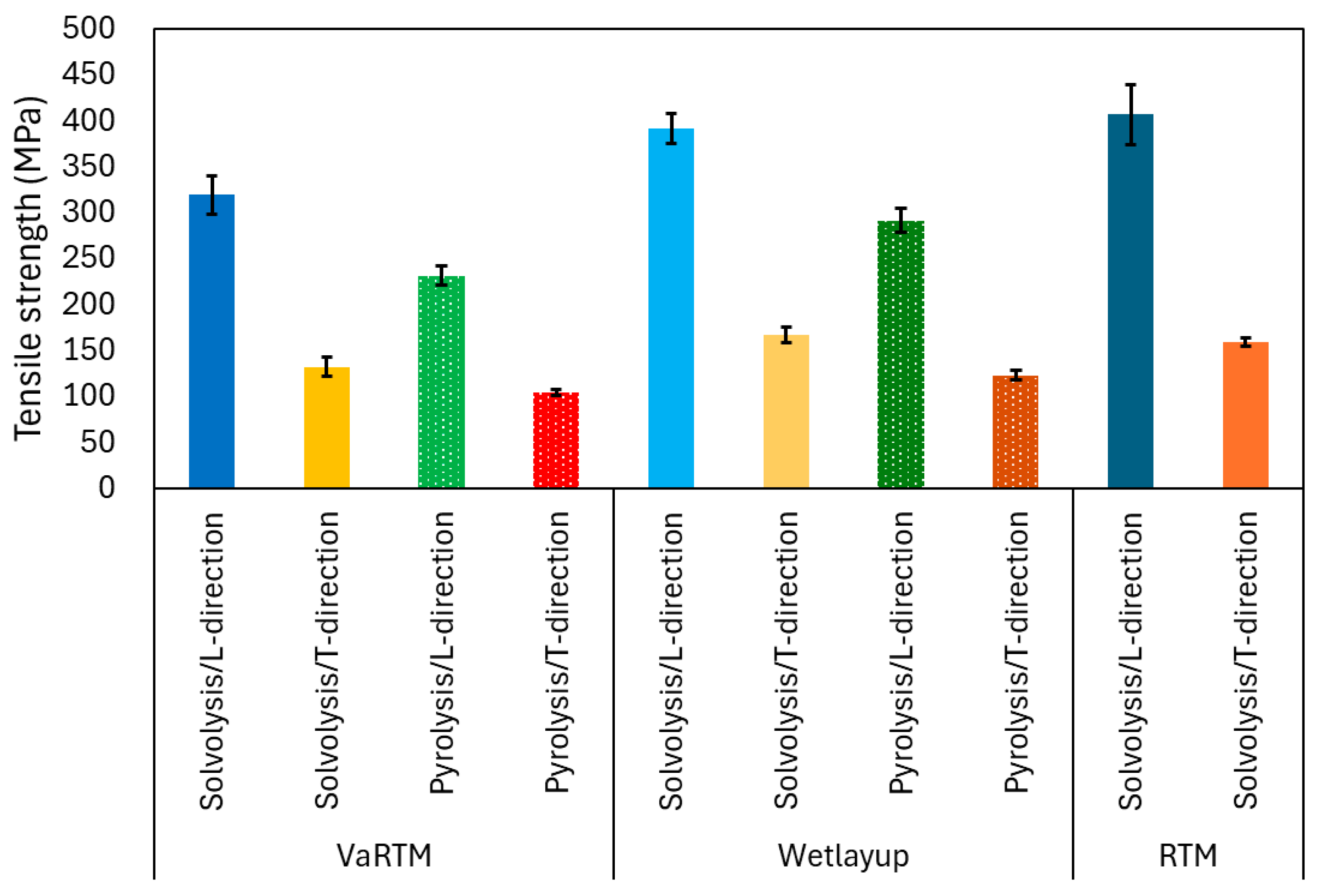
3.2. Comparison of Mechanical Properties
3.3. Influence of Molding Method on Tensile Strength
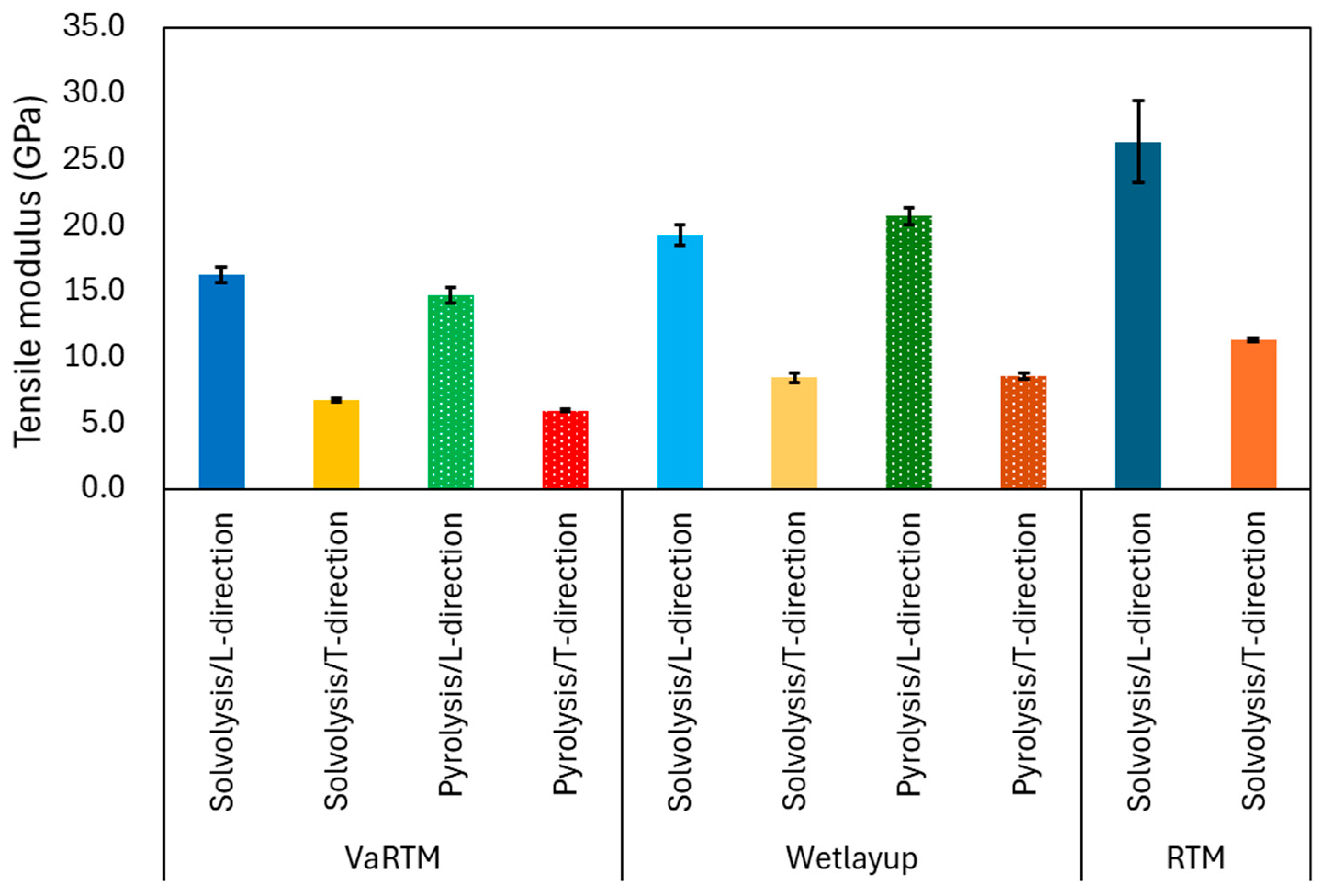
3.4. Influence of Molding Method on Elastic Modulus
3.5. Influence of Molding Method on Poisson’s Ratio
3.6. Scanning Electron Microscopy (SEM) Observation
4. Conclusions
- Effect of CF Recovery Method:
- rCFs recovered via solvolysis exhibited good surface conditions and improved fiber–matrix interfacial properties, leading to enhanced L-direction tensile strength and stiffness.
- rCFs recovered via pyrolysis exhibited surface damage, which led to the deterioration of interfacial properties, resulting in lower strength and fracture strain, particularly in the L-direction.
- Effect of Molding Method:
- RTM facilitated the highest Vf, particularly when using solvolysis rCF, leading to a significant improvement in tensile strength and elastic modulus in the L-direction.
- Wet-layup molding incorporating autoclave curing effectively reduced the Vv and maintained relatively stable properties, even when pyrolysis rCF was used.
- VaRTM, although expected to reduce voids through vacuum-assisted resin infusion, exhibited a higher residual void content owing to the bulkiness of the nonwoven fabric, which limited the L-direction property improvement.
- Effect of Fiber Orientation on Anisotropy:
- Owing to the fiber alignment introduced by carding, the mechanical properties in the L-direction were approximately twice as high as those in the T-direction, confirming significant anisotropy.
- Regardless of the fiber orientation, all samples exhibited brittle failure and there was no significant directional dependence on the fracture strain.
- Verification of Interfacial Properties through SEM Observations:
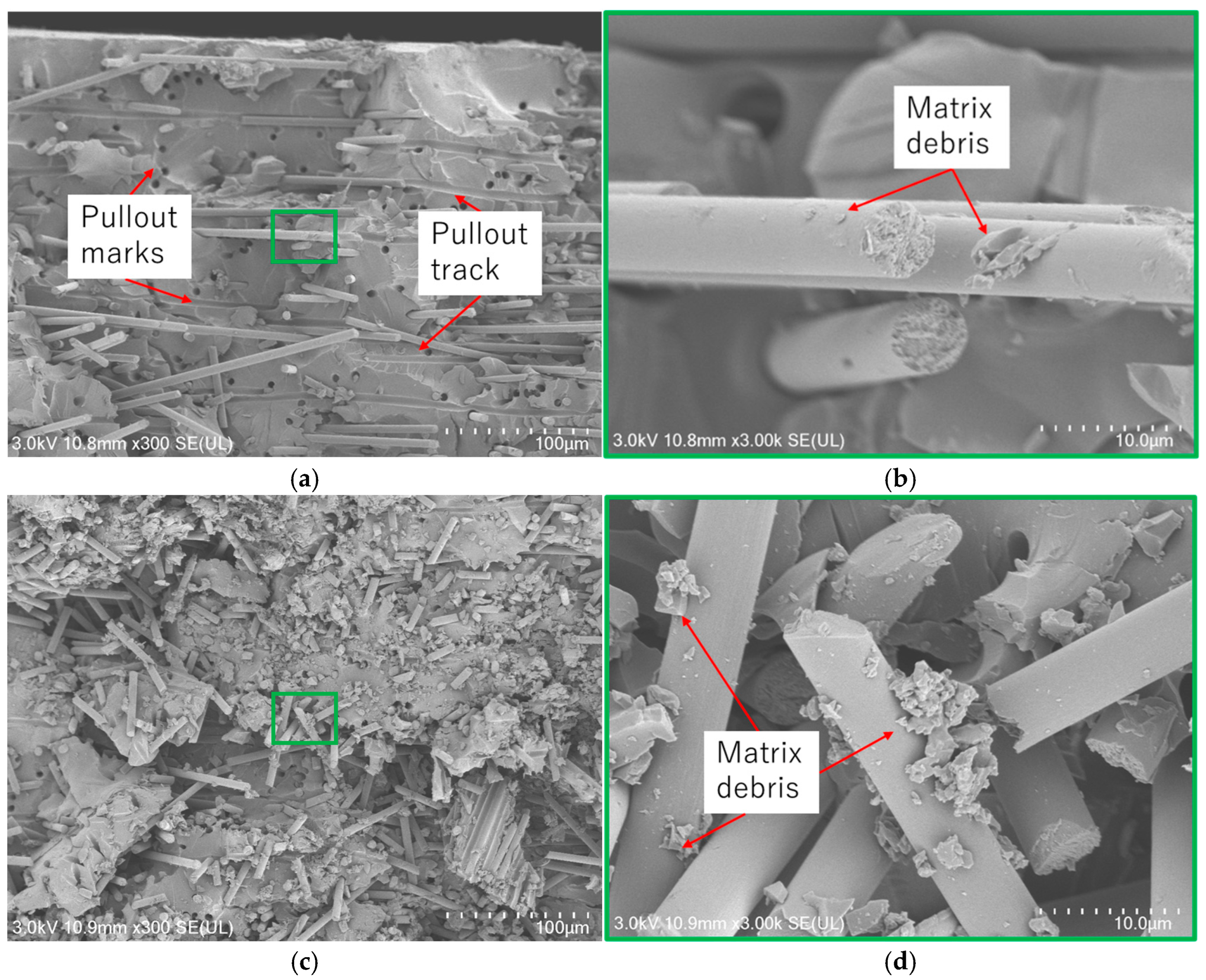
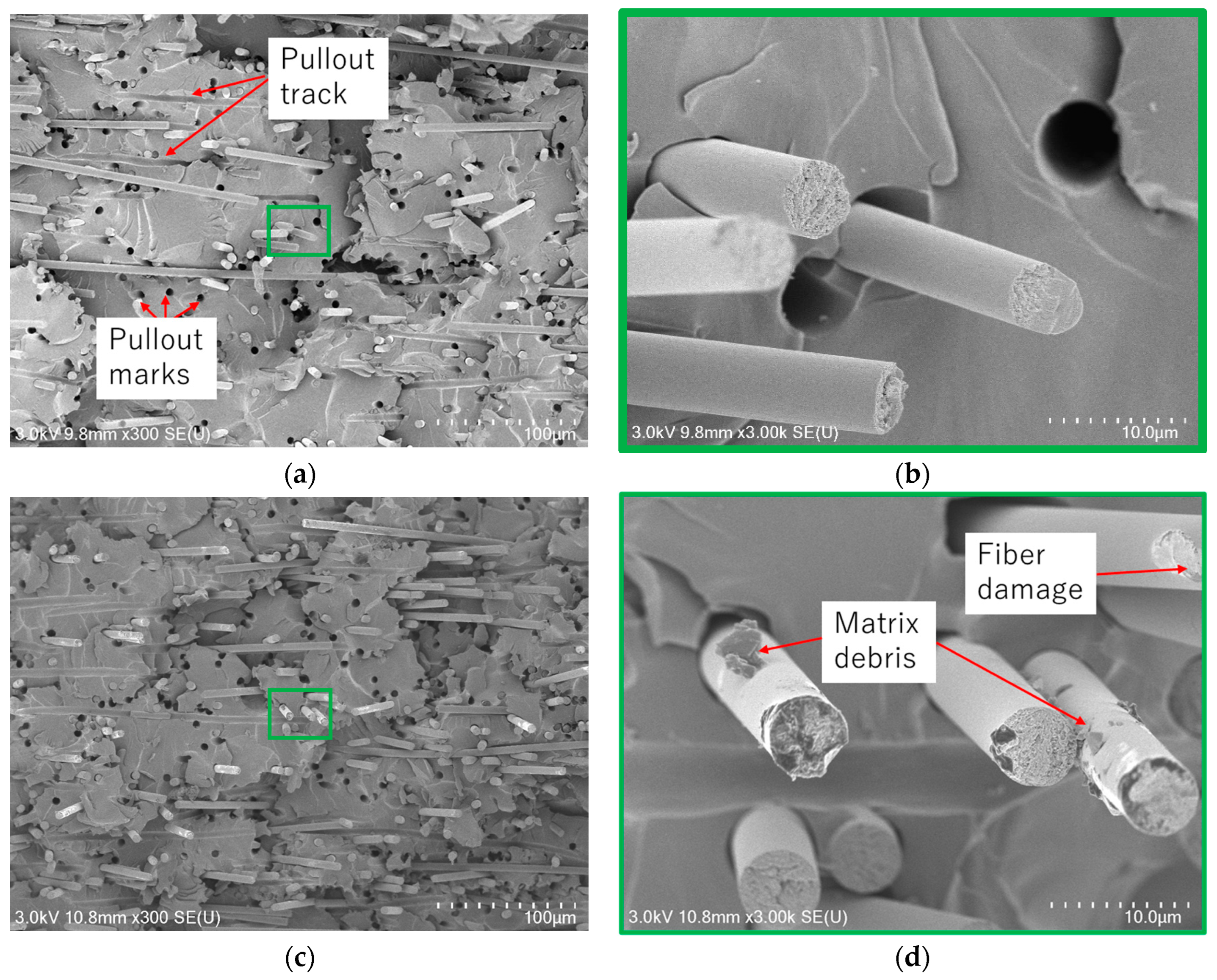
- In the samples fabricated with solvolysis rCF, a greater amount of residual resin was observed on the fiber surfaces, confirming good interfacial adhesion.
- In the VaRTM samples using pyrolysis rCF, interfacial failure was dominant, resulting in clean fiber surfaces at the fracture plane. In contrast, wet-layup molding yielded some interfacial improvement, as indicated by the partial resin adhesion on the fiber surfaces. These SEM findings are consistent with the mechanical property evaluations.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CFRP | Carbon-fiber-reinforced plastic |
| rCFRP | Recycled CFRP |
| VaRTM | Vacuum-assisted resin transfer molding |
| CF | Carbon fiber |
| rCF | Recycled carbon fiber |
| Vf | Fiber volume fraction |
| Vv | Void volume fraction |
| SEM | Scanning electron microscopy |
References
- Wei, Y.; Hadigheh, S.A. Cost benefit and life cycle analysis of CFRP and GFRP waste treatment methods. Constr. Build. Mater. 2022, 348, 128654. [Google Scholar] [CrossRef]
- May, D.; Goergen, C.; Friedrich, K. Multifunctionality of polymer composites based on recycled carbon fibers: A review. Adv. Ind. Eng. Polym. Res. 2021, 4, 70–81. [Google Scholar] [CrossRef]
- Manis, F.; Stegschuster, G.; Wölling, J.; Schlichter, S. Influences on textile and mechanical properties of recycled carbon fiber nonwovens produced by carding. J. Compos. Sci. 2021, 5, 209. [Google Scholar] [CrossRef]
- Martinez-Franco, E.; Gomez Culebro, V.A.; Franco-Urquiza, E.A. Technologies for Mechanical Recycling of Carbon Fiber-Reinforced Polymers (CFRP) Composites: End Mill, High-Energy Ball Milling, and Ultrasonication. Polymers 2024, 16, 2350. [Google Scholar] [CrossRef] [PubMed]
- Durante, M.; Boccarusso, L.; De Fazio, D.; Formisano, A.; Langella, A. Investigation on the Mechanical Recycling of Carbon Fiber-Reinforced Polymers by Peripheral Down-Milling. Polymers 2023, 15, 854. [Google Scholar] [CrossRef] [PubMed]
- Aldosari, S.M.; AlOtaibi, B.M.; Alblalaihid, K.S.; Aldoihi, S.A.; AlOgab, K.A.; Alsaleh, S.S.; Alshamary, D.O.; Alanazi, T.H.; Aldrees, S.D.; Alshammari, B.A. Mechanical Recycling of Carbon Fiber-Reinforced Polymer in a Circular Economy. Polymers 2024, 16, 1363. [Google Scholar] [CrossRef] [PubMed]
- Termine, S.; Naxaki, V.; Semitekolos, D.; Trompeta, A.F.; Rovere, M.; Tagliaferro, A.; Charitidis, C. Investigation of Carbon Fibres Reclamation by Pyrolysis Process for Their Reuse Potential. Polymers 2023, 15, 768. [Google Scholar] [CrossRef] [PubMed]
- Matsuda, S.; Koyano, S.; Oshima, K. Recycling of wet carbon fiber-reinforced plastic laminates by thermal decomposition coupled with electrical treatment. Compos. Part A Appl. Sci. Manuf. 2024, 178, 107991. [Google Scholar] [CrossRef]
- Kim, K.W.; Lee, H.M.; An, J.H.; Chung, D.C.; An, K.H.; Kim, B.J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Liu, J.; Liu, W.; Wang, J.; Tang, T. Recycling of carbon fibre reinforced epoxy resin composites under various oxygen concentrations in nitrogen–oxygen atmosphere. J. Anal. Appl. Pyrolysis 2015, 112, 253–261. [Google Scholar] [CrossRef]
- Semitekolos, D.; Terzopoulou, S.; Zecchi, S.; Marinis, D.; Farsari, E.; Amanatides, E.; Sajdak, M.; Sobek, S.; Smok, W.; Tanski, T.; et al. Performance Restoration of Chemically Recycled Carbon Fibres Through Surface Modification with Sizing. Polymers 2024, 17, 33. [Google Scholar] [CrossRef] [PubMed]
- Sakai, A.; Kurniawan, W.; Kubouchi, M. Chemical Recycling of CFRP in an Environmentally Friendly Approach. Polymers 2024, 16, 143. [Google Scholar] [CrossRef] [PubMed]
- Oliveux, G.; Bailleul, J.-L.; Gillet, A.; Mantaux, O.; Leeke, G.A. Recovery and reuse of discontinuous carbon fibres by solvolysis: Realignment and properties of remanufactured materials. Compos. Sci. Technol. 2017, 139, 99–108. [Google Scholar] [CrossRef]
- Kim, B.-J.; Nam, I.-W. Experimental Investigation into the Mechanical and Piezoresistive Sensing Properties of Recycled Carbon-Fiber-Reinforced Polymer Composites for Self-Sensing Applications. Polymers 2024, 16, 2491. [Google Scholar] [CrossRef] [PubMed]
- Sales-Contini, R.C.; Costa, H.M.; Bernardi, H.H.; Menezes, W.M.; Silva, F.J. Mechanical Strength and Surface Analysis of a Composite Made from Recycled Carbon Fibre Obtained via the Pyrolysis Process for Reuse in the Manufacture of New Composites. Materials 2024, 17, 423. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.W.; Kim, D.K.; Han, W.; Kim, B.J. Comparison of the Characteristics of Recycled Carbon Fibers/Polymer Composites by Different Recycling Techniques. Molecules 2022, 27, 5663. [Google Scholar] [CrossRef] [PubMed]
- Japanese Industrial Standard (JIS) K 7075:1991; Testing Methods for Carbon Fiber Content and Void Content of Carbon Fiber Reinforced Plastics. Japanese Standards Association: Tokyo, Japan, 1991.
- Chen, P.Y.; Feng, R.; Xu, Y.; Zhu, J.H. Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects. Polymers 2023, 15, 3508. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Molding Method | rCF and Direction | Thickness (mm) | |
|---|---|---|---|
| Ave. | S.D. | ||
| VaRTM | Solvolysis/L-direction | 2.46 | 0.078 |
| Solvolysis/T-direction | 2.60 | 0.030 | |
| Pyrolysis/L-direction | 2.73 | 0.167 | |
| Pyrolysis/T-direction | 3.00 | 0.049 | |
| Wet-layup | Solvolysis/L-direction | 2.01 | 0.057 |
| Solvolysis/T-direction | 2.08 | 0.024 | |
| Pyrolysis/L-direction | 1.78 | 0.034 | |
| Pyrolysis/T-direction | 1.79 | 0.038 | |
| RTM | Solvolysis/L-direction | 2.07 | 0.010 |
| Solvolysis/T-direction | 2.06 | 0.004 | |
| Tensile Strength (MPa) | Tensile Modulus (GPa) | Poisson’s Ratio | Vf (%) | Vv (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ave. | S.D. | Ave. | S.D. | Ave. | S.D. | Ave. | S.D. | Ave. | S.D. | ||
| VaRTM | Solvolysis/L-direction | 320 | 21.1 | 16.2 | 0.6 | 0.44 | 0.008 | 13.3 | 0.4 | 3.8 | 1.0 |
| Solvolysis/T-direction | 133 | 10.3 | 6.7 | 0.2 | 0.20 | 0.003 | - | - | - | - | |
| Pyrolysis/L-direction | 232 | 10.8 | 14.7 | 0.6 | 0.43 | 0.009 | 13.1 | 0.4 | 3.8 | 0.6 | |
| Pyrolysis/ T-direction | 105 | 2.7 | 6.0 | 0.1 | 0.20 | 0.011 | - | - | - | - | |
| Wet-layup | Solvolysis/ L-direction | 392 | 16.4 | 19.3 | 0.8 | 0.43 | 0.050 | 14.4 | 0.8 | 1.4 | 0.2 |
| Solvolysis/ T-direction | 167 | 8.4 | 8.4 | 0.4 | 0.20 | 0.005 | - | - | - | - | |
| Pyrolysis/ L-direction | 292 | 13.1 | 20.7 | 0.6 | 0.42 | 0.037 | 15.3 | 0.5 | 1.5 | 0.2 | |
| Pyrolysis/ T-direction | 124 | 5.5 | 8.6 | 0.2 | 0.18 | 0.014 | - | - | - | - | |
| RTM | Solvolysis/ L-direction | 407 | 32.5 | 26.3 | 3.1 | 0.44 | 0.009 | 18.1 | 2.1 | 1.8 | 0.2 |
| Solvolysis/ T-direction | 160 | 4.2 | 11.3 | 0.1 | 0.18 | 0.004 | - | - | - | - | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sato, M.; Kataoka, Y.; Higashide, M.; Ishida, Y.; Sugimoto, S. Evaluation of the Mechanical Properties of Highly Oriented Recycled Carbon Fiber Composites Using the Vacuum-Assisted Resin Transfer Molding, Wet-Layup, and Resin Transfer Molding Methods. Polymers 2025, 17, 1293. https://doi.org/10.3390/polym17101293
Sato M, Kataoka Y, Higashide M, Ishida Y, Sugimoto S. Evaluation of the Mechanical Properties of Highly Oriented Recycled Carbon Fiber Composites Using the Vacuum-Assisted Resin Transfer Molding, Wet-Layup, and Resin Transfer Molding Methods. Polymers. 2025; 17(10):1293. https://doi.org/10.3390/polym17101293
Chicago/Turabian StyleSato, Mio, Yuki Kataoka, Masumi Higashide, Yuichi Ishida, and Sunao Sugimoto. 2025. "Evaluation of the Mechanical Properties of Highly Oriented Recycled Carbon Fiber Composites Using the Vacuum-Assisted Resin Transfer Molding, Wet-Layup, and Resin Transfer Molding Methods" Polymers 17, no. 10: 1293. https://doi.org/10.3390/polym17101293
APA StyleSato, M., Kataoka, Y., Higashide, M., Ishida, Y., & Sugimoto, S. (2025). Evaluation of the Mechanical Properties of Highly Oriented Recycled Carbon Fiber Composites Using the Vacuum-Assisted Resin Transfer Molding, Wet-Layup, and Resin Transfer Molding Methods. Polymers, 17(10), 1293. https://doi.org/10.3390/polym17101293