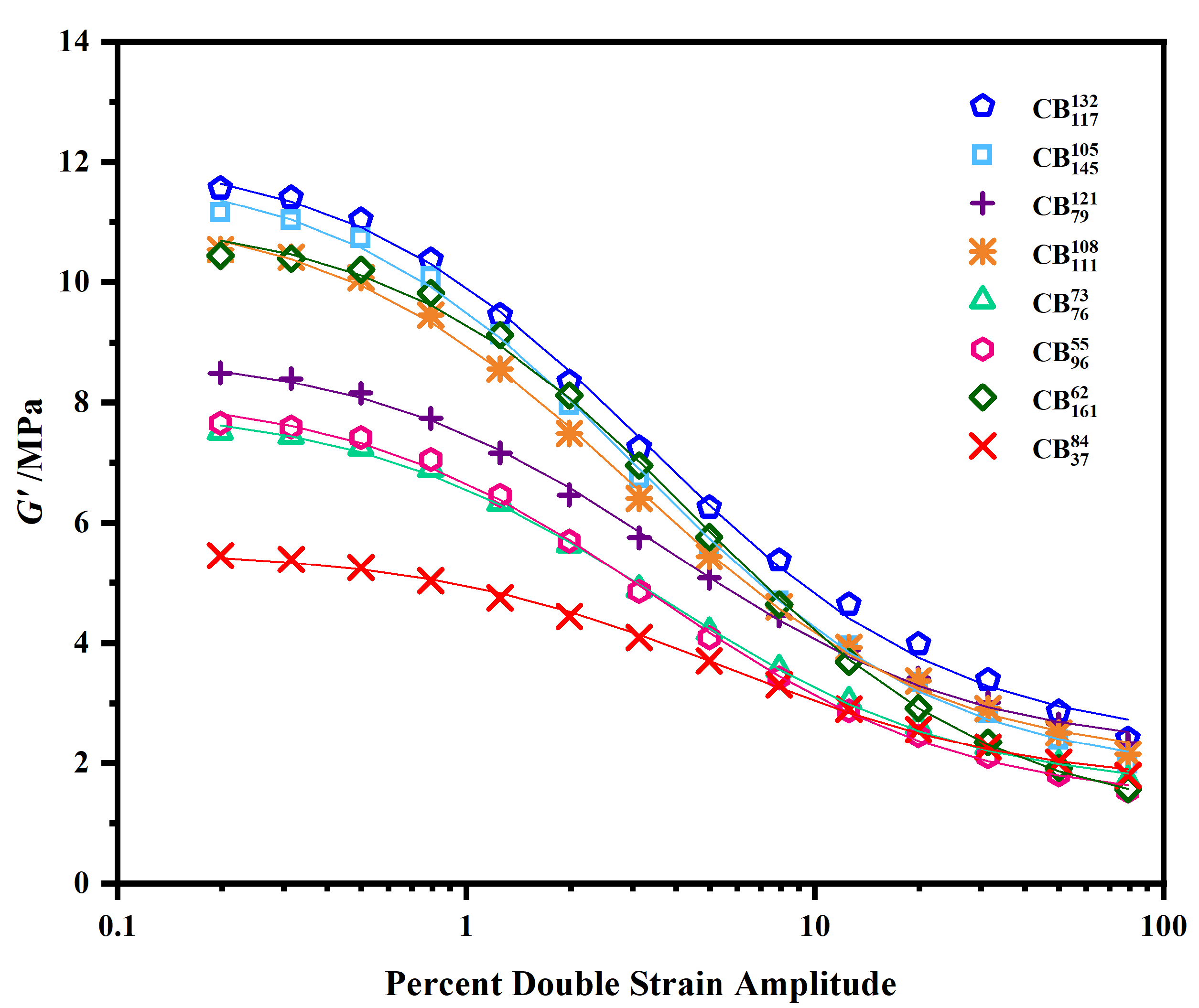
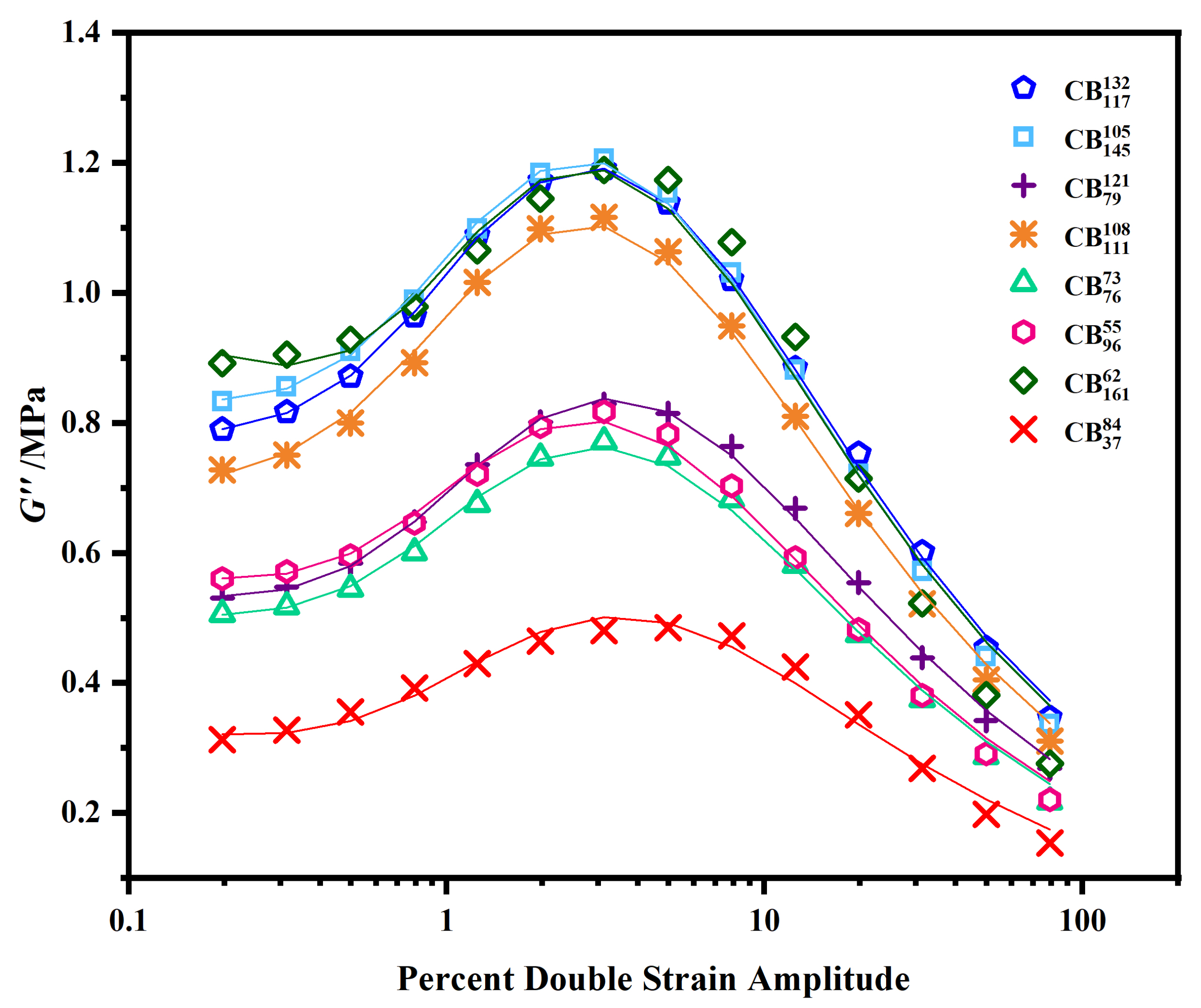
When subjected to dynamic strains beyond 0.1%, filled elastomer composites exhibit a sigmoidal decrease in storage modulus
and a corresponding peak in loss modulus
. This phenomenon is known as the Payne Effect or occasionally referred to as the Fletcher–Gent Effect [
1,
2,
3,
4]. The Payne Effect is mainly attributed to the strain-dependent breakdown and reformation of particle-particle contacts, held together by weak van der Waal’s forces [
4,
5,
6]. This breakdown results in irreversible energy dissipation, which has fundamental consequences on the performance of an elastomer composite. For certain applications, including tires, belts, and anti-vibration devices, good fatigue resistance is required, and therefore low levels of energy dissipation are preferred to avoid excess heat build-up. In such instances, a small Payne Effect is desirable. For fracture applications, however, energy dissipation allows for the removal of energy from a propagating crack, thus improving the tear resistance of the elastomer [
7]. In these cases, a larger Payne Effect would allow for higher levels of energy dissipation. Most engineering applications require a trade-off between these phenomena; hence, there is motivation to model the Payne Effect.
Several models have been proposed to describe the Payne Effect, including the van de Waale, Tricot, and Gerspacher models, the network junction model, the chain-slippage model, and the links–nodes–blobs model [
8,
9,
10,
11,
12]. Kraus proposed the first quantitative model based on the breakdown and reformation of assumed van der Waals forces between filler aggregates [
13]. This model assumes that the amount of network breakdown per cycle,
, is proportional to the number of existing CB contacts,
N, as a function of strain amplitude,
:
where
is a constant. The network reformation rate,
is assumed to be proportional to the number of broken contacts as a function of strain amplitude,
:
where
is the number of intact contacts in the network and
is a constant. At equilibrium, when
=
,
N is given as:
The excess in storage modulus over that at infinite strain,
, is assumed to be proportional to the number of existing particle contacts. Using power laws,
and
can be rewritten as:
where
is half the peak-to-peak strain amplitude and
m is a constant. With this in mind, the Kraus model for
can be rewritten as:
where
is
at zero strain amplitude and
is at characteristic strain equal to
. The
term, commonly denoted as
, equates to the magnitude of the Payne Effect. According to Kraus, the loss modulus at a given strain,
, in excess over the loss modulus at infinite strain,
, arises from the energy dissipation associated with the breakdown and reformation of individual contacts. In other terms:
where
is a constant. With
, Equation (
6) can be differentiated to obtain an expression for the maximum
, i.e.,
. This can be rearranged to derive the Kraus expression for loss modulus:
where
is the strain at which
is a maximum. The Kraus model of the storage modulus, given by Equation (
5), was found to be applicable at various loadings of CB under different loading conditions, including tension, torsion, and shear [
14,
15]. The Kraus model for the loss modulus, Equation (
7), demonstrated lower success in a study carried out by Ulmer, which reported significant deviations in the low strain regions of the model [
16]. Kraus predicted that
reduces to
at zero strain because the extent of the broken network available for reformation also reduces to zero, which is not the case experimentally. Consequently, Ulmer proposed an additional contribution which is assumed to be independent of the CB network, but rather the result of an additional loss contribution associated with the process of polymer network breakdown and reformation. This additional term is proportional to the number of particle contacts:
Applying the Kraus strain dependencies of
and
, the
term becomes the Kraus expression for
obtained from Equation (
7). The additional term,
, is evaluated by replacing
N with Equation (
3). The second term is a simple, empirical choice of function that decreases exponentially with increasing strain:
where
of the Kraus model is called
, and
is denoted as
. Equation (
9) gives a considerably better description of the loss modulus than the Kraus derived alternative (Equation (
7)). There are some disagreements between the estimates of
m and
, obtained from the Kraus
model (Equation (
5)) and the modified
(Equation (
9)) but this is usually less than ±5%. Ulmer demonstrated that Equations (
5) and (
9) can successfully model the Payne Effect for various types of rubber including NR, styrene butadiene rubber, nitrile butadiene rubber, and butyl rubber. Furthermore, the model accurately predicted the behavior to within ±2% error for compounds containing between 25 and 50 parts per hundred rubber (phr) of high abrasion furnace CB. The accuracy of these models slightly reduces beyond CB loadings of 80 phr, where the error reported increased to ±5%. The Kraus and modified Kraus equations are limited because they are phenomenological in nature and do not provide any information on how to predict the Payne Effect. Observations dating back to the 1960s have reported that the Payne Effect is heavily influenced by the nature of the reinforcing particles [
17,
18]. Despite these observations, the current models for predicting this behavior do not consider the basic properties of the filler.
CB represents the most popular filler system for rubber-based applications, its reinforcing potential being largely governed by aggregate morphology and surface area. CB exists as aggregates, formed by the fusion of para-crystalline primary particles. The spatial arrangement of these primary particles is defined as the level of ‘structure’. The structure of CB can be quantified using oil absorption measurements [
19,
20]. Primary particle size can range between 5 nm and 200 nm and is inversely proportional to the surface area. Surface area is typically measured using gas adsorption techniques [
21]. CB manufacturers are able to precisely control the structure and surface area of CB, giving rise to a wide selection of commercially available CBs. In this paper, the term ‘colloidal properties’ refers to the structure and surface area of CB. These parameters, alongside surface activity, define the reinforcing potential of a CB filler [
22]. Surface activity is related to the reactivity of the chemical groups present on the CB surface as well as the surface energy distribution [
23]. It relates to how well a filler is able to interact with the polymer matrix. This particular feature will not be discussed in this paper because the selected CBs all display broadly similar surface chemistries. Many studies have demonstrated the effect of surface area on polymer-filler interface, inter-aggregate distances, and filler networking [
24,
25,
26]. Meanwhile, the increased structure gives rise to occluded rubber which is screened from globally applied strains, effectively increasing the filler volume fraction [
27,
28,
29]. More recently, researchers performed micro-structural studies on the role of structure and surface area of CB to explain observed phenomenology [
30]. Particular studies demonstrated the effects of CB structure and surface area on the Payne Effect, concluding that structure and surface area dominate the low strain behavior, with the effects of surface area diminishing to zero as strain increases [
31,
32].




 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}