
Optimization of Compression and Flexural Properties of Masonry Veneers with Recycled PET-1

 , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Description of Masonry Veneers Materials
2.2. Material Processing and Sample Preparation
2.3. Experimental Design
2.4. Desirability Function Analysis
2.5. Scanning Electron Microscopy (SEM)
3. Results
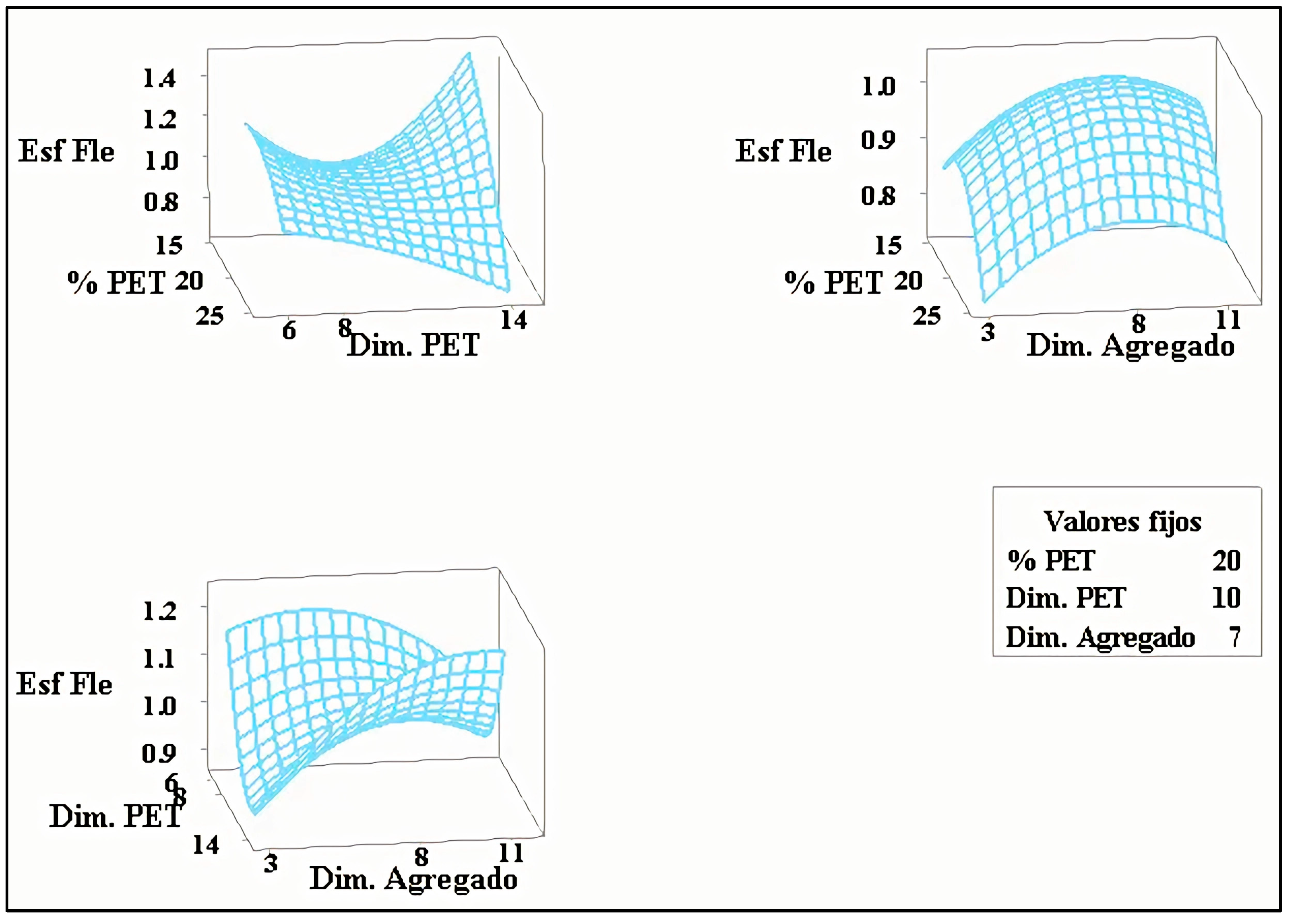
3.1. Flexural Strength Analysis
- H0: The population means of flexural strength is statistically equal.
- H1: At least one of the means of flexural strength is statistically different.
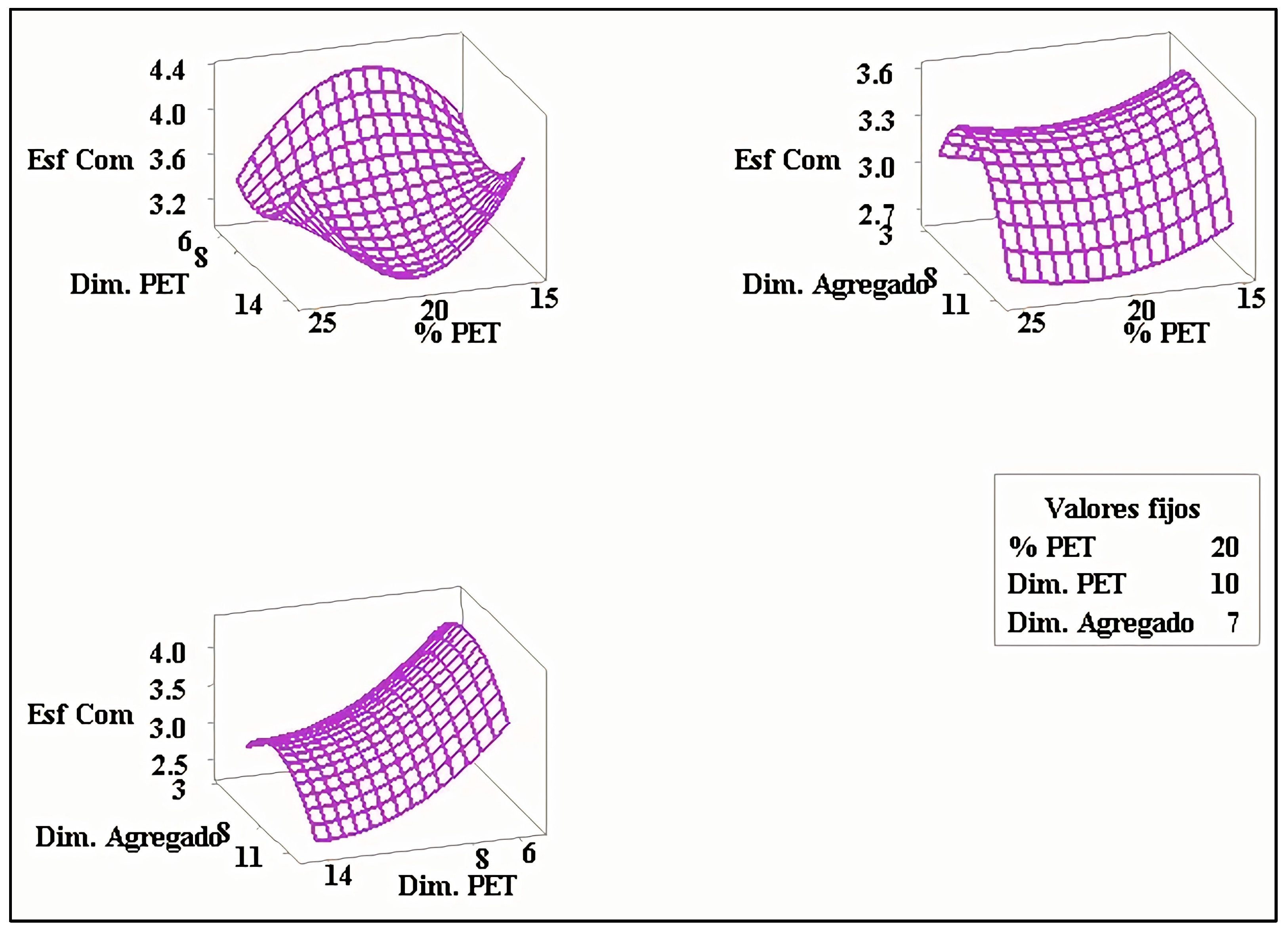
3.2. Compression Strength Analysis
- H0: The population means of the compression strength are statistically equal
- H1: At least one of the population means of compression strength is statistically different.
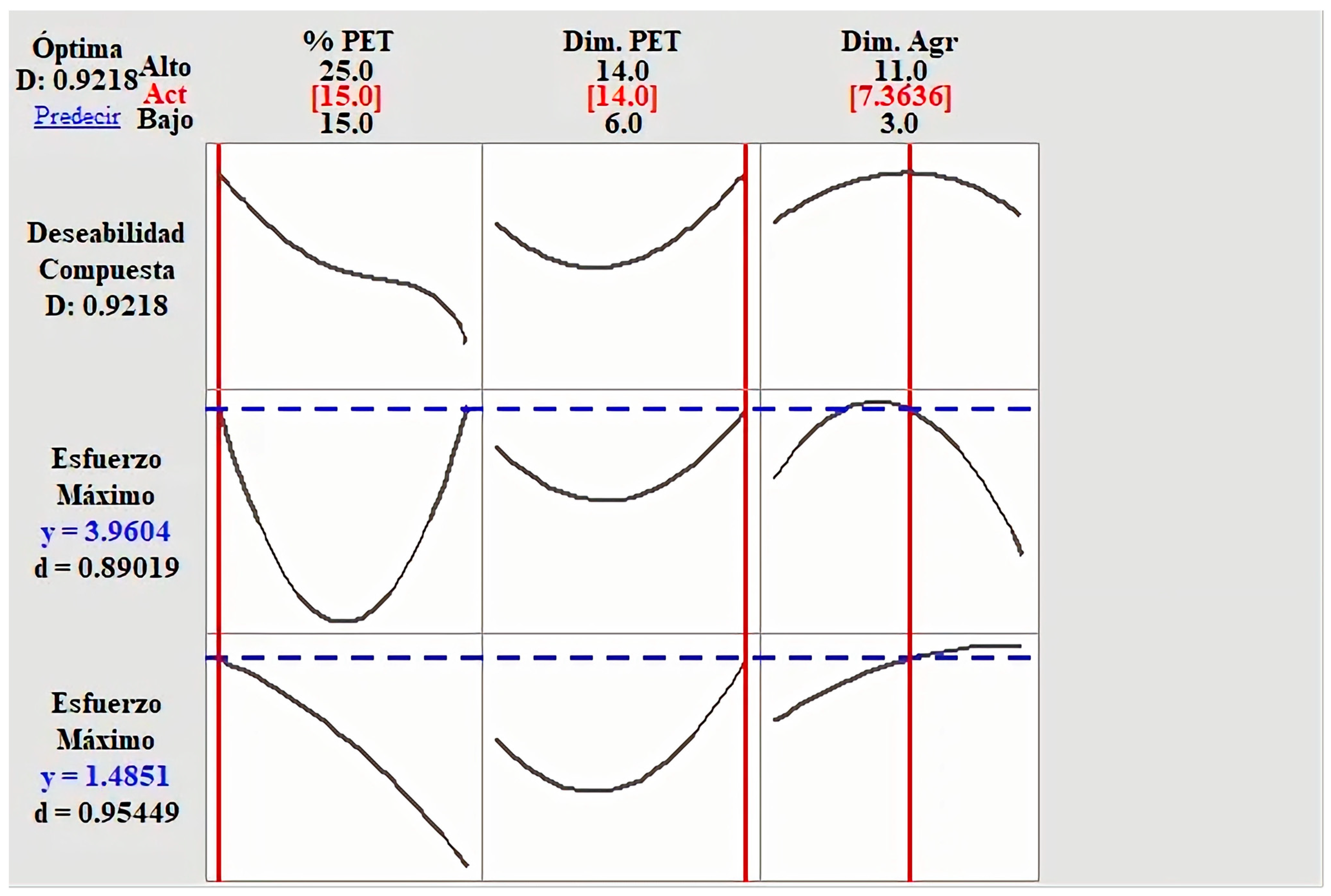
3.3. Multiple Optimization
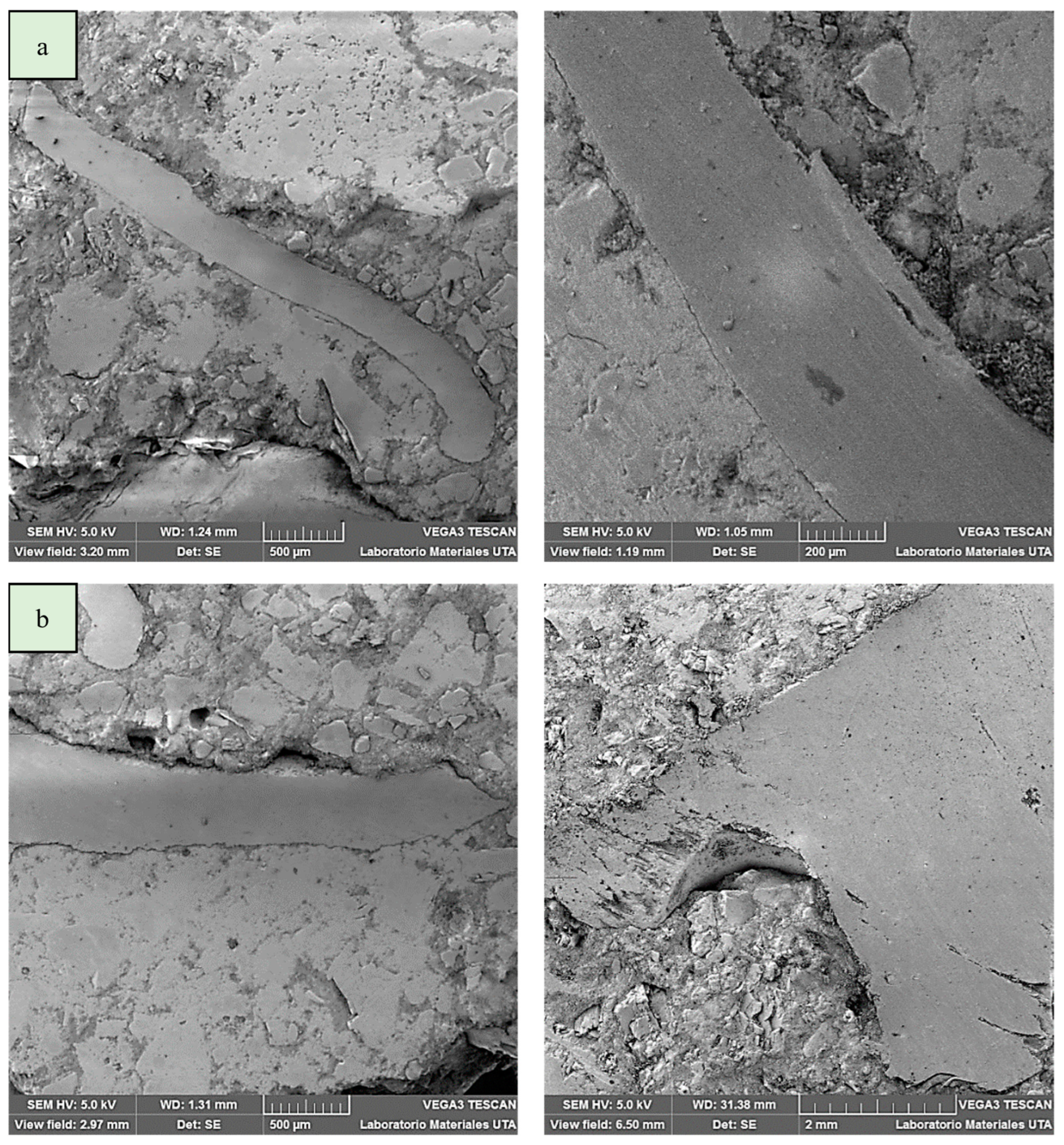
3.4. Scanning Electron Microscopy (SEM) Analysis
4. Discussion
5. Conclusions
6. Contribution and Applications
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saikia, N.; De Brito, J. Mechanical properties and abrasion behaviour of concrete containing shredded PET bottle waste as a partial substitution of natural aggregate. Constr. Build. Mater. 2014, 52, 236–244. [Google Scholar] [CrossRef]
- Thorneycroft, J.; Orr, J.; Ball, R.J. Performance of structural concrete with recycled plastic waste as a partial replacement for sand. Constr. Build. Mater. 2018, 161, 63–69. [Google Scholar] [CrossRef]
- Saikia, N.; De Brito, J. Waste polyethene terephthalate as an aggregate in concrete. Mater. Res. 2013, 16, 341–350. [Google Scholar] [CrossRef]
- Mohammed, A.A. Flexural behavior and analysis of reinforced concrete beams made of recycled PET waste concrete. Constr. Build. Mater. 2017, 155, 593–604. [Google Scholar] [CrossRef]
- Mohammed, A.A. Modelling the mechanical properties of concrete containing PET waste aggregate. Constr. Build. Mater. 2017, 150, 595–605. [Google Scholar] [CrossRef]
- Saikia, N.; De Brito, J. Use of some solid waste material as aggregate, filler or fibre in cement mortar and concrete. In Advances in Material Science Research; Wythers, M.C., Ed.; Nova Science Publishers: New York, NY, USA, 2010; Volume 3, pp. 65–116. Available online: https://www.researchgate.net/publication/256977055 (accessed on 1 February 2023).
- Acevedo, A.; Posada, J. Polyethylene terephthalate as a partial replacement for fine aggregate in concrete mixes. Rev. Ing. Univ. Medellín 2019, 18, 45–56. [Google Scholar] [CrossRef]
- Pacheco, J.N.; De Brito, J.; Chastre, C.; Evangelista, L. Statistical analysis of Portuguese ready-mixed concrete production. Constr. Build. Mater. 2019, 209, 283–294. [Google Scholar] [CrossRef]
- Malhotra, V.M. Role of Supplementary Cementing Materials in Reducing Greenhouse Gas Emissions. In Concrete Technology for a Sustainable Development in the 21st Century, 1st ed.; Gjorv, O.E., Sakai, K., Eds.; CRC Press: London, UK, 2000; pp. 226–235. Available online: http://pascal-francis.inist.fr/vibad/index.php?action=getRecordDetail&idt=1368488 (accessed on 1 February 2023).
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Tan, Y.; Lu, X.; He, R.; Chen, H.; Wang, Z. Influence of superabsorbent polymers (SAPs) type and particle size on the performance of surrounding cement-based materials. Constr. Build. Mater. 2021, 270, 121442. [Google Scholar] [CrossRef]
- Mohan, H.T.; Jayanarayanan, K.; Mini, K.M. Recent trends in utilization of plastics waste composites as construction materials. Constr. Build. Mater. 2021, 271, 121520. [Google Scholar] [CrossRef]
- Pulido, B.A.; Habboub, O.S.; Aristizabal, S.L.; Szekely, G.; Nunes, S.P. Recycled Poly(ethylene terephthalate) for High Temperature Solvent Resistant Membranes. ACS Appl. Polym. Mater. 2019, 1, 2379–2387. [Google Scholar] [CrossRef]
- Park, S.-H.; Alammar, A.; Fulop, Z.; Pulido, B.A.; Nunes, S.P.; Szekely, G. Hydrophobic thin film composite nanofiltration membranes derived solely from sustainable sources. Green Chem. 2021, 23, 1175–1184. [Google Scholar] [CrossRef]
- Topuz, F.; Oldal, D.G.; Szekely, G. Valorization of Polyethylene Terephthalate (PET) Plastic Wastes as Nanofibrous Membranes for Oil Removal: Sustainable Solution for Plastic Waste and Oil Pollution. Ind. Eng. Chem. Res. 2022, 61, 9077–9086. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, B.; Zhang, H.; Zhang, T.; Yang, D.; Qiu, F. Laminated PET-based membranes with sweat transportation and dual thermal insulation properties. Chem. Eng. J. 2022, 450, 138177. [Google Scholar] [CrossRef]
- Frigione, M. Recycling of PET bottles as fine aggregate in concrete. Waste Manag. 2002, 30, 1101–1106. [Google Scholar] [CrossRef]
- Pereira, L.A.; Castro-Gomes, J.P. Physical and mechanical behaviour of recycled PET fibre reinforced mortar. Constr. Build. Mater. 2010, 25, 1712–1717. [Google Scholar] [CrossRef]
- Lopes, E.; de Oliveira, A.L.; Gomes, A. Optimization of mechanical properties in concrete reinforced with fibers from solid urban wastes (PET bottles) for the production of ecological concrete. Constr. Build. Mater. 2017, 149, 837–848. [Google Scholar] [CrossRef]
- Paredes, J.; Vaca, H.; Erazo, H.; Pérez, C. Multi-Response Optimization of Mechanical Properties of Hybrid (Fiberglass/Abaca Woven) in Polyester Matrix using Desirability Function based on DOE. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Seoul, Republic of Korea, 19–21 October 2018. [Google Scholar] [CrossRef]
- Hassan, N.M.; Fattah, K.P.; Tamimi, A.K. Modelling mechanical behavior of cementitious material incorporating CNTs using design of experiments. Constr. Build. Mater. 2017, 154, 763–770. [Google Scholar] [CrossRef]
- Fávero, L.P.; Belfiore, P. Design and Analysis of Experiments. In Data Science for Business and Decision Making; Favero, L., Belfiore, P., Eds.; Academic Press: São Paulo, Brazil, 2019; pp. 935–939. [Google Scholar] [CrossRef]
- Izquierdo, L.; Tanco, M.; Viles, E.; Álvarez, M.J. El diseño de experimentos como herramienta para la mejora de los procesos. Aplicación de la metodología al caso de una catapulta. Tecnura 2007, 10, 127–138. Available online: https://www.redalyc.org/articulo.oa?id=257021012011 (accessed on 1 February 2023).
- Beg, S.; Rahman, M. Design of experiments application for analytical method development. In Handbook of Analytical Quality by Design; Beg., S., Hasnain., M.S., Rahman, M., Almalki, W., Eds.; Academic Press: Nueva Delhi, India, 2021; pp. 191–197. [Google Scholar] [CrossRef]
- Ribeiro, A.; Gomez, J.; Wayne, D.; Passaia, M.; Hallak, T.; Thomas, C.; Scarpat, F. Evaluation of the stiffening mechanism based on micro-sized particle inclusions in laminated composites. Mater. Res. 2019, 22, e20190084. [Google Scholar] [CrossRef]
- Eney de Matos, V.; Clark, A.; Pereira, C.; Silva, S. Analysis of quartz floatability using design of experiments. REM Int. Eng. J. 2019, 72, 501–506. [Google Scholar] [CrossRef]
- Cuetara, J.R.; Howland, J.J. Empleo de la metodología de superficies de respuesta para determinar el factor k de las puzolanas naturales y su influencia en la durabilidad de los hormigones. Hormig. Acero 2018, 70, 67–73. [Google Scholar] [CrossRef]
- Kumar, R. Modified mix design and statistical modelling of lightweight concrete with high volume micro fines waste additive via the Box-Behnken design approach. Cem. Concr. Comp. 2020, 113, 103706. [Google Scholar] [CrossRef]
- Hardian, R.; Liang, Z.; Zhang, X.; Szekely, G. Artificial intelligence: The silver bullet for sustainable materials development. Green Chem. 2020, 22, 7521–7528. [Google Scholar] [CrossRef]
- Mangaraj, S.R.; Bagal, D.K.; Parhi, N.; Panda, S.N.; Barua, A.; Jeet, S. Experimental study of a portable plasma arc cutting system using hybrid RSM-nature inspired optimization technique. Mater. Today Proc. 2022, 50, 867–878. [Google Scholar] [CrossRef]
- Arunkumar, S.; Prabha, C.; Saminathan, R.; Khamaj, J.A.; Viswanath, M.; Paul Ivan, C.K.; Subbiah, R.; Kumar, P.M. Taguchi optimization of metal inert gas (MIG) welding parameters to withstand high impact load for dissimilar weld joints. Mater. Today Proc. 2022, 56, 1411–1417. [Google Scholar] [CrossRef]
- Elastómero de Silicona. Available online: https://www.casamolde.com/p/elastomero-de-poliuretano-60/ (accessed on 21 January 2022).
- Abu-Saleem, M.; Zhuge, Y.; Hassanli, R.; Ellis, M.; Rahman, M.; Levett, P. Evaluation of concrete performance with different types of recycled plastic waste for kerb application. Constr. Build. Mater. 2021, 293, 123477. [Google Scholar] [CrossRef]
- Duarte, G.M.; Faxina, A.L. Asphalt concrete mixtures modified with polymeric waste by the wet and dry processes: A literature review. Constr. Build. Mater. 2021, 312, 125408. [Google Scholar] [CrossRef]
- Al-Mansour, A.; Chen, S.; Xu, C.; Peng, Y.; Wang, J.; Ruan, S.; Zeng, Q. Sustainable cement mortar with recycled plastics enabled by the matrix-aggregate compatibility improvement. Constr. Build. Mater. 2022, 318, 125994. [Google Scholar] [CrossRef]
- Meza, A.; Pujadas, P.; Meza, L.M.; Pardo-Bosch, F.; López-Carreño, R.D. Mechanical Optimization of Concrete with Recycled PET Fibres Based on a Statistical-Experimental Study. Materials 2021, 14, 240. [Google Scholar] [CrossRef]
- Abbas, S.N.; Qureshi, M.I.; Abid, M.M.; Tariq, M.A.U.R.; Ng, A.W.M. An Investigation of Mechanical Properties of Concrete by Applying Sand Coating on Recycled High-Density Polyethylene (HDPE) and Electronic-Wastes (E-Wastes) Used as a Partial Replacement of Natural Coarse Aggregates. Sustainability 2022, 14, 4087. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Dimension (mm) | Characteristic | Density (g/cm3) | City of Origin |
|---|---|---|---|---|
| Aggregate 1 | 3 | Granule | 2.122 | Latacunga |
| Aggregate 2 | 8 | Granule | 1.315 | Latacunga |
| Aggregate 3 | 11 | Granule | 1.146 | Latacunga |
| PET 1 | 6 | Crushed | 1.341 | Santo Domingo |
| PET 2 | 8 | Crushed | 1.341 | Santo Domingo |
| PET 3 | 14 | Crushed | 1.341 | Santo Domingo |
| River sand | 3 | Granule | 2.697 | Santo Domingo |
| Holcim Cement | --- | Powder | 2.986 | Ambato |
| Artesil 1 (Silicone Elastomer) | --- | Liquid | 1.20 | Cuenca |
| Silicone Emulsion | --- | Liquid | 1 | Cuenca |
| Combination | River Sand (%) | Crushed Recycled PET | Aggregate Dimension (mm) | |
|---|---|---|---|---|
| Replacement (%) | Dimension (mm) | |||
| 1 | 80 | 20 | 6 | 3 |
| 2 | 85 | 15 | 8 | 3 |
| 3 | 75 | 25 | 8 | 3 |
| 4 | 80 | 20 | 14 | 3 |
| 5 | 85 | 15 | 6 | 8 |
| 6 | 75 | 25 | 6 | 8 |
| 7 | 80 | 20 | 8 | 8 |
| 8 | 80 | 20 | 8 | 8 |
| 9 | 80 | 20 | 8 | 8 |
| 10 | 85 | 15 | 14 | 8 |
| 11 | 75 | 25 | 14 | 8 |
| 12 | 80 | 20 | 6 | 11 |
| 13 | 85 | 15 | 8 | 11 |
| 14 | 75 | 25 | 8 | 11 |
| 15 | 80 | 20 | 14 | 11 |
| Factors | PET (%) | 15 |
| 20 | ||
| 25 | ||
| PET dimensions (mm) | 6 | |
| 8 | ||
| 14 | ||
| Aggregates dimensions (mm) | 3 | |
| 8 | ||
| 11 | ||
| Responses | Flexural tests (MPa) | |
| Compression Test (MPa) | ||
| Combination | Crushed Recycled PET | Dry Thickness (mm) (Aggregate) | Flexural Strength (Mpa) | Compression Strength (Mpa) | |
|---|---|---|---|---|---|
| Replacement (%) | Dimension (mm) | ||||
| 1 | 20 | 6 | 3 | 1.1748 | 3.9730 |
| 2 | 15 | 8 | 3 | 0.8592 | 3.3390 |
| 3 | 25 | 8 | 3 | 0.7375 | 3.1200 |
| 4 | 20 | 14 | 3 | 0.9167 | 2.5344 |
| 5 | 15 | 6 | 8 | 1.1656 | 3.9322 |
| 6 | 25 | 6 | 8 | 0.9770 | 3.3158 |
| 7 | 20 | 8 | 8 | 1.0501 | 2.9262 |
| 8 | 20 | 8 | 8 | 0.9310 | 4.0748 |
| 9 | 20 | 8 | 8 | 1.0961 | 3.0119 |
| 10 | 15 | 14 | 8 | 1.4881 | 4.1023 |
| 11 | 25 | 14 | 8 | 0.6686 | 3.8727 |
| 12 | 20 | 6 | 11 | 1.0727 | 3.6035 |
| 13 | 15 | 8 | 11 | 0.9257 | 2.5564 |
| 14 | 25 | 8 | 11 | 0.8261 | 2.9041 |
| 15 | 20 | 14 | 11 | 1.2201 | 2.5107 |
| Source of Variability | D.F | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 9 | 0.6480 | 0.0720 | 20.18 | 0.000 |
| % PET | 1 | 0.0134 | 0.0134 | 3.76 | 0.067 |
| Dim. PET | 1 | 0.0012 | 0.0012 | 0.36 | 0.556 |
| Dim. Aggregate | 1 | 0.0174 | 0.0174 | 4.88 | 0.039 |
| (% PET) · (% PET) | 1 | 0.0446 | 0.0446 | 12.51 | 0.002 |
| (Dim. PET) · (Dim. PET) | 1 | 0.0960 | 0.0960 | 26.94 | 0.000 |
| (Dim. Agr.) · (Dim. Agr.) | 1 | 0.0283 | 0.0283 | 7.96 | 0.011 |
| (% PET) · (Dim. PET) | 1 | 0.1091 | 0.1091 | 30.60 | 0.000 |
| (Dim. PET) · (Dim. Aggregate) | 1 | 0.0451 | 0.0451 | 12.65 | 0.002 |
| (% PET) · (Dim. PET) · (Dim. PET) | 1 | 0.0849 | 0.0849 | 23.81 | 0.000 |
| Lack-of-fit | 3 | 0.0025 | 0.0008 | 0.21 | 0.887 |
| Pure error | 17 | 0.0687 | 0.0040 | - | - |
| TOTAL | 29 | 0.7194 | - | - | - |
| Source of Variability | D.F | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 8 | 7.1873 | 0.8984 | 5.37 | 0.001 |
| % PET | 1 | 0.1286 | 0.1286 | 0.77 | 0.391 |
| Dim. PET | 1 | 3.2038 | 3.2038 | 19.14 | 0.000 |
| Dim. Aggregate | 1 | 0.4842 | 0.4842 | 2.89 | 0.104 |
| (% PET) · (% PET) | 1 | 0.1580 | 0.1580 | 0.94 | 0.342 |
| (Dim. PET) · (Dim. PET) | 1 | 0.7647 | 0.7647 | 4.57 | 0.045 |
| (Dim. Agr.) · (Dim. Agr.) | 1 | 1.8762 | 1.8761 | 11.21 | 0.003 |
| (% PET) · (Dim. PET) | 1 | 0.0748 | 0.0748 | 0.45 | 0.511 |
| (% PET) · (% PET) · (Dim. PET) | 1 | 2.6541 | 2.6541 | 15.85 | 0.001 |
| Lack of fit | 4 | 0.5495 | 0.1373 | 0.79 | 0.549 |
| Pure error | 17 | 2.9663 | 0.1745 | - | |
| TOTAL | 29 | 10.7031 | - | - |
| Variable | Value | Unit | |
|---|---|---|---|
| Factors | PET percentage | 15 | % |
| PET dimension | 14 | mm | |
| Aggregate dimension | 7.36 | mm | |
| Results | Flexural Strength | 1.48 | MPa |
| Compression Strength | 3.96 | MPa |
| Commercial masonry veneer Density = 2.7 g/m3 (8 specimens tests) |  | ||
| Ecological (PET) masonry veneer Density = 1.8 g/m3 (90 specimens tests) |  | ||
| Compression test NTE INEN 1573  | Compression Strength (Shimadzu Machine Concrete 2000x) | Commercial | 2.04 MPa |
| Ecological (PET) | 3.96 MPa | ||
| Failure mode: Common/non-explosive. Properties: Excellent toughness. |  | ||
| Flexural test NTE INEN 2554  | Flexural (four point) Strength (Shimadzu Machine Concrete 2000x) | Commercial | 0.70 MPa |
| Ecological (PET) | 1.48 Mpa | ||
| Failure mode: Mode I—Typical by flexion. Properties: High ductility/higher toughness. |  | ||
| Variables | Global Optimum (GO) Table 6 | Referential Case for SEM ≈ GO Table 2—Case 10 | Referential Case for SEM ≠ GO Table 2—Case 5 | |
|---|---|---|---|---|
| Factors | PET (%) | 15 | 15 | 15 |
| PET Dim. (mm) | 14 | 14 | 6 | |
| Aggregate Dim. (mm) | 7.36 | 8 | 8 | |
| Results | Flexural Strength (MPa) | 1.48 | 1.38 | 1.10 |
| Compression Strength (MPa) | 3.96 | 3.96 | 3.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paredes, J.; Castillo, W.; Salinas, G.; Erazo, H.; Guerrero, V.H. Optimization of Compression and Flexural Properties of Masonry Veneers with Recycled PET-1. Polymers 2023, 15, 1122. https://doi.org/10.3390/polym15051122
Paredes J, Castillo W, Salinas G, Erazo H, Guerrero VH. Optimization of Compression and Flexural Properties of Masonry Veneers with Recycled PET-1. Polymers. 2023; 15(5):1122. https://doi.org/10.3390/polym15051122
Chicago/Turabian StyleParedes, Juan, Willan Castillo, Gabriela Salinas, Henry Erazo, and Víctor H. Guerrero. 2023. "Optimization of Compression and Flexural Properties of Masonry Veneers with Recycled PET-1" Polymers 15, no. 5: 1122. https://doi.org/10.3390/polym15051122
APA StyleParedes, J., Castillo, W., Salinas, G., Erazo, H., & Guerrero, V. H. (2023). Optimization of Compression and Flexural Properties of Masonry Veneers with Recycled PET-1. Polymers, 15(5), 1122. https://doi.org/10.3390/polym15051122