
MC-Injection Molding with Liquid Silicone Rubber (LSR) and Acrylonitrile Butadiene Styrene (ABS) for Medical Technology


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Injection Molding Process and the Production of Test Specimens/Parts
2.2. Artificial Aging
2.3. Sterilization Process
2.4. Materials
2.4.1. Thermoplastics
2.4.2. Silicone Rubber
2.5. Test Methods
2.5.1. Fourier Transform Infrared (FTIR) Spectroscopy
2.5.2. Peeling Test according to VDI 2019
3. Results and Discussion
3.1. FTIR Spectroscopy
3.1.1. FTIR Analysis of Samples after UVC Irradiation
3.1.2. FTIR Analysis of Samples after Openair® Plasma Treatment
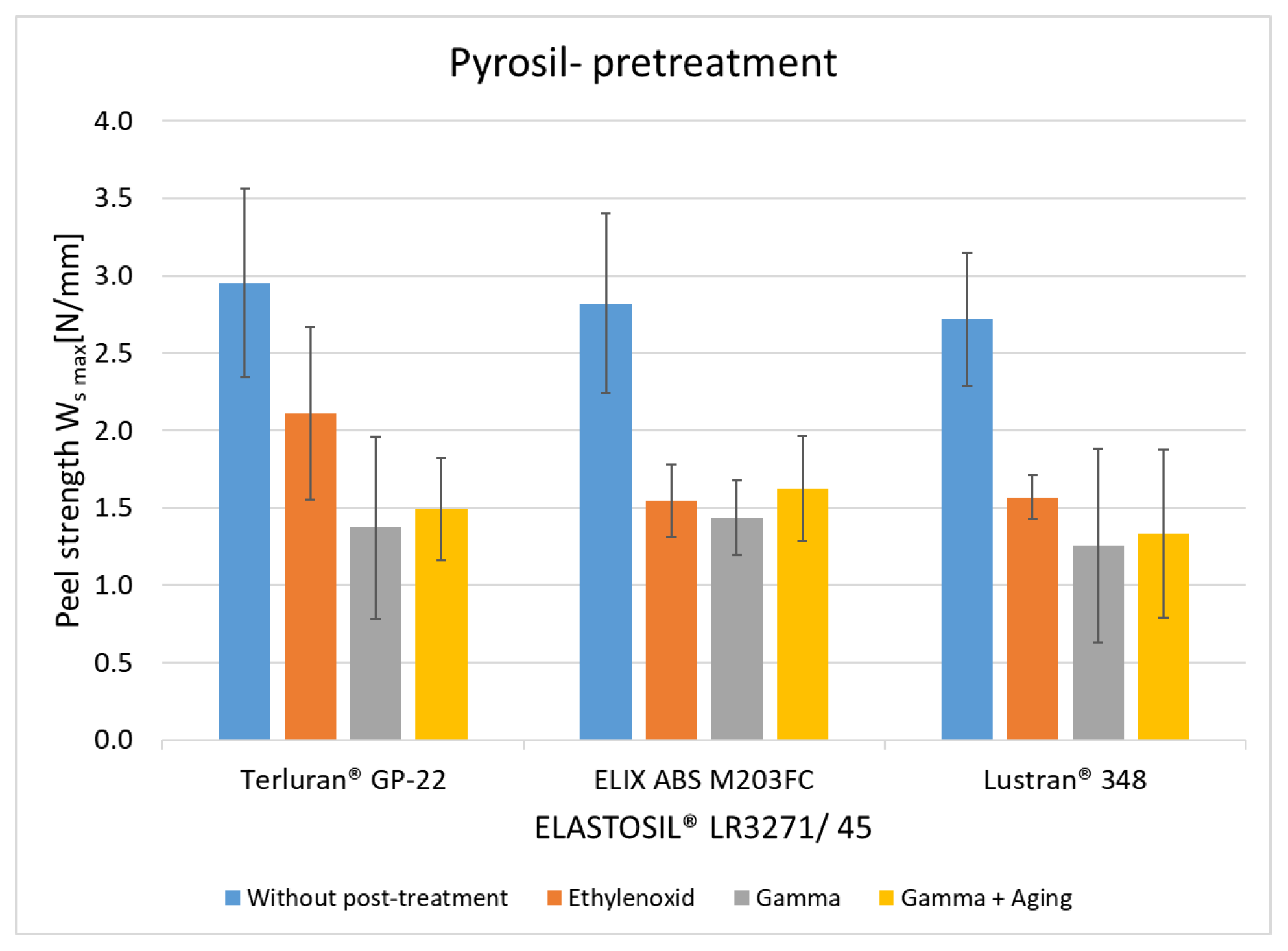
3.1.3. FTIR Analysis of Samples after Pyrosil Treatment
3.2. Peeling Test
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Eyerer, P.; Elsner, P.; Hirth, T. Kunststoffe—Eigenschaften und Anwendungen, 8th ed.; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Berlin, W.; Demes, M.; Beuscher, J.; Dröder, K. Variothermie im Wandel der Zeit. Kunststoffe 2019, 8, 20–23. [Google Scholar]
- Baur, E.; Brinkmann, S.; Osswald, T.; Rudolph, N.E. Schmachtenberg: Saechtling Kunststoff Taschenbuch, 31st ed.; Carl Hanser Verlag: München, Germany, 2013. [Google Scholar]
- Röthemeyer, F.F. Sommer: Kautschuk Technologie, 3rd ed.; Carl Hanser Verlag: München, Germany, 2013. [Google Scholar]
- Baumgart, C.; Höll, B.; Neumeyer, T.; Altstädt, V. Ein ungleiches Paar hält zusammen. Kunststoffe 2016, 8. [Google Scholar]
- Giesen, R.-U.; Hartung, M.; Rüppel, A.; Heim, H.-P. Mehrkomponentenbauteile aus Flüssigsilikonkautschuken (LSR) und UV-Licht aktivierten Polycarbonaten. GAK 2017, 10. [Google Scholar]
- Hamdi, M.; Saleh, M.N.; Poulis, J.A. Improving the adhesion strength of polymers: Effect of surface treatments. J. Adhes. Sci. Technol. 2020, 34, 1853–1870. [Google Scholar] [CrossRef]
- Gautriaud, E.; Stafford, K.T.; Adamchuk, J.; Simon, M.W.; Ou, D.L. Effect of sterilization on the mechanical properties of silicone rubbers. Saint-Gobain Performance Plastics White Paper. BioProcess Int. 2009, 8, S42–S49. [Google Scholar]
- Lake, M. (Ed.) Oberflächentechnik in der Kunststoffverarbeitung, 2nd ed.; Aktualisierte Auflage; Carl-Hanser-Verlag: München, Germany, 2016. [Google Scholar]
- Rivaton, A.; Mailhot, B.; Soulestin, J.; Varghese, H.; Gardette, J.L. Comparison of the photochemical and thermal degradation of bisphenol-A polycarbonate and tri methylcyclohexane–polycarbonate. Polym. Degrad. Stab. 2002, 75, s17–s33. [Google Scholar] [CrossRef]
- Abenojar, J.; Torregrosa-Coque, R.; Martinez, M.A.; Martin-Martinez, J.M. Surface modifications of polycarbonate (PC) and acrylonitrile butadiene styrene (ABS) copolymer by treatment with atmospheric plasma. Surf. Coat. Technol. 2009, 203, S2173–S2180. [Google Scholar] [CrossRef]
- Rüppel, A. Untersuchung von Flüssigsilikonkautschuk-Polypropylen-Verbunden: Einflüsse der Lagerung und des Verarbeitungsprozesses auf die Haftungseigenschaften. Ph.D. Dissertation, Universität Kassel, Kassel, Germany, 2021. [Google Scholar]
- Briehn, C. Sterilisieren ohne Problemen. Kunststoffe 2011, 9, 99–101. [Google Scholar]
- McKeen, W.L. The Effect of Sterilization on Plastics and Elastomers, 3rd ed.; Elsevier Science Ltd.: Amsterdam, The Netherlands, 2012; pp. 8–39. [Google Scholar]
- Saviello, D.; Pouyet, E.; Toniolo, L.; Cotte, M.; Nevin, A. Synchrotron-based FTIR microspectroscopy for the mapping of photo-oxidation and additives in acrylonitrile–butadiene–styrene model samples and historical objects. Anal. Chim. Acta 2014, 843, 59–72. [Google Scholar] [CrossRef] [PubMed]
- Freymond, C.; Mackré-Delannoy, X.; Guinault, A.; Charbuillet, C.; Fayolle, B. Thermal oxidationofacrylonitrile-butadiene-styrene: Origin of the ductile/brittle transition. HAL Sci. Ouvert. 2023, 206, 110186. [Google Scholar] [CrossRef]
- Bokria, J.G.; Schlick, S. Spatial effects in the photodegradation of poly(acrylonitrile-butadiene-styrene): A study by ATR-FTIR. Polymer 2002, 43, 3239–3246. [Google Scholar] [CrossRef]
- Hartung, M.; Nikousaleh, M.A.; Giesen, R.U.; Heim, H.P. UV Surface Treatment of Polycarbonate for Adhesion Improvement to Liquid Silicone Ruber (LSR). J. Plast. Technol. 2019, 15, 2. [Google Scholar]
- Majchrzycka, K.; Okrasa, M.; Brochocka, A.; Urbaniak-Domagala, W. Influence of low-temperature plasma treatment on the liquid filtration efficiency of melt-blown PP nonwovens in the conditions of simulated use of respiratory protective equipment. Chem. Process Eng. 2017, 38, 195–207. [Google Scholar] [CrossRef]
- Rüppel, A.; Giesen, R.U.; Heim, H.P. The adhesion of lsr thermoplastic composites after storage tests. In Proceedings of the Technical Conference & Exhibition, Anaheim, CA, USA, 8–10 May 2017; Society of Plastics Engineers: Danbury, CT, USA, 2017. EISBN 978-1-5231-1668-3. [Google Scholar]
- Beer, T.; Knospe, A.; Buske, C. Atmosphärisches Plasma in der Medizintechnik. In Medizintechnik-Life Science Engineering; Springer: Berlin/Heidelberg, Germany, 2009; pp. 839–862. [Google Scholar]
- Cognard, J. Some recent progress in adhesion technology and science. C. R. Chim. 2006, 9, 13–24. [Google Scholar] [CrossRef]
- Antosik, A.K.; Mozelewska, K.; Gziut, K. Influence of UV on the self-adhesive properties of silicone pressure-sensitive adhesives. Polimery 2023, 68, 19–24. [Google Scholar] [CrossRef]
- Kochanke, A.; Krämer, K.; Üffing, G.; Hartwig, A. Influence of high-temperature and high-humidity aging on the material and adhesive properties of addition curing silicone adhesives. Int. J. Adhes. Adhes. 2021, 111, 102980. [Google Scholar] [CrossRef]
- Matinlinna, J.P.; Lassila, L.V.J.; Vallittu, P.K. The effect of three silane coupling agents and their blends with a cross-linker silane on bonding a bis-GMA resin to silicatized titanium (a novel silane system). J. Dent. 2006, 34, 740–746. [Google Scholar] [CrossRef] [PubMed]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikousaleh, M.A.; Giesen, R.-U.; Heim, H.-P.; Hartung, M. MC-Injection Molding with Liquid Silicone Rubber (LSR) and Acrylonitrile Butadiene Styrene (ABS) for Medical Technology. Polymers 2023, 15, 3972. https://doi.org/10.3390/polym15193972
Nikousaleh MA, Giesen R-U, Heim H-P, Hartung M. MC-Injection Molding with Liquid Silicone Rubber (LSR) and Acrylonitrile Butadiene Styrene (ABS) for Medical Technology. Polymers. 2023; 15(19):3972. https://doi.org/10.3390/polym15193972
Chicago/Turabian StyleNikousaleh, Mohammad Ali, Ralf-Urs Giesen, Hans-Peter Heim, and Michael Hartung. 2023. "MC-Injection Molding with Liquid Silicone Rubber (LSR) and Acrylonitrile Butadiene Styrene (ABS) for Medical Technology" Polymers 15, no. 19: 3972. https://doi.org/10.3390/polym15193972
APA StyleNikousaleh, M. A., Giesen, R.-U., Heim, H.-P., & Hartung, M. (2023). MC-Injection Molding with Liquid Silicone Rubber (LSR) and Acrylonitrile Butadiene Styrene (ABS) for Medical Technology. Polymers, 15(19), 3972. https://doi.org/10.3390/polym15193972