
Research Progress in Boron-Modified Phenolic Resin and Its Composites

Abstract
1. Introduction
2. Synthesis Method of BPF
2.1. Paraformaldehyde Method
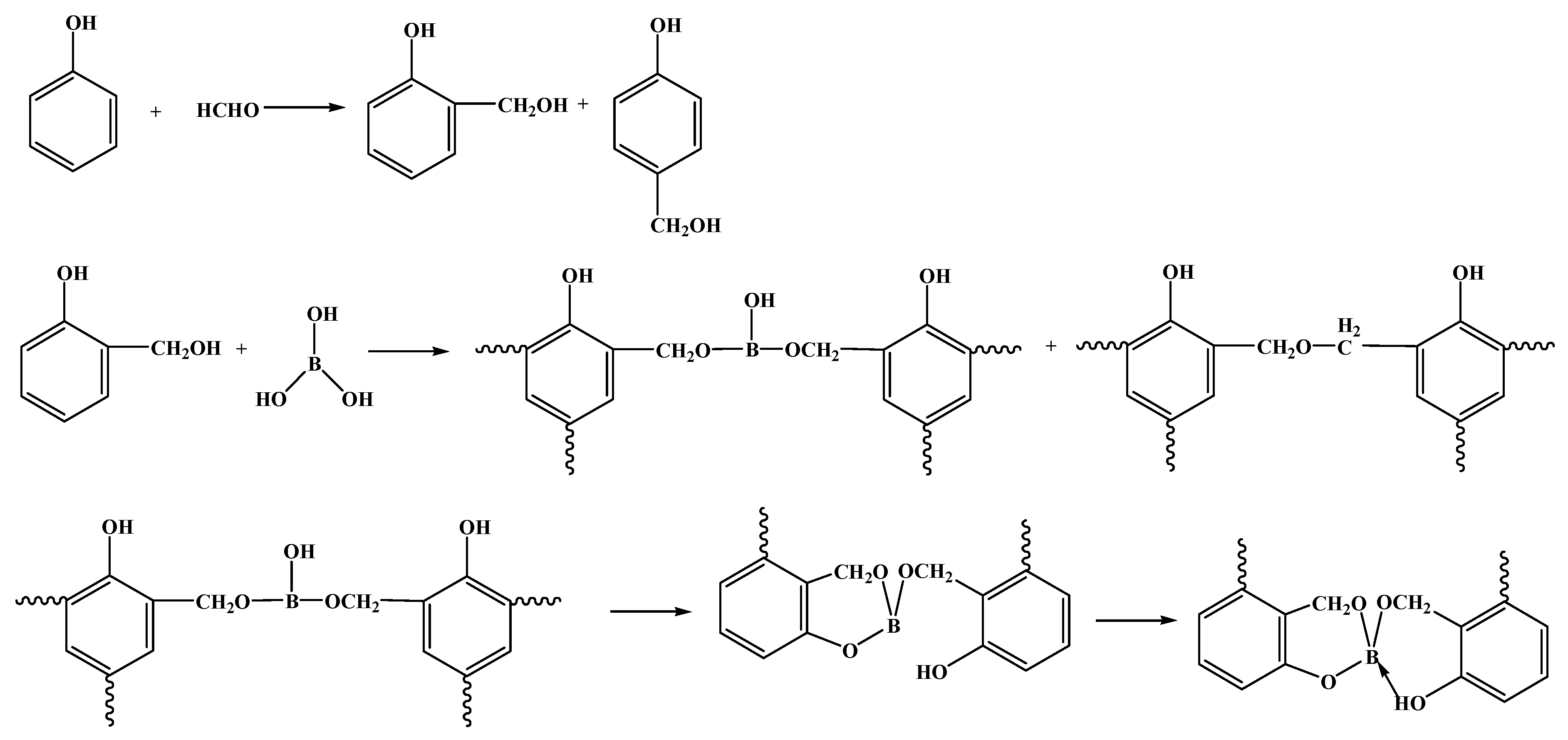
2.2. Salicyl Alcohol Method
2.3. Copolymerization and Blending Method
3. Modification of BPF
3.1. Organic Modification
3.1.1. Silicone Modification
3.1.2. Amine Modification
3.1.3. Vegetable Oil Modification
3.1.4. Rubber Modification
3.1.5. Bismaleimide Modification
3.1.6. Aromatic Hydrocarbon Modification
3.2. Inorganic Modification
3.2.1. Molybdenum Modification
3.2.2. Phosphorus Modification
3.2.3. Molybdenum Phosphorus Modification
4. BPF-Based Composites
4.1. Molding Methods
4.1.1. Compression Molding
4.1.2. Mechanical Mixing Method
4.1.3. Bulk Dipping Method
4.1.4. Sol–Gel Method
4.1.5. In Situ Polymerization
4.1.6. Melt Blend Extrusion Method
4.2. Properties
4.2.1. Heat Resistance
4.2.2. Ablative Property
4.2.3. Mechanical Properties
4.2.4. Friction Performance
4.2.5. Flame-Retardant Properties
4.2.6. Water Resistance
5. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, Y.; Guo, L.; Zhang, H.; Zhai, H.; Ren, H. Research status, industrial application demand and prospects of phenolic resin. RSC Adv. 2019, 9, 28924–28935. [Google Scholar] [CrossRef] [PubMed]
- Bian, C.; Wang, S.; Liu, Y.; Jing, X. Thermal stability of phenolic resin: New insights based on bond dissociation energy and reactivity of functional groups. RSC Adv. 2016, 6, 55007–55016. [Google Scholar] [CrossRef]
- Hu, P.; Liu, J.; Zhang, H.; Sun, C. Research development of phenolic resin and molding technologies. Thermosetting Resin 2006, 21, 36–41. [Google Scholar]
- Bian, C.; Wang, Y.; Wang, S.; Zhong, Y.; Liu, Y.; Jing, X. Influence of borate structure on the thermal stability of boron-containing phenolic resins: A DFT study. Polym. Degrad. Stab. 2015, 119, 190–197. [Google Scholar] [CrossRef]
- He, J.; Xue, X.; Li, Y. Advance in synthesis and application research of boron phenolic resin. Liaoning Chem. Ind. 2010, 39, 48–51. [Google Scholar]
- Hirohata, T.; Misaki, T.; Yoshii, M. Bromine, chlorine and boron modified phenolic resins with excellent flame retardance and thermal stability. J. Soc. Mater. Sci. Jpn. 1987, 36, 184–188. [Google Scholar] [CrossRef][Green Version]
- Hirohata, T.; Misaki, T.; Komoda, S.; Yoshii, M. Synthesis and curing condition of boron modified phenolic resin derived from boron anhydride and phenol. J. Soc. Mater. Sci. Jpn. 1989, 38, 1098–1101. [Google Scholar] [CrossRef]
- Wang, L.; Lu, J.; Zheng, L.; Zhang, H. Study on the high temperature-resistant boron-phenolic resin. FRP/CM 2009, 2, 68–71. [Google Scholar]
- Qiu, J.; Wang, G.; Feng, Y. Synthesis and properties of boron modified phenolic resin with different boron content. J. Tongji Univ. Nat. Sci. 2007, 35, 381–384. [Google Scholar]
- Abdalla, M.; Ludwick, A.; Mitchell, T. Boron-modified phenolic resins for high performance applications. Polymer 2003, 44, 7353–7359. [Google Scholar] [CrossRef]
- Fu, Q. Study on Preparation and Properties of Phenolic Resin by Boron and Molybdenum. Henan University of Technology, Zhengzhou, China, 2012. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAkVR3-_UaYGQCi3Eil_xtLbzbJBnpJtDp5leK6I6TitGQu8F2xgLkP-Qqx9Puvm9XU&uniplatform=NZKPT (accessed on 16 January 2013).
- Yang, Y.; Wang, R.; Wang, D. Research progress of synthesis and preparation for boron phenolic resin and it’s plastic. Eng. Plast. Appl. 2012, 40, 87–91. [Google Scholar]
- Chen, Z. Study on synthesis conditions of boron-containing bisphenol A formaldehyde resin. Hebei Chem. Ind. 1983, 4, 19–27. [Google Scholar]
- Zhang, M.; Wei, J.; Xie, J. Synthesis of boron-modified phenolic resin. Chin. J. Synth. Chem. 2004, 12, 77–80. [Google Scholar]
- Wang, D.; Zhang, Y.; Yin, Y.; Cao, J.; Li, T.; Zhao, X. Synthesis and application of boron modified phenol-formaldehyde resin with high temperature resistance. China Adhes. 2014, 23, 22–26. [Google Scholar]
- Huo, L.; Zhu, J.; Yin, H.; Zhao, X.; Wang, D. Synthesis of phenolic resin modified with boron. Henan Sci. 2007, 25, 204–207. [Google Scholar]
- Wang, D.; Zhao, X. Synthesis of phenolic resin modified organic boron. China Adhes. 2006, 15, 15–16. [Google Scholar]
- Gu, C.; Lin, Y.; Shi, M.; Wu, X. Study of boron modified bisphenol-f type phenolic resin used as matrix in high temperature resistant brake. Acta Mater. Compos. Sin. 1991, 8, 37–43. [Google Scholar]
- Wu, F.; Deng, H. Organic boron modified phenolic resin heat of the study. J. North China Inst. Sci. Technol. 2007, 4, 29–32. [Google Scholar]
- Gao, J.; Liu, Y.; Yang, L. Thermal stability of boron-containing phenol formaldehyde resin. Polym. Degrad. Stab. 1999, 63, 19–22. [Google Scholar] [CrossRef]
- Gao, J. Study on the mechanism of synthesis and curing of boron containing phenolic formaldehyde resin. Acta Chim. Sin. 1990, 48, 411–414. [Google Scholar]
- Gao, J.; Liu, Y. Kinetics of thermal degradation of boron-containing phenol-formaldehyde resin. Chin. J. Appl. Chem. 1994, 11, 63–66. [Google Scholar]
- Gao, J.; Liu, Y.; Wang, F. Structure and properties of boron-containing bisphenol-A formaldehyde resin. Eur. Polym. J. 2001, 37, 207–210. [Google Scholar] [CrossRef]
- Gao, J.; Liu, Y.; Wang, F. Structure of boron-containing bisphenol-A formaldehyde resin and kinetics of thermal degradation. Polym. Mater. Sci. Eng. 1995, 11, 31–35. [Google Scholar] [CrossRef]
- Gao, J.; Xia, L.; Liu, Y. Structure of a boron-containing bisphenol-F formaldehyde resin and kinetics of its thermal degradation. Polym. Degrad. Stab. 2004, 83, 71–77. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Q.; Li, X.; Guo, S. Synthesis of boron-phenol-formaldehyde resin improved by cashew nut shell liquid. J. Hebei Univ. Nat. Sci. 1989, 9, 30–33. [Google Scholar]
- Gao, J.; Wu, W.; Li, X. Synthesis and thermal properties of a boron-containing bisphenol-S formaldehyde resin. Adv. Mater. Res. 2011, 239, 2905–2908. [Google Scholar] [CrossRef]
- Xia, L. Structure, Curing Kinetics and Thermal Properties of Boron-Containing Bisphenol-F Formaldehyde Resin. Hebei University, Baoding, China, 2004. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4m9eu-VXu9H75RhMZCEMue9h8LplqMYx94ZL6FzrxcIuQCOwf4ZqnRLuGxGHnCuLlzFjrv_4mCSN&uniplatform=NZKPT (accessed on 16 September 2004).
- Liu, H.; Wu, L.; You, Y.; Feng, D.; Mao, R. Infrared characterization of curing process of boron modified phenolic resin. Eng. Plast. Appl. 2007, 35, 51–54. [Google Scholar]
- Kawamoto, A.M.; Pardini, L.C.; Diniz, M.F.; Lourenço, V.L.; Takahashi, M.F.K. Synthesis of a boron modified phenolic resin. J. Aerosp. Technol. Manag. 2010, 2, 169–182. [Google Scholar] [CrossRef]
- Gao, Z.; Liu, S. Development of boron-containing phenolic resin. Liaoning Chem. Ind. 1986, 6, 5–7. [Google Scholar]
- Zhang, Y.; Cao, J.; Wang, D.; Li, T.; Zhao, X. Synthesis of boron modified phenolic resin. Henan Sci. 2013, 31, 268–271. [Google Scholar]
- Wu, W.; Leng, J.; Wang, Z.; Gao, J. Preparation of epoxy/boron-containing bisphenol-S formaldehyde/nano-SiO2 composites. China Synth. Resin Plast. 2015, 32, 19–22. [Google Scholar]
- Zhang, D. Properties and applications of new high temperature resistant and flame retardant resin systems. Aerosp. Mater. Technol. 2001, 31, 19–23. [Google Scholar]
- Zhang, D.; Lu, J. Properties of FB high temperature resistant and flame retardant thermosetting phenolic resin and its application in electrical insulation. In Proceedings of the Ninth National Epoxy Resin Applied Technology Academic Exchange Conference, Luoyang, China, 13 July 2001. [Google Scholar]
- Wang, D.; Chang, G.; Chen, Y. Preparation and thermal stability of boron-containing phenolic resin/clay nanocomposites. Polym. Degrad. Stab. 2008, 93, 125–133. [Google Scholar] [CrossRef]
- Song, C.; Liu, S.; Xu, S. Structure and heat-resistance of boron modified phenolic resin. Polym. Mater. Sci. Eng. 2012, 28, 59–61. [Google Scholar]
- Wang, X.; Yi, X.; Shao, W.; Xiao, Z. Synthesis and thermal stability of boron modified phenolic resin. J. Xiamen Univ. Nat. Sci. 2013, 52, 226–231. [Google Scholar]
- Song, C.; Liu, S.; Xu, S. Study on curing kinetics on boron modified phenolic resin. FRP/CM 2010, 6, 45–47. [Google Scholar]
- Liu, Y.; Liu, T.; Yu, J. Curing kinetics of allyl phenolic resin. J. Mater. Metall. 2012, 11, 300–302. [Google Scholar]
- Fei, G.; Liu, Y.; Wang, Q. Synthesis of novolac based char former and its synergistic effects with magnesium hydroxide on flame retardancy of polyamide-6. Acta Polym. Sin. 2011, 10, 1195–1201. [Google Scholar] [CrossRef]
- Cheng, W.; Miao, W.; Xi, X.; Jiang, J. Preparation and properties of boron modified phenolic resin. Adhesion 2008, 29, 25–27. [Google Scholar]
- Wang, S.; Jing, X.; Wang, Y.; Si, J. High char yield of aryl boron-containing phenolic resins: The effect of phenylboronic acid on the thermal stability and carbonization of phenolic resins. Polym. Degrad. Stab. 2014, 99, 1–11. [Google Scholar] [CrossRef]
- Wang, S.; Jing, X.; Wang, Y.; Si, J. Synthesis and characterization of novel phenolic resins containing aryl-boron backbone and their utilization in polymeric composites with improved thermal and mechanical properties. Polym. Adv. Technol. 2014, 25, 152–159. [Google Scholar] [CrossRef]
- Feng, J.; Chen, L.; Gu, J.; He, Z.; Yun, J.; Wang, X. Synthesis and characterization of aryl boron-containing thermoplastic phenolic resin with high thermal decomposition temperature and char yield. J. Polym. Res. 2016, 23, 97. [Google Scholar] [CrossRef]
- Jing, X.; Wang, S.; Si, J.; Wang, Y. Aryl-Containing Boron Phenolic Resin and Preparation Method Thereof: China. CN103289033A, 8 April 2013. [Google Scholar]
- Liu, Y. High Performance Studies on Hyperbranched Polyborates Modified Phenolic Resins. Xi’an Jiaotong University, Xi’an, China, 2008. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C447WN1SO36whHG-SvTYjkCc7dJWN_daf9c2-IbmsiYfKpx6-S5tEPjLvv6-g_9PHsTzOIKYCVvR6Zgn7IgQ8oPP&uniplatform=NZKPT (accessed on 16 December 2011).
- Liu, Y.; Jing, X. Pyrolysis and structure of hyperbranched polyborate modified phenolic resins. Carbon 2007, 45, 1965–1971. [Google Scholar] [CrossRef]
- Xu, P.; Jing, X. High carbon yield thermoset resin based on phenolic resin, hyperbranched polyborate, and paraformaldehyde. Polym. Adv. Technol. 2011, 22, 2592–2595. [Google Scholar] [CrossRef]
- Xu, P.; Jing, X. Pyrolysis of hyperbranched polyborate modified phenolic resin. Polym. Eng. Sci. 2010, 50, 1382–1388. [Google Scholar] [CrossRef]
- Liu, Y.; Jing, X. Miscibility, morphology, and thermal properties of hyperbranched polyborates modified phenolic resins. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 2012–2021. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, J.; Duan, Z.; Li, F. Study on the microstructure evolution of phenol-formaldehyde resin modified by ceramic additive. Chin. J. Mater. Res. 2006, 20, 203–207. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, J.; Wu, S. Adhesive properties of B4C-modified phenol-formaldehyde (PF) resin adhesive for the high-temperature bonding of Si3N4. J. Univ. Sci. Technol. Beijing 2007, 29, 178–181. [Google Scholar]
- Wang, J.; Jiang, N.; Jiang, H. The High-temperatures bonding of graphite/ceramics by organ resin matrix adhesive. Int. J. Adhes. Adhes. 2006, 26, 532–536. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, N.; Guo, Q.; Liu, L.; Song, J. Study on the structural evolution of modified phenol-formaldehyde resin adhesive for the high-temperature bonding of graphite. J. Nucl. Mater. 2006, 348, 108–113. [Google Scholar] [CrossRef]
- Yu, J.; Huang, X.; Wu, C.; Wu, X.; Wang, G.; Jiang, P. Interfacial modification of boron nitride nanoplatelets for epoxy composites with improved thermal properties. Polymer 2012, 53, 471–480. [Google Scholar] [CrossRef]
- Zhai, D. Synthesis and Properties Characteristic of Boron-Nitrogen Coordination Phenol-Formaldehyde Resin. Hebei University, Baoding, China, 2008. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAkhskYGsHyiXlyV6jw0YcPLHOH7eR7pknwu2dthgxv2JURFxMLn7udg14GD0q7ndLG&uniplatform=NZKPT (accessed on 16 December 2011).
- Xiao, N.; Xu, S.; Peng, J.; Zhang, L.; Zou, W. Boron modified phenolic resin heat of synthesis and characterization. Chem. World 2010, 51, 538–540. [Google Scholar]
- Tan, X.; Huang, N.; Shang, Y.; Li, Y.; Xie, H. Synthesis and characterization of boron-modified phenolic resin containing large hydromethyl groups. China Plast. Ind. 2001, 29, 6–8. [Google Scholar]
- Zang, C.; Xing, Y.; Yang, T.; Teng, Q.; Zhen, J.; Zhang, R.; Jia, Z.; Han, W. The Preparation and Wear Behaviors of Phenol–Formaldehyde Resin/BN Composite Coatings. Polymers 2022, 14, 4230. [Google Scholar] [CrossRef]
- Wang, M.; Zhou, Y.; Li, Y.; Zeng, L.; Wang, Z. Heat resistance of boron phenolic resin modified by tung oil and frication property of its complex material. Fine Chem. 2004, 21, 477–480. [Google Scholar]
- Du, Y.; Ji, F.; Liu, Z.; Lv, C. Synthesis and properties of boron-and silicone-containing phenolic resin. Polym. Mater. Sci. Eng. 2003, 19, 44–47. [Google Scholar]
- Yi, X.; Feng, A.; Shao, W.; Xiao, Z. Synthesis of boron modified phenolic resin and the mechanic performance of its molding plastics. Mater. Rep. 2015, 29, 52–57. [Google Scholar]
- Wang, F. The Synthesis and Research of Boron/Organosilicon Modified Phenolic Resin Composite. Wuhan University of Technology, Wuhan, China, 2014. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAkbl4wwVeJ9RmnJRGnwiiNVo7FLmowRQ_Ob0niFXv-sTcGTL0iAI157ixk0SmBHEvT&uniplatform=NZKPT (accessed on 16 March 2015).
- Yi, D.; Ouyang, Z.; Wu, L.; Ji, C. Synthesis and properties of boron-and-silicon-containing phenolic resin. China Adhes. 2008, 17, 12–15. [Google Scholar]
- Du, Y. Study on Boron-Silicon-Modified Phenolic Resin. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 1998. Available online: https://d.wanfangdata.com.cn/thesis/Y258581 (accessed on 12 June 2023).
- Xue, G.; Zhang, B.; Sun, M.; Zhang, X.; Li, J.; Me, G.; Wang, L.; Zhao, M.; Song, C.; Li, Q. Synthesis and properties of boron-and silicone-containing phenolic resin modified with SiO2 formed in-situ. Adhesion 2014, 4, 35–39. [Google Scholar]
- Zhang, T.; Ji, F.; Chen, L.; Yang, Q.; Liu, X. Synthesis and properties of ablative phenolic resin. Surf. Technol. 2009, 38, 54–56. [Google Scholar]
- Jiang, C. Boron-Containing Phenol Formaldehyde Resin Modified by Nanoparticles and Synthesis, Curing Kinetics and Thermal Properties of POSS Epoxy Resin. Hebei University, Baoding, China, 2007. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAkhskYGsHyiXlyV6jw0YcPLC_SX8aQxzl5wTef0-laqJSUo7UaNPNznOLNTIXkjbtu&uniplatform=NZKPT (accessed on 16 November 2011).
- Wang, F.; Huang, Z.; Zhang, G.; Li, Y. Preparation and thermal stability of heat-resistant phenolic resin system constructed by multiple heat-resistant compositions containing boron and silicon. High Perform. Polym. 2017, 29, 493–498. [Google Scholar] [CrossRef]
- Zhang, B.; Sun, M.; Zhang, X.; Zhang, M.; Li, J.; Li, Q. High temperature-resistant adhesive of modified phenolic resin with polyborosiloxane. Polym. Mater. Sci. Eng. 2008, 24, 152–155. [Google Scholar]
- Li, S.; Chen, F.; Zhang, B.; Luo, Z.; Li, H.; Zhao, T. Structure and improved thermal stability of phenolic resin containing silicon and boron elements. Polym. Degrad. Stab. 2016, 133, 321–329. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, J.; Li, H.; Zhao, T. Preparation and characterization of polyborosiloxanes and their blends with phenolic resin as shapeable ceramic precursors. Chin. J. Polym. Sci. 2014, 32, 187–196. [Google Scholar] [CrossRef]
- Guo, Z.; Li, H.; Han, W.; Zhao, T. Thermal stability of novolac cured with polyborosilazane. J. Appl. Polym. Sci. 2013, 128, 3356–3364. [Google Scholar] [CrossRef]
- Guo, A.; Li, J.; Liu, C.; Xiao, D. Research on silicone-modified boric phenolic resin. Chem. J. Chin. Univ. 2016, 37, 2284–2290. [Google Scholar]
- Zhang, L.; Zhang, Y.; Wang, L.; Yao, Y.; Wu, J.; Sun, Y.; Tian, M.; Liu, J. Phenolic resin modified by boron-silicon with high char yield. Polym. Test. 2019, 73, 208–213. [Google Scholar] [CrossRef]
- Yun, J.; Chen, L.; Zhao, H.; Zhang, X.; Ye, W.; Zhu, D. Boric acid as a coupling agent for preparation of phenolic resin containing boron and silicon with enhanced char yield. Macromol. Rapid Commun. 2019, 40, 1800702. [Google Scholar] [CrossRef]
- Wang, D. Study on The Thermal Stability and Ceramization of Polyborosiloxane/PF and Polytitanoborosiloxane/PF Blends. Beijing University of Chemical Technology, Beijing, China, 2015. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAk6nr4r5tSd-_pTaPGgq4znP3NcMGJDgEMbrZw40Vpl2OwMGyN-GBpBdmc74tzn4GI&uniplatform=NZKPT (accessed on 16 February 2016).
- Xu, Q.; Xiao, H.; Wang, Y. Study on phenolic resin with boron-nitrogen coordination structure. FRP/CM 1986, 1, 26–28. [Google Scholar]
- Xu, Q.; Xiao, H.; Wang, Y.; Liu, J.; Pu, Y.; Zhang, G. Study on curing epoxy of phenolic resin with boron-nitrogen coordination structure. Thermosetting Resin 1986, 3, 1–4. [Google Scholar]
- Su, X. Structure, Curing Kinetics and Thermal Properties of Boron-Nitrogen Formaldehyde Resin. Hebei University, Baoding, China, 2005. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4h_jQYuCnj_co8vp4jCXSivDpWurecxFtJu-y4ArXI390xbdkGHoso9vZXKj24zN1aFPPoZIEfYC&uniplatform=NZKPT (accessed on 16 September 2005).
- Gao, J.; Jiang, C.; Su, X. Synthesis and thermal properties of boron-nitrogen containing phenol formaldehyde resin/MMT nanocomposites. Int. J. Polym. Mater. 2010, 59, 544–552. [Google Scholar] [CrossRef]
- Gao, J.; Su, X.; Xia, L. Synthesis and structure characterization of boron-nitrogen containing phenol formaldehyde resin. Int. J. Polym. Mater. 2005, 54, 949–961. [Google Scholar] [CrossRef]
- Gao, J. Study on amine modified boron phenolic resin. China Plast. Ind. 1994, 2, 59–61. [Google Scholar]
- Zhai, D.; Gao, J.; Tian, Q.; Jiang, C. Thermal degradation kinetics and thermal properties of boron-nitrogen coordination phenol-formaldehyde resin. J. Hebei Univ. Nat. Sci. 2008, 28, 282–286. [Google Scholar]
- Song, J.; Tian, M.; Wang, W.; Zhang, D.; Zhang, H.; Wang, L.; Zhang, L.; Tu, C. The research status of modification of phenolic resins with plant oils. FRP/CM 2016, 4, 93–97. [Google Scholar]
- Wang, F.; Huang, Z.; Liu, Y.; Li, Y. Novel cardanol-containing boron-modified phenolic resin composites: Non-isothermal curing kinetics, thermal properties, and ablation mechanism. High Perform. Polym. 2017, 29, 279–288. [Google Scholar] [CrossRef]
- Li, Y.; Wang, M.; Zhou, Y. Research on characterization and reaction mechanism of the phenolic resin binary modified by boric acid &tung oil. Guangdong Chem. Ind. 2010, 37, 5–6. [Google Scholar]
- Wang, M.; Zhou, Y.; Wu, Y. Study on oil-soluble boron phenolic resins. Chem. Res. Appl. 2003, 15, 127–128. [Google Scholar]
- Chen, H.; Wang, C.; Wang, H.; Zhuang, G. Research and development progress in modified phenolic resin used for frictions material. Mater. Rep. 2003, 17, 51–53. [Google Scholar]
- Xu, X.; Wu, Z.; Wu, D.; Jin, R. Studies on modification of phenolic resin by CTBN. FRP/CM 2009, 1, 47–50. [Google Scholar]
- Cui, J.; Shen, S.; Liu, C.; Wang, P. Study on properties of NBR modified boron phenolic resin. China Rubber Ind. 2005, 52, 288–290. [Google Scholar]
- Di, X.; Qin, H.; Liang, G. Study on copolymerization of allyl-boron-phenolic resin with bismaleimide. Thermosetting Resin 1999, 14, 12–15. [Google Scholar]
- Liu, G.; Fu, Q. Preparation and characterization of boron and molybdenum modified phenolic resin. Plastics 2012, 41, 21–23. [Google Scholar]
- Ma, L.; Zhang, Y. Synthesis of boron-alkylphenol modified phenolic resin and its heat-resistance. J. Beijing Union Univ. Nat. Sci. 1997, 11, 38–42. [Google Scholar]
- Li, Y.; Yin, Y.; Xue, Q.; Yang, Y. Preparation and properties of phosphoric acid-boric acid modified phenolic resin. Refractories 2016, 50, 130–132. [Google Scholar]
- Li, Y.; Yin, Y.; Xue, Q.; Yang, Y. Mechanical properties of molybdenum, phosphorus and boron modified phenolic resin. Bull. Chin. Ceram. Soc. 2016, 35, 665–669. [Google Scholar]
- Li, C.; Ma, B.; Jin, Z. Physical-chemical properties and curing pyrolysis processes of boron phenolics precursor in carbon-carbon composites. New Carbon Mater. 2001, 16, 19–24. [Google Scholar]
- Yan, L.; Yao, D.; Yang, X. Study on boron-phenolic resin ablative materials. J. Solid Rocket Technol. 2000, 23, 69–73. [Google Scholar]
- Yan, L.; Yao, D.; Yang, X. Research on carbon-phenolic structural materials. Aerosp. Mater. Technol. 2000, 6, 35–38. [Google Scholar]
- Fei, J.; Wang, H.; Xie, Z.; Liu, Y.; Huang, J. Effect of resin type on friction and wear performance of carbon fabric/resin friction materials. J. Shaanxi Univ. Sci. Technol. 2015, 35, 57–62. [Google Scholar]
- Li, Z.; Hu, Y.; Zhang, Y. High quality friction material based on boron modified resin. Non-Met. Mines 2013, 36, 81–83. [Google Scholar]
- Ma, J.; Wang, L.; Wang, R.; Tian, M. Development of a high-temperature resistant and high-performance insulating laminated sheet. Aeronaut. Manuf. Technol. 2010, 17, 104–106. [Google Scholar]
- Luo, L.; Na, W. Ablation and insulation behaviors of glass cloth/phenolic laminates with variable processing techniques. FRP/CM 2015, 4, 76–79. [Google Scholar]
- Yang, L.; Hong, W.; Ye, K.; Tao, S. Research on the process properties of basalt fiber reinforced boron-phenolic resin composites. New Chem. Mater. 2013, 41, 129–131. [Google Scholar]
- Wang, X. Preparation and Properties of Graphene Oxide-Boron Modified Phenolic Resin. Master’s Thesis, Xiamen University, Xiamen, China, 2013. Available online: https://d.wanfangdata.com.cn/thesis/Y2343797 (accessed on 30 October 2013).
- Zhang, J.; Li, J.; Wei, H.; Qi, F.; Zou, X. Research on high performance phenolic resin ablative composites. Fiber Compos. 2009, 26, 15–18. [Google Scholar]
- Fan, S.; Shi, M.; Meng, P.; Chen, X.; Huang, Z. Effects of fusing agent on the thermal behavior and microstructure of ceramifiable boron phenolic resin composites. Acta Mater. Compositae Sin. 2017, 34, 60–66. [Google Scholar]
- Liu, J.; He, C.; Liu, J.; Fu, J.; Lu, D. Effects of ratio of boron modified phenolic resin to nitrile butadiene rubber on properties of friction materials. Trans. Chin. Soc. Agric. Eng. 2013, 29, 84–89. [Google Scholar]
- Chen, H.; Wang, C.; Wang, H.; Zhuang, G. Influence of resin-rubber blend system on properties of friction materials. Non-Met. Mines 2002, 25, 57–59. [Google Scholar]
- Zhuang, G.; Wang, C.; Wang, H.; Sun, Y.; Yao, Y. Research on rubber modified phenolic resin friction material. China Rubber Ind. 2003, 50, 407–410. [Google Scholar]
- Yang, T.; Dong, C.; Rong, Y.; Deng, Z.; Li, P.; Han, P.; Shi, M.; Huang, Z. Oxidation Behavior of Carbon Fibers in Ceramizable Phenolic Resin Matrix Composites at Elevated Temperatures. Polymers 2022, 14, 2785. [Google Scholar] [CrossRef]
- Yan, L.; Yao, D.; Yang, X. A study of new ablation resistant materials. Aerosp. Mater. Technol. 2002, 32, 29–31. [Google Scholar]
- Zhou, R.; Zheng, Y.; Sun, L.; Gao, G.; Liu, Y.; Gong, H. Study on properties of boron phenolic resin/butadiene acrylonitrile rubber (NBR) ablative materials. J. Solid Rocket Technol. 2007, 30, 159–162. [Google Scholar]
- Zhao, W.; Gao, G.; Zheng, Y.; Gong, H.; Liu, Y. Effect of content of silica aerogel and boron-phenolic resin on properties of EPDM/NBR flexible insulation material. J. Solid Rocket Technol. 2005, 28, 295–298. [Google Scholar]
- Gao, G.; Zhang, Z.; Li, X.; Meng, Q.; Zheng, Y.; Jin, Z. Effect of weight ratio of thermoplastic and thermosetting boron-containing phenolic resin on mechanical, bonding, and ablative properties of thermal insulating composites. J. Appl. Polym. Sci. 2010, 118, 266–274. [Google Scholar] [CrossRef]
- Yi, X.; Feng, A.; Shao, W.; Xiao, Z. Synthesis and properties of graphene oxide-boron-modified phenolic resin composites. High Perform. Polym. 2016, 28, 505–517. [Google Scholar] [CrossRef]
- Gao, D. Research on Fabrication and Ablation Behavior of Phenolic Impregnated Three-Dimention Carbon Fiber Braid Composites. Harbin Institute of Technology, Harbin, China, 2011. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAkWGEmc0QetxDh64Dt3veMp7lty9flVHB6e-GywsWtQfaPLYfpnxasy1aWy-opV_vY&uniplatform=NZKPT (accessed on 16 April 2012).
- Sun, Y. Preparation and Study on Phenolic Impregnated Poriferous Framework Ablators. Harbin Institute of Technology, Harbin, China, 2014. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C475KOm_zrgu4lQARvep2SAkbl4wwVeJ9RmnJRGnwiiNVhgHkR4LIJW3o4woOHc64m5JtXCoBXtuNLGpcmjgk_rS&uniplatform=NZKPT (accessed on 16 January 2015).
- Zhang, K. Study on Wood-Based Hybrid Materials of Boron-Containing and Boron Carbide Woodceramics. Master’s Thesis, Hefei University of Technology, Hefei, China, 2007. Available online: https://d.wanfangdata.com.cn/thesis/ChJUaGVzaXNOZXdTMjAyMzAxMTISCFkxMDU0MzA5Gghzc3d2Z3Vxbw%3D%3D (accessed on 14 August 2007).
- Zhang, K. Preparation and properties of boron phenolics/wood composites. J. Mater. Sci. Eng. 2011, 29, 531–535. [Google Scholar]
- Che, J.; Xiao, Y.; Lu, Y.; Song, Y. Study on modification of phenolic resin containing boron by nano-particle. China Plast. Ind. 2001, 29, 15–16. [Google Scholar]
- Qian, C.; Zhao, H.; Xiong, Y.; Zhou, X.; Wang, H. The heat performance analysis of baron-modified phenolic resin improved by nano-TiO2. J. Funct. Mater. 2006, 37, 1114–1117. [Google Scholar]
- Liu, L.; Ye, Z. Effects of modified multi-walled carbon nanotubes on the curing behavior and thermal stability of BPR. Polym. Degrad. Stab. 2009, 94, 1972–1978. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, J.; Jiang, L. Graphene and its polymer nanocomposites. Prog. Chem. 2014, 26, 560–571. [Google Scholar]
- Lu, Y.; Shu, J. Research progress on carbon nanotube phenolic resin matrix composite. Mater. Mech. Eng. 2015, 39, 1–6. [Google Scholar]
- Liu, Y.; Han, Y.; Wang, Q. Investigation on melamine polyphosphate/boron-containing phenol-formaldhyde synergistic flame-retarded polyamide 66/glass fiber composite. Eng. Plast. Appl. 2012, 40, 5–9. [Google Scholar]
- Qiu, J.; Wang, G. Studies on properties of glass fiber reinforced boron modified phenolic resin composites. J. Build. Mater. 2006, 9, 503–506. [Google Scholar]
- Gao, J.; Jiang, C.; Ma, W. Organic-inorganic hybrid boron-containing phenol-formaldehyde resin/SiO2 nanocomposites. Polym. Compos. 2008, 29, 274–279. [Google Scholar] [CrossRef]
- Qin, Y.; Rao, Z.; Liu, H.; Huang, Z. The studying of ablation and heat insulation properties of ceramifiable phenolic composite. FRP/CM 2012, S1, 52–55. [Google Scholar]
- Ding, J.; Huang, Z.; Luo, H.; Qin, Y.; Shi, M. The role of microcrystalline muscovite to enhance thermal stability of boron-modified phenolic resin, structural and elemental studies in boron-modified phenolic resin/microcrystalline muscovite composite. Mater. Res. Innov. 2015, 19, 605–610. [Google Scholar] [CrossRef]
- Ding, J.; Huang, Z.; Luo, H.; Qin, Y.; Shi, M. Preparation and thermal stability of boron-containing phenolic resin/microcrystalline muscovite composites. Mater. Res. Innov. 2015, 19, 440–444. [Google Scholar] [CrossRef]
- Bai, X.; Li, F.; Li, C.; Zhang, S. Research progress in modification of ablative phenolic resin. FRP/CM 2006, 6, 50–55. [Google Scholar]
- Yan, L.; Fu, L.; Liu, X. Erosion characterization of resin-matrix ablation materials. J. Solid Rocket Technol. 2003, 26, 53–56. [Google Scholar]
- Badhe, Y.; Balasubramanian, K. Reticulated three-dimensional network ablative composites for heat shields in thermal protection systems. RSC Adv. 2014, 4, 43708–43719. [Google Scholar] [CrossRef]
- Yin, C.; Xiao, J.; Li, J.; Liu, J.; Zeng, J.; Jiang, D. A study on quartz fiber reinforced benzoxazine resin composites. J. Natl. Univ. Def. Technol. 2008, 30, 25–28. [Google Scholar]
- Li, X.; Cheng, G. Ablation performance of basalt fiber reinforced phenolic resin composite. Dev. Appl. Mater. 2009, 24, 36–39. [Google Scholar]
- Zhang, J.; Li, J.; Wei, H.; Qi, F.; Ding, B. Research on properties of low cost and high performance phenolic resin composites. Fiber Compos. 2009, 26, 36–38. [Google Scholar]
- Qi, F.; Li, J.; Wei, H.; Zhang, J. Research on properties of new-type phenolic resin matrix ablative composites. Fiber Compos. 2008, 25, 50–52. [Google Scholar]
- Li, Y.; Yuan, Q.; Li, Z.; Liu, H.; Zhao, X. Research on a new type of nitrile-based inner thermal insulation layer material. Spec. Purp. Rubber Prod. 2014, 6, 38–41. [Google Scholar]
- Liu, L.; Song, J.; Ye, Z. Effect of modified carbon nanotubes on mechanical properties of boron phenolic resin-based composite materials. J. Build. Mater. 2011, 14, 610–614. [Google Scholar]
- Yuan, J. Study of Boron-Phenolic Resin and Its Modification. Master’s Thesis, Shandong University, Jinan, China, 2013. Available online: https://d.wanfangdata.com.cn/thesis/ChJUaGVzaXNOZXdTMjAyMzAxMTISCFkyNDQyMTI1Ggg2ajl6NGd6NA%3D%3D (accessed on 8 July 2014).
- Zhao, J.; Liang, H.; Niu, K.; Lu, J.; Gu, H. Study on properties of phenolic resin-based composite friction materials modified with different contents of boron. Agric. Dev. Equip. 2015, 8, 54–56. [Google Scholar]
- Liu, L.; Song, J.; Ye, Z. Effect of modified multi-walled carbon nanotubes on friction properties of boron phenolic resin. J. Tongji Univ. Nat. Sci. 2011, 39, 1844–1849. [Google Scholar]
- Che, J.; Song, Y.; Xiao, Y.; Lu, Y.; Wang, X. Nanometer TiO2 modified boron phenolic and its application in friction materials. Non-Met. Mines 2001, 24, 50–51. [Google Scholar]
- Wang, M.; Li, C.; Zhou, Y.; Wang, Z. Preparation and friction properties of nano-SiO2 boron phenolic resin friction material. In Proceedings of the 6th National Surface Engineering Academic Conference and the First Youth Surface Engineering Academic Forum, Lanzhou, China, 1 August 2006. [Google Scholar]
- Huang, Y.; Zhao, W.; Wu, X.; Xue, Q.; Wang, Z.; Cheng, H. Tribological properties of water-soluble phenolic resin based materials. Lubr. Eng. 2013, 38, 31–34. [Google Scholar]
- Li, Y.; Yao, J.; Zhou, Y. Influence of boron-tung oil modified phenolic resin on properties of friction materials. Hoisting Conveying Mach. 2006, 1, 58–59. [Google Scholar]
- Li, Y.; Zhou, Y.; Yao, J.; Wang, M. Study on the properties of phenolic resin modified with boron and tung oil used for friction materials. Lubr. Eng. 2006, 1, 86–87. [Google Scholar]
- Zhao, M. Application of boron phenolic resin in improving epoxy resin fireproofing capacity. Thermosetting Resin 2014, 29, 27–30. [Google Scholar]
- Zhang, D. Flame-retarding performance of high-temperature resistant FB phenolic resin. Thermosetting Resin 1996, 11, 51–56. [Google Scholar]
- Jiang, W.; Zhao, H. New laminate of flame-retardant and high temperature resistance. Mod. Plast. Process. Appl. 2011, 23, 14–16. [Google Scholar]
- Yang, S.; Song, G. Research on the lowest and optimum contents of matrix resin of promiscuous fiber frictional material. J. Qingdao Univ. Eng. Technol. 2004, 19, 12–16. [Google Scholar]
- Chen, H.; Wang, C.; Wang, H. Determination of the resin content in friction material reinforced by fiber. Dev. Appl. Mater. 2001, 16, 10–12. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composites | Linear Ablation Rate/mm·s−1 | Mass Ablation Rate/g·s−1 | Ref. | Composites | Linear Ablation Rate/mm·s−1 | Mass Ablation Rate/g·s−1 | Ref. |
|---|---|---|---|---|---|---|---|
| C/FB PR | 0.038 | 0.0414 | [99] | Basalt/THC-400 PR | 0.242 | 0.1160 | [137] |
| /Barium PR | 0.027 | 0.0465 | [99] | Basalt/THC-800 PR | 0.227 | 0.1078 | [137] |
| C/FB PR | 0.0284 | 0.0356 | [134] | Basalt/Ammonia PR | 0.286 | 0.1586 | [137] |
| C/Barium PR | 0.0152 | 0.0514 | [134] | Basalt/Boron PR | 0.0883 | 0.0691 | [138] |
| C/PAA | 0.0014 | 0.0168 | [134] | Basalt/S-157 PR | 0.261 | 0.109 | [138] |
| C/Boron PR | 0.029 | 0.033 | [100] | Basalt/HCY PR | 0.0834 | 0.0732 | [138] |
| C/Barium PR | 0.036 | 0.043 | [100] | S-2 GF/ Boron PR | 0.0843 | 0.0656 | [139] |
| C/Boron PR | 0.053 | 0.0330 | [113] | S-2 GF/ HCY PR | 0.0796 | 0.0687 | [139] |
| C/Barium PR | 0.018 | 0.0436 | [113] | PSA/FB PR | 0.123 | 0.0686 | [140] |
| C/PAA | 0.012 | 0.0166 | [113] | Phenolic/FB PR | 0.042 | 0.0648 | [140] |
| Quartz/Barium PR | 0.092 | 0.0707 | [136] | Phenolic/Benzoxazine | 0.058 | 0.0714 | [140] |
| Quartz/Benzoxazine | 0.032 | 0.0510 | [136] | HSGF/PBPR | 0.010 | 0.0276 | [44] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Zhang, X.; Wang, R.; Zhang, Y.; Wu, J.; Zhou, Z.; Yin, P. Research Progress in Boron-Modified Phenolic Resin and Its Composites. Polymers 2023, 15, 3543. https://doi.org/10.3390/polym15173543
Zhang L, Zhang X, Wang R, Zhang Y, Wu J, Zhou Z, Yin P. Research Progress in Boron-Modified Phenolic Resin and Its Composites. Polymers. 2023; 15(17):3543. https://doi.org/10.3390/polym15173543
Chicago/Turabian StyleZhang, Li, Xueshu Zhang, Ruidong Wang, Yifei Zhang, Juntao Wu, Zhimao Zhou, and Penggang Yin. 2023. "Research Progress in Boron-Modified Phenolic Resin and Its Composites" Polymers 15, no. 17: 3543. https://doi.org/10.3390/polym15173543
APA StyleZhang, L., Zhang, X., Wang, R., Zhang, Y., Wu, J., Zhou, Z., & Yin, P. (2023). Research Progress in Boron-Modified Phenolic Resin and Its Composites. Polymers, 15(17), 3543. https://doi.org/10.3390/polym15173543