


Development of an Ultrasonic Method for the Quality Control of Polyethylene Tanks Manufactured Using Rotational Molding Technology
 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
- (1)
- Linear low-density polyethylene (LLDPE) “DOWLEX 2629UE” hexene (hereinafter “DOW”) was used as a matrix, with a density of 935 kg/m3 and a melt flow index (MFI) of (190 °C/2.16 kg) 0.004 kg/10 min from Dow Chemical Company (Dow Europe GmbH, Horgen, Switzerland);
- (2)
- Linear low-density polyethylene (LLDPE) “M3504DXP” octene (hereinafter “M350”) was used as a matrix, with a density of 935 kg/m3 and a melt flow index (MFI) of (190 °C/2.16 kg) 0.004 kg/10 min from SCG ICO Polymers Co., Ltd. (Bangkok, Thailand);
- (3)
- Linear low-density polyethylene (LLDPE) “ELTEX HD3850UA” hexene (hereinafter “ELTEX”) was used as a matrix, with a density of 9381 kg/m3 and a melt flow index (MFI) of (190 °C/2.16 kg) 0.0044 kg/10 min from INEOS (London, UK).
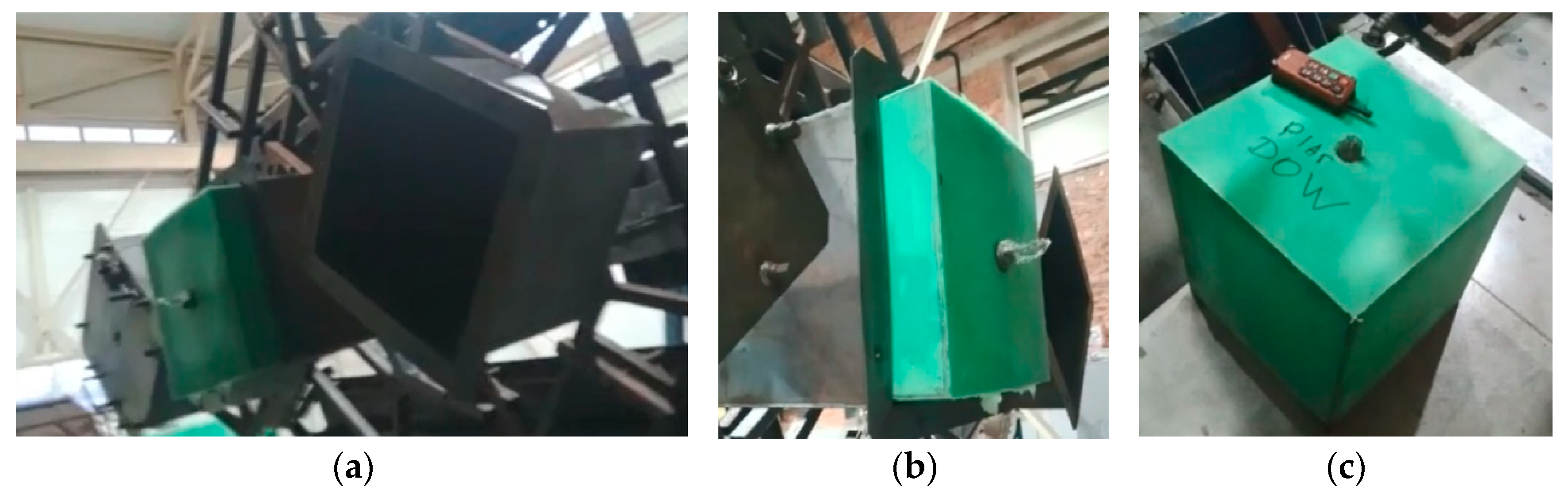
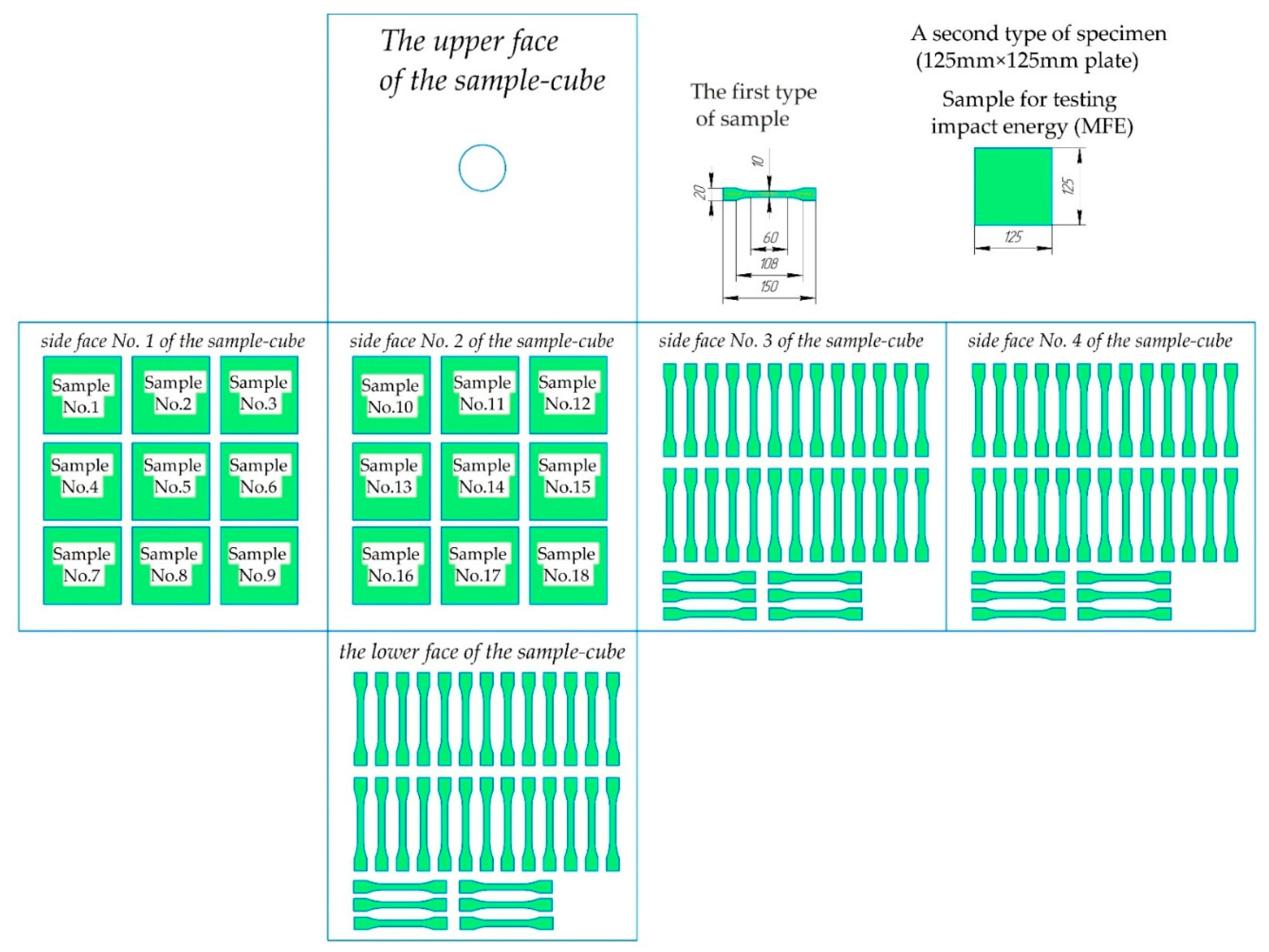
2.2. Sample Preparation
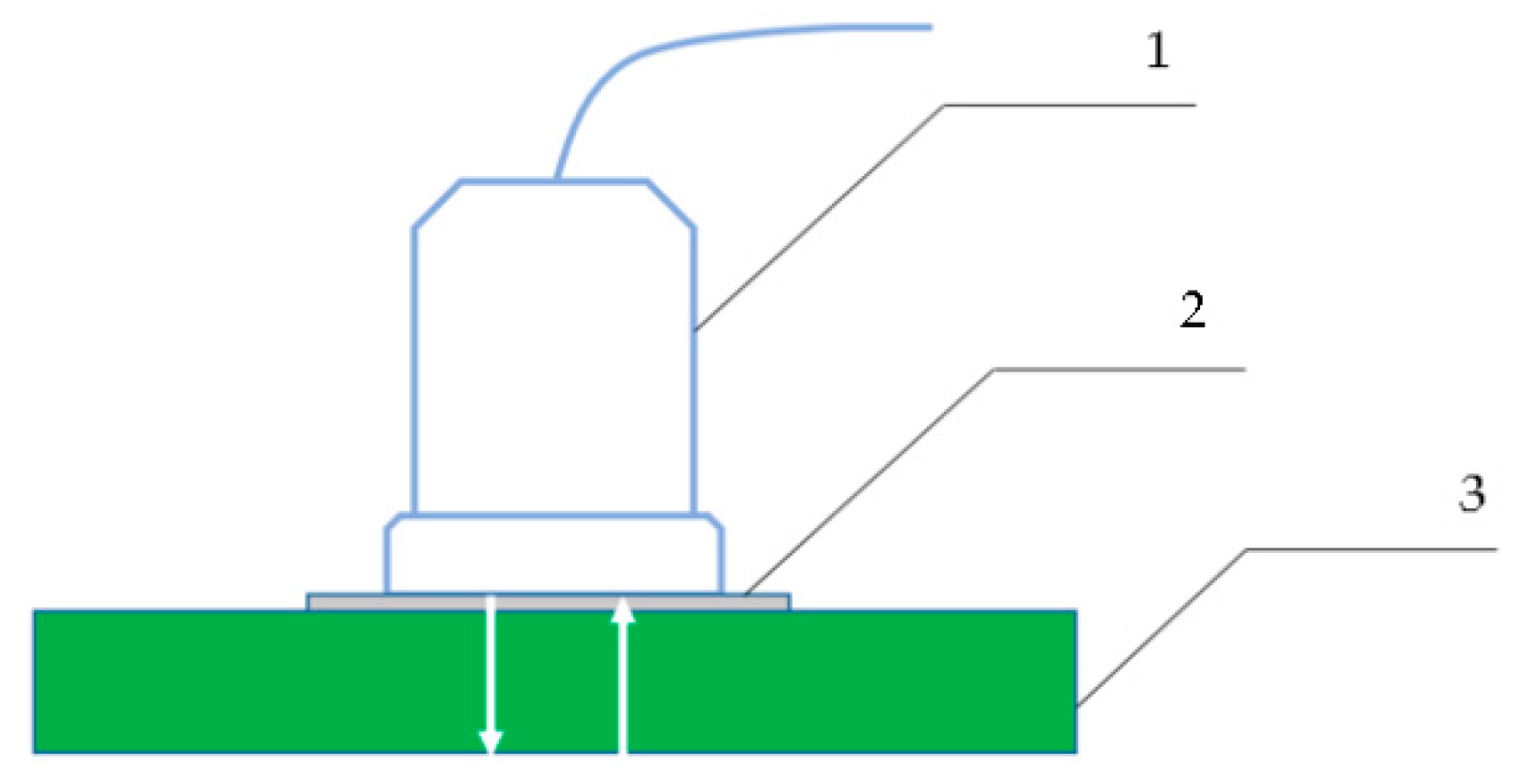
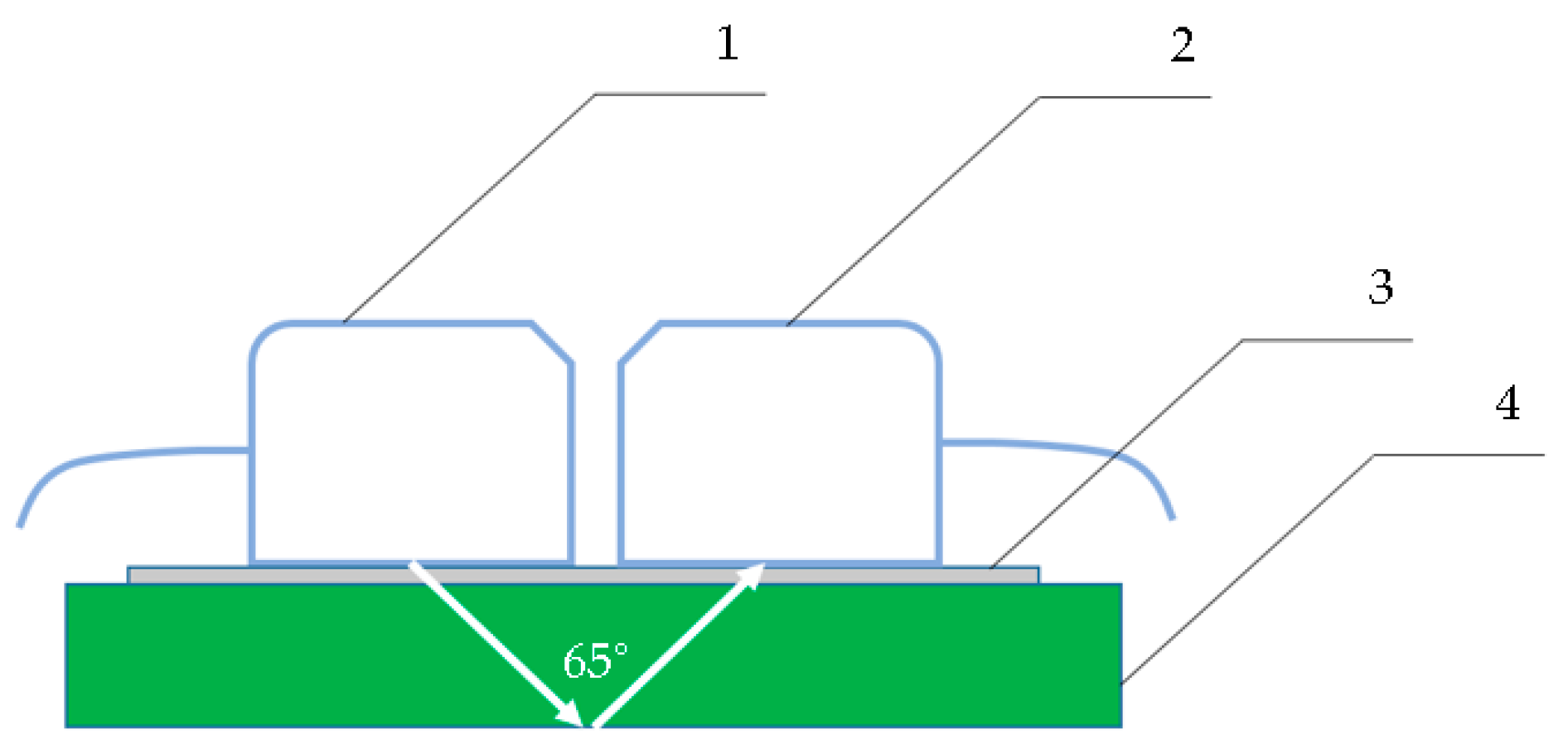
2.3. Ultrasonic Inspection Methods
- (1)
- The amplitude of the bottom signal (A, %);
- (2)
- The relative speed of the ultrasonic signal in the plastic test samples (RV, r.u.s.);
- (3)
- The temperature coefficient of stability (TCS, %);
- (4)
- The amplitude factor of the third harmonic (β, r.u.a.).
2.4. Methods of Mechanical Testing
2.5. Experimental Design
Planning an Experiment for Modeling
- The following factors were identified as input parameters:
- -
- PIAT value, °C: for ELTEX, these values were 170, 200, and 235; for DOW, they were 170, 200, and 235; for M350, they were 180, 210, and 245;
- -
- The thickness of the plastic sample, S, mm: for all plastic samples, these values were set as 7.5, 8.5, and 9.5;
- -
- Sample temperature, T, °C: we used the following values: 20, 40, 60, and 80.
- Furthermore, for each studied plastic sample, a “3 × 3 × 4” plan was designed. Table 2 presents the “3 × 3 × 4” plan designed for the experiment and the measurement values of the amplitude coefficient of the third harmonic in each experiment.
3. Results
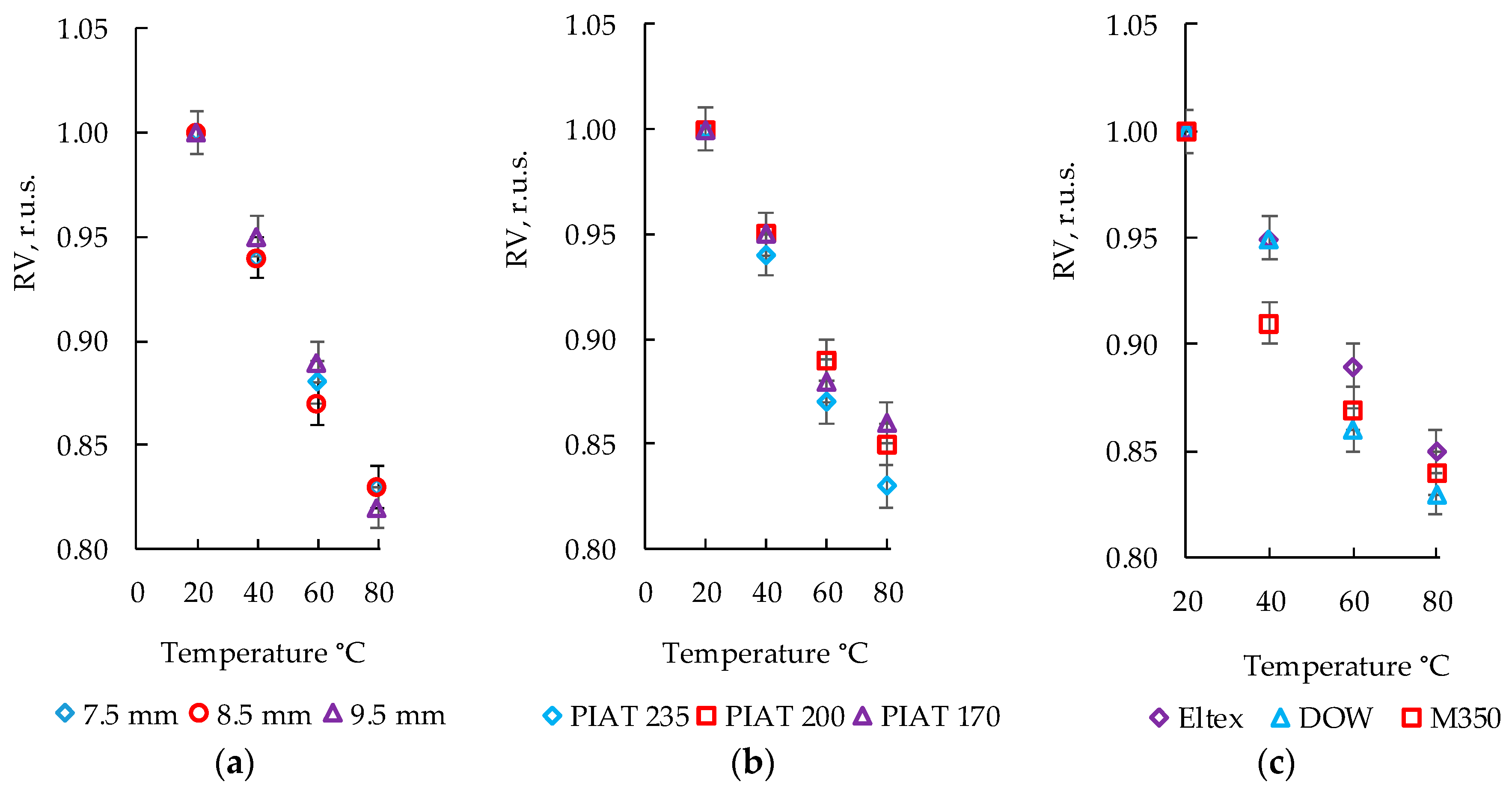
3.1. Influence of the Temperature on Relative Speed of Ultrasonic Signal
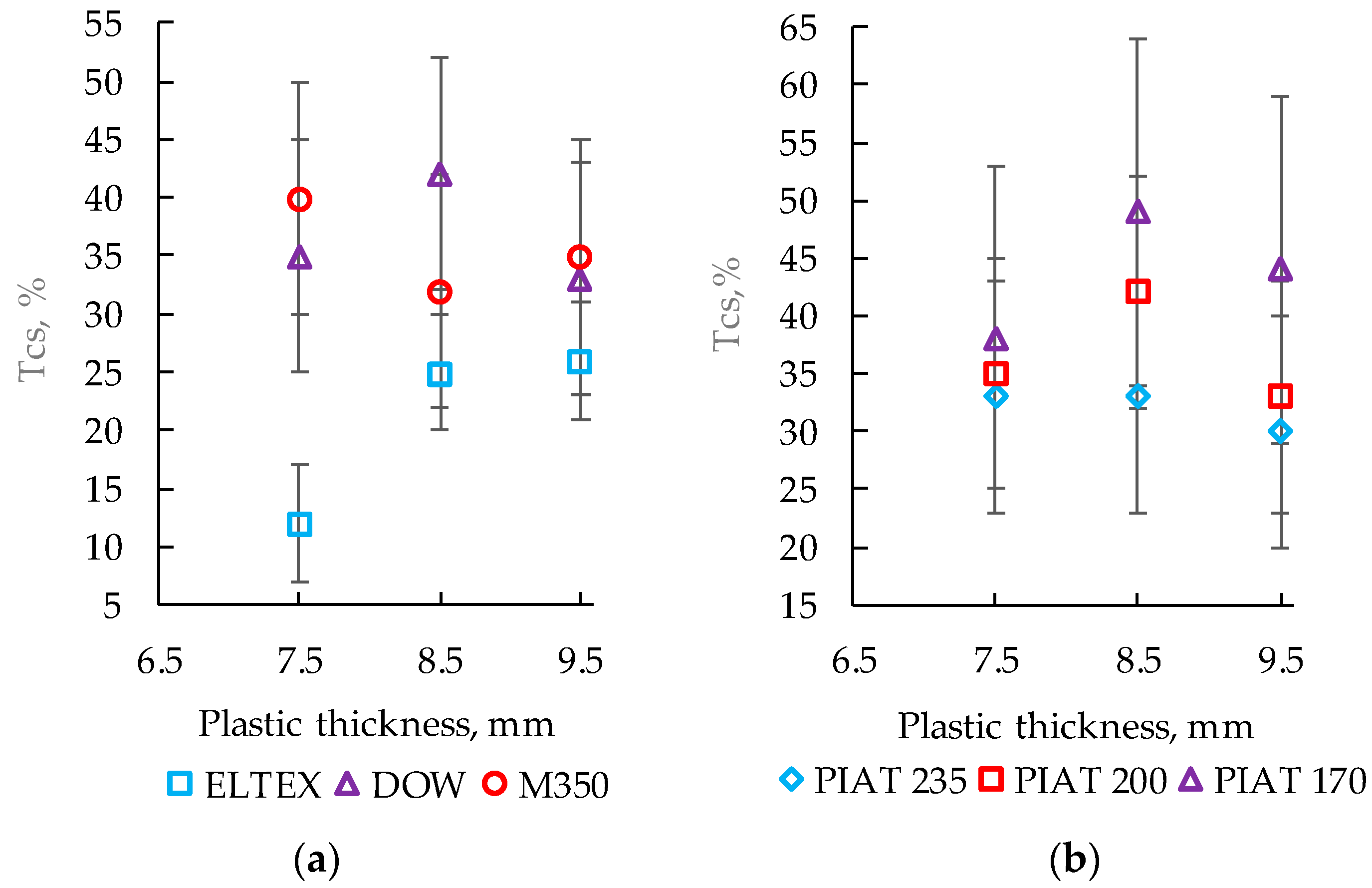
3.2. Influence of PE Thickness and Brand on the Temperature Coefficient of Stability
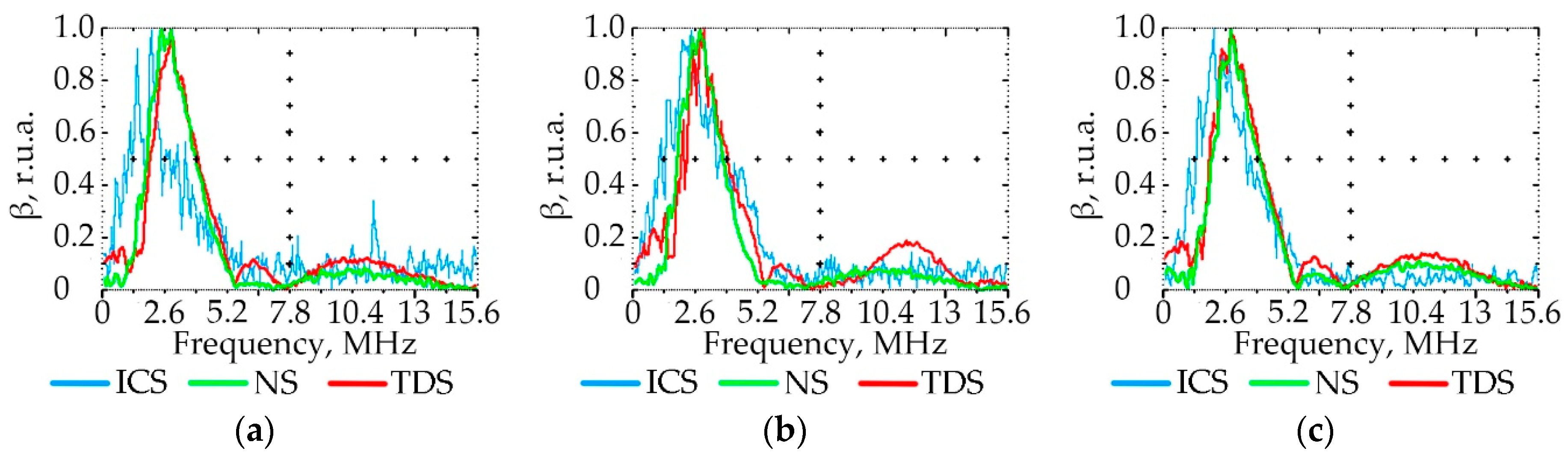
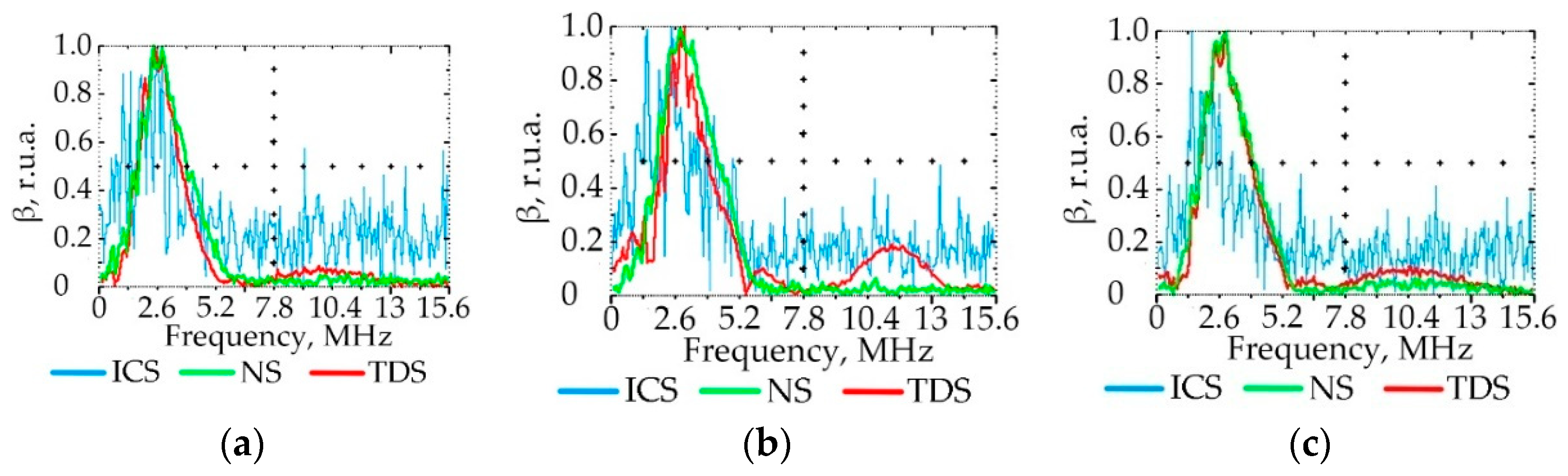
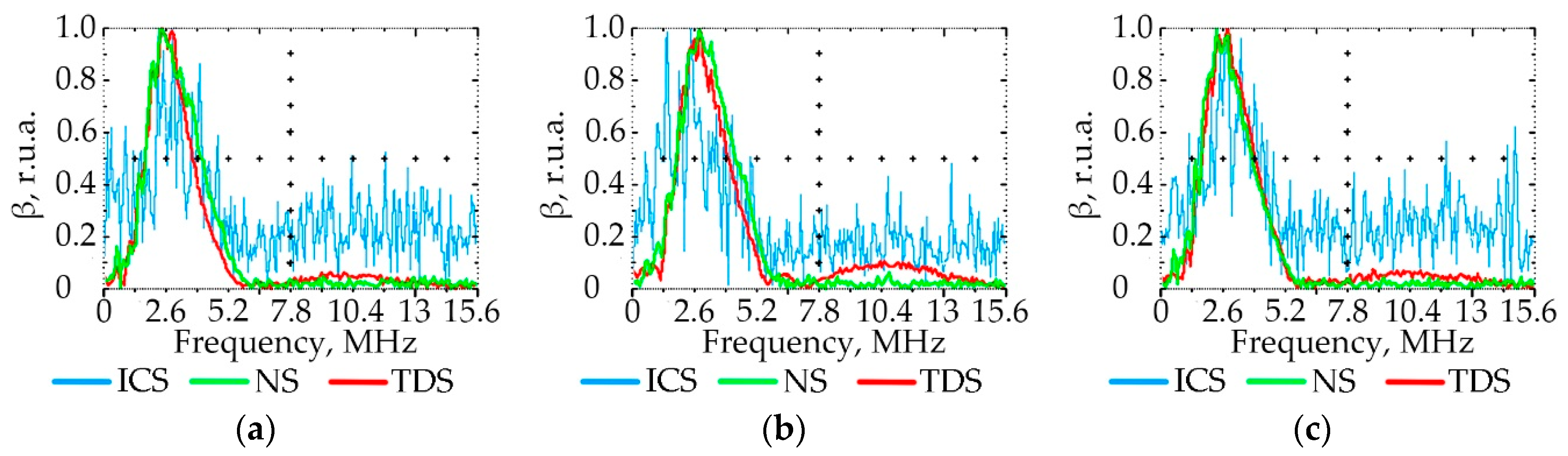
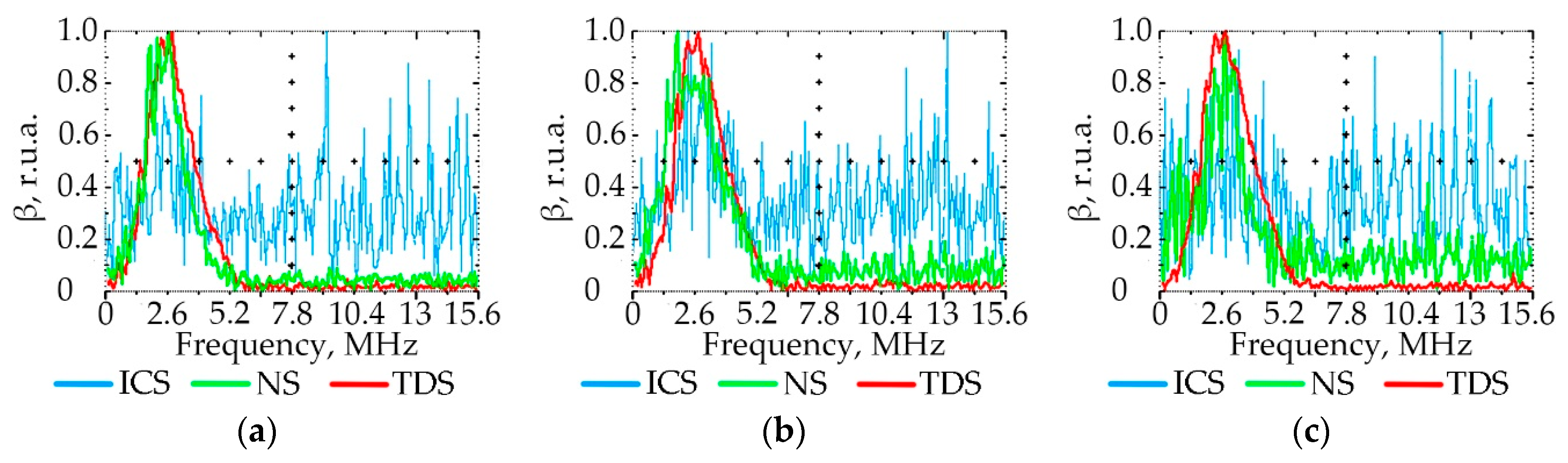
3.3. Effect of PE Quality on the Ultrasonic Signal Spectrum
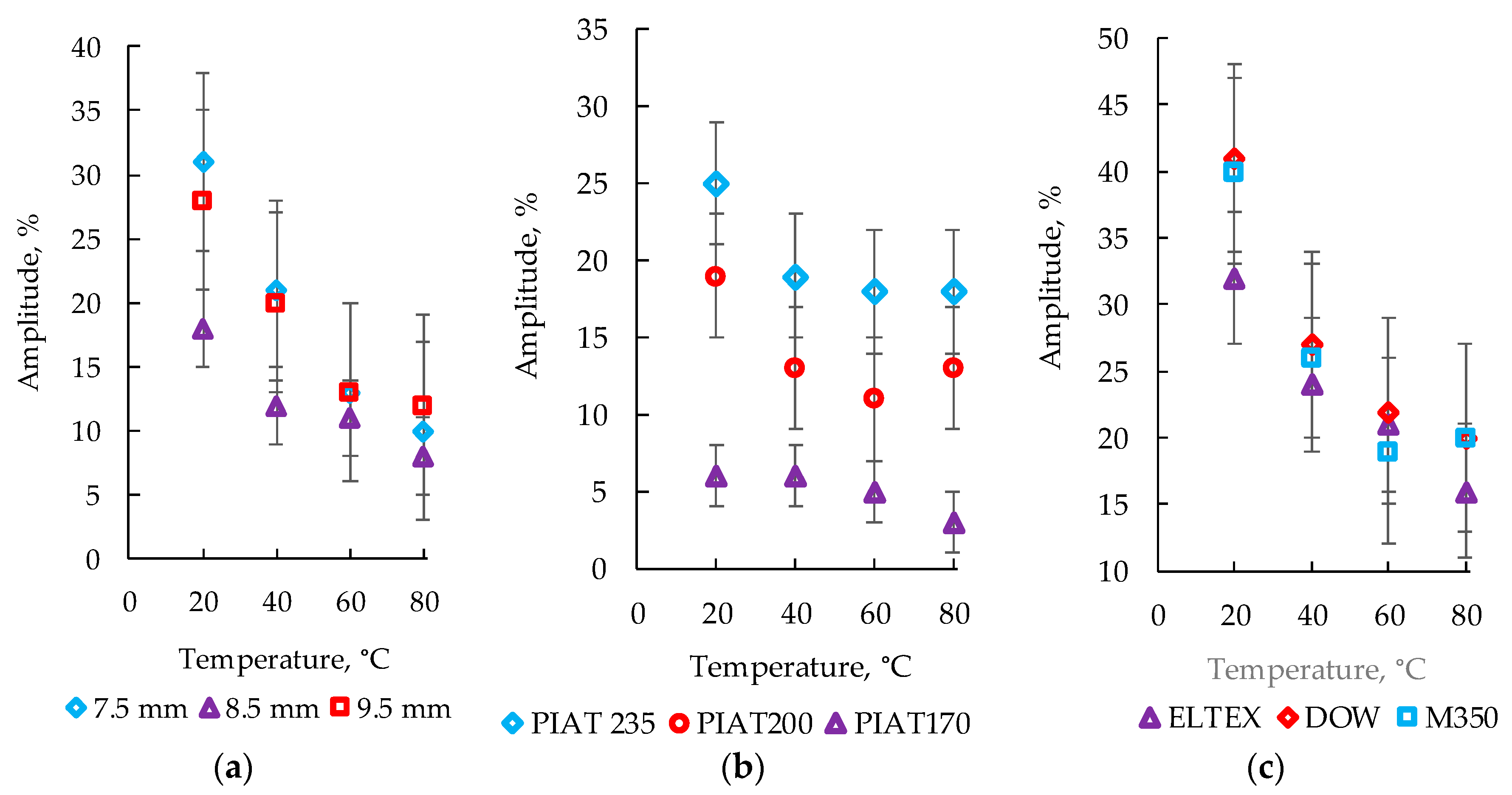
3.4. Influence of the Temperature on the Amplitude of the Bottom Ultrasonic Signal
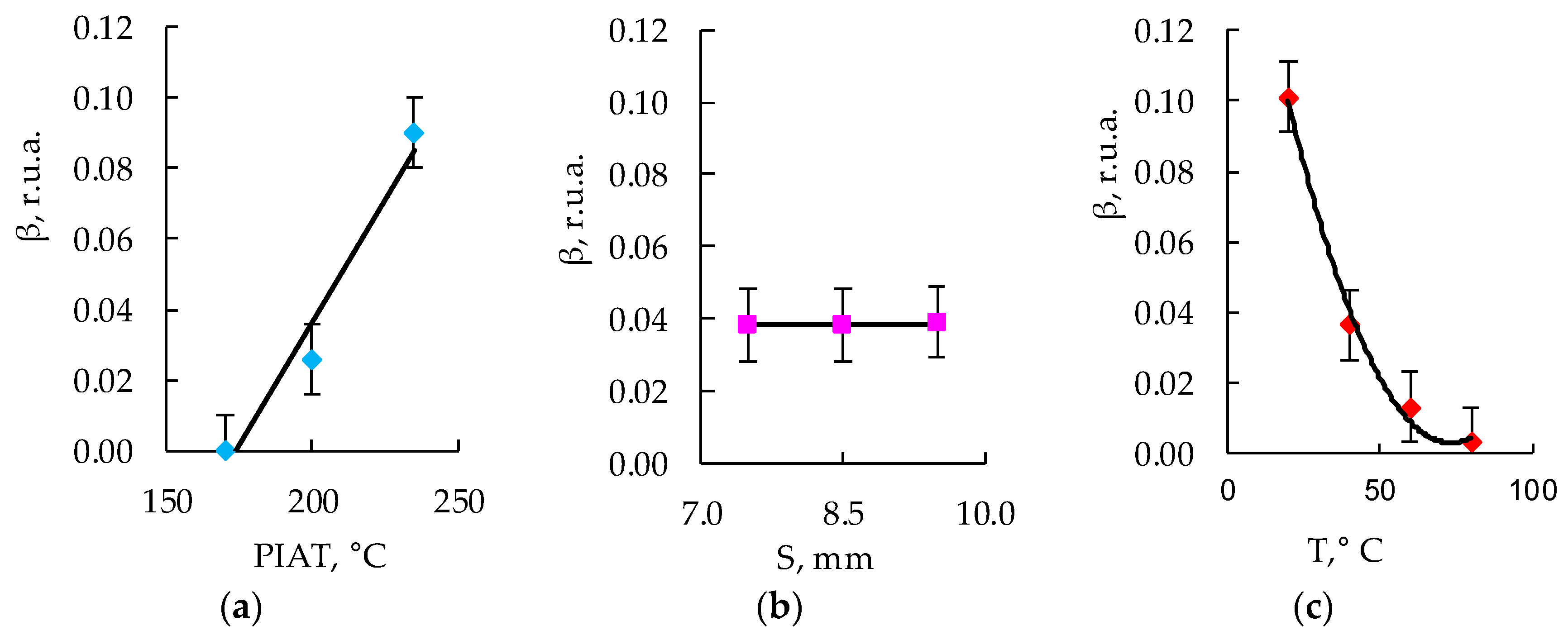
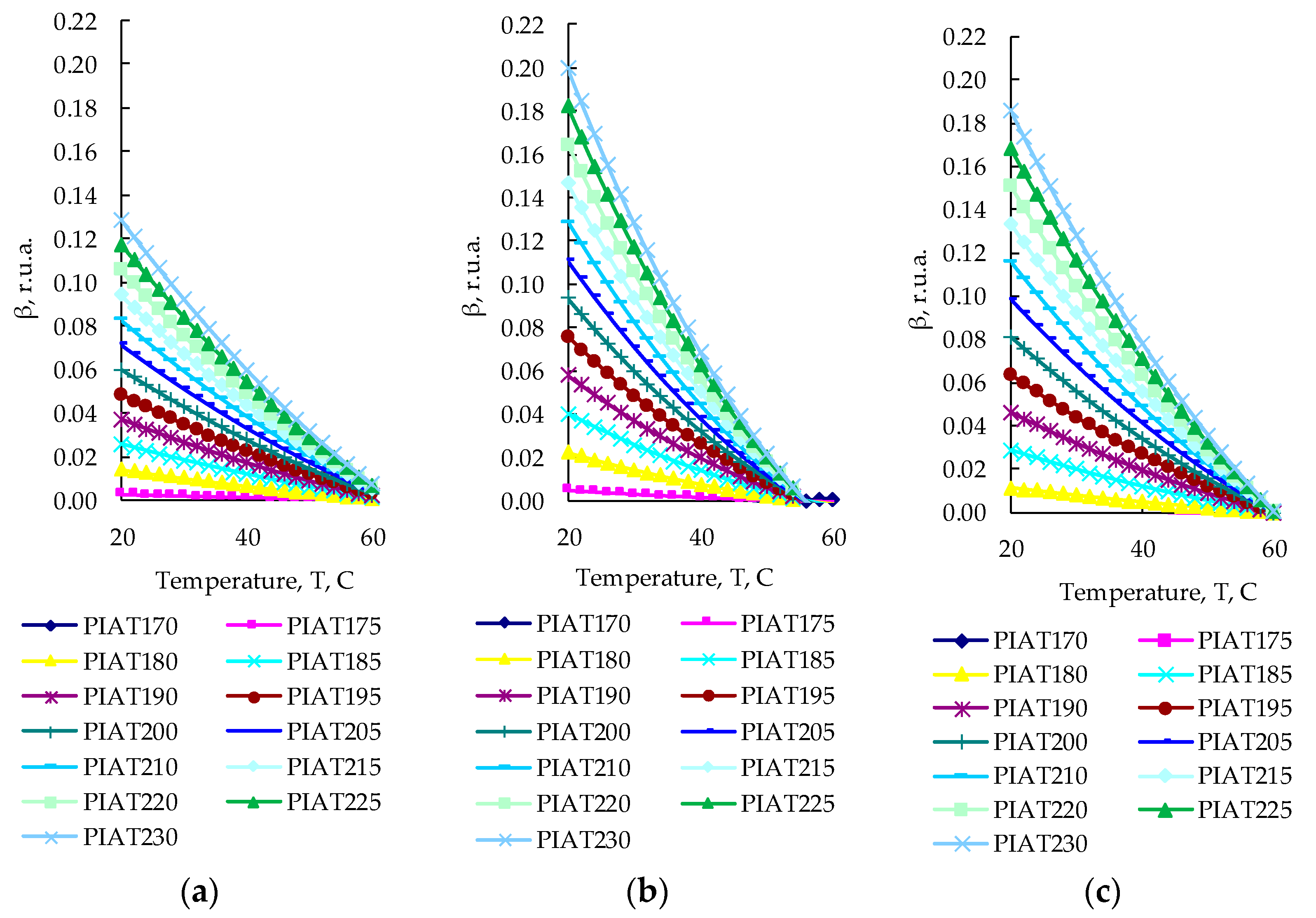
3.5. Development of a Mathematical Model
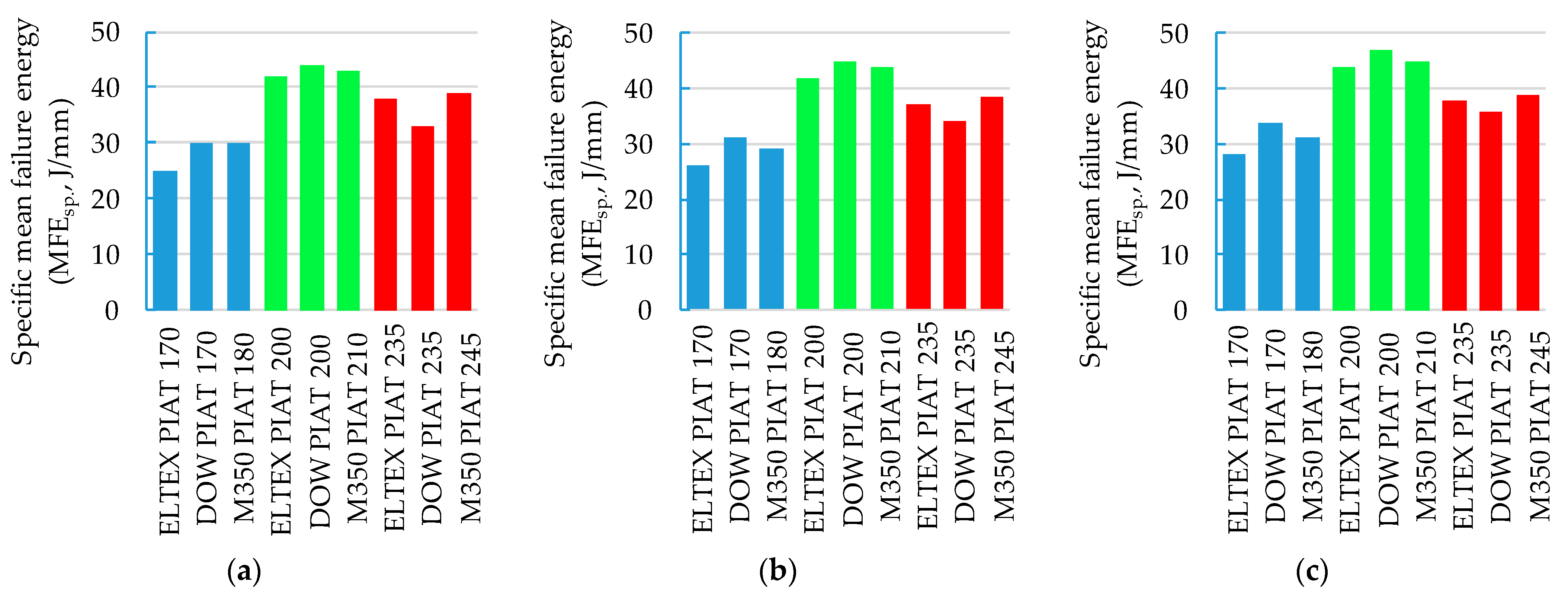
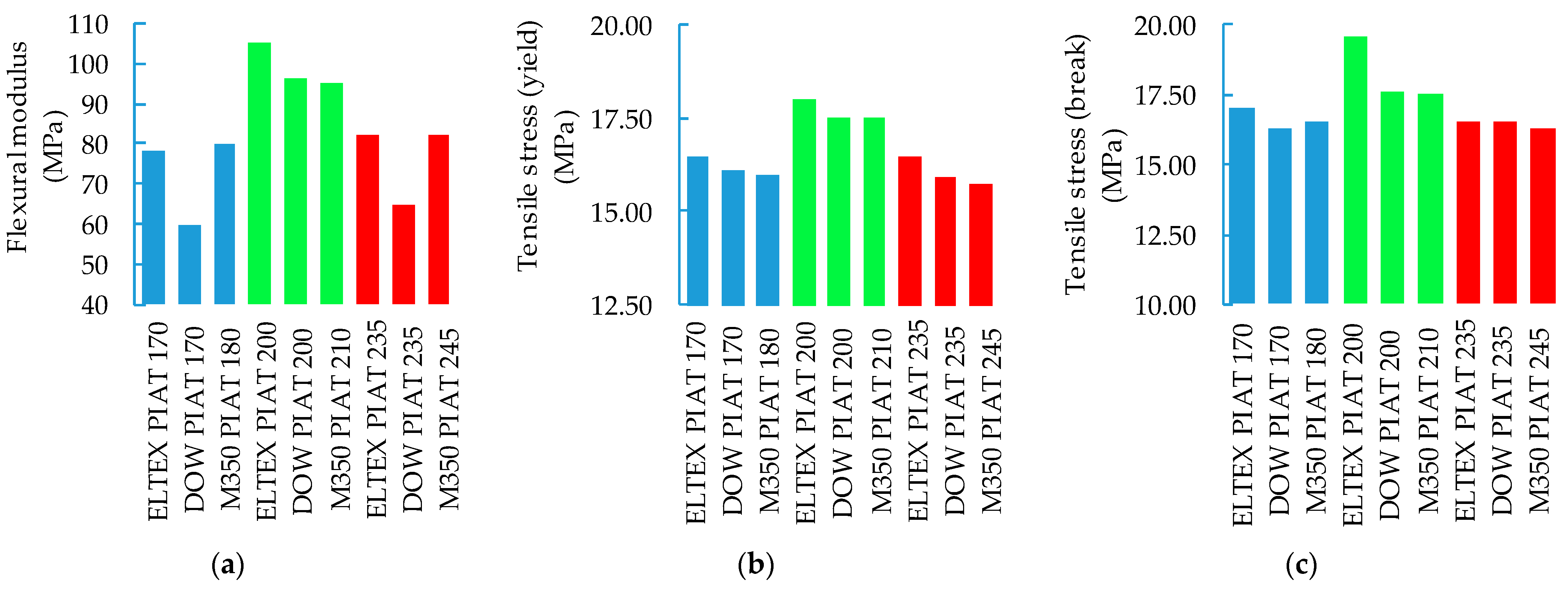
3.6. Influence of PIAT on the Mechanical Properties of Samples
4. Discussion
5. Conclusions
- (1)
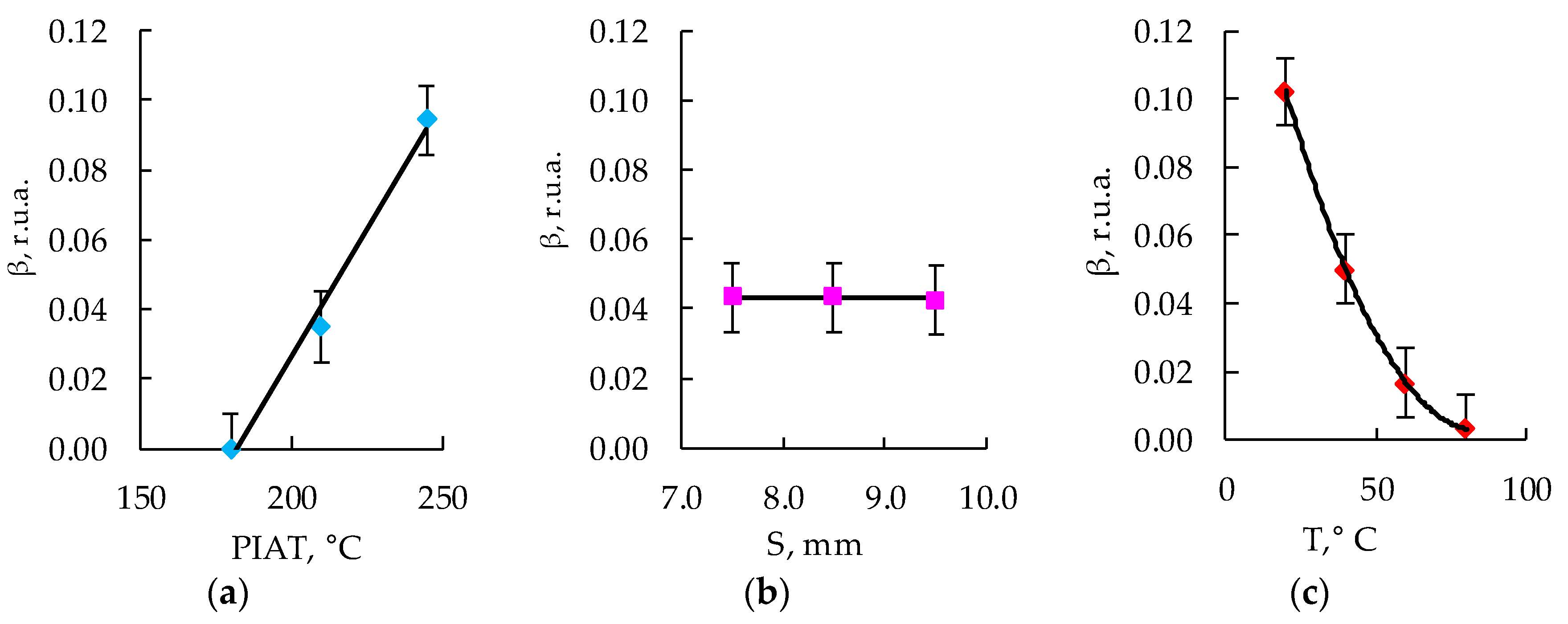
- It was shown that the thickness of the walls of PE tanks did not statistically significantly affect the studied parameters of the ultrasonic signal: the temperature coefficient of stability (TCS), the relative velocity (RV), the amplitude coefficient of the third harmonic (β), and the noise level (NN). As the thickness increased, the amplitude of the bottom signal (A) decreased, but the value was recorded with a large error. This significant error in measuring the amplitude of the bottom signal was due to the fact that the samples obtained under the conditions of industrial rotomolding did not have plane-parallel walls. Moreover, the deviation from parallelism varied even within the borders of every sample, which made it difficult to obtain reproducible results when measuring the amplitude of the bottom signal. Therefore, the thickness factor can be ignored during the ultrasonic inspection of PE containers manufactured via rotomolding.
- (2)
- The influence of the PE temperature on all the investigated parameters of the ultrasonic signal (A, TCS, RV, β, and NN) was proven. As the temperature increased, RV equally decreased for PE with different degrees of sintering quality (NS, TDS, and ICS). By analyzing the temperature coefficient of stability (TCS), it was possible to distinguish the ELTEX brand of plastics from DOW and M350. With increasing temperature, A decreased nonlinearly.
- (3)
- The possibility of determining the degree of quality of PE sintering through the analysis of the amplitude of the third harmonic of the ultrasonic signal (β) using the mirror-shadow method was confirmed. At low temperatures ranging from 20 to 40 °C, the PE sintering quality grades (NS, TDS, and ICS) were identified by β: for “NS”, β = 0.1 ± 0.02; for “TDS”, β = 0.2 ± 0.02; and for “ICS”, β = 0. At medium temperatures ranging from 40 to 60 °C, for “NS”, β = 0.05 ± 0.02; for “TDS”, β = 0.1 ± 0.02; and for “ICS”, β = 0. At high temperatures (60–80 °C), the third harmonic was not found. At such temperatures, it was necessary to use the amplitude noise factor (NN): for “ICS”, NN = 0.75 ± 0.02; for “NS”, NN = 0.1 ± 0.02; and for “TDS”, NN = 0.05 ± 0.02. The thickness and brand of PE did not affect the possibility of identifying the quality of sintering through β and NN.
- (4)
- In the studies of other authors on this topic, as a rule, frequencies ranging from 150 to 400 kHz were used. For this frequency range, more expensive specialized “low-frequency” ultrasonic flaw detectors are required. In this research, a standard ultrasonic flaw detector was used, which is usually used for metal product inspection. The studies were carried out at frequencies ranging from 2.5 to 3.75 MHz. Since it is difficult to carry out an ultrasonic inspection at a strictly fixed temperature under industrial conditions, the authors calculated and constructed special nomograms. These nomograms enable inspection at any temperature ranging from 20 to 40 °C, followed by the determination of the sintering quality of the PE product, taking into account the actual temperature. Thus, an ultrasonic inspection method was developed, and semi-industrial tests were carried out at an industrial enterprise, which confirmed its promise. The results showed a detection accuracy of the sintering quality levels of at least 95%.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Crawford, R.J.; Throne, J.L. Rotational Molding Technology; William Andrew Publishing: New York, NY, USA, 2002. [Google Scholar]
- Ogila, K.O.; Shao, M.; Yang, W.; Tan, J. Rotational molding: A review of the models and materials. Express Polym. Lett. 2017, 11, 778–798. [Google Scholar] [CrossRef]
- Gupta, N.; Ramkumar, P.L.; Sangani, V. An approach toward augmenting materials, additives, processability and parameterization in rotational molding: A review. Mater. Manuf. Process. 2020, 35, 1539–1556. [Google Scholar] [CrossRef]
- Hanana, F.E.; Rodrigue, D. Rotational molding of polymer composites reinforced with natural fibers. Plast. Eng. 2015, 71, 28–31. [Google Scholar] [CrossRef]
- Vázquez Fletes, R.C.; Cisneros López, E.O.; Moscoso Sánchez, F.J.; Mendizábal, E.; González Núñez, R.; Rodrigue, D.; Ortega Gudiño, P. Morphological and mechanical properties of bilayers wood-plastic composites and foams obtained by rotational molding. Polymers 2020, 12, 503. [Google Scholar] [CrossRef]
- Crawford, R.J. Recent advances in the manufacture of plastic products by rotomoulding. J. Mater. Process. Technol. 1996, 56, 263–271. [Google Scholar] [CrossRef]
- Sezemský, J.; Špatenka, P. Adhesion Improvement between PE and PA in Multilayer Rotational Molding. Polymers 2021, 13, 331. [Google Scholar] [CrossRef]
- Ruiz-Silva, E.; Rodríguez-Ortega, M.; Rosales-Rivera, L.C.; Moscoso-Sánchez, F.J.; Rodrigue, D.; González-Núñez, R. Rotational Molding of Poly(Lactic Acid)/Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties. Polymers 2021, 13, 217. [Google Scholar] [CrossRef]
- Vignali, A.; Iannace, S.; Falcone, G.; Utzeri, R.; Stagnaro, P.; Bertini, F. Lightweight Poly(ε-Caprolactone) Composites with Surface Modified Hollow Glass Microspheres for Use in Rotational Molding: Thermal, Rheological and Mechanical Properties. Polymers 2019, 11, 624. [Google Scholar] [CrossRef]
- Greco, A.; Ferrari, F.; Buccoliero, M.G.; Trono, G. Thermal and Mechanical Analysis of Polyethylene Homo-Composites Processed by Rotational Molding. Polymers 2019, 11, 528. [Google Scholar] [CrossRef]
- Daryadel, M.; Azdast, T.; Khatami, M.; Moradian, M. Investigation of Tensile Properties of Polymeric Nanocomposite Samples in the Rotational Molding Process. Polym. Bull. 2021, 78, 2465–2481. [Google Scholar] [CrossRef]
- Aniśko, J.; Barczewski, M.; Piasecki, A.; Skórczewska, K.; Szulc, J.; Szostak, M. The Relationship between a Rotational Molding Processing Procedure and the Structure and Properties of Biobased Polyethylene Composites Filled with Expanded Vermiculite. Materials 2022, 15, 5903. [Google Scholar] [CrossRef] [PubMed]
- Głogowska, K.; Pączkowski, P.; Samujło, B. Study on the Properties and Structure of Rotationally Moulded Linear Low-Density Polyethylene Filled with Quartz Flour. Materials 2022, 15, 2154. [Google Scholar] [CrossRef] [PubMed]
- Sangeetha, V.; Gopinath, D.; Prithivirajan, R.; Chandran, V.G.; Kumar, R.M. Investigating the Mechanical, Thermal and Melt Flow Index Properties of HNTs—LLDPE Nano Composites for the Applications of Rotational Moulding. Polym. Test. 2020, 89, 106595. [Google Scholar] [CrossRef]
- Gupta, N.; Ramkumar, P. Effect of Industrially Processed Glass Fibre Dust on Mechanical, Thermal and Morphological Properties Mixed with LLDPE for Rotational Molding Process. Sadhana Acad. Proc. Eng. Sci. 2021, 46, 241. [Google Scholar] [CrossRef]
- Chang, W.C.; Harkin-Jones, E.; Kearns, M.; McCouri, M. Glass Fibre-Reinforced Polyethylene Composites in Rotational Moulding. In Proceedings of the Annual Technical Conference—ANTEC, Conference Proceedings, Boston, MA, USA, 1–5 May 2011; Volume 3, pp. 2474–2478. [Google Scholar]
- Ghanem, Z.; Šourkova, H.J.; Sezemský, J.; Špatenka, P. The Effect of Plasma Treatment of Polyethylene Powder and Glass Fibers on Selected Properties of Their Composites Prepared via Rotational Molding. Polymers 2022, 14, 2592. [Google Scholar] [CrossRef]
- Barczewski, M.; Hejna, A.; Aniśko, J.; Andrzejewski, J.; Piasecki, A.; Mysiukiewicz, O.; Bąk, M.; Gapiński, B.; Ortega, Z. Rotational Molding of Polylactide (PLA) Composites Filled with Copper Slag as a Waste Filler from Metallurgical Industry. Polym. Test. 2022, 106, 107449. [Google Scholar] [CrossRef]
- Mhike, W.; Focke, W.W. Surface Resistivity and Mechanical Properties of Rotationally Molded Polyethylene/Graphite Composites. J. Vinyl Addit. Technol. 2013, 19, 258–270. [Google Scholar] [CrossRef]
- Mhike, W.; Focke, W.W.; Asante, J.K.O. Rotomolded Antistatic and Flame-Retarded Graphite Nanocomposites. J. Thermoplast. Compos. Mater. 2018, 31, 535–552. [Google Scholar] [CrossRef]
- Gibson, I.; Shi, D. Material properties and fabrication parameters in selective laser sintering process. Rapid Prototyp. J. 1997, 3, 129–136. [Google Scholar] [CrossRef]
- Adams, J.; Jin, Y.; Barnes, D.; Butterfield, J.; Kearnes, M. Motion control for uniaxial rotational molding. J. Appl. Polym. Sci. 2021, 138, 49879. [Google Scholar] [CrossRef]
- Głogowska, K.; Longwic, F.; Ludziak, K. Effect of mould speed on selected properties of moulded parts and energy consumption in rotational moulding. Bull. Pol. Acad. Sci. Tech. Sci. 2022, 70, e143106. [Google Scholar]
- Nieschlag, J.; Seuffert, J.; Strack, D.; Friedmann, M.; Kärger, L.; Henning, F.; Fleischer, J. Experimental and Numerical Analysis of Mold Filling in Rotational Molding. J. Compos. Sci. 2021, 5, 289. [Google Scholar] [CrossRef]
- Kontopoulou, M.; Vlachopoulos, J. Bubble dissolution in molten polymers and its role in rotational molding. Polym. Eng. Sci. 1999, 39, 1189–1198. [Google Scholar] [CrossRef]
- Spence, A.G.; Crawford, R.J. The effect of processing variables on the formation and removal of bubbles in rotationally molded products. Polym. Eng. Sci. 1996, 36, 993–1009. [Google Scholar] [CrossRef]
- Castellanos, D.; Martin, P.J.; Butterfield, J.; McCourt, M.; Kearns, M.; Cassidy, P. Sintering and densification of fibre reinforcement in polymers during rotational moulding (Conference Paper). In Proceedings of the 23rd International Conference on Material Forming, ESAFORM 2020, Cottbus, Germany, 4 May 2020; Volume 47, pp. 980–986. [Google Scholar]
- Martins, C.I.; Gil, V. Processing–Structure–Properties of Cork Polymer Composites. Front. Mater. 2020, 7, 297. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; González-López, M.E.; Rodrigue, D.; Gutiérrez-Ruiz, J.F.; Prezas-Lara, F.; Pérez-Fonseca, A.A. Improving the Compatibility and Mechanical Properties of Natural Fibers/Green Polyethylene Biocomposites Produced by Rotational Molding. J. Polym. Environ. 2020, 28, 1040–1049. [Google Scholar] [CrossRef]
- Chen, X.; Huang, Q. Improved Rotational Foam Molding Properties of Tailored Polyethylene Blends with Higher Crystallization Temperature and Viscosity-Temperature Sensitivity. Polymers 2022, 14, 3486. [Google Scholar] [CrossRef]
- Lopes, J.; Martins, C.I. Investigations on Blowing Agents for the Processability of Foamed Parts by Rotational Molding Techniques. Mater. Proc. 2022, 8, 107. [Google Scholar] [CrossRef]
- Epacher, E. Processing stability of high density polyethylene: Effect of adsorbed and dissolved oxygen. Polymer 2000, 41, 8401–8408. [Google Scholar] [CrossRef]
- Aniśko, J.; Barczewski, M.; Mietliński, P.; Piasecki, A.; Szulc, J. Valorization of Disposable Polylactide (PLA) Cups by Rotational Molding Technology: The Influence of Pre-Processing Grinding and Thermal Treatment. Polym. Test. 2022, 107, 107481. [Google Scholar] [CrossRef]
- Martins, C.I.; Gil, V.; Rocha, S. Thermal, Mechanical, Morphological and Aesthetical Properties of Rotational Molding PE/Pine Wood Sawdust Composites. Polymers 2022, 14, 193. [Google Scholar] [CrossRef] [PubMed]
- Pick, L.; Hanna, P.R.; Gorman, L. Assessment of Processibility and Properties of Raw Post-Consumer Waste Polyethylene in the Rotational Moulding Process. J. Polym. Eng. 2022, 42, 374–383. [Google Scholar] [CrossRef]
- Arribasplata-Seguin, A.; Quispe-Dominguez, R.; Tupia-Anticona, W.; Acosta-Sullcahuamán, J. Rotational Molding Parameters of Wood-Plastic Composite Materials Made of Recycled High Density Polyethylene and Wood Particles. Compos. B Eng. 2021, 217, 108876. [Google Scholar] [CrossRef]
- Cestari, S.P.; Martin, P.J.; Hanna, P.R.; Kearns, M.P.; Mendes, L.C.; Millar, B. Use of Virgin/Recycled Polyethylene Blends in Rotational Moulding. J. Polym. Eng. 2021, 41, 509–516. [Google Scholar] [CrossRef]
- Dou, Y.; Rodrigue, D. Morphological, Thermal and Mechanical Properties of Recycled HDPE Foams via Rotational Molding. J. Cell. Plast. 2022, 58, 305–323. [Google Scholar] [CrossRef]
- Díaz, S.; Ortega, Z.; McCourt, M.; Kearns, M.P.; Benítez, A.N. Recycling of Polymeric Fraction of Cable Waste by Rotational Moulding. Waste Manag. 2018, 76, 199–206. [Google Scholar] [CrossRef]
- Dou, Y.; Rodrigue, D. Rotomolding of Foamed and Unfoamed GTR-LLDPE Blends: Mechanical, Morphological and Physical Properties. Cell. Polym. 2018, 37, 55–68. [Google Scholar] [CrossRef]
- Shaker, R.; Rodrigue, D. Rotomolding of Thermoplastic Elastomers Based on Low-Density Polyethylene and Recycled Natural Rubber. Appl. Sci. 2019, 9, 5430. [Google Scholar] [CrossRef]
- Chaudhary, B.I.; Takács, E.; Vlachopoulos, J. Processingenhancers for rotational molding of polyethylene. Polym. Eng. Sci. 2001, 41, 1731–1742. [Google Scholar] [CrossRef]
- Saifullah, A.; Radhakrishnan, P.; Wang, L.; Saeed, B.; Sarker, F.; Dhakal, H.N. Reprocessed Materials Used in Rotationally Moulded Sandwich Structures for Enhancing Environmental Sustainability: Low-Velocity Impact and Flexure-after-Impact Responses. Materials 2022, 15, 6491. [Google Scholar] [CrossRef]
- Chaisrichawla, S.; Dangtungee, R. The usage of recycled material in rotational molding process for production of septic tank. Mater. Sci. Forum 2018, 936, 151–158. [Google Scholar] [CrossRef]
- Nikita, G.; Ramkumar, P.L. Effect of coir content on mechanical and thermal properties of LLDPE/coir blend processed by rotational molding. Sādhanā 2021, 46, 40. [Google Scholar] [CrossRef]
- Ortega, Z.; Romero, F.; Paz, R.; Suárez, L.; Benítez, A.N.; Marrero, M.D. Valorization of Invasive Plants from Macaronesia as Filler Materials in the Production of Natural Fiber Composites by Rotational Molding. Polymers 2021, 13, 2220. [Google Scholar] [CrossRef]
- Hanana, F.E.; Rodrigue, D. Effect of particle size, fiber content, and surface treatment on the mechanical properties of maple-reinforced LLDPE produced by rotational molding. Polym. Polym. Compos. 2021, 29, 343–353. [Google Scholar] [CrossRef]
- Gupta, N.; Ramkumar, P.L. Experimental investigation of linear low density polyethylene composites based on coir for rotational molding process. Polym. Polym. Compos. 2021, 29, 1114–1125. [Google Scholar] [CrossRef]
- León, L.D.V.E.; Escocio, V.A.; Visconte, L.L.Y.; Junior, J.C.J.; Pacheco, E.B.A.V. Rotomolding and polyethylene composites with rotomolded lignocellulosic materials: A review. J. Reinf. Plast. Compos. 2020, 39, 459–472. [Google Scholar] [CrossRef]
- Ortega, Z.; McCourt, M.; Romero, F.; Suárez, L.; Cunningham, E. Recent Developments in Inorganic Composites in Rotational Molding. Polymers 2022, 14, 5260. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Andrzejewski, J.; Kosmela, P.; Piasecki, A.; Szostak, M.; Kuang, T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers 2020, 12, 1004. [Google Scholar] [CrossRef]
- Tavares, A.C.; Gulmine, J.V.; Lepienski, C.M.; Akcelrud, L. The effect of accelerated aging on the surface mechanical properties of polyethylene. Polym. Degrad. Stab. 2003, 81, 367–373. [Google Scholar] [CrossRef]
- Saifullah, A.; Thomas, B.; Cripps, R.; Tabeshfar, K.; Wang, L.; Muryn, C. Fracture toughness of rotationally molded polyethylene and polypropylene. Polym. Eng. Sci. 2018, 58, 63–73. [Google Scholar] [CrossRef]
- Mendes, A.; Cunha, A.; Bernardo, C. Study of the degradation mechanisms of polyethylene during reprocessing. Polym. Degrad. Stab. 2011, 96, 1125–1133. [Google Scholar] [CrossRef]
- Cuadri, A.; Martín-Alfonso, J. The effect of thermal and thermo-oxidative degradation conditions on rheological, chemical and thermal properties of HDPE. Polym. Degrad. Stab. 2017, 141, 11–18. [Google Scholar] [CrossRef]
- Gulmine, J.; Janissek, P.; Heise, H.; Akcelrud, L. Degradation profile of polyethylene after artificial accelerated weathering. Polym. Degrad. Stab. 2003, 79, 385–397. [Google Scholar] [CrossRef]
- Cramez, M.C.; Oliveira, M.J.; Fakirov, S.; Crawford, R.J.; Apostolov, A.A.; Krumova, M. Rotationally molded polyethylene: Structural characterization by x-ray and microhardness measurements. Adv. Polym. Technol. 2001, 20, 116–124. [Google Scholar] [CrossRef]
- Hiejima, Y.; Kida, T.; Takeda, K.; Igarashi, T.; Nitta, K.-H. Microscopic structural changes during photodegradation of low-density polyethylene detected by Raman spectroscopy. Polym. Degrad. Stab. 2018, 150, 67–72. [Google Scholar] [CrossRef]
- Żurawik, R.; Volke, J.; Zarges, J.-C.; Heim, H.-P. Comparison of Real and Simulated Fiber Orientations in Injection Molded Short Glass Fiber Reinforced Polyamide by X-ray Microtomography. Polymers 2022, 14, 29. [Google Scholar] [CrossRef]
- Bray, D.E.; Vela, J.; Al-Zubi, R.S. Stress and Temperature Effects on Ultrasonic Properties in Cross-Linked and High Density Polyethylene. J. Press. Vessel. Technol. 2005, 127, 220. [Google Scholar] [CrossRef]
- Jia, D.; Bourse, G.; Chaki, S.; Lacrampe, M.F.; Robin, C.; Demouveau, H. Investigation of Stress and Temperature Effect on the Longitudinal Ultrasonic Waves in Polymers. Res. Nondestruct. Eval. 2014, 25, 20–29. [Google Scholar] [CrossRef]
- Adachi, K.; Harrison, G.; Lamb, J.; North, A.M.; Pethrick, R.A. High frequency ultrasonic studies of polyethylene. Polymer 1981, 22, 1032–1039. [Google Scholar] [CrossRef]
- Tanaka, A.; Nitta, K.; Onogi, S. Ultrasonic velocity and attenuation of polymeric solids under oscillatory deformation: Apparatus and preliminary results. Polym. Eng. Sci. 1989, 29, 1124–1130. [Google Scholar] [CrossRef]
- Sahnoune, A.; Tatibouët, J.; Gendron, R.; Hamel, A.; Piché, L. Application of Ultrasonic Sensors in the Study of Physical Foaming Agents for Foam Extrusion. J. Cell. Plast. 2001, 37, 429–454. [Google Scholar] [CrossRef]
- Gaisin, R.S.; Tyukanko, V.Y.; Demyanenko, A.V. Developming a Method for Ultrasonic Quality Control of Plastic Products Obtained by Rotary Moulding Method. Russ. J. Nondestruct. Test. 2021, 57, 34–40. [Google Scholar] [CrossRef]
- Gomes, F.P.C.; Thompson, M.R. Analysis of Mullins Effect in Polyethylene Using Ultrasonic Guided Waves. Polym. Test. 2017, 60, 351–356. [Google Scholar] [CrossRef]
- Gomes, F.P.C.; West, W.T.J.; Thompson, M.R. Effects of Annealing and Swelling to Initial Plastic Deformation of Polyethylene probed by Nonlinear Ultrasonic Guided Waves. Polymer 2017, 131, 160–168. [Google Scholar] [CrossRef]
- Gomes, F.P.C.; Thompson, M.R. Nondestructive Evaluation of Sintering and Degradation for Rotational Molded Polyethylene. Polym. Degrad. Stab. 2018, 157, 34–43. [Google Scholar] [CrossRef]
- Gomes, F.P.C.; Garg, A.; Mhaskar, P.; Thompson, M.R. Data-driven advances in manufacturing for batch polymer processing using a multivariate nondestructive monitoring. Ind. Eng. Chem. Res. 2019, 58, 9940–9951. [Google Scholar] [CrossRef]
- Marcillo, O.; Arrowsmith, S.; Whitaker, R.; Morton, E.; Phillips, W.S. Extracting changes in air temperature using acoustic coda phase delays. J. Acoust. Soc. Am. 2014, 136, EL309–EL314. [Google Scholar] [CrossRef]
- Xie, F.; Li, W.; Zhang, Y. Monitoring of environmental loading effect on the steel with different plastic deformation by diffuse ultrasound. Struct. Health Monit. 2019, 18, 602–609. [Google Scholar] [CrossRef]
- Garg, A.; Abdulhussain, H.A.; Mhaskar, P.; Thompson, M.R. Handling Constraints and Raw Material Variability in Rotomolding through Data-Driven Model Predictive Control. Processes 2019, 7, 610. [Google Scholar] [CrossRef]
- Chandrasekar, A.; Garg, A.; Abdulhussain, H.A.; Gritsichine, V.; Thompson, M.R.; Mhaskar, P. Application of Economic Model Predictive Control on a Lab Scale Rotomolding Process. In Proceedings of the 2022 American Control Conference (ACC), Atlanta, GA, USA, 8–10 June 2022; pp. 2485–2490. [Google Scholar] [CrossRef]
- Association of Rotational Molders International (ARM) Website. Low Temperature Impact Test. Available online: https://cdn.ymaws.com/rotomolding.org/resource/resmgr/pdf/lowtemp.pdf (accessed on 7 March 2023).
- Dyuryagina, A.N.; Lutsenko, A.A.; Tyukanko, V.Y. Study of the disperse effect of polymeric surface-active substances in acrylic dispersions used for painting oil well armature. Bull. Tomsk Polytech. Univ. Geo Assets Eng. 2019, 330, 37–44. [Google Scholar]
- Dyuryagina, A.; Lutsenko, A.; Ostrovnoy, K.; Tyukanko, V.; Demyanenko, A.; Akanova, M. Exploration of the Adsorption Reduction of the Pigment Aggregates Strength under the Effect of Surfactants in Water-Dispersion Paints. Polymers 2022, 14, 996. [Google Scholar] [CrossRef] [PubMed]
- Dyuryagina, A.; Lutsenko, A.; Demyanenko, A.; Tyukanko, V.; Ostrovnoy, K.; Yanevich, A. Modeling the wetting of titanium dioxide and steel substrate in water-borne paint and varnish materials in the presence of surfactants. East.-Eur. J. Enterp. Technol. 2022, 6, 31–42. [Google Scholar] [CrossRef]
- Tyukanko, V.Y.; Duryagina, A.N.; Ostrovnoy, K.A.; Demyanenko, A.V. Study of wetting of aluminum and steel substrates with polyorganosiloxanes in the presence of nitrogen-containing surfactants. Bull. Tomsk Polytech. Univ. Geo Assets Eng. 2017, 328, 75–81. [Google Scholar]
- Ostrovnoy, K.; Dyuryagina, A.; Demyanenko, A.; Tyukanko, V. Optimization of titanium dioxide wetting in alkyd paint and varnish materials in the presence of surfactants. East.-Eur. J. Enterp. Technol. 2021, 6, 41–50. [Google Scholar] [CrossRef]
- Tyukanko, V.; Demyanenko, A.; Dyuryagina, A.; Ostrovnoy, K.; Lezhneva, M. Optimization of the Composition of Silicone Enamel by the Taguchi Method Using Surfactants Obtained from Oil Refining Waste. Polymers 2021, 13, 3619. [Google Scholar] [CrossRef]
- Tyukanko, V.; Demyanenko, A.; Dyuryagina, A.; Ostrovnoy, K.; Aubakirova, G. Optimizing the Composition of Silicone Enamel to Ensure Maximum Aggregative Stability of Its Suspensions Using Surfactant Obtained from Oil Refining Waste. Polymers 2022, 14, 3819. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Product Density, g/cm3 | Sample Thickness, mm | PIAT, °C | Sample Material Brand | Specific Mean Failure Energy (MFEsp.), J/mm | The Degree of Quality of Sintering Products, (NS, ICS, and TDS) | The Degree of Validity of the Product, US/WR |
|---|---|---|---|---|---|---|---|
| 1 | 0.932 | 7.5 | 170 | ELTEX | 25 | ICS | WR |
| 2 | 0.932 | 7.5 | 170 | DOW | 30 | ICS | WR |
| 3 | 0.933 | 7.5 | 180 | M350 | 30 | ICS | WR |
| 4 | 0.940 | 7.5 | 200 | ELTEX | 42 | NS | US |
| 5 | 0.942 | 7.5 | 200 | DOW | 44 | NS | US |
| 6 | 0.936 | 7.5 | 210 | M350 | 43 | NS | US |
| 7 | 0.943 | 7.5 | 235 | ELTEX | 38 | TDS | WR |
| 8 | 0.944 | 7.5 | 235 | DOW | 33 | TDS | WR |
| 9 | 0.945 | 7.5 | 245 | M350 | 39 | TDS | WR |
| 10 | 0.932 | 8.5 | 170 | ELTEX | 26 | ICS | WR |
| 11 | 0.932 | 8.5 | 170 | DOW | 31 | ICS | WR |
| 12 | 0.933 | 8.5 | 180 | M350 | 29 | ICS | WR |
| 13 | 0.942 | 8.5 | 200 | ELTEX | 42 | NS | US |
| 14 | 0.943 | 8.5 | 200 | DOW | 45 | NS | US |
| 15 | 0.938 | 8.5 | 210 | M350 | 44 | NS | US |
| 16 | 0.944 | 8.5 | 235 | ELTEX | 37 | TDS | WR |
| 17 | 0.945 | 8.5 | 235 | DOW | 34 | TDS | WR |
| 18 | 0.945 | 8.5 | 245 | M350 | 38.5 | TDS | WR |
| 19 | 0.932 | 9.5 | 170 | ELTEX | 28 | ICS | WR |
| 20 | 0.933 | 9.5 | 170 | DOW | 34 | ICS | WR |
| 21 | 0.933 | 9.5 | 180 | M350 | 31 | ICS | WR |
| 22 | 0.940 | 9.5 | 200 | ELTEX | 44 | NS | US |
| 23 | 0.943 | 9.5 | 200 | DOW | 47 | NS | US |
| 24 | 0.944 | 9.5 | 210 | M350 | 45 | NS | US |
| 25 | 0.945 | 9.5 | 235 | ELTEX | 38 | TDS | WR |
| 26 | 0.945 | 9.5 | 235 | DOW | 36 | TDS | WR |
| 27 | 0.945 | 9.5 | 245 | M350 | 39 | TDS | WR |
| n | PIAT, °C | Thickness, S, mm | Temperature, T, °C | Amplitude Coefficient of the Third Harmonic, β, r.u.a. | ||||
|---|---|---|---|---|---|---|---|---|
| ELTEX | DOW | M350 | ELTEX | DOW | M350 | |||
| 1 | 235 | 235 | 245 | 7.5 | 20 | 0.12 | 0.21 | 0.21 |
| 2 | 235 | 235 | 245 | 7.5 | 40 | 0.10 | 0.10 | 0.11 |
| 3 | 235 | 235 | 245 | 7.5 | 60 | 0.04 | 0.04 | 0.05 |
| 4 | 235 | 235 | 245 | 7.5 | 80 | 0.01 | 0.01 | 0.01 |
| 5 | 235 | 235 | 245 | 8.5 | 20 | 0.12 | 0.21 | 0.21 |
| 6 | 235 | 235 | 245 | 8.5 | 40 | 0.09 | 0.10 | 0.11 |
| 7 | 235 | 235 | 245 | 8.5 | 60 | 0.05 | 0.04 | 0.05 |
| 8 | 235 | 235 | 245 | 8.5 | 80 | 0.01 | 0.01 | 0.01 |
| 9 | 235 | 235 | 245 | 9.5 | 20 | 0.12 | 0.21 | 0.20 |
| 10 | 235 | 235 | 245 | 9.5 | 40 | 0.09 | 0.10 | 0.11 |
| 11 | 235 | 235 | 245 | 9.5 | 60 | 0.05 | 0.04 | 0.05 |
| 12 | 235 | 235 | 245 | 9.5 | 80 | 0.05 | 0.01 | 0.01 |
| 13 | 200 | 200 | 210 | 7.5 | 20 | 0.07 | 0.09 | 0.10 |
| 14 | 200 | 200 | 210 | 7.5 | 40 | 0.01 | 0.01 | 0.04 |
| 15 | 200 | 200 | 210 | 7.5 | 60 | 0.00 | 0.00 | 0.00 |
| 16 | 200 | 200 | 210 | 7.5 | 80 | 0.00 | 0.00 | 0.00 |
| 17 | 200 | 200 | 210 | 8.5 | 20 | 0.08 | 0.09 | 0.10 |
| 18 | 200 | 200 | 210 | 8.5 | 40 | 0.01 | 0.01 | 0.04 |
| 19 | 200 | 200 | 210 | 8.5 | 60 | 0.00 | 0.00 | 0.00 |
| 20 | 200 | 200 | 210 | 8.5 | 80 | 0.00 | 0.00 | 0.00 |
| 21 | 200 | 200 | 210 | 9.5 | 20 | 0.07 | 0.10 | 0.10 |
| 22 | 200 | 200 | 210 | 9.5 | 40 | 0.01 | 0.01 | 0.04 |
| 23 | 200 | 200 | 210 | 9.5 | 60 | 0.00 | 0.00 | 0.00 |
| 24 | 200 | 200 | 210 | 9.5 | 80 | 0.00 | 0.00 | 0.00 |
| 25 | 170 | 170 | 180 | 7.5 | 20 | 0.00 | 0.00 | 0.00 |
| 26 | 170 | 170 | 180 | 7.5 | 40 | 0.00 | 0.00 | 0.00 |
| 27 | 170 | 170 | 180 | 7.5 | 60 | 0.00 | 0.00 | 0.00 |
| 28 | 170 | 170 | 180 | 7.5 | 80 | 0.00 | 0.00 | 0.00 |
| 29 | 170 | 170 | 180 | 8.5 | 20 | 0.00 | 0.00 | 0.00 |
| 30 | 170 | 170 | 180 | 8.5 | 40 | 0.00 | 0.00 | 0.00 |
| 31 | 170 | 170 | 180 | 8.5 | 60 | 0.00 | 0.00 | 0.00 |
| 32 | 170 | 170 | 180 | 8.5 | 80 | 0.00 | 0.00 | 0.00 |
| 33 | 170 | 170 | 180 | 9.5 | 20 | 0.00 | 0.00 | 0.00 |
| 34 | 170 | 170 | 180 | 9.5 | 40 | 0.00 | 0.00 | 0.00 |
| 35 | 170 | 170 | 180 | 9.5 | 60 | 0.00 | 0.00 | 0.00 |
| 36 | 170 | 170 | 180 | 9.5 | 80 | 0.00 | 0.00 | 0.00 |
| PE Brand | a | b | c | d | e | βm |
|---|---|---|---|---|---|---|
| ELTEX | −0.1911 | 0.0011 | 0.1056 | −0.0023 | 0.00001 | 0.0306 |
| DOW | −0.2431 | 0.0014 | 0.1858 | −0.005 | 0.00003 | 0.0386 |
| M350 | −0.2650 | 0.0015 | 0.1742 | −0.0041 | 0.00002 | 0.0431 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tyukanko, V.; Demyanenko, A.; Semenyuk, V.; Dyuryagina, A.; Alyoshin, D.; Tarunin, R.; Voropaeva, V. Development of an Ultrasonic Method for the Quality Control of Polyethylene Tanks Manufactured Using Rotational Molding Technology. Polymers 2023, 15, 2368. https://doi.org/10.3390/polym15102368
Tyukanko V, Demyanenko A, Semenyuk V, Dyuryagina A, Alyoshin D, Tarunin R, Voropaeva V. Development of an Ultrasonic Method for the Quality Control of Polyethylene Tanks Manufactured Using Rotational Molding Technology. Polymers. 2023; 15(10):2368. https://doi.org/10.3390/polym15102368
Chicago/Turabian StyleTyukanko, Vitaliy, Alexandr Demyanenko, Vladislav Semenyuk, Antonina Dyuryagina, Dmitry Alyoshin, Roman Tarunin, and Vera Voropaeva. 2023. "Development of an Ultrasonic Method for the Quality Control of Polyethylene Tanks Manufactured Using Rotational Molding Technology" Polymers 15, no. 10: 2368. https://doi.org/10.3390/polym15102368
APA StyleTyukanko, V., Demyanenko, A., Semenyuk, V., Dyuryagina, A., Alyoshin, D., Tarunin, R., & Voropaeva, V. (2023). Development of an Ultrasonic Method for the Quality Control of Polyethylene Tanks Manufactured Using Rotational Molding Technology. Polymers, 15(10), 2368. https://doi.org/10.3390/polym15102368