3.4.1. Friction Behavior
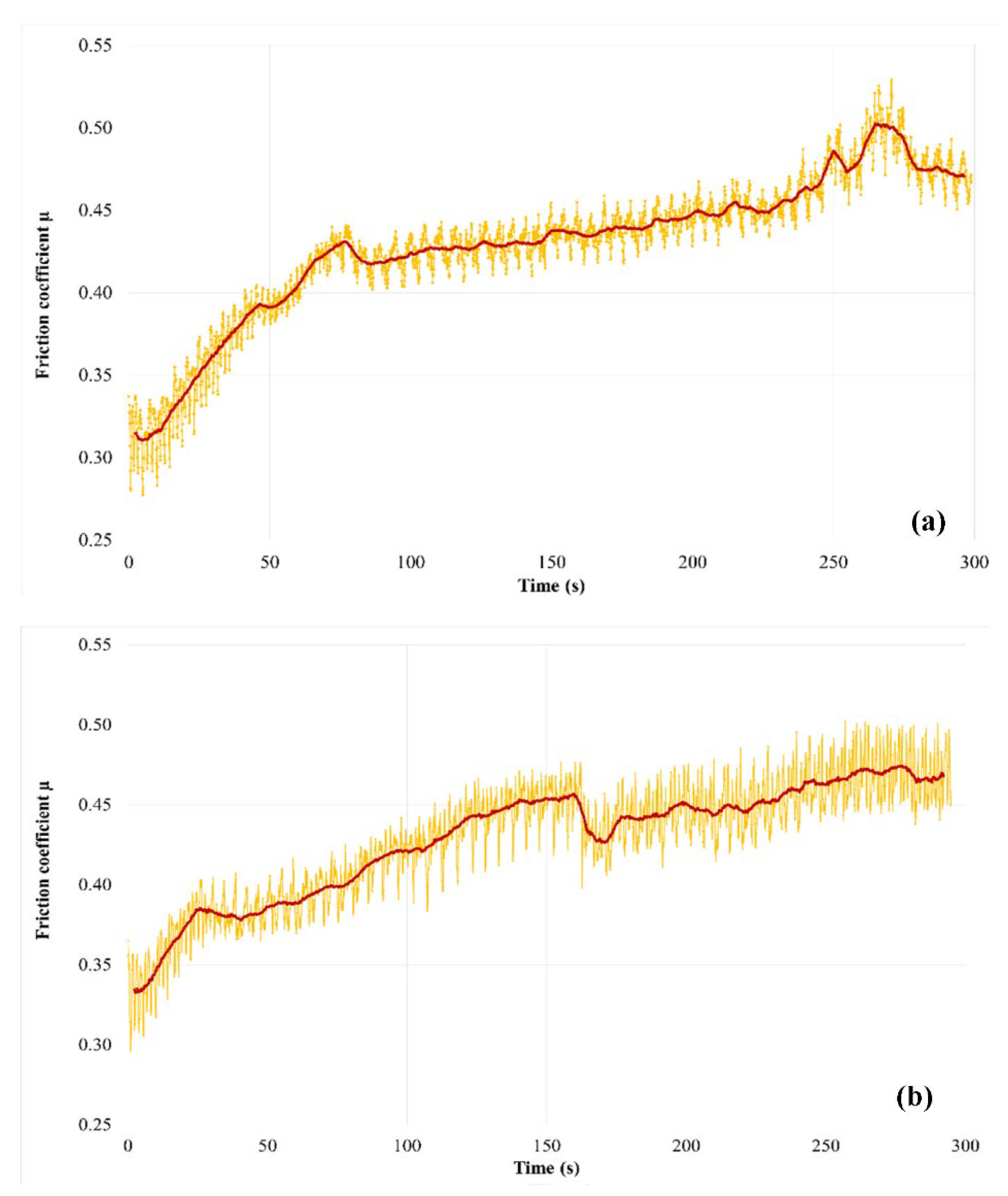
Figure 11 shows the time evolution of the friction coefficient (µ) obtained from the normal and tangential force measurements. The average value of µ was calculated using the low-pass filtering of the measurements.
Figure 11a shows that the friction coefficient’s evolution in the case of M1 increases continuously during the test, in a more or less regular way. Two stages can be observed:
- -
A transition stage of about 100 s at the beginning of the test, characterized by a marked and irregular increase in the friction coefficient (whose average value increases from 0.31 to 0.42), which can be associated with the establishment of a sliding contact;
- -
A second stage characterized, by a smoother and more regular increase in the friction coefficient (from 0.42 to 0.47), disturbed by one-off increases in friction a little before the end of the test. We note that fluctuations in the time friction evolution show a fairly regular periodicity when friction evolves slightly, while they are more intense and disturbed at the beginning of the test, as well as during the final friction perturbations.
Figure 11b shows the friction coefficient evolution of M2. The transient phase of contact establishment is more difficult to distinguish. It extends to the whole first half of the test, where a sudden disturbance appears. During this period, the friction coefficient increases from 0.33 to 0.45. As in the case of M1, the second part of the test is marked by a gentler increase in friction (from 0.44 to 0.47 for the average value). Temporal fluctuations in friction of greater amplitude than in the case of M1 are noted, in which it is more difficult to distinguish a clear periodicity.
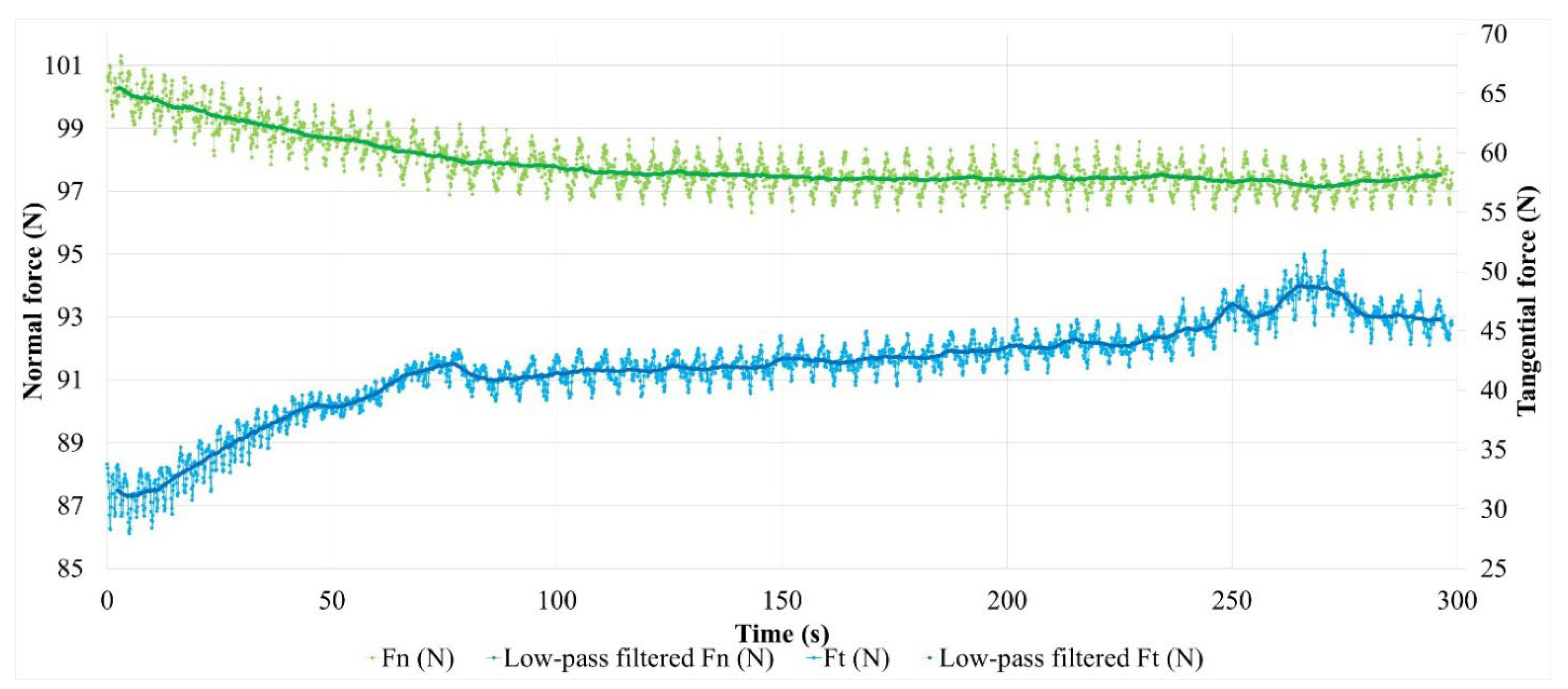
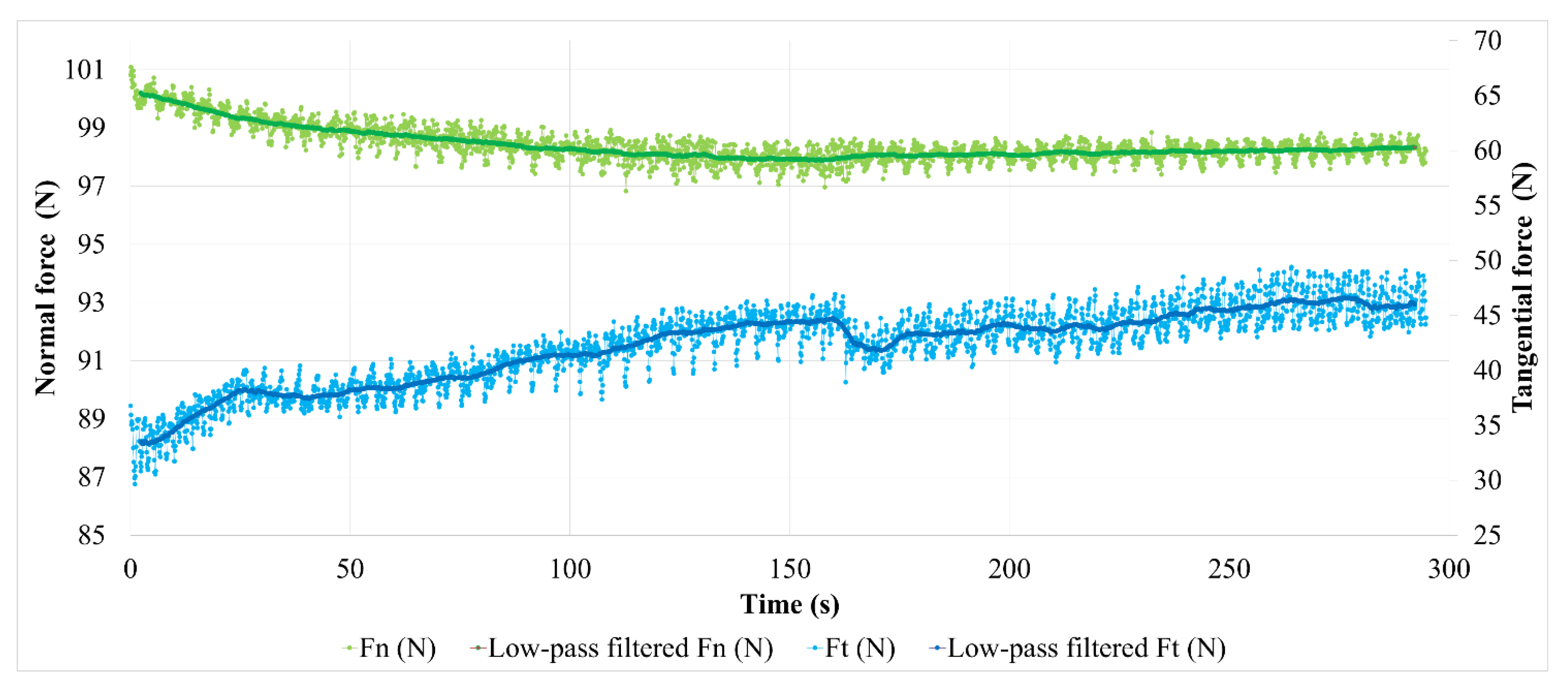
Friction variations are indicative of changes at the interface in the mechanisms of load-bearing accommodation, sliding velocity and energy dissipation, which result from the evolution of the third body layer and associated material flows. To better understand these evolutions, the normal and tangential forces measured during the tests are analyzed in detail. Their evolution is presented in
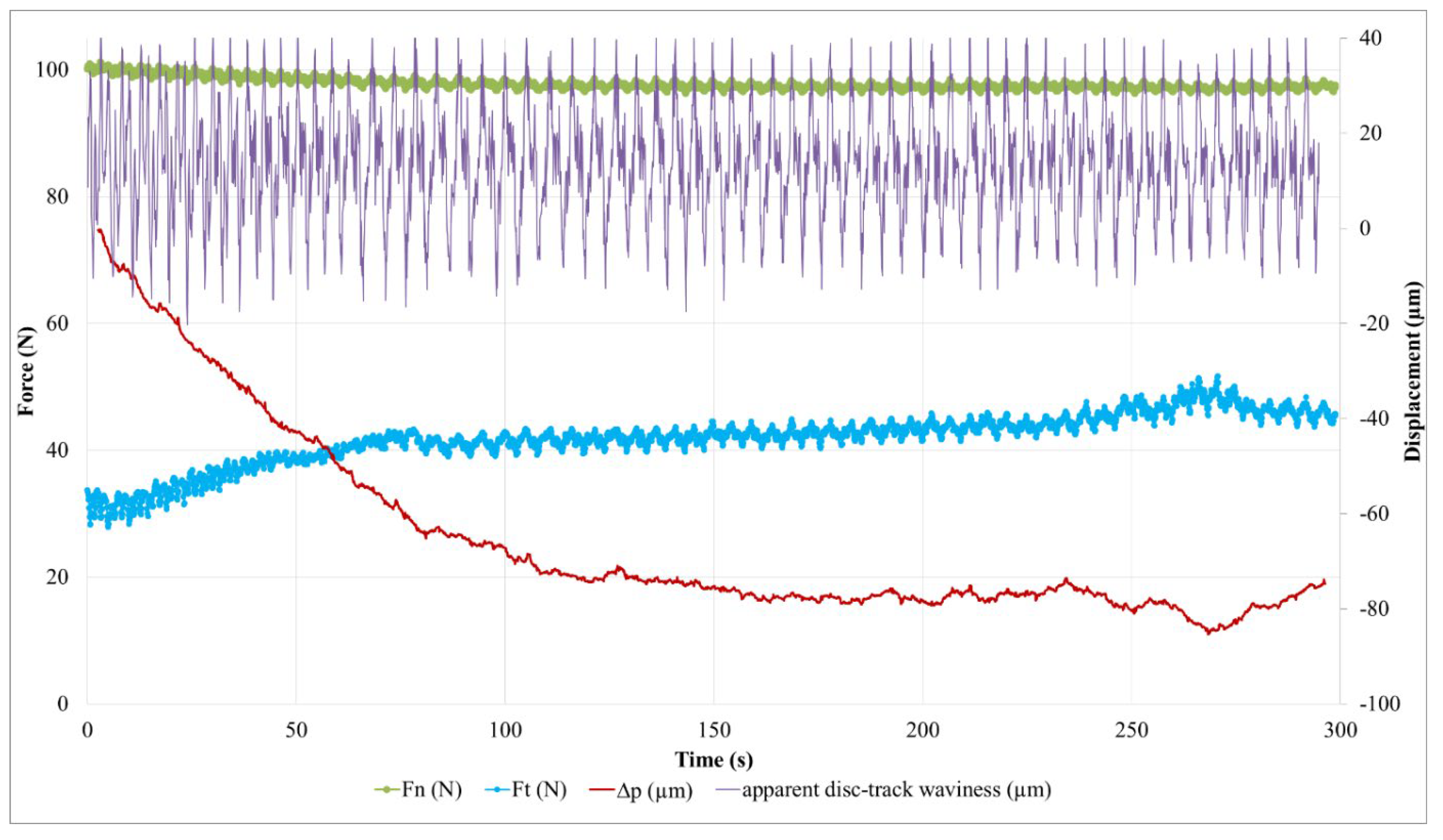
Figure 12 for M1.
Let us first consider the normal force in the case of the test on M1. The evolution presents, on the one hand, a regular, almost periodic fluctuation throughout the test (studied below), and, on the other hand, a decrease at the beginning of the test, as shown by the average value. This decrease is 2.4 N during the first 120 s. We should recall that the normal load is derived from the compression of an elastic system, mainly constituted by a helical spring. The stiffness of this system is 32.7 N/mm, measured under a 100 N load. It includes the stiffness of the strain gauge force measurement device. Thus, the 2.4 N drop in normal force is associated with a 74 µm relaxation of the device. This value corresponds to the pin displacement relative to the tribometer frame in the direction normal to the contact. Among the displacement sources, a deflection variation or a deformation under the load of the disc or the pin is excluded. This deformation is sub-micrometric, considering the involved rigidities under the load and the very low thermal expansions, and the increases in bulk temperature are less than ten degrees Celsius in the disc, the same as in the pin [
16,
17]. Moreover, pin displacement can only be partially attributed to the material losses of the first bodies: on the one hand, the pin thickness loss is about 5 µm for these tests while that of the disc friction track is imperceptible on this scale. On the other hand, the value of the normal force evolves slightly from one test to the next, without any adjustment of the compression setting of the loading system. The pin displacement is therefore reversible from one test to the next, the source of which is in the evolution of the plane to plane interface of the pin–disc contact. In
Figure 13, the pin displacement curve is a translation of the filtered normal force curve, taking into account the loading system’s stiffness.
It should be noted that the reduction in the normal force is concomitant with a rapid and irregular increase in the tangential force (
Figure 12). These phenomena are attributed to the progressive setting up of contact during the beginning of the sliding. Indeed, the “plane-to-plane” pin–disc compliance, lost at the beginning of contact, must be reconstituted at its end. The latter is established by a reconstitution of the third body-bearing plateaus and their redistribution by third body flow and compaction in the interface, taking into account the third body flow rates and the trapping capacity of the contact. Thus, during this transient stage, the drop in normal force reflects the progressive accommodation of the bearing in the contact by the third body redistribution, until a satisfactory contact compliance is achieved. This period of contact accommodation results in an increase in the friction.
The second stage of the test involves small variations in the average value of the normal force, except for during the disturbance at the end of the test. These small variations indicate that the average displacement of the pin is zero in the normal direction of contact, thus the load bearing varies very slightly, and the sliding accommodation involves very small internal third body flows. This observation is fairly consistent with the low wear rate of M1. The steady increase in friction during this period signifies the slow evolution of the rheology of the third body layer, which is involved in sliding accommodation. The friction disturbances at the test’s end are the result of material detachments causing disturbing contact openings in the interface and its third body layer. The reduction of a few micrometers in the pin position can be interpreted by the progressive loss in the third body layer, followed by its reconstitution. The reconstitution is enabled by the third bodies detached from the contact and recirculated by the rotation of the disc. In this scenario of load bearing disruption, the quantity of material lost as a result of the contact remains very small, since the pin recovers its position.
The quasi-periodic fluctuation in the normal force (
Figure 12) corresponds to a cyclic disturbance of the compression of the elastic loading device, induced by the waviness of the disc friction track. Thus, these fluctuations are indicative of the pin’s normal displacement in the normal direction of contact acting as a profilometric reading of the disc’s revolutions. To facilitate this interpretation,
Figure 13 presents a measurement of this apparent waviness of the disc track, deduced from the measurement of the normal force from which its average value is subtracted (high-pass filtering). The curve fluctuation appears periodic, with a period of a few seconds, which corresponds to 50 revolutions of the disc. This is due to a difference in the rotation frequency of the disc and the acquisition frequency of the force measurement. This periodicity is found in the fluctuations of the normal and tangential force measurements. A detailed analysis shows that the normal and tangential forces evolve in phase when the contact load bearing is well established, while they are out of phase during periods of accommodation and load-bearing perturbation. This is indicative of vibratory excitations occurring during the transient stage of the test. These phases are therefore visible on the friction curve over time (
Figure 11a): the phase shift of the normal and tangential components of the force induces an increase in the friction fluctuation amplitude. This is clearly visible at the beginning of the test and during the disturbance of the friction at the end of the test. Finally, we note that, apart from the vibratory disturbances, the amplitude of the waviness is about 50 µm. The shape of the waviness is well reproducible from one period to the next. It corresponds to the undulation of a track with one dip and one bump per revolution, in accordance with the run-out measurements made before the tests. The oscillation amplitude of the friction track can be affected by disc wear [
16,
17] and third body accumulation on the friction track [
25].
Thus, apart from the vibration-induced alterations, a variation in the amplitude of the friction track waviness is indicative of third body accumulation and circulation on the friction track, i.e., the existence of significant third body flows within the tribological circuit.
Thus, between 80 s and 100 s, the amplitude of the apparent undulation of the friction track varies little. This period corresponds to the establishment of load bearing, during which the third body is trapped and redistributed into the interface. From 110 s to 200 s, while load bearing is well established in the contact, the amplitude of the undulation drops slightly. This indicates an accumulation of third bodies on the friction track, which is naturally more important in the valley of the track undulation, an area more prone to mechanical trapping than the bump of the track. During this period, the amount of third body varies little in the contact. At the end of the test, the perturbations of the tangential force are marked by a more significant decrease in the undulation amplitude, concomitantly with the fall of the position of the pin, i.e., with the loss of the third bodies via contact. The apparent undulation of the disc regains its amplitude before the end of the test, while the perturbation of the tangential force disappears and the pin regains its position from before the perturbation, i.e., there is a reconstitution of the third body layer in the contact. These observations indicate a very low balance in terms of the material loss of the tribological system. From these results, we conclude that the third body layer established on the surface of the M1 pin is a thin film, which evolves slightly over time, indicating low wear.
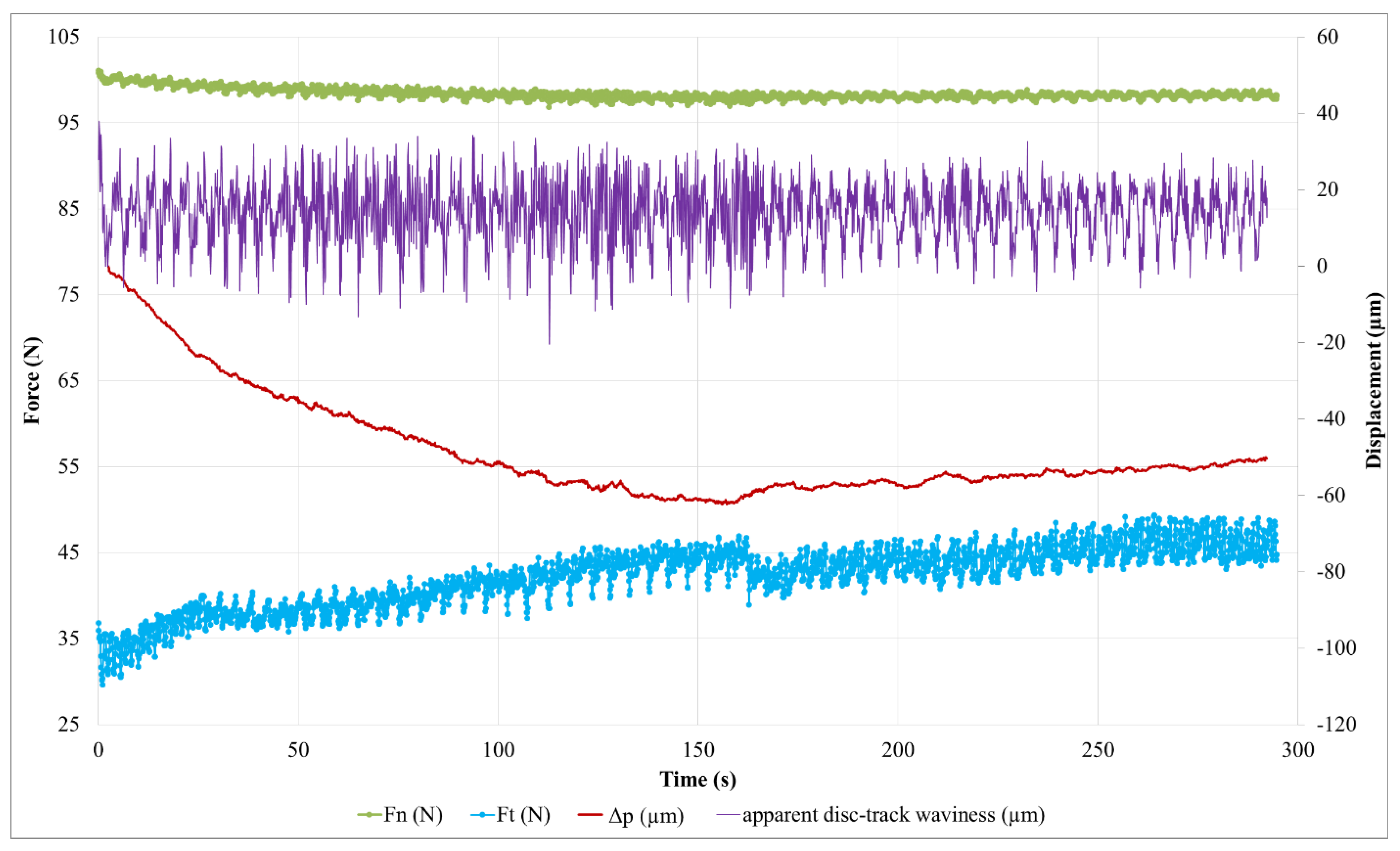
Evolutions of the normal and tangential forces measured during the friction test for M2 are presented in
Figure 14.
For the M2 material, the initial decrease in the pin’s displacement (
Figure 15) indicates a transient stage of pin/disc contact accommodation of 160 s, longer than in the case of the M1 material. The longer time required to achieve compliance in the friction surfaces can be attributed to the greater difficulty of the M2 material retaining the third body in the contact. During this contact accommodation stage, the apparent waviness curve of the disc (
Figure 16) is fairly disturbed, indicating significant material flows in the tribological circuit. It should be noted that the abrupt variations in friction (
Figure 14) are concomitant with variations in the slope of the pin displacement (
Figure 15), the latter regaining height (5 µm) from 160 s to 175 s. We attribute these variations in the pin displacement to a one-off release of the third body in the tribological circuit, then to its accumulation and redistribution in the contact. During the second part of the test, the frictional force increases more gently, similar to the M1 material (
Figure 12), but in a less regular manner. In contrast to the case of the M1 material, the pin position increases steadily here (7 µm by the end of the test). This means that the tribological circuit is supplied sufficiently to allow third body accumulation in the contact. Therefore, there remains a source flow of third bodies that is attributed to the wear of the M2 material. The reduction in amplitude and the disruption of the apparent disc waviness confirm the material’s accumulation in the tribological circuit throughout this period.
From these results, we can conclude that the third body layer established on the surface of the M2 pin is unstable, which evolves significantly over time and involves high flow of third bodies. This is consistent with the higher wear here than in M1.
3.4.3. Worn Surface Analysis
Macroscopic observations of the disc surface after the friction tests confirm the conclusions of the friction behavior analysis.
Table 7 presents images taken of the friction track for different angular positions of the disc, in the cases of materials M1 (
Table 7a) and M2 (
Table 7b). In these images, the areas that appear in light gray are indicative of an abundance of third bodies present in a powdered form, compared to the darker areas where the third body layer appears essentially compacted [
27]. The images show an overall heterogeneous distribution of the third body on the rubbed surface of the disc in both cases, when looking at the radial distribution. This is indicative of the location of the contact within the apparent friction area, with load bearing being established mainly in the darker areas [
28].
In the case of M1, the dark areas, which appear to be quite extensive, are characteristic of a well-established load bearing area, with a smaller amount of powdered third body (light areas) than in the case of M2. It can also be noted that the morphology of the track varies slightly from one angular position to another, so there is little variation in the lift with the revolution of the disc in material M1. On the contrary, in the case of M2, the dark areas are more limited, and vary significantly from one angular position to another. There is hence a greater amount of powdered third body in the tribological circuit and a fluctuating bearing capacity during the revolutions. These observations are indicative of the greater wear of the M2 material compared to the M1 material.
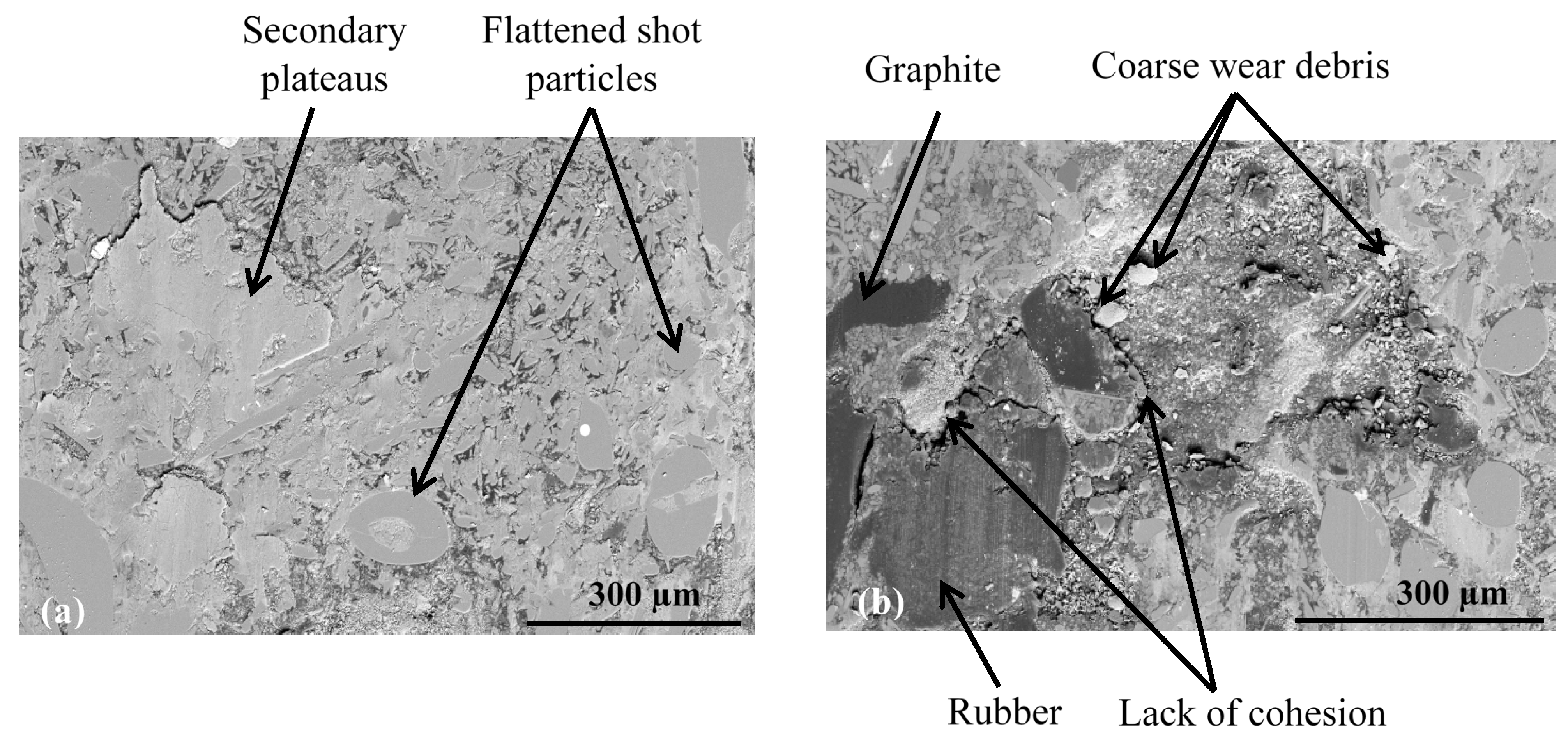
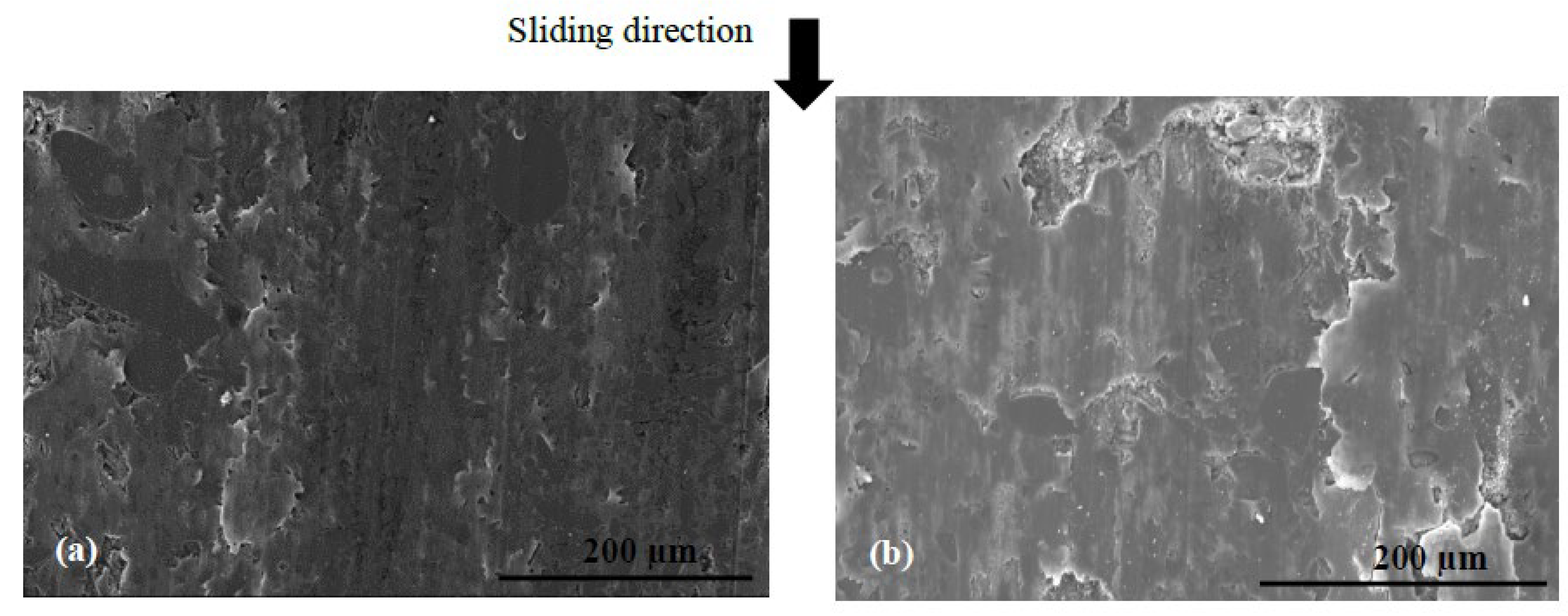
During the contact, the brake friction materials develop millimetric plateaus of compacted third body extended in the sliding direction. They bear the load and they are known as secondary plateaus [
25,
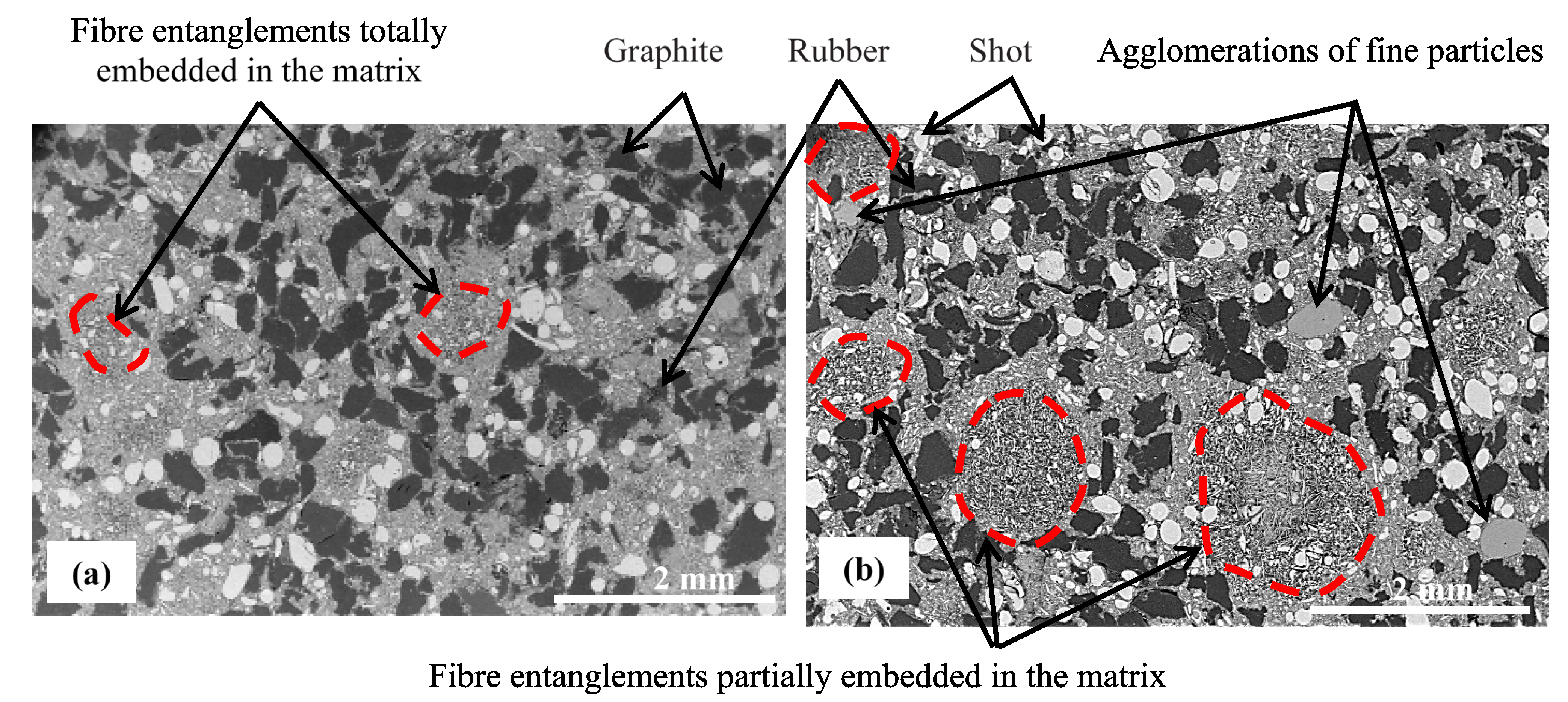
28]. SEM micrographs of the worn surfaces of M1 and M2 show that the rock shots and fibers are visible, flattened, and remain embedded in the matrix (
Figure 16). They contribute to the development of the load bearing surface by forming the primary support, which constitutes primary plateaus surrounded by compacted powder generating secondary plateaus (
Figure 16a). Traces of third body, oriented in the sliding direction, indicate that rock fibers and shots are flattened and contribute to load bearing and speed accommodation (
Figure 16). The rubber and graphite particles also remain totally or partially uncovered. However, they present traces of sliding. Consequently, they contribute to friction, but the third body does not adhere to it. Some rubber particles are partially detached, forming imprints collecting wear debris in M2 (
Figure 16b). Previous studies have confirmed that rubber is the constituent most affected by the heat generated during friction, and the majority of rubber particles are prone to be partially or totally ripped and detached from the matrix [
16,
25]. The ability of M1 to hold rubber particles on the surface results in the better frictional stability of M1 compared to M2. In fact, rubber is an elastomer, which brings elasticity to the material, making it more compressible, and thus allowing a greater surface contact with the disc and a better distribution of surface stresses. This increases the wear resistance and improves the friction [
17].
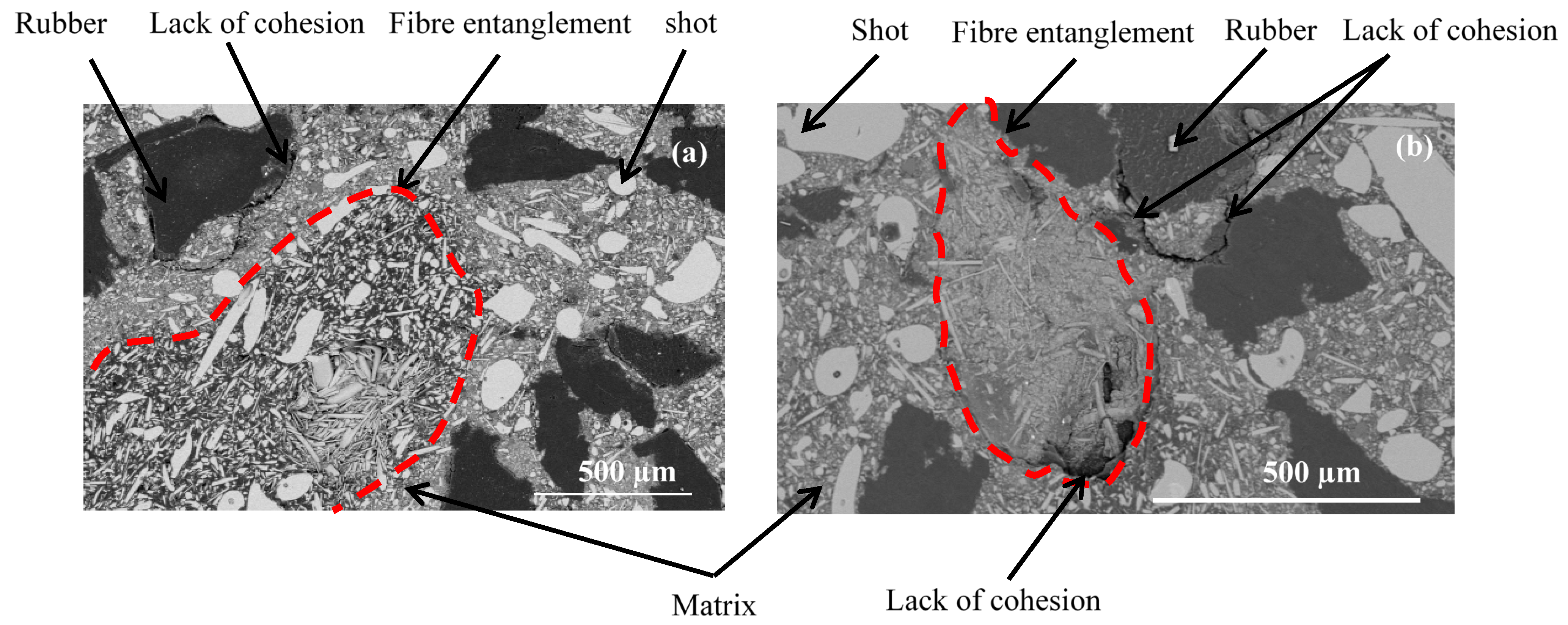
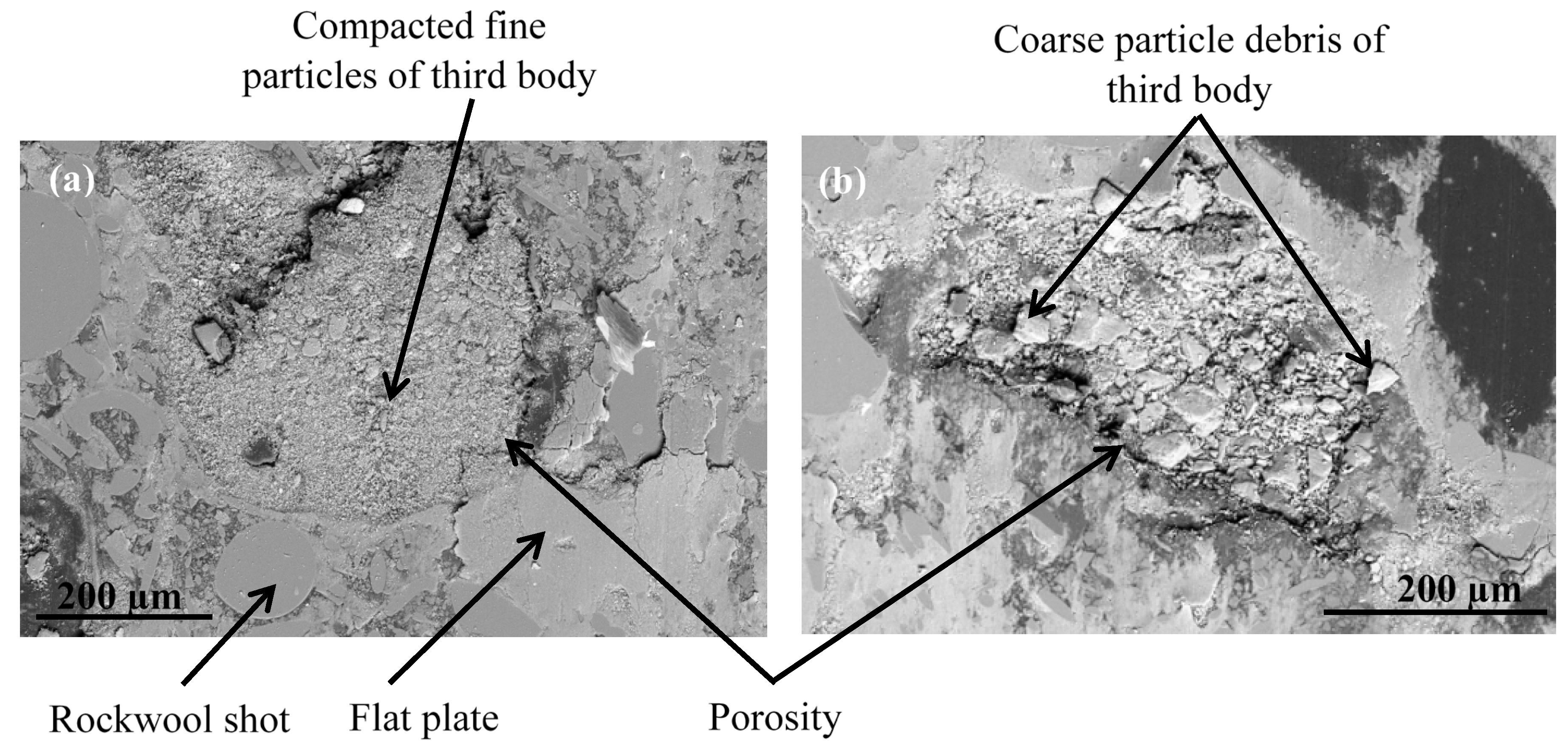
The SEM micrographs of the worn surface of M2 (
Figure 17) display fewer secondary third body plateaus that are less extended than those of M1. Besides this, the worn surfaces of M2 reveal the presence of coarse debris, trapped in big porosities induced by fiber entanglements (
Figure 16b) and the pronounced lack of cohesion in the fiber/matrix interface (
Figure 16b). This debris probably results from the destruction of the secondary plateaus. All these observations indicate that M2 is less prone to develop and preserve a regular layer of third body in the contact, unlike M1. In fact, the pin surface of M1 is more covered with third body layers, which are well extended and uniformly distributed in the sliding direction (
Figure 17a). The secondary load bearing plateaus are generated by third body compaction under the combined action of normal pressure and shear force, as shown in
Figure 18a [
44,
45]. The wider flat plates revealed for M1 (
Figure 17) may explain its lower wear rate, as explained by Hentati et al. [
16]. Indeed, it has been proven that the formation of smooth oxide layers at the interface of rubbing materials reduced the wear rate.
In the present study, the interfacial adhesion between rock fibers and the matrix in M1 is found to be superior to that of M2. This explains the more stable friction coefficient and the higher wear resistance of M1. These results are consistent with previous works [
44,
46,
47], which report that the improved adhesion between fibers and matrix inhibits the pullout and removal of rock fibers from the matrix during friction process. In other words, the quality of the fiber matrix interface guarantees the reinforcing efficiency of the fibers. However, a relatively weak interface bonding strength between the rock fibers and the matrix causes fiber debonding under normal pressure. Consequently, this leads to the deterioration of the stress transfer in the matrix, and affects the wear resistance performance.
Moreover, in terms of the stability of load-bearing plateaus,
Figure 17a and
Figure 18a confirm that the constituent distribution of M1 is more prone to form stable secondary plateaus, which further explains its better tribological behavior than M2. This result is coherent with several studies. In fact, Jara and Jang [
48] showed that the formation of a regular layer of third body improves the friction stability. Horovistiz et al. [
49] revealed that when secondary plateaus are homogeneously distributed over the material, as in M1, this ensures a better friction performance and provides a more homogeneous transfer film on the counterface. However, the generated third body debris increases the abrasive wear of the material, which is the case for M2 which exhibits greater wear debris (
Figure 16b and
Figure 18b) and a higher wear rate.
These outcomes contribute to a better understanding of the link between the microstructural characteristics and tribological behavior of composite friction materials.
From all these analyses, it can be concluded that the improved tribological behavior of M1 may be related to the superior fiber–matrix interfacial adhesion and the stable secondary third body plateaus formed on the friction surfaces, which is consistent with the previous reports on fiber-reinforced friction composites [
7,
47,
50].























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





