
Numerical Simulation of Impregnation Process of Reactive Injection Pultrusion for Glass Fiber/PA6 Composites



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Impregnation of Thermoplastic Injection Pultrusion
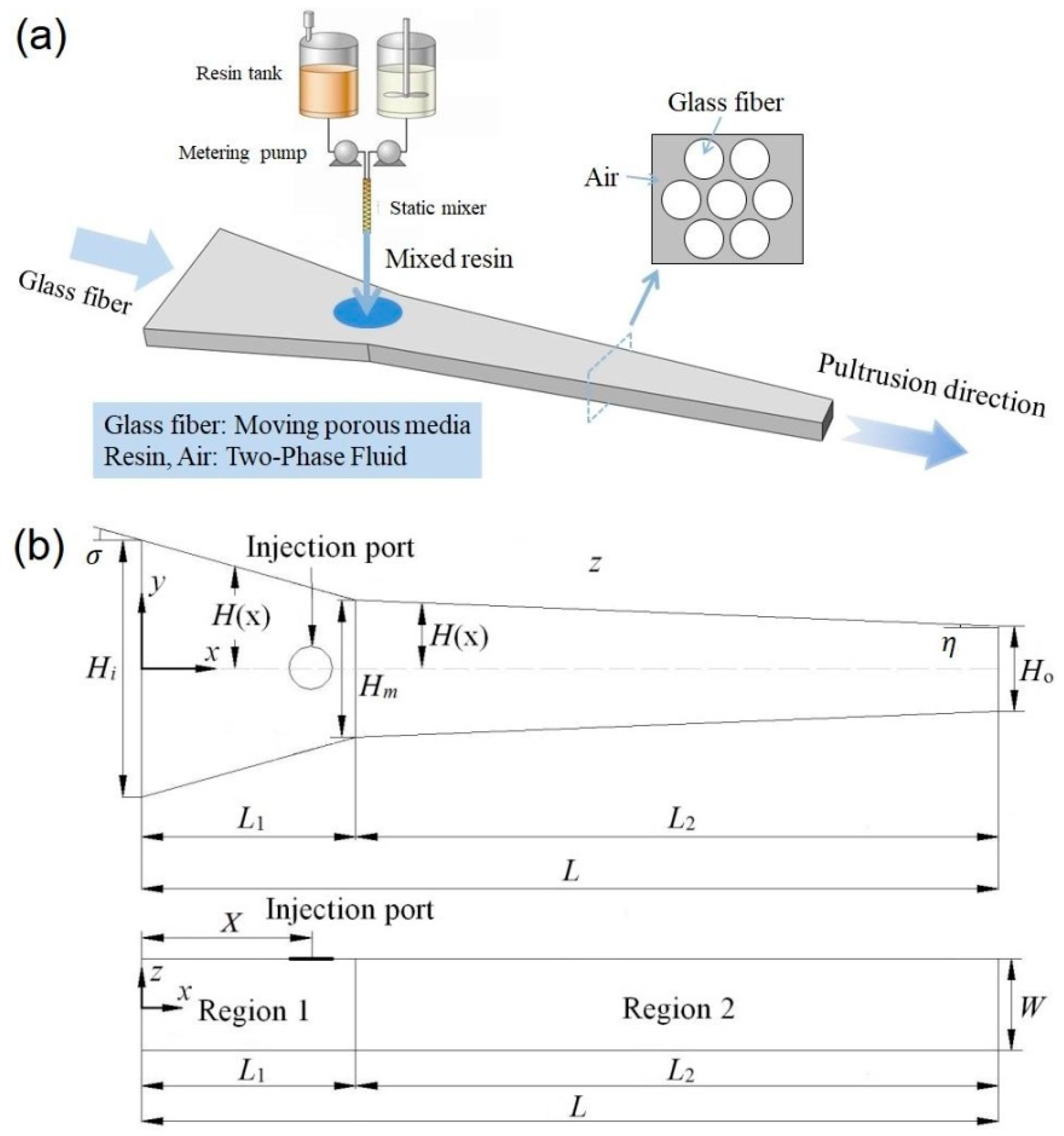
2.3. Modeling of Injection Pultrusion
- (1)
- Low viscosity resin is incompressible Newtonian fluid;
- (2)
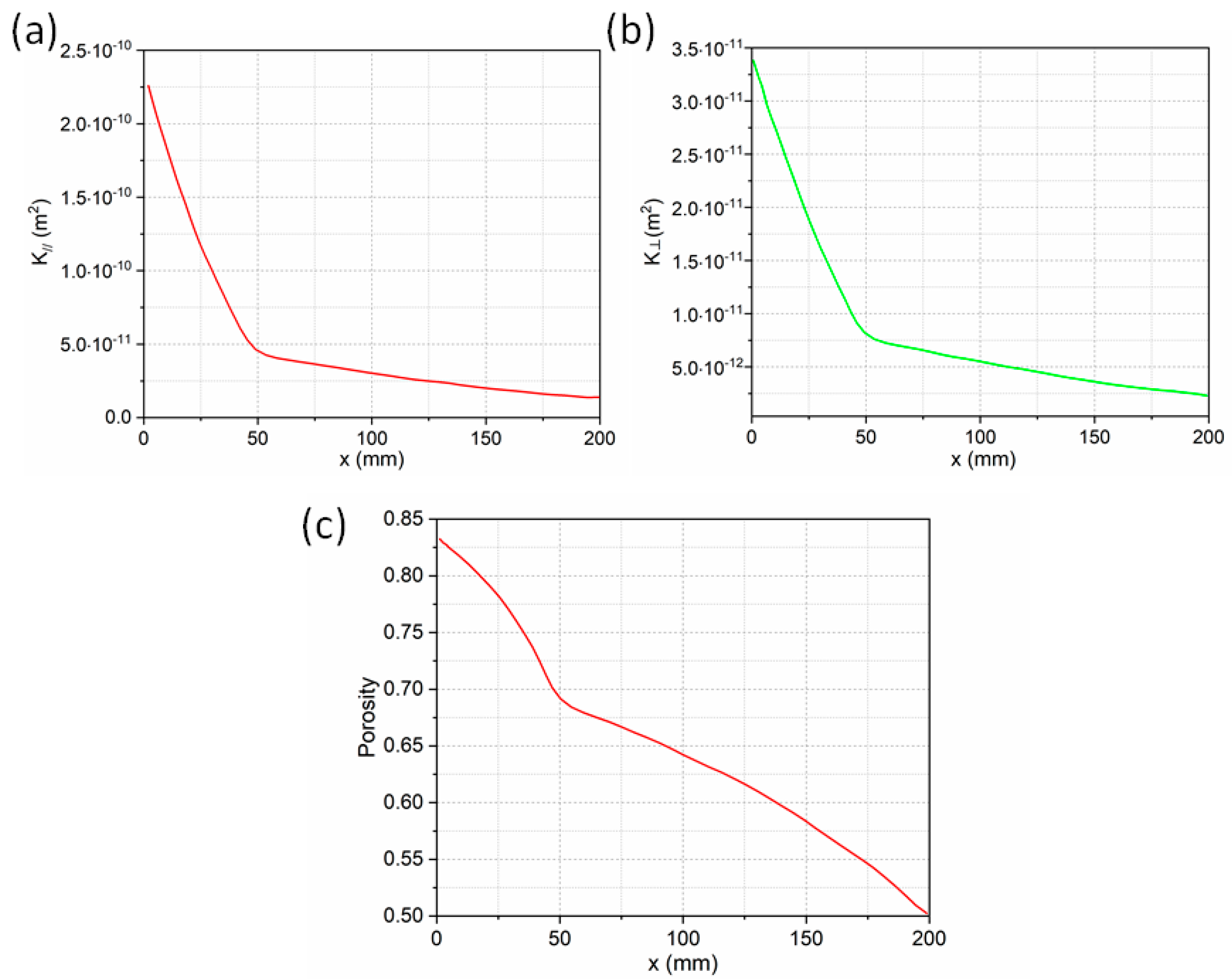
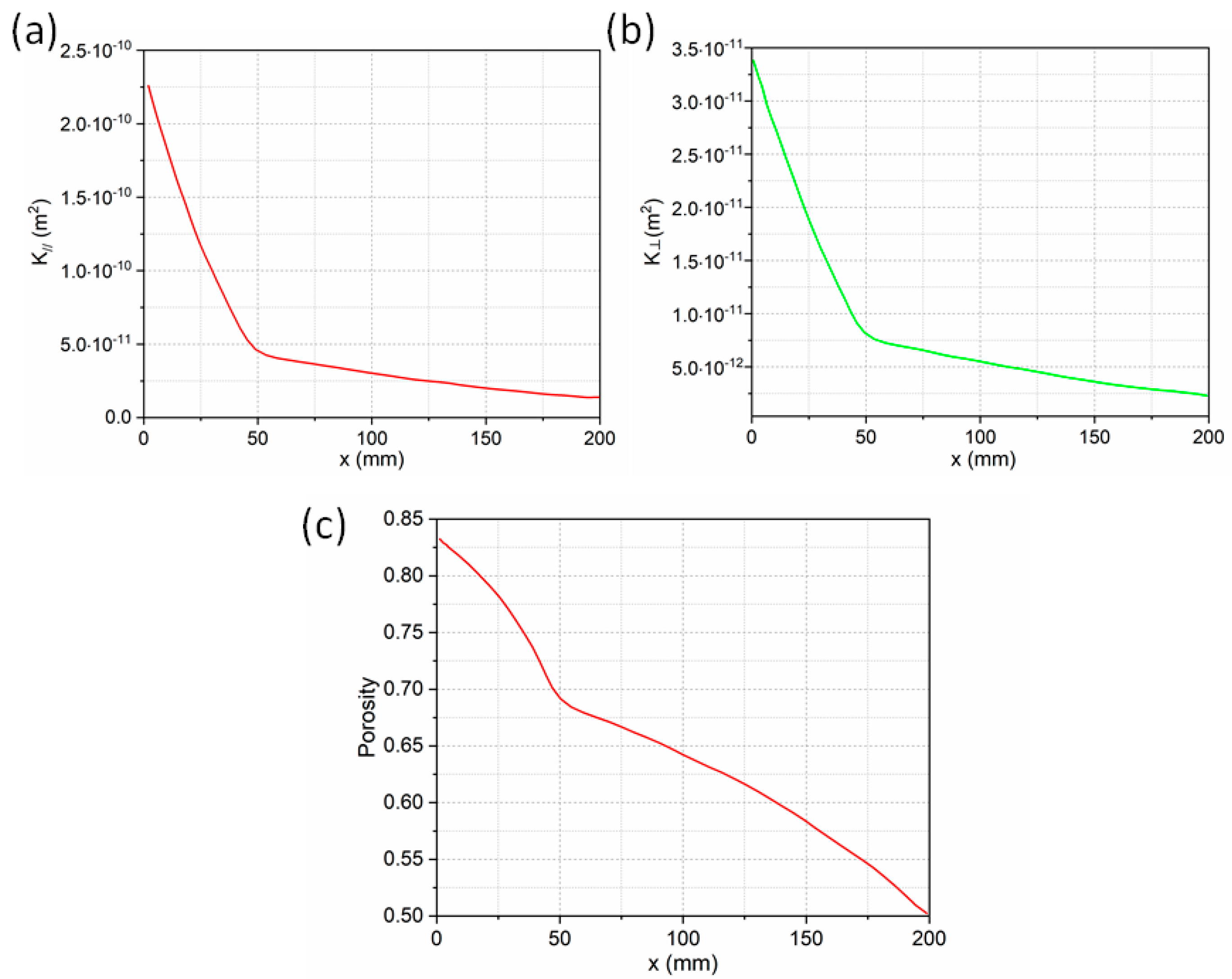
- The flow of resin through the fiber reinforcement (porous medium) complied with Darcy’s law [13];
- (3)
- The impregnation process was isothermal, and the viscosity of the resin system was constant;
- (4)
- The initial pressure was atmospheric pressure (101.325 kPa);
- (5)
- The influence of capillary force was neglected.
3. Simulation
3.1. Software Settings
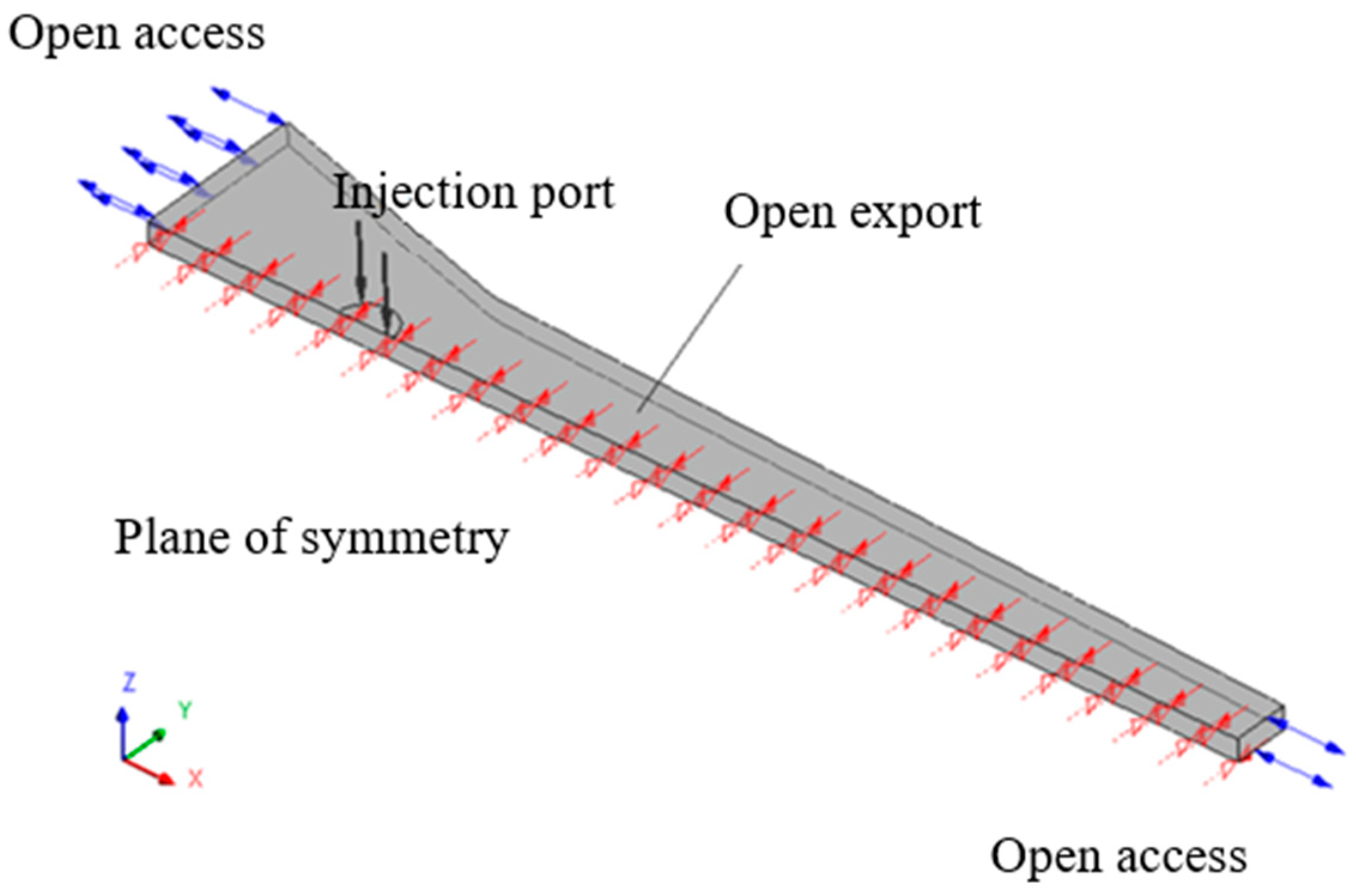
3.2. Boundary Conditions
- (1)
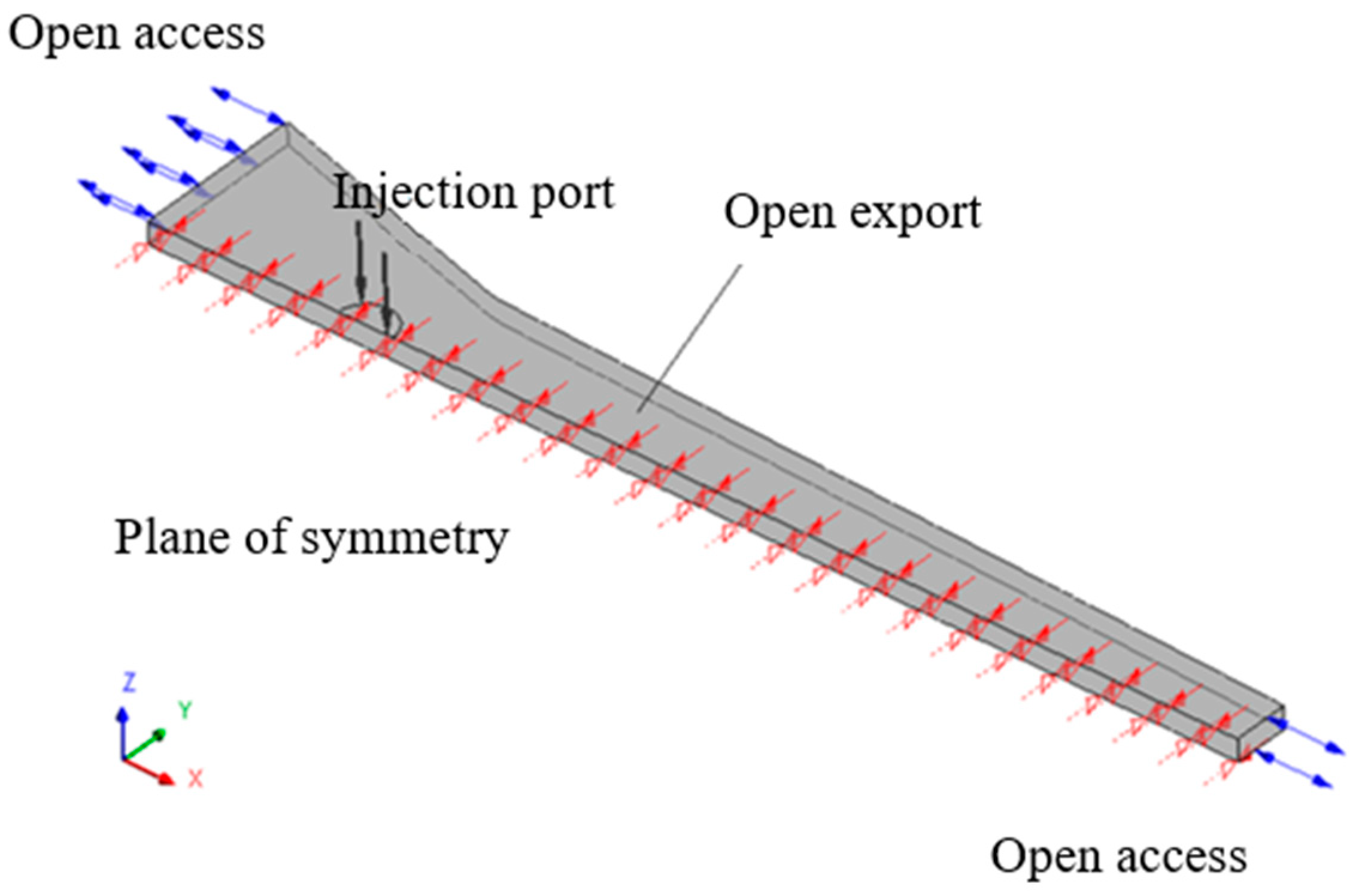
- Injection port: the injection port was the pressure inlet, the injection pressure was , and the volume fraction of resin was ;
- (2)
- Front and rear outlet of impregnation box: at the front and rear channels of the impregnation box, both air and resin may enter and exit, so it was set as an open pressure boundary, and the pressure was atmospheric pressure ;
- (3)
- Impregnation box wall: the fluid velocity perpendicular to the inner wall of the impregnation box was 0, and the wall was a no-slip wall.
4. Results and Discussion
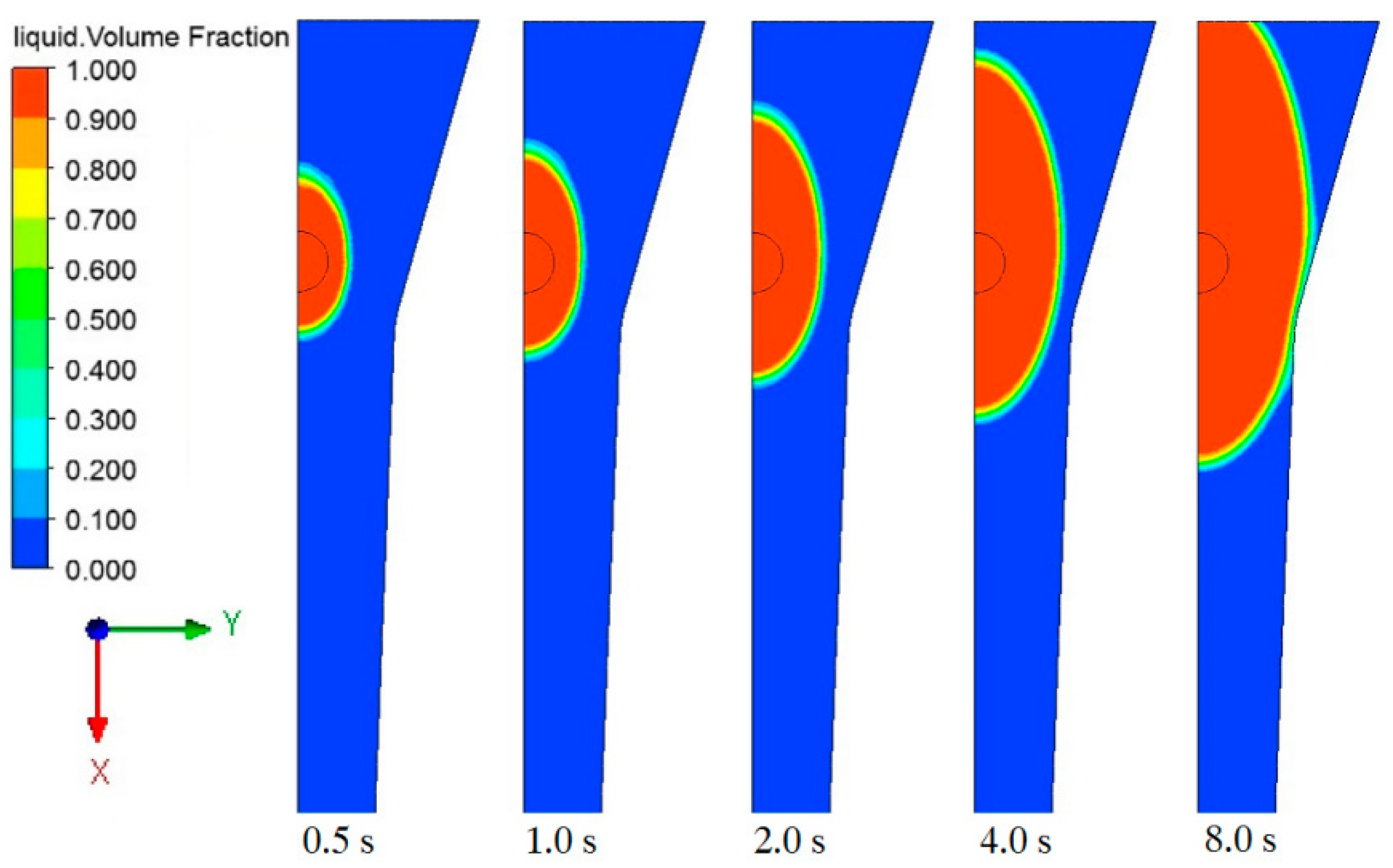
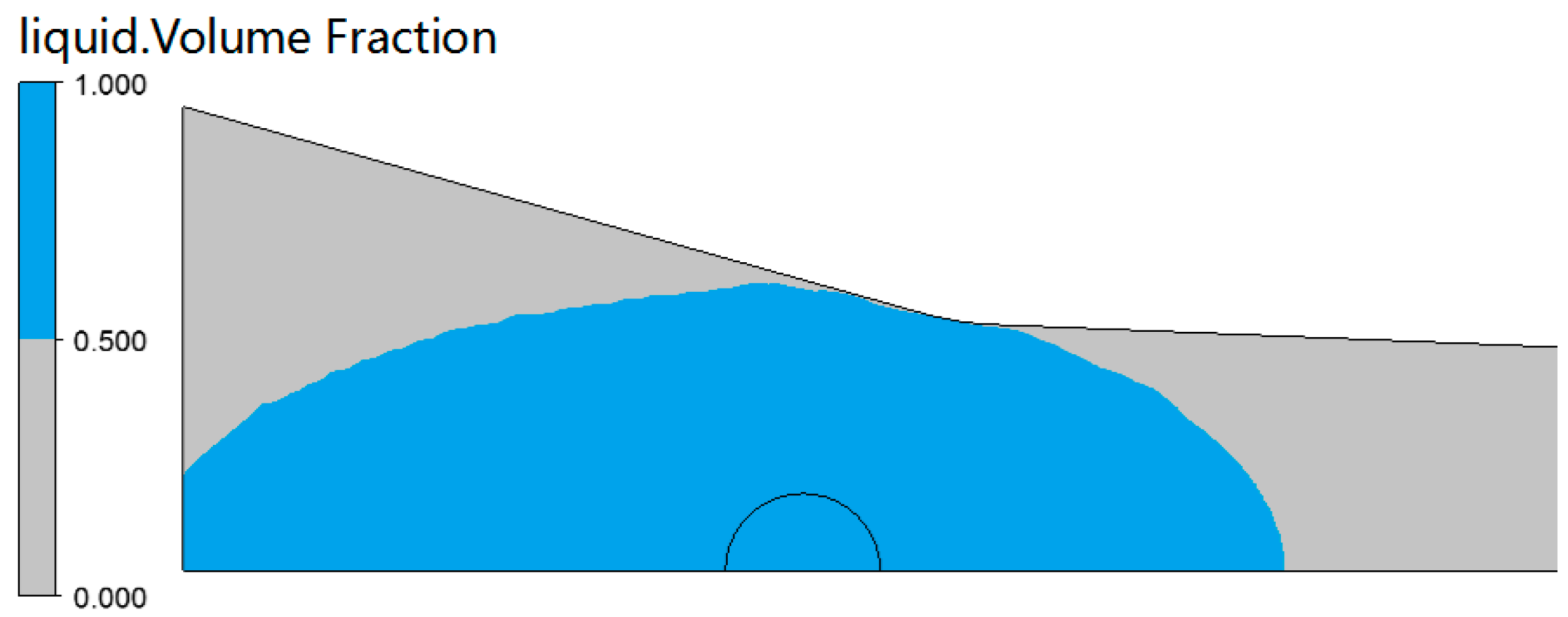
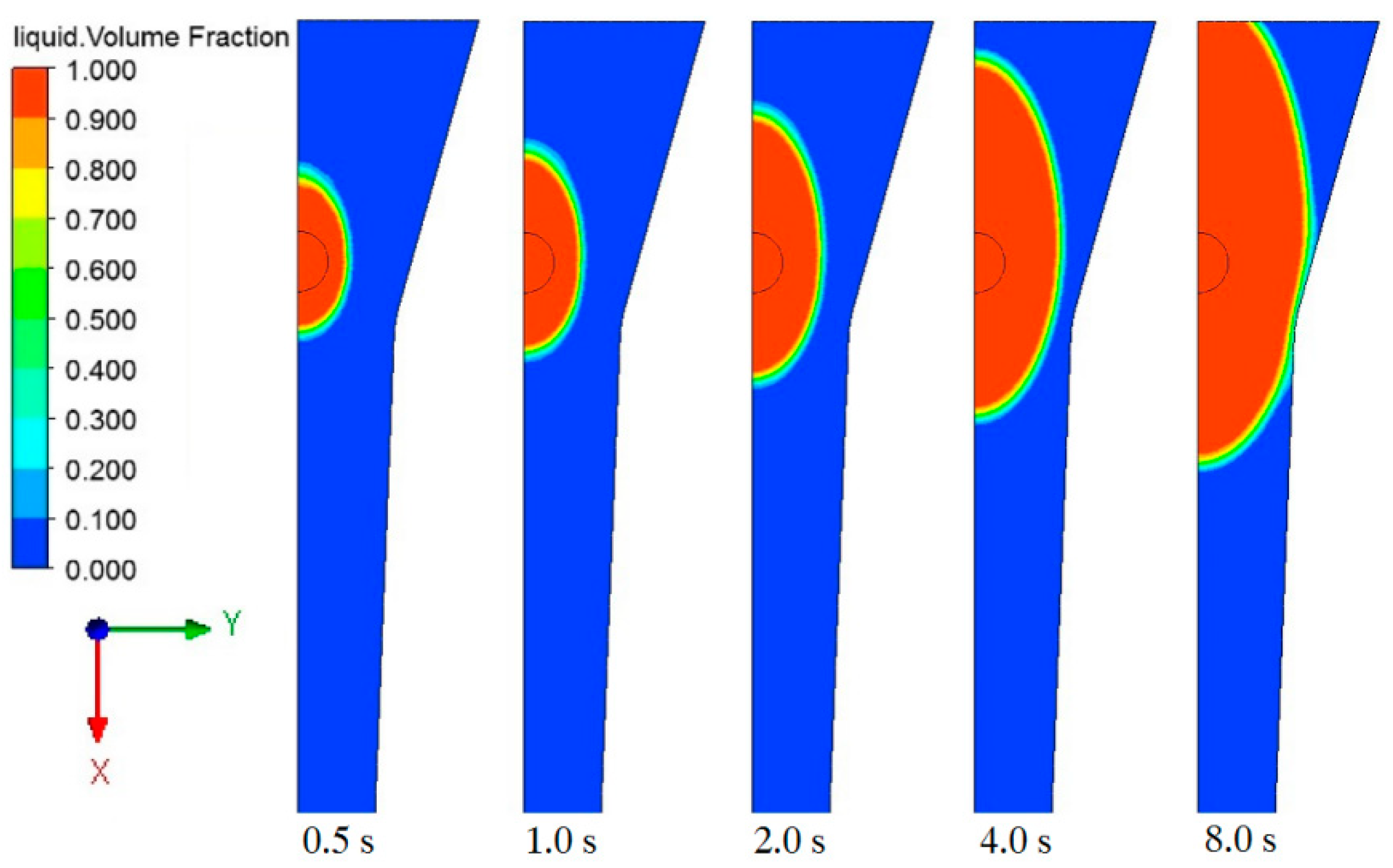
4.1. Resin Flow and Impregnation Time in Impregnation Box
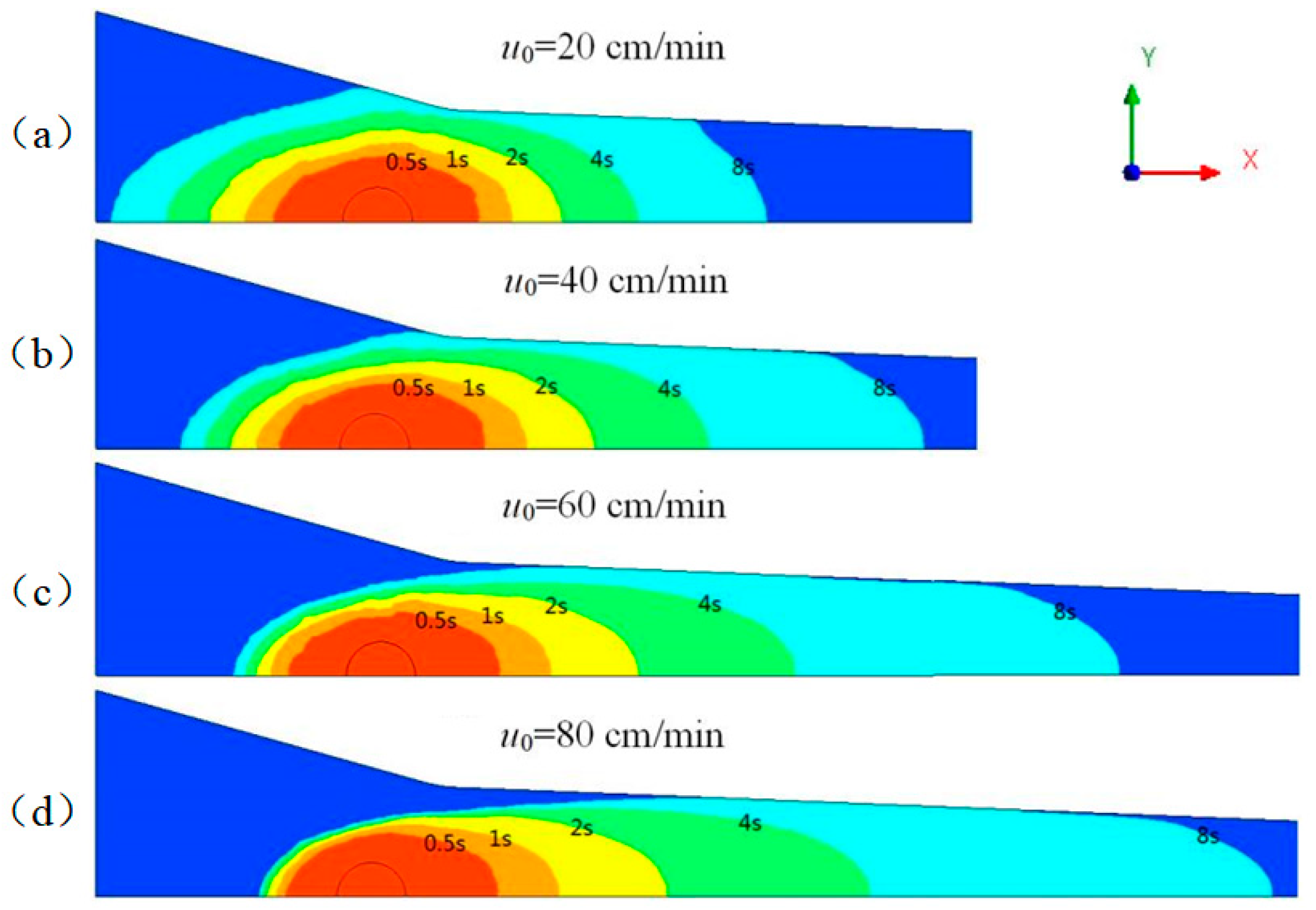
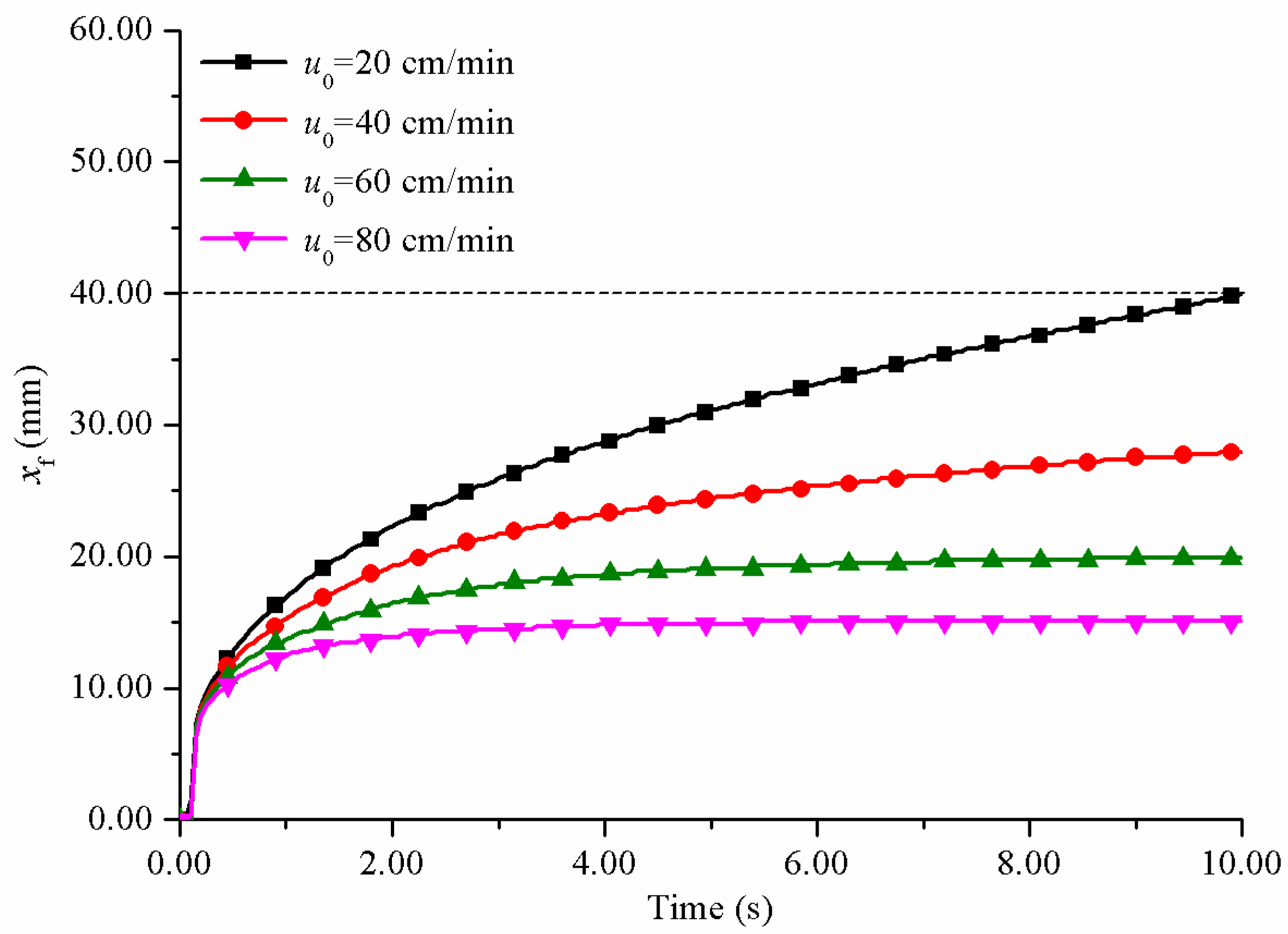
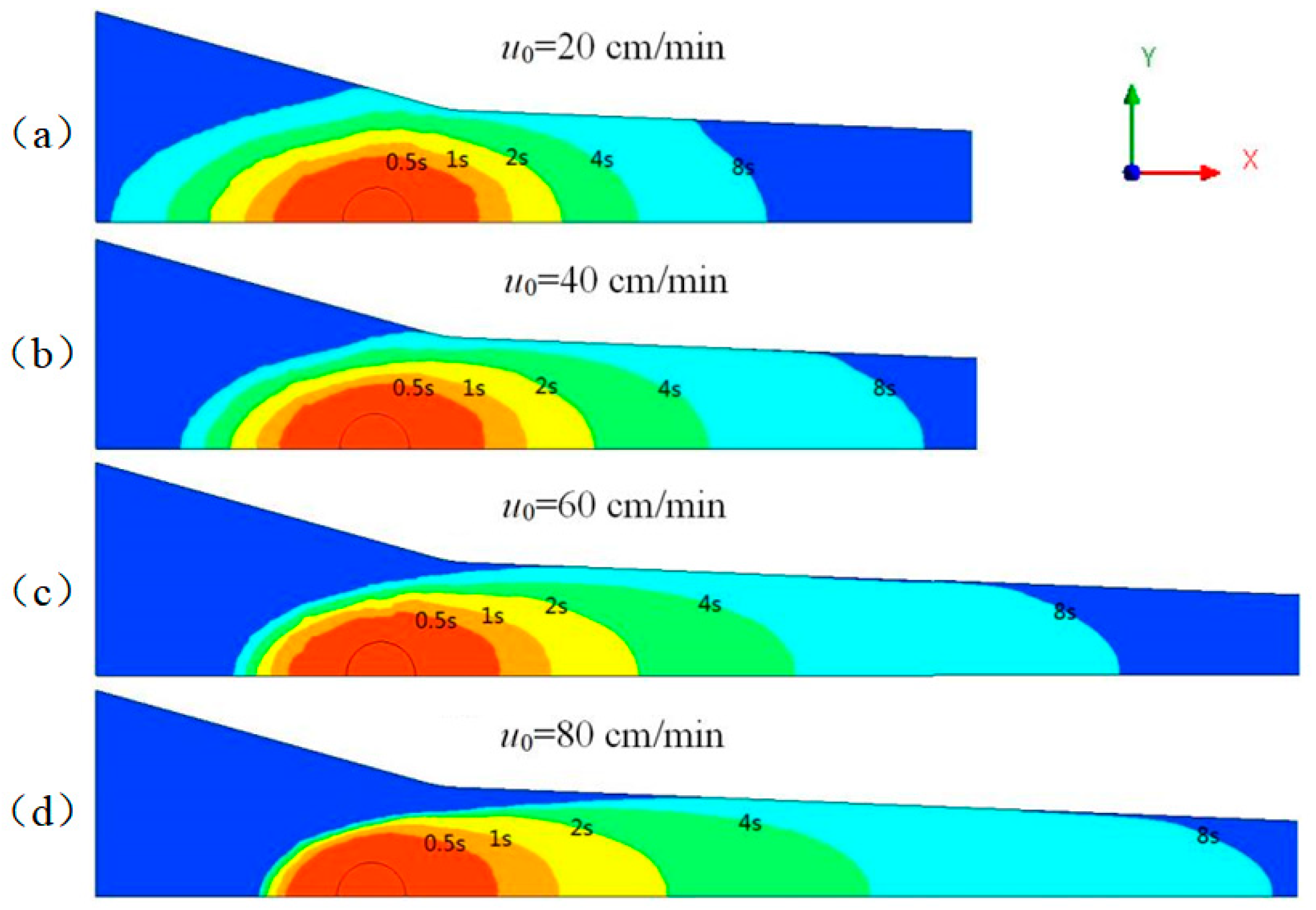
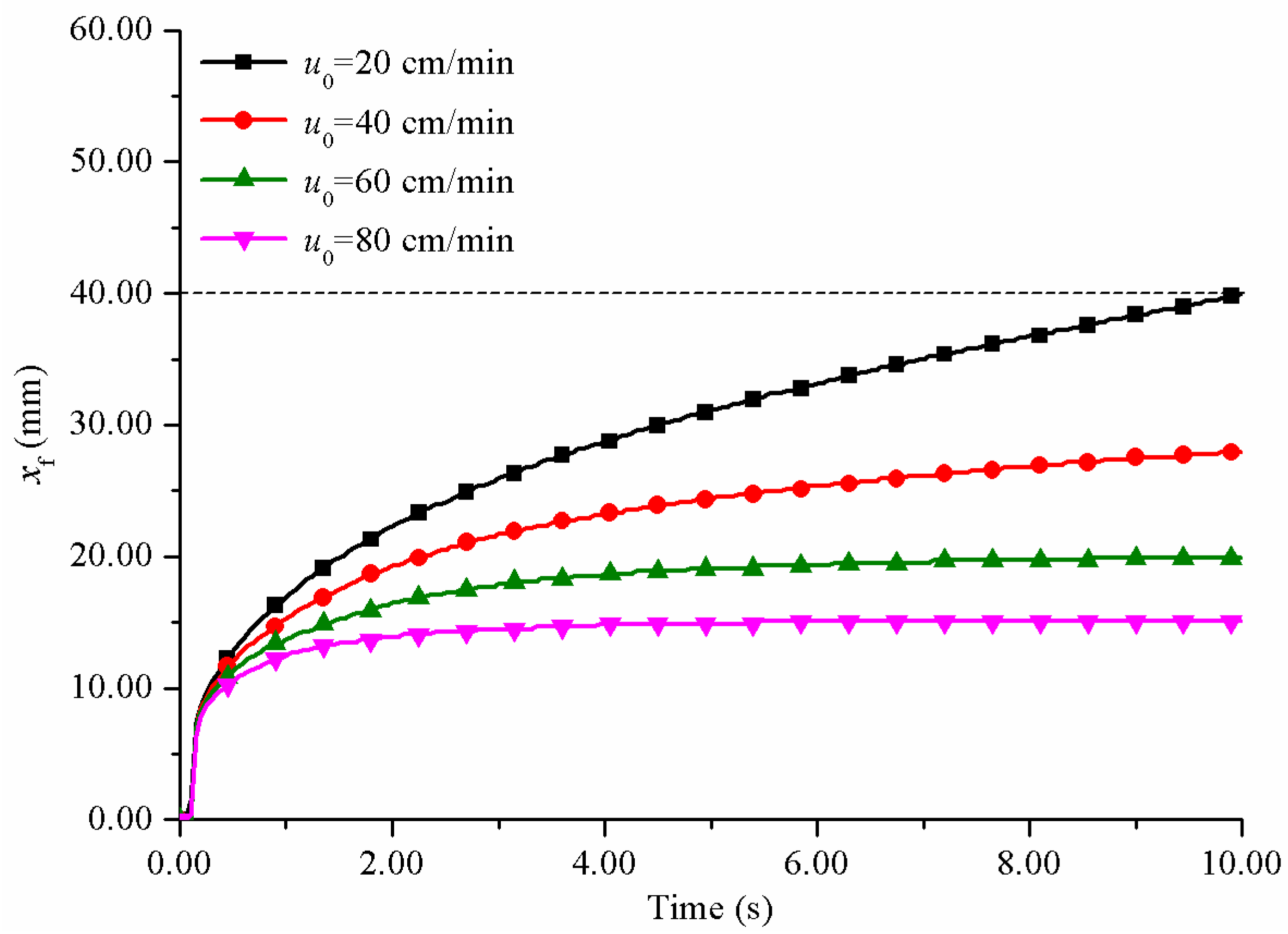
4.2. Effect of the Pulling Rate
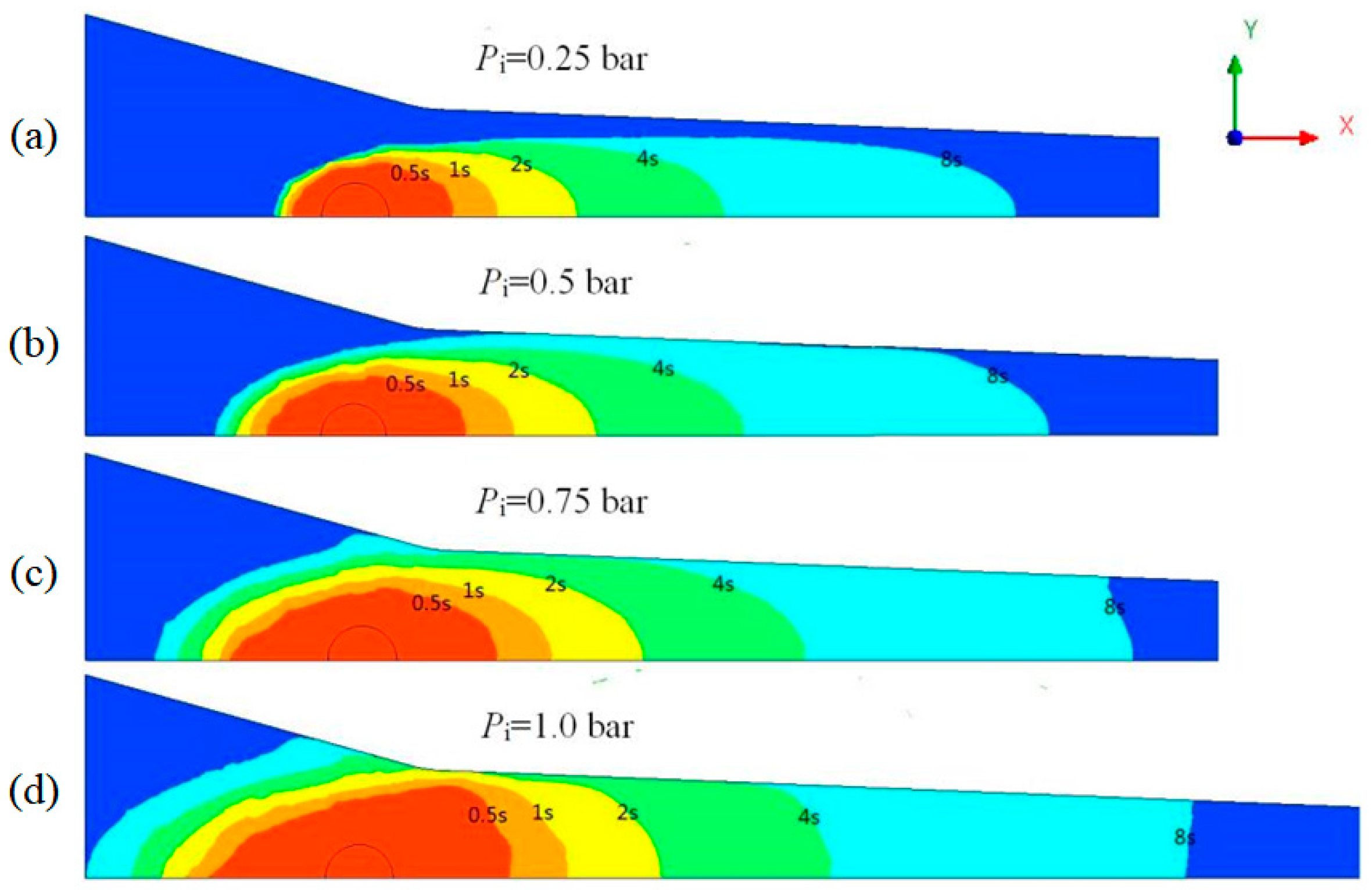
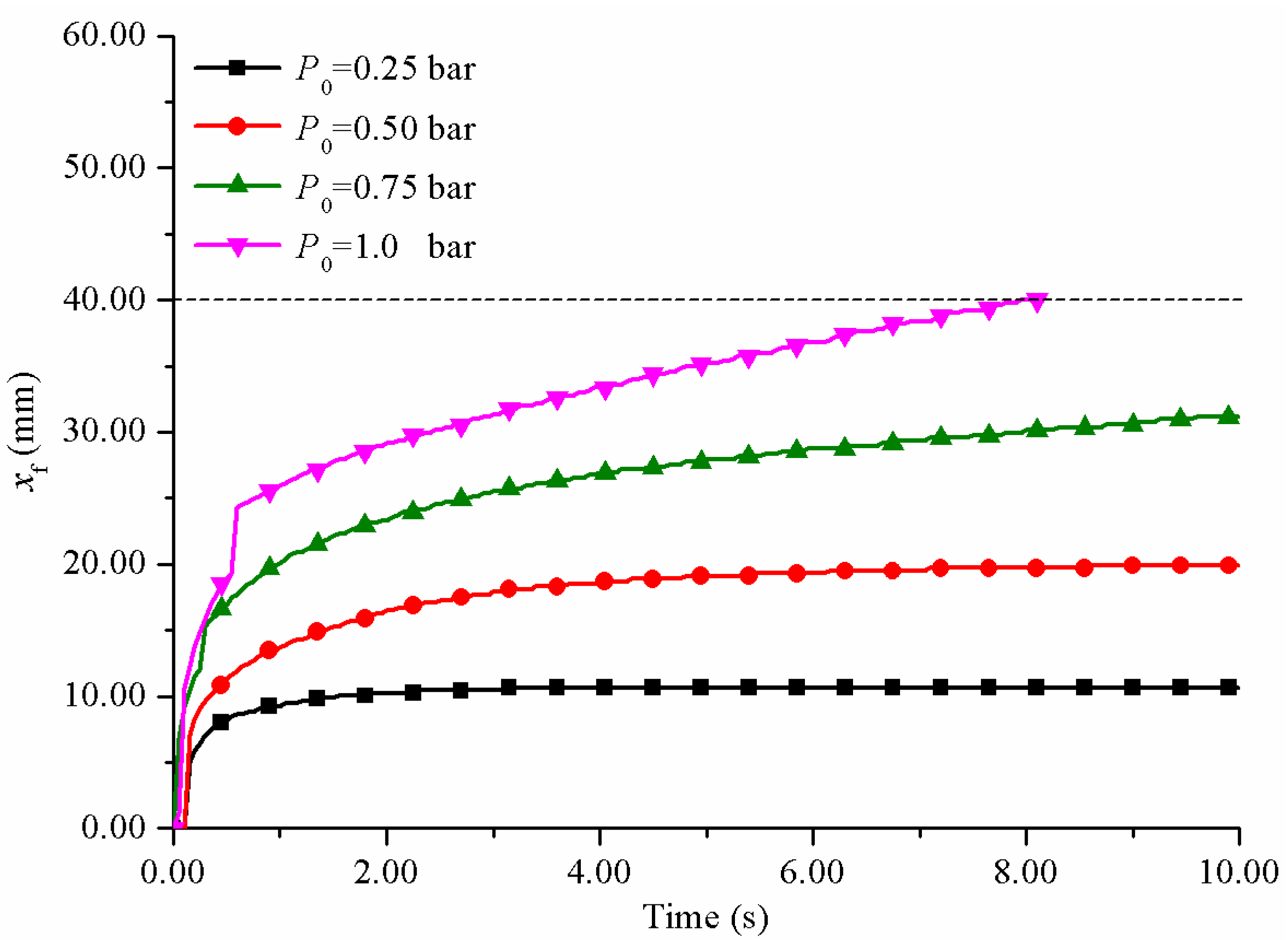
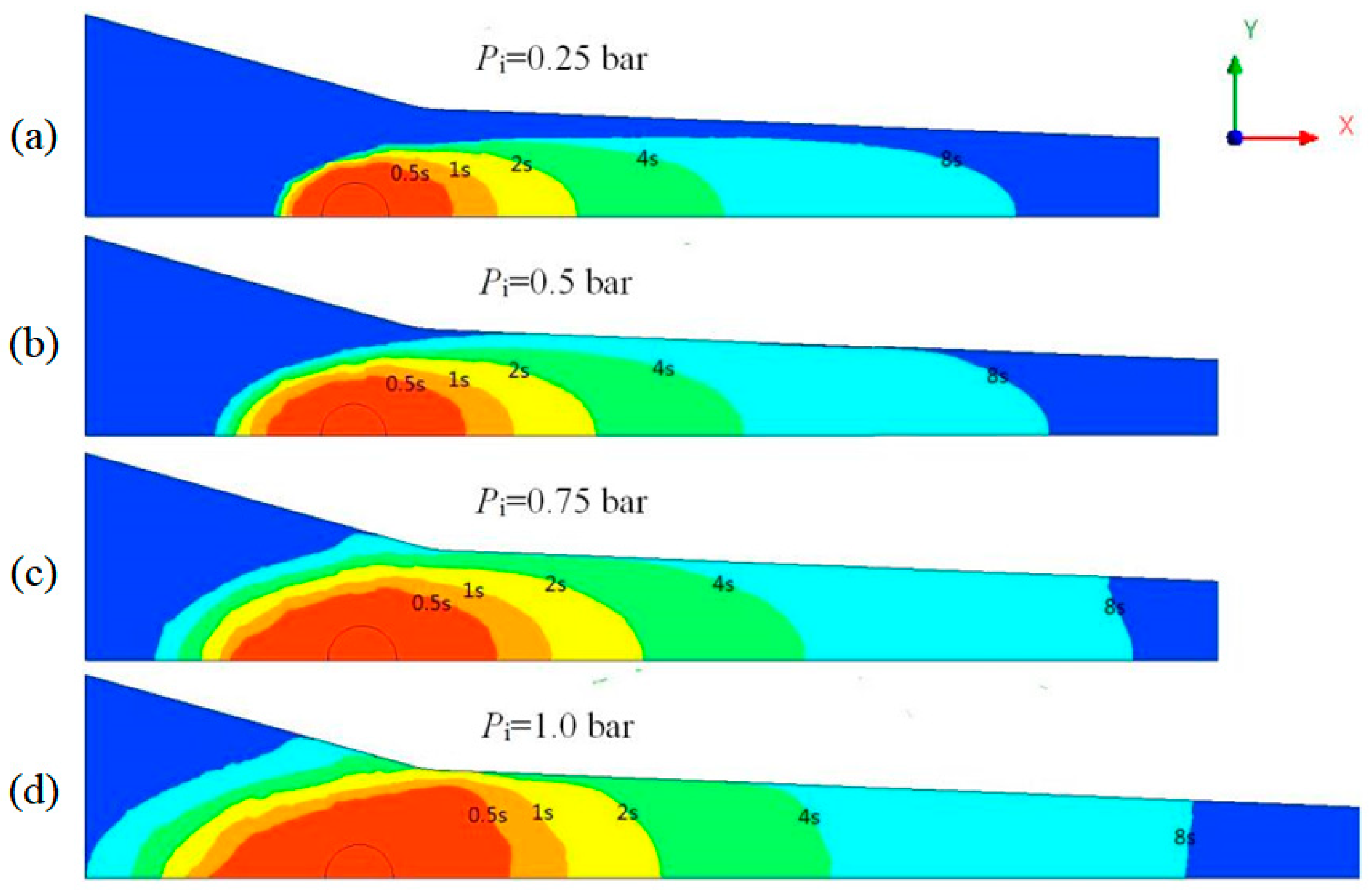
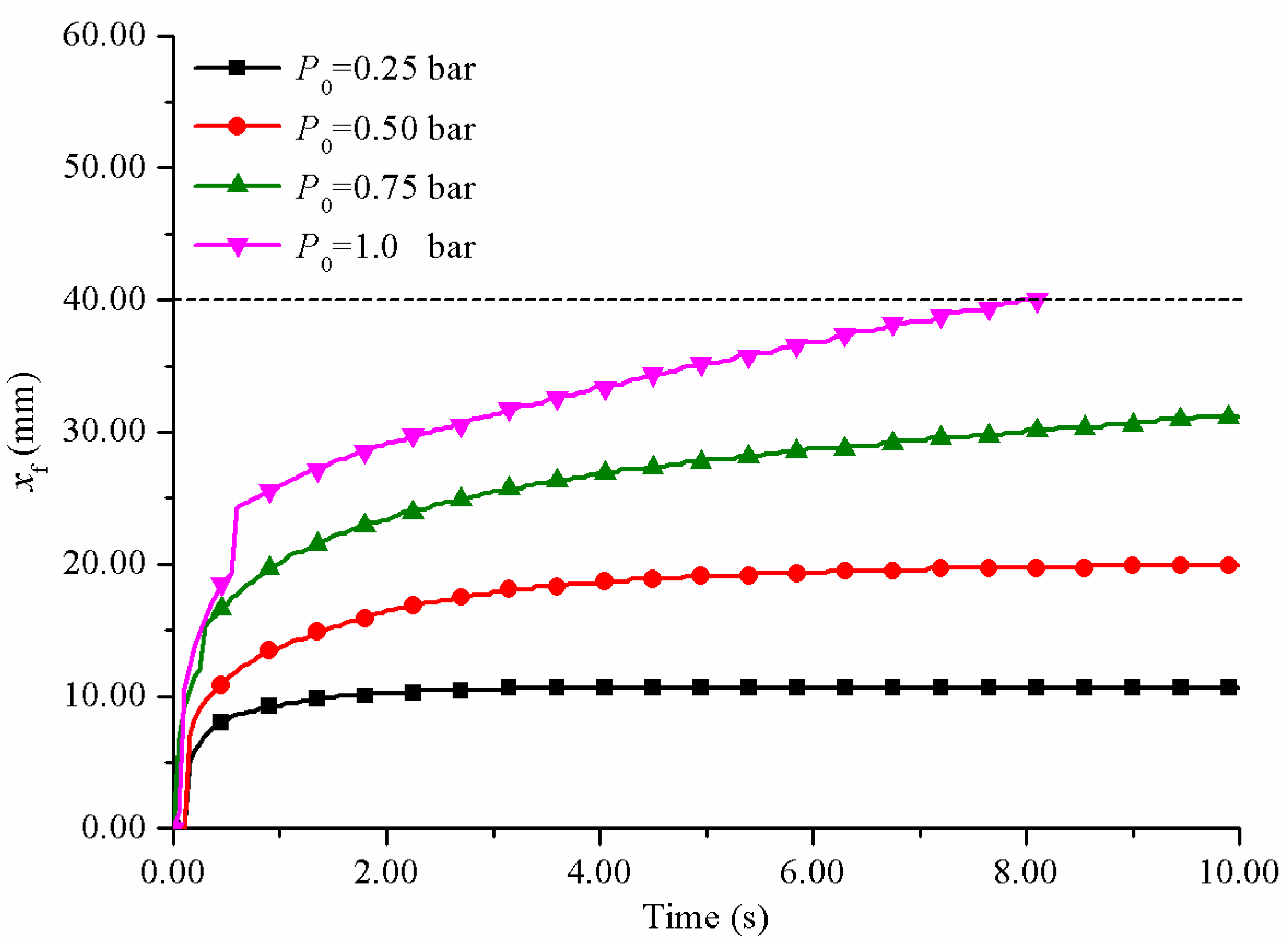
4.3. Effect of the Injection Pressure
5. Conclusions
- (1)
- The caprolactam resin had great permeability; even the injection pressure was only 0.5 bar, and the complete penetration of reinforced fiber can be realized in 0.56 s;
- (2)
- When the injection pressure was 0.5 bar, increasing the pulling rate could shorten the impregnation time in the range of 0–20 cm/min; when the pulling rate was further increased, the impregnation time would increase; increasing the pulling rate can significantly control the reflux distance of resin in the impregnation box. The reflux distance of resin can be controlled to 15.1 mm when the pulling rate was increased to 80 cm/min;
- (3)
- Increasing the injection pressure can greatly shorten the resin impregnation time, but it would significantly increase the resin reflux distance and cause the resin to overflow from the entrance of the impregnation box; a high pulling rate was required to match the high injection pressure; it was more appropriate to set the injection pressure in the range of 0.25–0.5 bar when the impregnation requirements were met.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Minchenkov, K.; Vedernikov, A.; Safonov, A.; Akhatov, I. Thermoplastic Pultrusion: A Review. Polymers 2021, 13, 180. [Google Scholar] [CrossRef]
- Struzziero, G.; Maistros, G.M.; Hartley, J.; Skordos, A.A. Materials modelling and process simulation of the pultrusion of curved parts. Compos. Part A-Appl. Sci. Manuf. 2021, 144, 106328. [Google Scholar] [CrossRef]
- Fairuz, A.M.; Sapuan, S.M.; Zainudin, E.S.; Jaafar, C.N.A.J. Polymer Composite Manufacturing Using a Pultrusion Process: A Review. Am. J. Appl. Sci. 2014, 11, 1798–1810. [Google Scholar] [CrossRef]
- Safonov, A.A.; Carlone, P.; Akhatov, I. Mathematical simulation of pultrusion processes: A review. Compos. Struct. 2017, 184, 153–177. [Google Scholar] [CrossRef]
- Belingardi, G.; Beyene, A.T.; Koricho, E.G.; Martorana, B. Lightweight solutions for vehicle frontal bumper: Crash Design and Manufacturing Issues. In Dynamicr Response and Failure of Composite Materials and Structures, 1st ed.; Valentina, L., Antonio, L., Serge, A., Eds.; Woodhead Publishing: Duxford, UK, 2017; Volume 12, pp. 365–393. [Google Scholar]
- Nakada, M.; Miyano, Y.; Morisawa, Y.; Nishida, H.; Hayashi, Y.; Uzawa, K. Prediction of statistical life time for unidirectional CFRTP under creep loading. J. Reinf. Plast. Compos. 2019, 38, 938–946. [Google Scholar] [CrossRef]
- Tinkov, D.V.; Safonov, A.A. Design optimization of truss bridge structures of composite materials. J. Mach. Manuf. Reliab. 2017, 46, 46–52. [Google Scholar] [CrossRef]
- Vedernikov, A.; Safonov, A.; Tucci, F.; Carlone, P.; Akhatov, I. Pultruded materials and structures: A review. J. Compos. Mater. 2020, 54, 4081–4117. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Strauß, S.; Senz, A.; Ellinger, J. Comparison of the Processing of Epoxy Resins in Pultrusion with Open Bath Impregnation and Closed-Injection Pultrusion. J. Compos. Sci. 2019, 3, 87. [Google Scholar] [CrossRef] [Green Version]
- Holmes, M. Composite technologies to the fore at K. Reinf. Plast. 2020, 64, 261–267. [Google Scholar] [CrossRef]
- Yuksel, O.; Sandberg, M.; Hattel, J.H.; Akkerman, R.; Baran, I. Mesoscale Process Modeling of a Thick Pultruded Composite with Variability in Fiber Volume Fraction. Materials 2021, 14, 3763. [Google Scholar] [CrossRef] [PubMed]
- Babeau, A.; Comas-Cardona, S.; Binetruy, C.; Orange, G. Modeling of heat transfer and unsaturated flow in woven fiber reinforcements during direct injection-pultrusion process of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2015, 77, 310–318. [Google Scholar] [CrossRef] [Green Version]
- Ngo, S.I.; Lim, Y.-I.; Hahn, M.-H.; Jung, J.; Bang, Y.-H. Multi-scale computational fluid dynamics of impregnation die for thermoplastic carbon fiber prepreg production. Comput. Chem. Eng. 2017, 103, 58–68. [Google Scholar] [CrossRef]
- Kim, D.H.; Lee, W.I.; Friedrich, K. A model for a thermoplastic pultrusion process using commingled yarns. Compos. Sci. Technol. 2001, 61, 1065–1077. [Google Scholar] [CrossRef]
- Kim, Y.; McCarthy, S.; Fanucci, J. Study of resin flow during injection-pultrusion process. In Proceedings of the 49th Annual Technical Conference (ANTEC 1991), Montreal, QC, Canada, 5–9 May 1991; pp. 1966–1969. [Google Scholar]
- Kommu, S.; Khomami, B.; Kardos, J.L. Modeling of injected pultrusion processes: A numerical approach. Polym. Compos. 1998, 19, 335–346. [Google Scholar] [CrossRef]
- Rahatekar, S.S.; Roux, J.A. Numerical simulation of pressure variation and resin flow in injection pultrusion. J. Compos. Mater. 2003, 37, 1067–1082. [Google Scholar] [CrossRef]
- Srinivasagupta, D.; Potaraju, S.; Kardos, J.L.; Joseph, B. Steady state and dynamic analysis of a bench-scale injected pultrusion process. Compos. Part A Appl. Sci. Manuf. 2003, 34, 835–846. [Google Scholar] [CrossRef]
- Liu, X.L. Iterative and transient numerical models for flow simulation of injection pultrusion. Compos. Struct. 2004, 66, 175–180. [Google Scholar] [CrossRef]
- Liu, X.L. A finite element/nodal volume technique for flow simulation of injection pultrusion. Compos. Part A-Appl. Sci. Manuf. 2003, 34, 649–661. [Google Scholar] [CrossRef]
- Jeswani, A.L.; Roux, J.A. Numerical modelling of design parameters for manufacturing polyester/glass composites by resin injection pultrusion. Polym. Polym. Compos. 2006, 14, 651–669. [Google Scholar] [CrossRef]
- Masuram, N.B.; Roux, J.A.; Jeswani, A.L. Resin Viscosity Influence on Fiber Compaction in Tapered Resin Injection Pultrusion Manufacturing. Appl. Compos. Mater. 2018, 25, 485–506. [Google Scholar] [CrossRef]
- Masuram, N.B.; Roux, J.A.; Materials, A.L. Fiber Volume Fraction Influence on Fiber Compaction in Tapered Resin Injection Pultrusion Manufacturing. Appl. Compos. Mater. 2016, 23, 421–442. [Google Scholar] [CrossRef]
- Palikhel, D.R.; Roux, J.A.; Jeswani, A.L. Die-Attached Versus Die-Detached Resin Injection Chamber for Pultrusion. Appl. Compos. Mater. 2012, 20, 55–72. [Google Scholar] [CrossRef]
- Shakya, N.; Roux, J.A.; Jeswani, A.L. Effect of Resin Viscosity in Fiber Reinforcement Compaction in Resin Injection Pultrusion Process. Appl. Compos. Mater. 2013, 20, 1173–1193. [Google Scholar] [CrossRef]
- Chen, K.; Jia, M.Y.; Hua, S.; Xue, P. Optimization of initiator and activator for reactive thermoplastic pultrusion. J. Polym. Res. 2019, 26, 40. [Google Scholar] [CrossRef]
- Chen, K.; Jia, M.; Sun, H.; Xue, P. Thermoplastic Reaction Injection Pultrusion for Continuous Glass Fiber-Reinforced Polyamide-6 Composites. Materials 2019, 12, 463. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Isoldi, L.A.; Oliveira, C.P.; Rocha, L.A.O.; Souza, J.A.; Amico, S.C. Three-Dimensional Numerical Modeling of RTM and LRTM Processes. J. Braz. Soc. Mech. Sci. Eng. 2012, 34, 105–111. [Google Scholar] [CrossRef] [Green Version]
- Gebart, B.R. Permeability of Unidirectional Reinforcements for RTM. J. Compos. Mater. 2016, 26, 1100–1133. [Google Scholar] [CrossRef]
- Baran, I.; Tutum, C.C.; Hattel, J.H.; Akkerman, R. Pultrusion of a vertical axis wind turbine blade part-I: 3D thermo-chemical process simulation. Int. J. Mater. Form. 2014, 8, 379–389. [Google Scholar] [CrossRef]
- Gadam, S.U.K.; Roux, J.A.; McCarty, T.A.; Vaughan, J.G. The impact of pultrusion processing parameters on resin pressure rise inside a tapered cylindrical die for glass-fibre/epoxy composites. Compos. Sci. Technol. 2000, 60, 945–958. [Google Scholar] [CrossRef]
- Epple, S.; Bonten, C. Production of Continuous Fiber Thermoplastic Composites by in-situ Pultrusion. In Proceedings of the PPS-29: The 29th International Conference of the Polymer Processing Society, Nuremberg, Germany, 15–19 July 2013; American Institute of Physics: College Park, MD, USA, 2014; Volume 1593, pp. 454–457. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometric Parameters | Value |
|---|---|
| Total length of impregnation box (L) | 200 mm |
| Height (W) | 4 mm |
| Region 1 length (L1) | 50 mm |
| Region 2 length (L2) | 150 mm |
| Entrance width (Hi) | 60 mm |
| Region junction width (Hm) | 32 mm |
| Exit width (Ho) | 20 mm |
| Length from injection center to Entrance (X) | 40 mm |
| Region 1 cone angle (tanσ) | 0.28 |
| Region 2 cone angle (tanη) | 0.05 |
| Materials | Density (kg/m3) | Viscosity (mPa·s) | Surface Tension Coefficient (N/m) | Contact Angle |
|---|---|---|---|---|
| Resin (liquid) | 950 | 50 | 0.034 | 34° |
| Air (gas) | 0.946 | 0.0218 | — | — |
| Fiber Arrangement | Df | C1 | Vfmax | c |
| Hexagonal Arrangement | 17 μm | 0.231 | 0.907 | 53 |
| Pulling Rate (cm/min) | 0 | 20 | 40 | 60 | 80 |
| Impregnation Time (s) | 5.60 | 5.15 | 6.25 | 6.90 | 7.20 |
| Injection Pressure (bar) | 0.25 | 0.50 | 0.75 | 1.00 |
| Impregnation Time (s) | >8.0 | 5.60 | 4.05 | 2.60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, X.; He, Q.; Yang, Q.; Wang, S.; Chen, K. Numerical Simulation of Impregnation Process of Reactive Injection Pultrusion for Glass Fiber/PA6 Composites. Polymers 2022, 14, 666. https://doi.org/10.3390/polym14040666
Ding X, He Q, Yang Q, Wang S, Chen K. Numerical Simulation of Impregnation Process of Reactive Injection Pultrusion for Glass Fiber/PA6 Composites. Polymers. 2022; 14(4):666. https://doi.org/10.3390/polym14040666
Chicago/Turabian StyleDing, Xueliang, Quanguo He, Qun Yang, Suwei Wang, and Ke Chen. 2022. "Numerical Simulation of Impregnation Process of Reactive Injection Pultrusion for Glass Fiber/PA6 Composites" Polymers 14, no. 4: 666. https://doi.org/10.3390/polym14040666
APA StyleDing, X., He, Q., Yang, Q., Wang, S., & Chen, K. (2022). Numerical Simulation of Impregnation Process of Reactive Injection Pultrusion for Glass Fiber/PA6 Composites. Polymers, 14(4), 666. https://doi.org/10.3390/polym14040666