
ABS/Silicon Dioxide Micro Particulate Composite from 3D Printing Polymeric Waste




Abstract
:1. Introduction
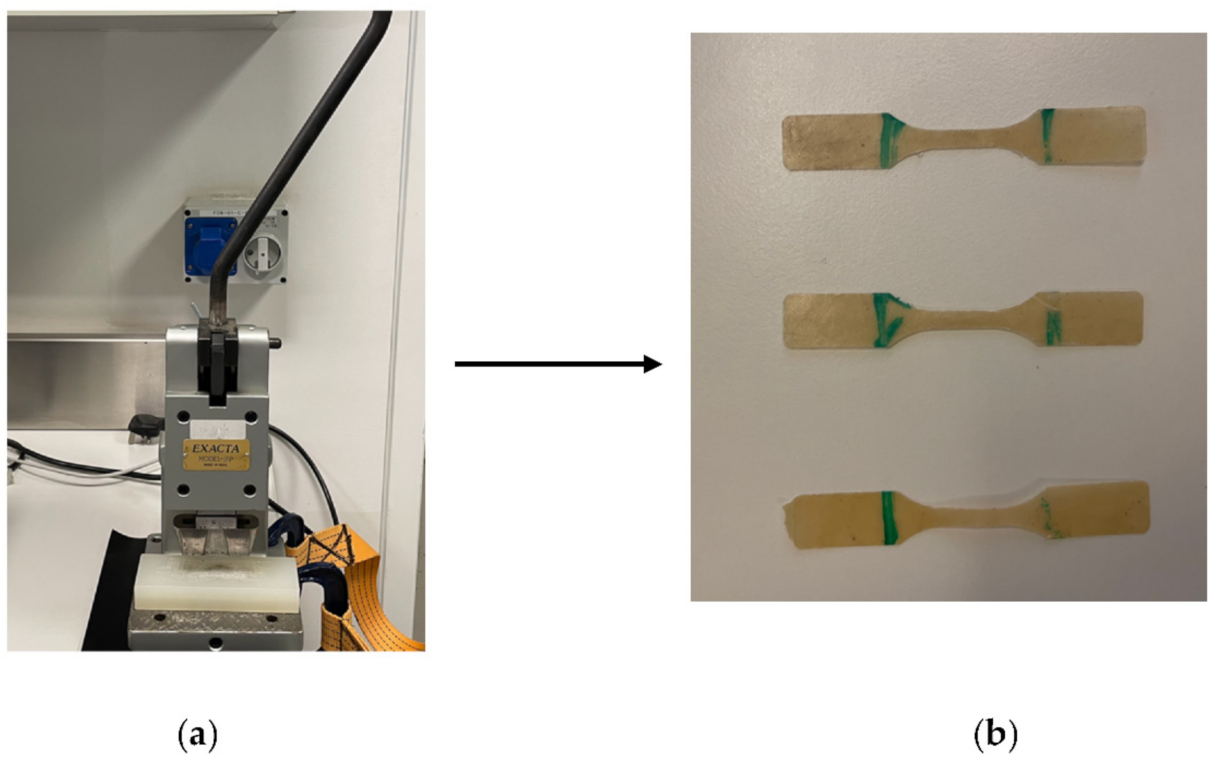
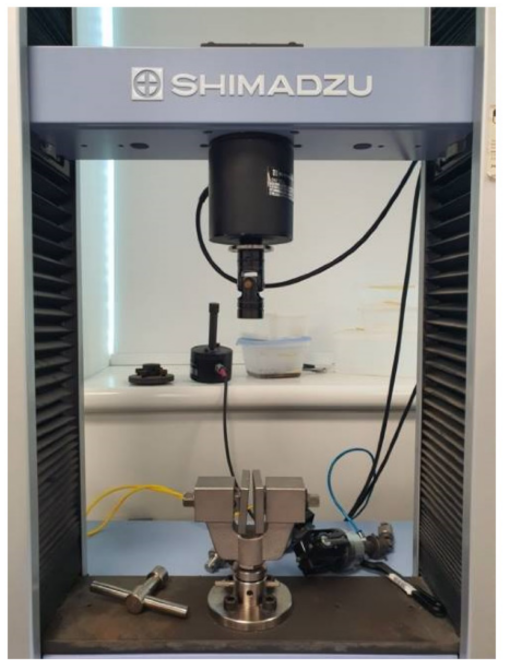
2. Material and Methods
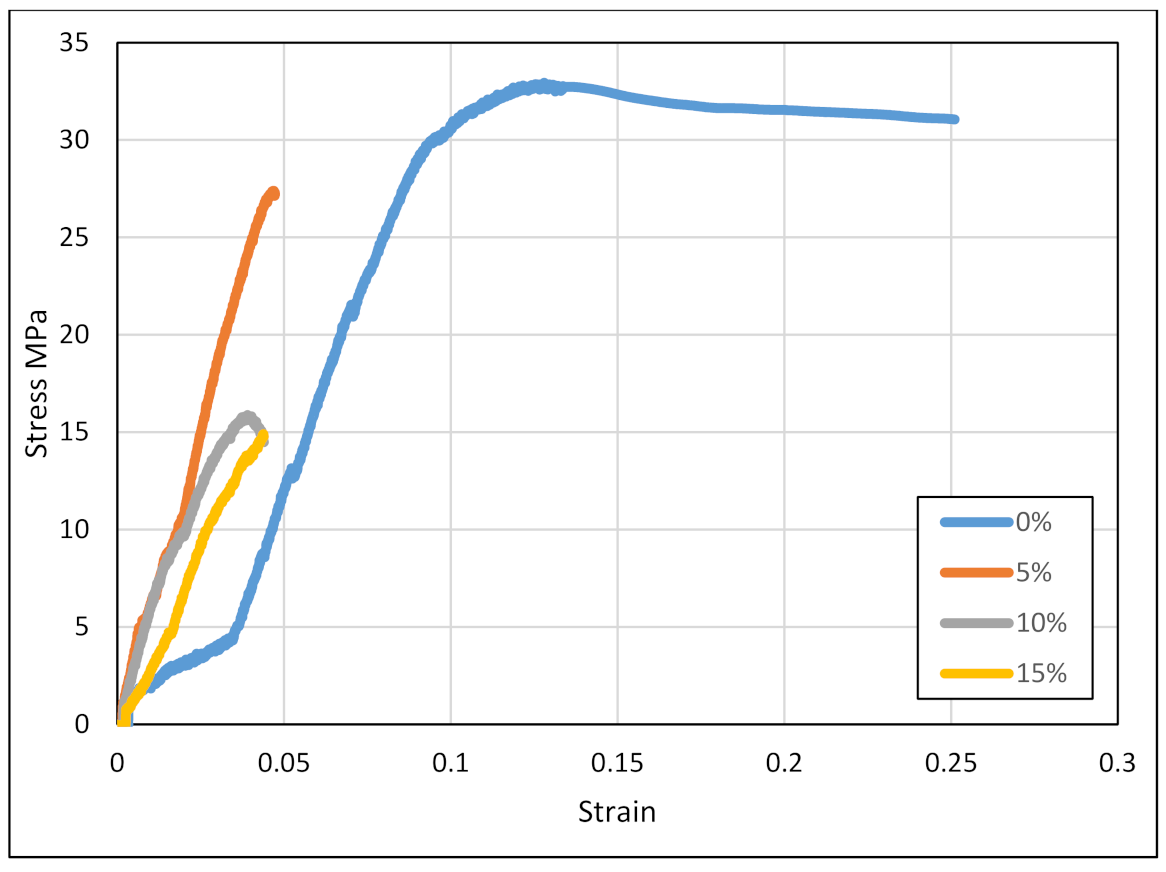
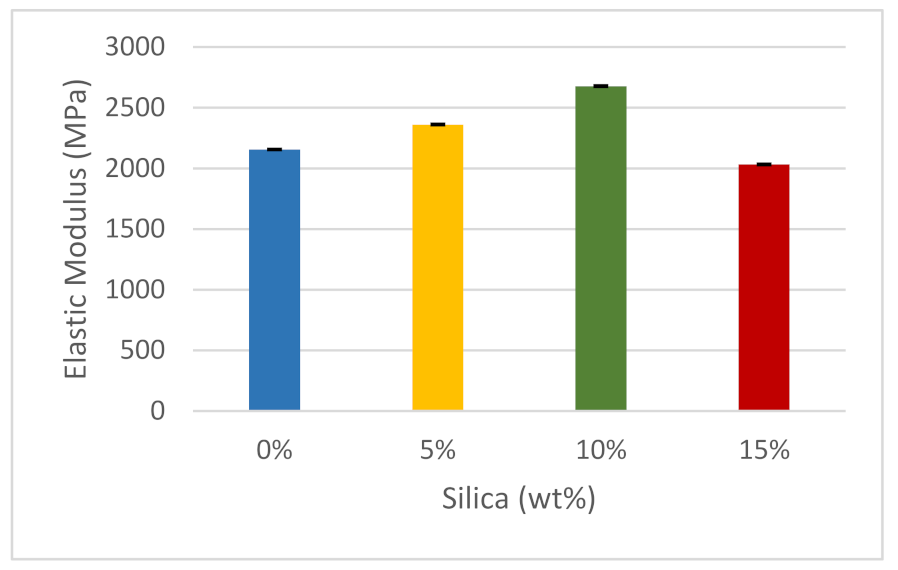
3. Results and Discussion
4. Microscopic Characterization
5. Thermogravimetric Analysis (TGA)
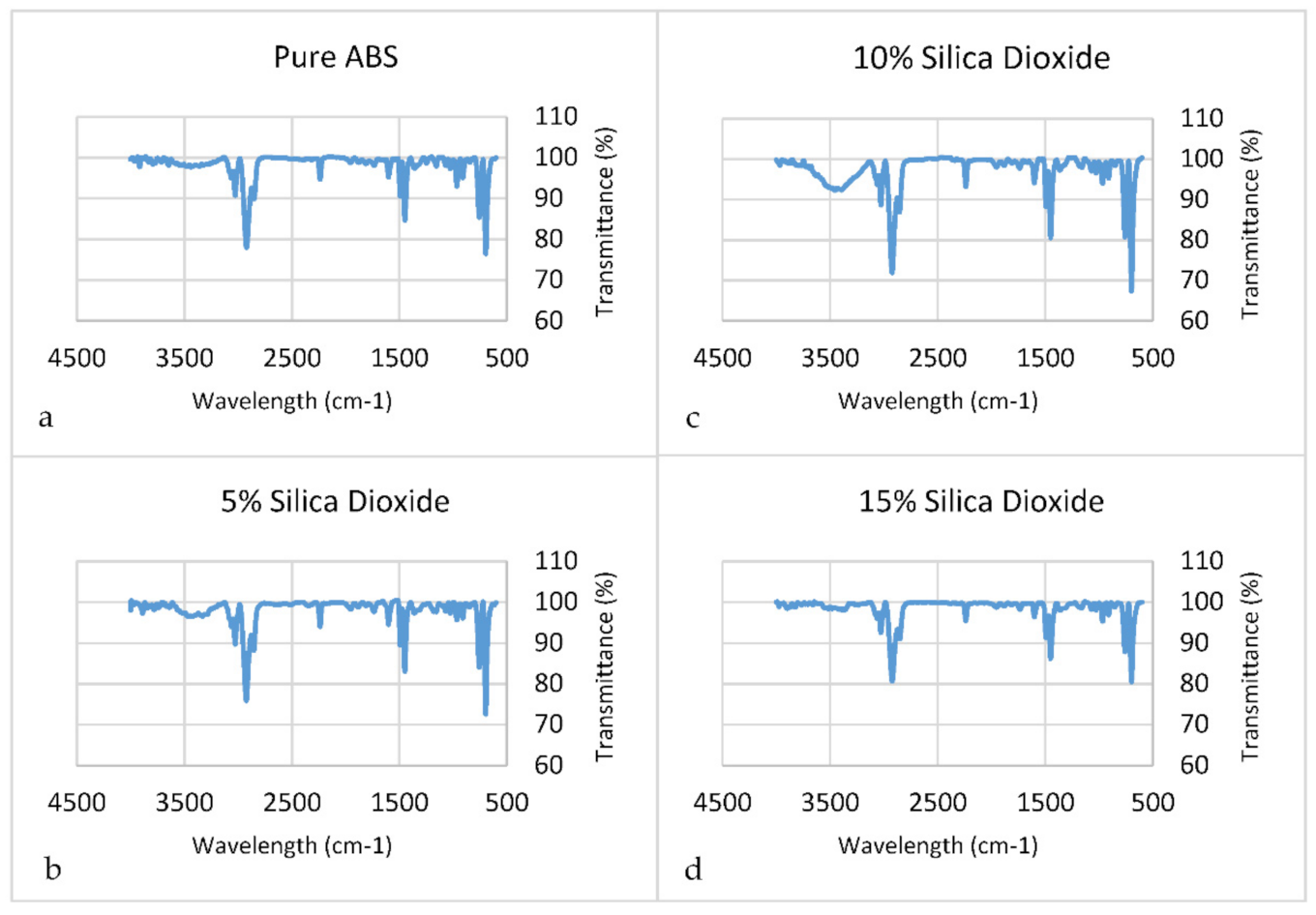
6. Fourier-Transform Infrared Spectroscopy (FTIR)
7. Bulk Density
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- D’Ambrières, W. Plastics recycling worldwide: Current overview and desirable changes. Field Actions Sci. Rep. 2019, 19, 12–21. [Google Scholar]
- Alabi, O.; Ologbonjaye, K.; Awosolu, O.; Alalade, O. Public and environmental health effects of plastic wastes disposal: A review. J. Toxicol. Risk Assess. 2019, 5, 1–13. [Google Scholar] [CrossRef]
- Li, W.C.; TSE, H.F.; FOK, L. Plastic waste in the marine environment: A review of sources, occurrence and effects. Sci. Total Environ. 2016, 566, 333–349. [Google Scholar] [CrossRef] [PubMed]
- Verma, R.; Vinoda, K.S.; Papireddy, M.; Gowda, A.N.S. Toxic Pollutants from Plastic Waste—A Review. Proc. Environ. Sci. 2016, 35, 701–708. [Google Scholar] [CrossRef]
- Hamad, K.; Kaseem, M.; Deri, F. Recycling of waste from polymer materials: An overview of the recent works. Polym. Degrad. Stab. 2013, 98, 2801–2812. [Google Scholar] [CrossRef]
- Liao, J.; Brosse, N.; Pizzi, A.; Hoppe, S.; Zhou, X.; Du, G. Characterization and 3D printability of poly (lactic acid)/acetylated tannin composites. Ind. Crops Prod. 2020, 149, 112320. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Peeters, B.; Kiratli, N.; Semeijn, J. A barrier analysis for distributed recycling of 3D printing waste: Taking the maker movement perspective. J. Clean. Prod. 2019, 241, 118313. [Google Scholar] [CrossRef]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef]
- Gill, Y.Q.; Khurshid, M.; Abid, U.; Ijaz, M.W. Review of hospital plastic waste management strategies for pakistan. Environ. Sci. Pollut. Res. 2022, 29, 9408–9421. [Google Scholar] [CrossRef]
- Zhang, Y.; Xi, B.; Tan, W. Release, transformation, and risk factors of polybrominated diphenyl ethers from landfills to the surrounding environments: A review. Environ. Int. 2021, 157, 106780. [Google Scholar] [CrossRef] [PubMed]
- Moharir, R.V.; Kumar, S. Challenges associated with plastic waste disposal and allied microbial routes for its effective degradation: A comprehensive review. J. Clean. Prod. 2019, 208, 65–76. [Google Scholar] [CrossRef]
- Zhu, C.; Li, T.; Mohideen, M.M.; Hu, P.; Gupta, R.; Ramakrishna, S.; Liu, Y. Realization of circular economy of 3D printed plastics: A review. Polymers 2021, 13, 744. [Google Scholar] [CrossRef] [PubMed]
- Moreno, E.; Beltrán, F.R.; Arrieta, M.P.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; Orden, M.U.d.l.; Urreaga, J.M. Technical Evaluation of Mechanical Recycling of PLA 3D Printing Wastes. Proceedings 2021, 69, 19. [Google Scholar] [CrossRef]
- Pinho, A.C.; Amaro, A.M.; Piedade, A.P. 3D printing goes greener: Study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag. 2020, 118, 426–434. [Google Scholar] [CrossRef] [PubMed]
- Haider, T.; Völker, C.; Kramm, J.; Landfester, K.; Wurm, F. Plastics of the Future? The impact of biodegradable polymers on the environment and on society. Angew. Chem. Int. Ed. 2019, 58, 52–62. [Google Scholar] [CrossRef] [Green Version]
- Zhong, Y.; Godwin, P.; Jin, Y.; Xiao, H. Biodegradable polymers and green-based antimicrobial packaging materials: A mini-review. Adv. Ind. Eng. Polym. Res. 2020, 3, 27–35. [Google Scholar] [CrossRef]
- Adrados, A.; De Marco, I.; Caballero, B.M.; López, A.; Laresgoiti, M.F.; Torres, A. Pyrolysis of plastic packaging waste: A comparison of plastic residuals from material recovery facilities with simulated plastic waste. Waste Manag. 2012, 32, 826–832. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Sutera, F.; Gulino, E.F.; Morreale, M. Degradation and recycling of films based on biodegradable polymers: A short review. Polymers 2019, 11, 651. [Google Scholar] [CrossRef] [Green Version]
- Marisa, J.; Bourdonb, S.; Brossard, J.M.; Cauretc, L.; Fontainea, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2017, 147, 245–266. [Google Scholar] [CrossRef]
- Grigore, M.E. Methods of recycling, properties and applications of recycled thermoplastic polymers. Recycling 2017, 2, 24. [Google Scholar] [CrossRef] [Green Version]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Vairis, A.; Kechagias, J. Sustainable additive manufacturing: Mechanical response of acrylonitrile-butadiene-styrene over multiple recycling processes. Sustainability 2020, 12, 3568. [Google Scholar] [CrossRef]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of polymer-based multilayer packaging: A review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef] [Green Version]
- Momanyi, J.; Herzog, M.; Muchiri, P. Analysis of thermomechanical properties of selected class of recycled thermoplastic materials based on their applications. Recycling 2019, 4, 33. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, M.C.; Fiúza, A.; Ferreira, A.; Dinis, M.D.; Meira Castro, A.C.; Meixedo, J.P.; Alvim, M.R. Recycling approach towards sustainability advance of composite Materials industry. Recycling 2016, 1, 178–193. [Google Scholar] [CrossRef] [Green Version]
- Park, S.A.; Jeon, H.; Kim, H.; Shin, S.H.; Choy, S.; Hwang, D.S.; Koo, J.M.; Jegal, J.; Hwang, S.Y.; Park, J.; et al. Sustainable and recyclable super engineering thermoplastic from biorenewable monomer. Nat. Commun. 2019, 10, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Amin, S.; Amin, M. Thermoplastic elastomeric (TPE) materials and their use in outdoor electrical insulation. Rev. Adv. Mater. Sci. 2011, 29, 15–30. [Google Scholar]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An overview on 3D printing technology: Technological, materials, and applications. Proc. Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Replace with: Garrido, J.; Silva, D.; Portela, B.; Lekube, B. Integrated User-Oriented Service for 3D Printing Environments with Recycled Material from Maritime Plastic Waste. Appl. Sci. 2021, 11, 3787. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Shirinbayan, M.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. In-process monitoring of temperature evolution during fused filament fabrication: A journey from numerical to experimental approaches. Thermo 2021, 1, 332–360. [Google Scholar] [CrossRef]
- El Magri, A.; Vanaei, S.; Shirinbayan, M.; Vaudreuil, S.; Tcharkhtchi, A. An investigation to study the effect of process parameters on the strength and fatigue behavior of 3D-printed PLA-graphene. Polymers 2021, 13, 3218. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Rusdyanto, B.; Imaduddin, F.; Ariawan, D. Glass powder additive on recycled polypropylene filaments: A sustainable material in 3D printing. Polymers 2022, 14, 5. [Google Scholar] [CrossRef] [PubMed]
- Haigh, J.N.; Dargaville, T.R.; Dalton, P.D. Additive manufacturing with polypropylene microfibers. Mater. Sci. Eng. C 2017, 77, 883–887. [Google Scholar] [CrossRef] [Green Version]
- Spoerk, M.; Holzer, C.; Gonzalez-Gutierrez, J. Material extrusion-based additive manufacturing of polypropylene: A review on how to improve dimensional inaccuracy and warpage. J. Appl. Polym. Sci. 2020, 137, 48545. [Google Scholar] [CrossRef]
- Morales, M.A.; Maranon, A.; Hernandez, C.; Porras, A. Development and characterization of a 3D printed cocoa bean shell filled recycled polypropylene for sustainable composites. Polymers 2021, 13, 3162. [Google Scholar] [CrossRef] [PubMed]
- Beltrán, F.R.; Arrieta, M.P.; Moreno, E.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; de la Orden, M.U.; Martínez Urreaga, J. Evaluation of the technical viability of distributed mechanical recycling of PLA 3D printing wastes. Polymers 2021, 13, 1247. [Google Scholar] [CrossRef] [PubMed]
- Morales, M.A.; Atencio Martinez, C.L.; Maranon, A.; Hernandez, C.; Michaud, V.; Porras, A. Development and characterization of rice husk and recycled polypropylene composite filaments for 3D printing. Polymers 2021, 13, 1067. [Google Scholar] [CrossRef] [PubMed]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Chen, Z.; Yang, M.; Ji, M.; Kuang, X.; Jerry, H.Q.; Wang, T. Recyclable thermosetting polymers for digital light processing 3D printing. Mater. Des. 2021, 197, 109189. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Schüürmann, J.; Berto, F.; Reinicke, T. On the post-processing of 3D-printed ABS parts. Polymers 2021, 13, 1559. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Mountakis, N.; Tzounis, L.; Liebscher, M.; Grammatikos, S.A. Enhanced mechanical, thermal and antimicrobial properties of additively manufactured polylactic acid with optimized nano silica content. Nanomaterials 2021, 11, 1012. [Google Scholar] [CrossRef] [PubMed]
- Charles, A.; Bassan, P.M.; Mueller, T.; Elkaseer, A.; Scholz, S.G. On the assessment of thermo-mechanical degradability of multi-recycled ABS polymer for 3D printing applications. Sustain. Des. Manuf. 2019, 6, 363–373. [Google Scholar] [CrossRef]
- García, M.; Schlatter, M.; Cabrera, M.F.; Manzanares, J.T.; Hanafi, I. Recycling of acrylonitrile–butadiene–styrene using injection moulding machine. Proc. Technol. 2016, 22, 399–406. [Google Scholar] [CrossRef] [Green Version]
- Tanoto, Y.; Anggono, J.; Siahaan, I.H.; Budiman, W. The effect of orientation difference in fused deposition modeling of ABS polymer on the processing time, dimension accuracy, and Strength. In Proceedings of the AIP Conference Proceedings, Bikaner, India, 24–25 November 2017. [Google Scholar] [CrossRef] [Green Version]
- Laoutid, F.; Lafqir, S.; Toncheva, A.; Dubois, P. Valorization of recycled tire rubber for 3D printing of ABS- and TPO-based composites. Materials 2021, 14, 5889. [Google Scholar] [CrossRef] [PubMed]
- Signoret, C.; Caro-Bretelle, A.S.; Lopez-Cuesta, J.M.; Ienny, P.; Perrin, D. Impact of PP impurities on ABS tensile properties: Computational mechanical modelling aspects. Polymers 2021, 13, 1647. [Google Scholar] [CrossRef] [PubMed]
- Signoret, C.; Girard, P.; Guen, A.L.; Caro-Bretelle, A.S.; Lopez-Cuesta, J.M.; Ienny, P.; Perrin, D. Degradation of styrenic plastics during recycling: Accommodation of PP within ABS after WEEE plastics imperfect sorting. Polymers 2021, 13, 1439. [Google Scholar] [CrossRef]
- Deng, Y.; Mao, X.; Lin, J.; Chen, Q. Compatibilization of polypropylene/Poly (acrylonitrile-butadiene-styrene) blends by polypropylene-graft-cardanol. J. Appl. Polym. Sci. 2015, 132, 41315. [Google Scholar] [CrossRef]
- Arunprasath, K.; Vijayakumar, M.; Ramarao, M.; Arul, T.G.; Pauldoss, S.; Selwin, M.; Radhakrishnan, B.; Manikandan, V. Dynamic mechanical analysis performance of pure 3D printed polylactic acid (PLA) and acrylonitrile butadiene styrene (ABS). Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Savvakis, K.; Petousis, M.; Vairis, A.; Vidakis, N.; Bikmeyev, A.T. Experimental determination of the tensile strength of fused deposition modeling parts. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014; Volume 46637, p. V014T11A022. [Google Scholar] [CrossRef]
- Tcherdyntsev, V.V. Reinforced polymer composites. Polymers 2021, 13, 564. [Google Scholar] [CrossRef]
- Unal, H.; Mimaroglu, A. Influence of filler addition on the mechanical properties of Nylon-6 polymer. J. Reinf. Plast. Compos. 2004, 23, 461–469. [Google Scholar] [CrossRef]
- Benachour, Y.; Davy, C.A.; Skoczylas, F.; Houari, H. Effect of a high calcite filler addition upon microstructural, mechanical, shrinkage and transport properties of a mortar. Cem. Concr. Res. 2008, 38, 727–736. [Google Scholar] [CrossRef]
- Nilagiri Balasubramanian, K.B.; Ramesh, T. Role, effect, and influences of micro and nano-fillers on various properties of polymer matrix composites for microelectronics: A review. Polym. Adv. Technol. 2018, 29, 568–1585. [Google Scholar] [CrossRef]
- Ahmed, W.; Siraj, S.; Al-Marzouqi, A.H. Comprehensive characterization of polymeric composites reinforced with silica microparticles using leftover materials of fused filament fabrication 3D printing. Polymers 2021, 13, 2423. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, W.; Siraj, S.; Al-Marzouqi, A.H. 3D printing PLA waste to produce ceramic based particulate reinforced composite using abundant silica-sand: Mechanical properties characterization. Polymers 2020, 12, 2579. [Google Scholar] [CrossRef]
- Mallakpour, S.; Mina, N. Polymer/SiO2 nanocomposites: Production and applications. Prog. Mater. Sci. 2018, 97, 409–447. [Google Scholar] [CrossRef]
- Rostamiyan, Y.; Bakhshi, A. Study on compression and flexural behavior of ABS-SiO2 poly-mer matrix composite fabricated by hot extrusion. Mech. Adv. Compos. Struct. 2019, 6, 239–247. [Google Scholar] [CrossRef]
- Wei, L.; Hu, N.; Zhang, Y. Synthesis of polymer—Mesoporous silica nanocomposites. Materials 2010, 3, 4066–4079. [Google Scholar] [CrossRef]
- Sitticharoen, W.; Chainawakul, A.; Sangkas, T.; Kuntham, Y. Rheological and mechanical properties of silica-based bagasse-fiber-ash-reinforced recycled HDPE composites. Mech. Compos. Mater. 2016, 52, 421–432. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Rezvani, S.; Mosalmani, R. A novel polymer concrete made from fine silica sand and polyester. Mech. Compos. Mater. 2015, 51, 571–580. [Google Scholar] [CrossRef]
- Rahmani, A.; Rostamiyan, Y. Experimental study on dynamic behavior of acrylonitrile-butadiene-styrene (ABS) based nano composite reinforced by nano silica addition. Mech. Adv. Compos. Struct. 2020, 7, 313–320. [Google Scholar] [CrossRef]
- Hanemann, T.; Syperek, D.; Nötzel, D. 3D printing of ABS barium ferrite composites. Materials 2020, 13, 1481. [Google Scholar] [CrossRef] [Green Version]
- Kumar, K.; Reddy, A. Characterization of mechanical and wear properties of ABS/SiO2 nanoparticles. Indian J. Sci. Technol. 2020, 13, 3884–3892. [Google Scholar] [CrossRef]
- Haghtalab, A.; Sadegh Kateb, M. Rheology of PC/ABS/SiO2 nanocomposites; effect of size and loading of particles. In Proceedings of the 8th International Chemical Engineering Congress & Exhibition (IChEC 2014), Kish, Iran, 24–27 February 2014. [Google Scholar]
- Genena, F.A.; Jamal, D.A.; Ahmed, W.K.; Almarzooqi, L.A.; Almazrouei, A.S.; Al-Naqbi, A.H. Implementing green solutions to recycle UAE domestic waste: Aircraft composite materials. In Proceedings of the 2018 5th International Conference on Renewable Energy: Generation and Applications (ICREGA), Al Ain, United Arab Emirates, 25–28 February 2018; pp. 30–33. [Google Scholar] [CrossRef]
- Mansour, A.; Alabdouli, H.; Almehairi, A.R.; Alhammadi, M.; Alqaidy, H.; Ahmed, W.K.; Alnaqbi, A.H. Investigating the Compressive Strength of CFRP Pre-Preg Scrap from Aerospace Industries: Compression Molding. In Proceedings of the Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 26 March–10 April 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Ahmed, W.K.; Alnaqbi, A.H.; Almazrouei, A.S.S.; Almarzooqi, L.A.A.M.; Al Jamal, D.; Genena, F.A.A. Method of Recycling Carbon Fiber Prepreg Waste. U.S. Patent No. 10,328,610B2, 25 June 2019. [Google Scholar]
- Ahmed, W.K. Method of Recycling Carbon Fiber Prepreg Waste and Transparent Thermoplastic Waste. U.S. Patent No. 10,507,598B2, 17 December 2019. [Google Scholar]
- Alsheriani, K.; Alsheba, T. Composition and Environmental Assessment of Soils from United Arab Emirates. Master’s Thesis, United Arab Emirate University, Al Ain, United Arab Emirates, 1988. Available online: https://scholarworks.uaeu.ac.ae/all_theses/551 (accessed on 17 November 2021).
- Wang, L.; Shi, B.; Hu, E.; Hu, K.; Hu, X. Reuse of spent bleaching clay for supporting MoS2 nanoparticles as a lubricating filler in ABS plastics. Tribol. Int. 2019, 131, 415–423. [Google Scholar] [CrossRef]
- Hamzah, K.A.; Keat, Y.C.; Leng, T.P.; Noor, M.M.; Sazali, S.A.; Yun, A.Y. Tensile Strength and hardness property of ABS filled CuO prepared via 3D printing approach. Mater. Today Proc. 2019, 16, 1778–1781. [Google Scholar] [CrossRef]
- Aw, Y.Y.; Yeoh, C.K.; Idris, M.A.; Teh, P.L.; Elyne, W.N.; Hamzah, K.A.; Sazali, S.A. Influence of filler precoating and printing parameter on mechanical properties of 3D printed acrylonitrile butadiene styrene/zinc oxide composite. Polym. Plast. Technol. Mater. 2019, 58, 1–13. [Google Scholar] [CrossRef]
- Kumar, S.A.; Narayan, Y.S. Tensile testing and evaluation of 3D-printed PLA specimens as per ASTM D638 type IV standard. In Lecture Notes in Mechanical Engineering Innovative Design, Analysis and Development Practices in Aerospace and Automotive Engineering (I-DAD 2018); Springer: New York, NY, USA, 2018; pp. 79–95. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Escamilla, Y.R.; Alcántara Llanas, P.I. Characterization of 3D printing on jute fabrics. Polymers 2021, 13, 3202. [Google Scholar] [CrossRef]
- Pham, N.T.H. Characterization of low-density polyethylene and LDPE-based/ethylene-vinyl acetate with medium content of vinyl acetate. Polymers 2021, 13, 2352. [Google Scholar] [CrossRef]
- Li, X.; Chen, Z.; Dong, C. Failure and forming quality study of metallic foil blanking with different punch-die clearances. Int. J. Adv. Manuf. Technol. 2021, 115, 3163–3176. [Google Scholar] [CrossRef]
- Mucha, J.; Tutak, J. Analysis of the influence of blanking clearance on the wear of the punch, the change of the burr size and the geometry of the hook blanked in the hardened steel sheet. Materials 2019, 12, 1261. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Totre, A.; Nishad, R.; Bodke, S. An overview of factors affecting in blanking processes. Int. J. Emerg. Technol. Adv. Eng. 2013, 3, 390–395. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.413.3846&rep=rep1&type=pdf (accessed on 17 November 2021).
- Xu, J.; Guo, B.; Wang, C.; Shan, D. Blanking clearance and grain size effects on micro deformation behavior and fracture in micro-blanking of brass foil. Int. J. Mach. Tools Manuf. 2012, 60, 27–34. [Google Scholar] [CrossRef]
- American Society of Testing and Materials. ASTM D638-14: Standard Test Method for Tensile Properties of Plastics; American Society of Testing and Materials: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- American Society of Testing and Materials. ASTM D883-20b: Standard Terminology Relating to Plastics; American Society of Testing and Materials: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- Singh, B.; Kumar, K.; Chohan, J.C. Polymer matrix composites in 3D printing: A state of art review. Mater. Today Proc. 2020, 33, 1562–1567. [Google Scholar] [CrossRef]
- Azhiri, R.; Tekiyeh, R.; Zeynali, E.; Ahmadnia, M.; Javidpour, F. Measurement and evaluation of joint properties in friction stir welding of ABS sheets reinforced by nanosilica addition. Measurement 2018, 127, 198–204. [Google Scholar] [CrossRef]
- Asyadi, F.; Jawaid, M.; Hassan, A.; Wahit, M.U. Mechanical properties of mica-filled polycarbonate/poly (acrylonitrile-butadiene- styrene) composites. Polym. Plast. Technol. Eng. 2013, 52, 727–736. [Google Scholar] [CrossRef]
- Khun, N.; Liu, E. Thermal, mechanical and tribological properties of polycarbonate/acrylonitrile-butadiene-styrene blends. J. Polym. Eng. 2013, 33, 535–543. [Google Scholar] [CrossRef]
- Ultimaker ABS Material: Ultimaker.com. Available online: https://ultimaker.com/materials/abs (accessed on 14 January 2022).
- D20 Committee. Guide for Determination of Thickness of Plastic Film Test Specimens; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Pilić, B.; Radusin, T.; Ristić, I.; Silvestre, C.; Lazic, V.; Balos, S.; Duraccio, D. Hydrophobic silica nanoparticles as reinforcing filler for poly (lactic acid) polymer matrix. Hem. Ind. 2015, 70, 15. [Google Scholar] [CrossRef]
- Papa, I.; Silvestri, A.T.; Ricciardi, M.R.; Lopresto, V.; Squillace, A. Effect of Fibre Orientation on Novel Continuous 3D-Printed Fibre-Reinforced Composites. Polymers 2021, 13, 2524. [Google Scholar] [CrossRef]
- Doraisamy, A.; Senthilvelan, T. Acrylonitrile butadiene styrene composites reinforced with nanozirconia and PTFE: Mechanical and thermal behavior. Polym. Compos. 2017, 39, E1520–E1530. [Google Scholar] [CrossRef]
- Nomani, J.; Wilson, D.; Paulino, M.; Mohammed, M. Effect of layer thickness and cross-section geometry on the tensile and compression properties of 3D printed ABS. Mater. Today Commun. 2020, 22, 100626. [Google Scholar] [CrossRef]
- Ananthapadmanabha, G.S.; Deshpande, V. Influence of aspect ratio of fillers on the properties of acrylonitrile butadiene styrene composites. J. Appl. Polym. Sci. 2017, 135, 46023. [Google Scholar] [CrossRef]
- Ding, J.; Huang, Y.; Fu, Z.; Cui, W. On predicting the deformation and fracture properties of ABS/PMMA/Nano-SiO2 composites. Res. Sq. 2021. [Google Scholar] [CrossRef]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and fatigue behavior of layered acrylonitrile butadiene styrene. Rapid Prototyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Han, Y.; Zheng, B.; Chen, J.; He, Q. Study on the reinforcing effect of nano-SiO2 filled PTFE composites. AIP Adv. 2019, 9, 055217. [Google Scholar] [CrossRef] [Green Version]
- Haghtalab, A.; Rahimi, S. Study of viscoelastic properties of nanocomposites of SiO2-acrylonitrile-butadiene-styrene. J. Appl. Polym. Sci. 2013, 127, 4318–4327. [Google Scholar] [CrossRef]
- Siraj, S.; Al Marzouqi, A.; lqbal, M.Z. Mechanical and wettability performance of sand/HDPE composite sheets. Mater. Sci. Forum 2020, 1015, 9–14. [Google Scholar] [CrossRef]
- Zhou, G.; Qiu, H.; Zhang, Q.; Xu, M.; Wang, J.; Wang, G. Experimental investigation of coal dust wettability based on surface contact angle. J. Chem. 2016, 2016, 9452303. [Google Scholar] [CrossRef]
- Kaveh, N.; Rudolph, E.S.J.; Wolf, K.-H.A.A.; Ashrafizadeh, S. Wettability determination by contact angle measurements: hvbB coal-water system with injection of synthetic flue gas and CO2. J. Colloid Interface Sci. 2011, 364, 237–247. [Google Scholar] [CrossRef]
- Nandiyanto, A.B.D.; Oktiani, R.; Ragadhita, R. How to read and interpret FTIR spectroscope of organic material. Indones. J. Sci. Technol. 2019, 4, 97–118. [Google Scholar] [CrossRef]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Sultana, N.; Ahmed, Z.; Haider, J. Effect of rot-, fire-, and water-retardant treatments on jute fiber and their associated thermoplastic aomposites: A study by FTIR. Polymers 2021, 13, 2571. [Google Scholar] [CrossRef] [PubMed]
- D18 Committee. Test Methods for Laboratory Determination of Density (Unit Weight) of Soil Specimens; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- D20 Committee. Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Rothon, R.; DeArmitt, C. In Particulate-Filled Polymer Composites; iSmithers Rapra Publishing: Shrewsbury, UK, 2003. [Google Scholar]
- D20 Committee. Practice for Cutting Film and Sheeting Test Specimens; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Yang, H.; Kong, X.; Zhang, Y.; Wu, C.; Cao, E. Mechanical properties of polymer-modified silica aerogels dried under ambient pressure. J. Non Cryst. Solids 2011, 357, 3447–3453. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of fillers—Book Reviews. Electr. Insul. Mag. IEEE 2004, 20, 64–65. [Google Scholar] [CrossRef]
- He, F.; Khan, M. Effects of printing parameters on the fatigue behaviour of 3D-printed ABS under dynamic thermo-mechanical loads. Polymers 2021, 13, 2362. [Google Scholar] [CrossRef] [PubMed]
- Singh, B.; Na, J.; Konarova, M.; Wakihara, T.; Yamauchi, Y.; Salomon, C.; Gawande, M.B. Functional mesoporous silica nanomaterials for catalysis and environmental applications. Bull. Chem. Soc. Jpn. 2020, 93, 1459–1496. [Google Scholar] [CrossRef]
- Jeelani, P.G.; Mulay, P.; Venkat, R.; Ramalingam, C. Multifaceted application of silica nanoparticles. A review. Silicon 2020, 12, 1337–1354. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Zheng, Y.X.; Zeng, H.M.; Friedrich, K. Improvement of tensile properties of nano-SiO2/PP composites in relation to percolation mechanism. Polymer 2011, 42, 3301–3304. [Google Scholar] [CrossRef]
- Jaafar, C.N.A.; Zainol, I.; Aremu, O.O. Effect of silica fillers on mechanical properties of epoxy/kenaf composites. J. Phys. Conf. Ser. 2018, 1082, 012006. [Google Scholar] [CrossRef] [Green Version]
- Sinha, A.K.; Narang, H.K.; Bhattacharya, S. Mechanical properties of hybrid polymer composites: A review. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–13. [Google Scholar] [CrossRef]
- Hammood, H.; Mahmood, A.; Irhayyim, S. Effect of graphite particles on physical and mechanical properties of nickel matrix composite. Period. Eng. Nat. Sci. 2019, 7, 1318–1328. [Google Scholar] [CrossRef] [Green Version]
- Vanaei, H.R.; Shirinbayan, M.; Vanaei, S.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Multi-scale damage analysis and fatigue behavior of PLA manufactured by fused deposition modeling (FDM). Rapid Prototyp. J. 2021, 27, 371–378. [Google Scholar] [CrossRef]
- Aumnate, C.; Pongwisuthiruchte, A.; Pattananuwat, P.; Potiyaraj, P. Fabrication of ABS/graphene oxide composite filament for fused filament fabrication (FFF) 3D printing. Adv. Mater. Sci. Eng. 2018, 2018, 9. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, W.; Alnajjar, F.; Zaneldin, E.; Al-Marzouqi, A.H.; Gochoo, M.; Khalid, S. Implementing FDM 3D printing strategies using natural fibers to produce biomass composite. Materials 2020, 13, 4065. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Silica (%) | Tensile Strength (MPa) | SD | Yield (MPa) | SD | Elastic Modulus (MPa) | SD | Ductility (%) | SD | Toughness (MPa) | SD |
|---|---|---|---|---|---|---|---|---|---|---|
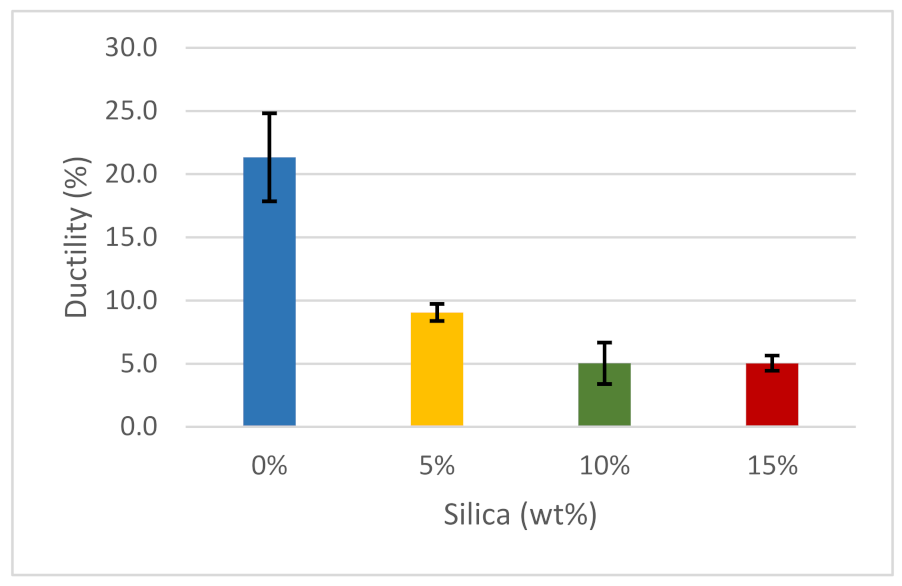
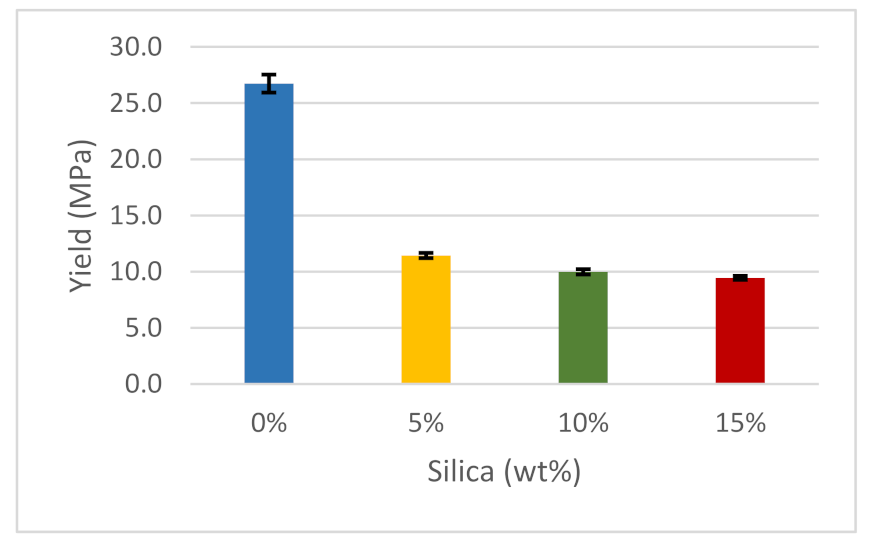
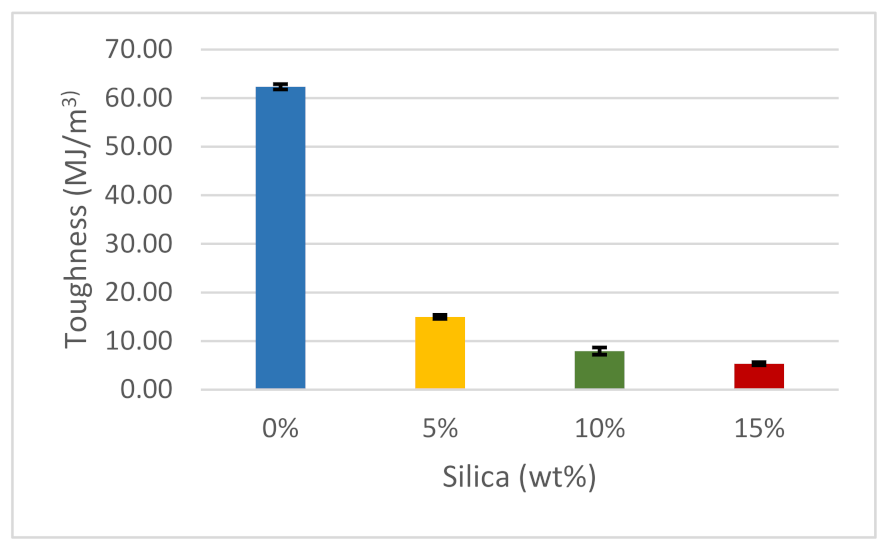
| 0% | 36.10 | ±1.2 | 26.73 | ±1.6 | 2155.56 | ±3.5 | 21.34 | ±11.6 | 62.33 | ±56.2 |
| 5% | 26.80 | ±1.0 | 11.44 | ±0.2 | 2361.11 | ±3.8 | 9.06 | ±2.7 | 14.98 | ±7.4 |
| 10% | 22.43 | ±0.7 | 9.98 | ±0.2 | 2677.78 | ±13.0 | 5.04 | ±1.0 | 7.93 | ±3.3 |
| 15% | 16.44 | ±0.4 | 9.45 | ±0.2 | 2033.33 | ±0.6 | 5.04 | ±1.12 | 5.34 | ±4.1 |
| Pure ABS | 5 wt% SiO2 | 10 wt% SiO2 | 15 wt% SiO2 | ||||
|---|---|---|---|---|---|---|---|
| Wavelength (cm−1) | Functional Group | Wavelength (cm−1) | Functional Group | Wavelength (cm−1) | Functional Group | Wavelength (cm−1) | Functional Group |
| 697.1 | C=C, alkene | 697.1 | C=C, alkene | 697.1 | C=C, alkene | 697.1 | C=C, alkene |
| 1449.2 | C-H, alkane | 1450.2 | C-H, alkane | 1449.2 | C-H, alkane | 1449.2 | C-H, alkane |
| 1737.6 | C-H, aromatic compound | 1954.0 | C-H, aromatic compound | 1737.6 | C-H, aromatic compound | 1733.7 | C-H, aromatic compound |
| 1952.1 | C-H, aromatic compound | 2237.5 | C-H, aromatic compound | 1952.1 | C-H, aromatic compound | 1953.1 | C-H, aromatic compound |
| 2237.5 | C≡C, alkyne | 2853.7 | C≡C, alkyne | 2237.5 | C≡C, alkyne | 2237.5 | C≡C, alkyne |
| 2854.1 | C-H, alkane | 2923.1 | C-H, alkane | 2854.1 | C-H, alkane | 2852.2 | C-H, alkane |
| 2923.1 | C-H, alkyne | 3026.7 | C-H, alkyne | 2923.1 | C-H, alkyne | 2921.6 | C-H, alkyne |
| 3027.2 | C-H, alkene | 3061.0 | C-H, alkene | 3027.2 | C-H, alkene | 3027.6 | C-H, alkene |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Mazrouei, N.; Ismail, A.; Ahmed, W.; Al-Marzouqi, A.H. ABS/Silicon Dioxide Micro Particulate Composite from 3D Printing Polymeric Waste. Polymers 2022, 14, 509. https://doi.org/10.3390/polym14030509
Al-Mazrouei N, Ismail A, Ahmed W, Al-Marzouqi AH. ABS/Silicon Dioxide Micro Particulate Composite from 3D Printing Polymeric Waste. Polymers. 2022; 14(3):509. https://doi.org/10.3390/polym14030509
Chicago/Turabian StyleAl-Mazrouei, Noura, Ahmed Ismail, Waleed Ahmed, and Ali H. Al-Marzouqi. 2022. "ABS/Silicon Dioxide Micro Particulate Composite from 3D Printing Polymeric Waste" Polymers 14, no. 3: 509. https://doi.org/10.3390/polym14030509
APA StyleAl-Mazrouei, N., Ismail, A., Ahmed, W., & Al-Marzouqi, A. H. (2022). ABS/Silicon Dioxide Micro Particulate Composite from 3D Printing Polymeric Waste. Polymers, 14(3), 509. https://doi.org/10.3390/polym14030509