
Sampling Scheme Conception for Pretreated Polyolefin Waste Based on a Review of the Available Standard Procedures


Abstract
:1. Introduction
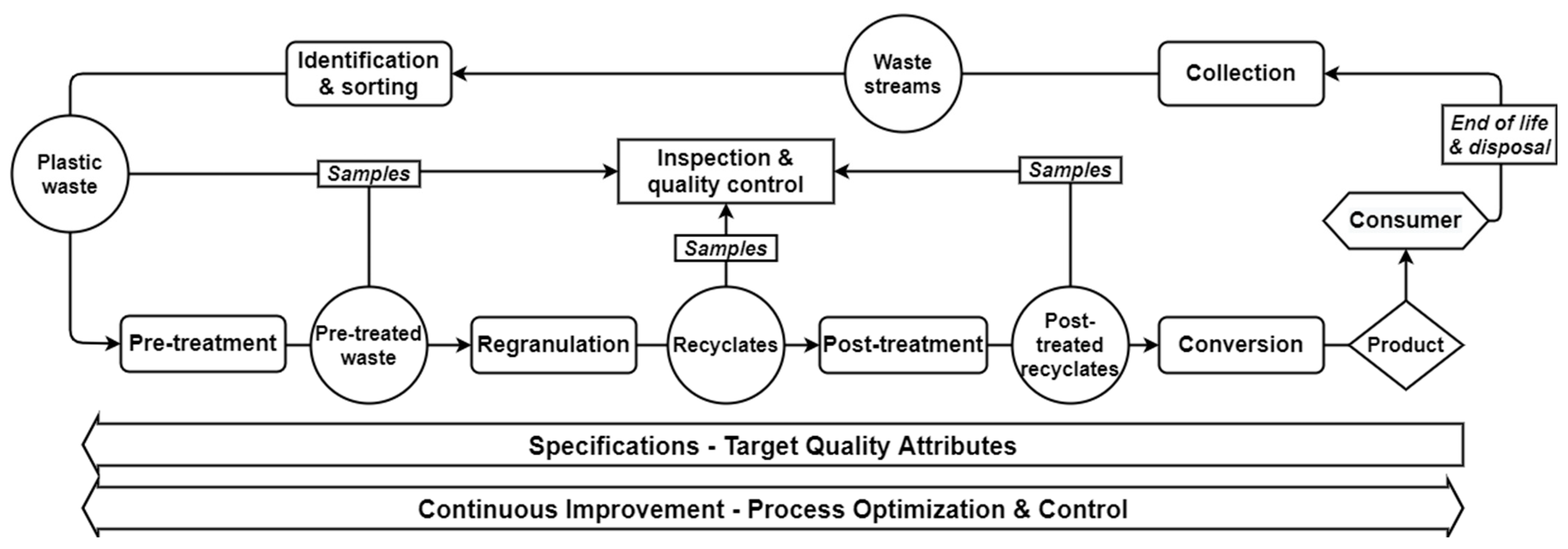
1.1. Life Cycle of Polyolefin Products
1.2. Mechanical Recycling of Plastic Waste
1.3. The Inherent Heterogeneity of Plastic Waste
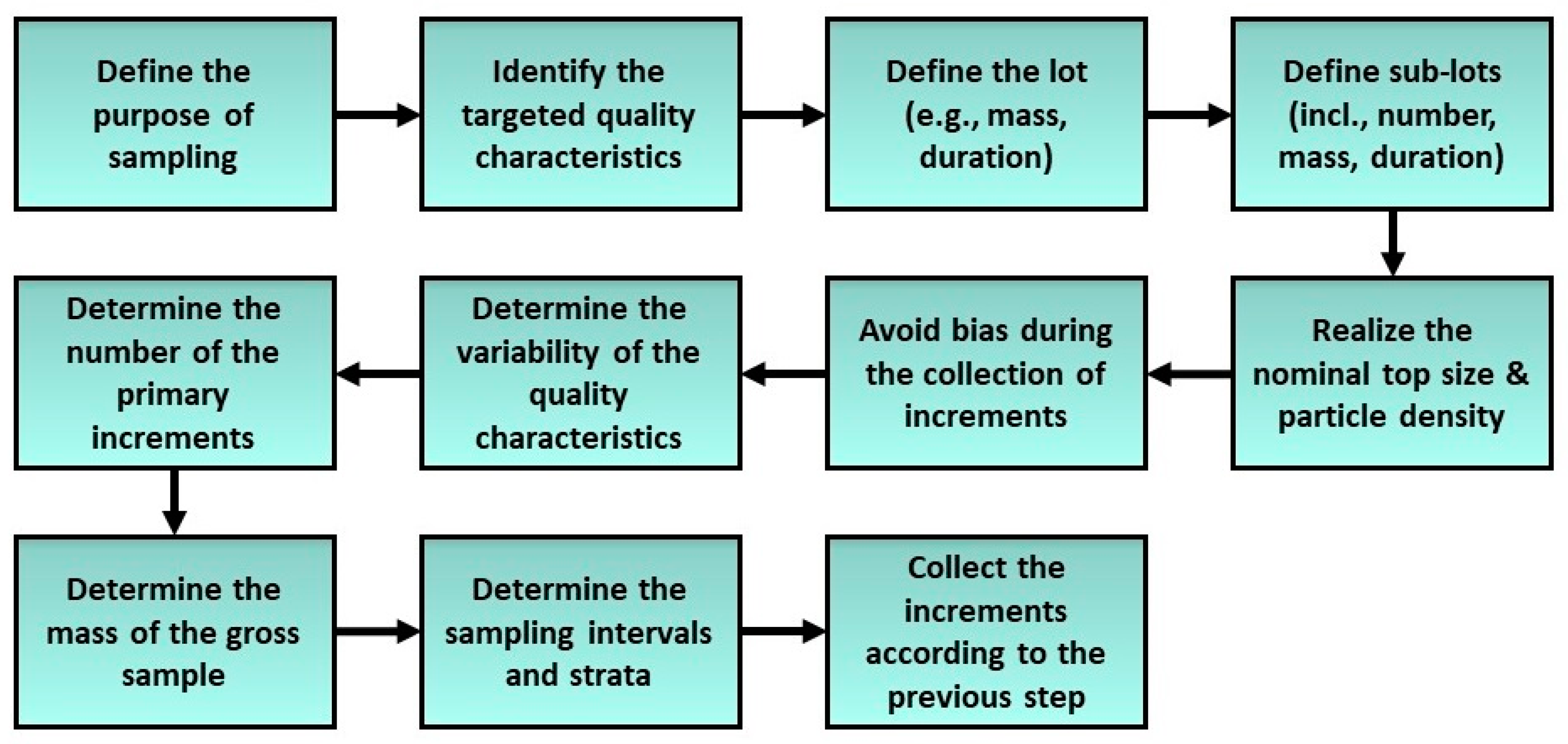
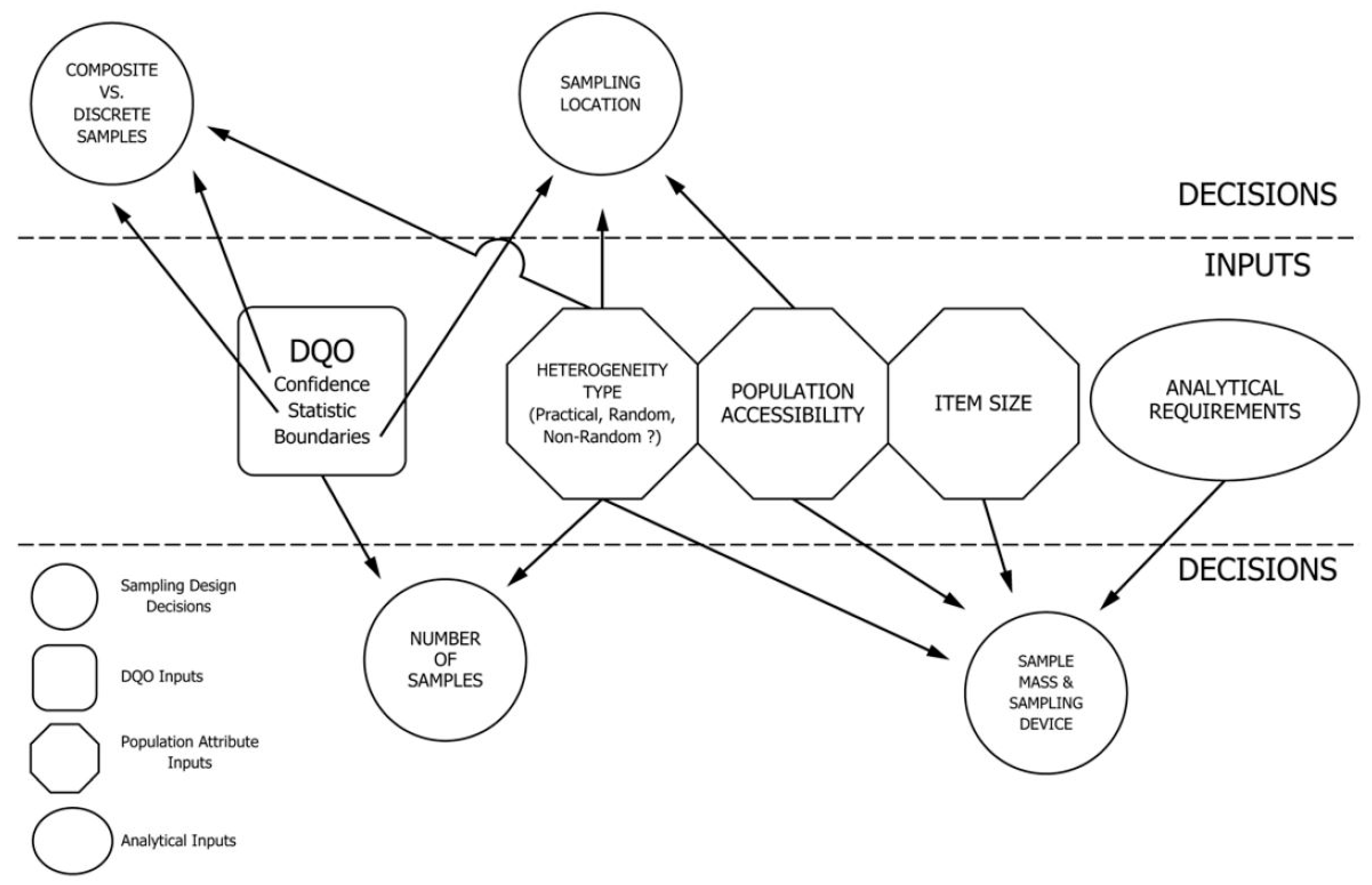
2. Review of the Available Sampling Methods for Plastic Waste
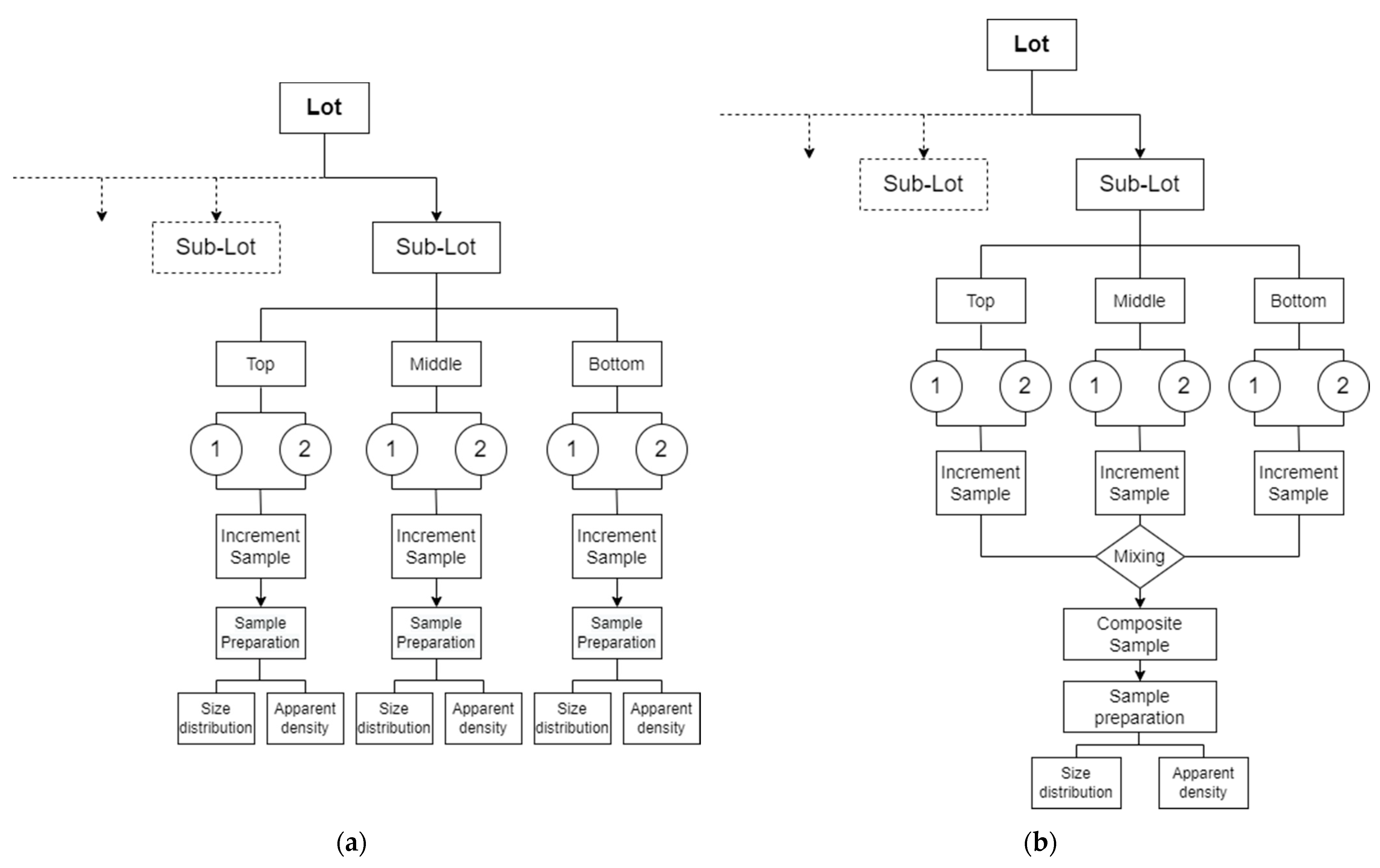
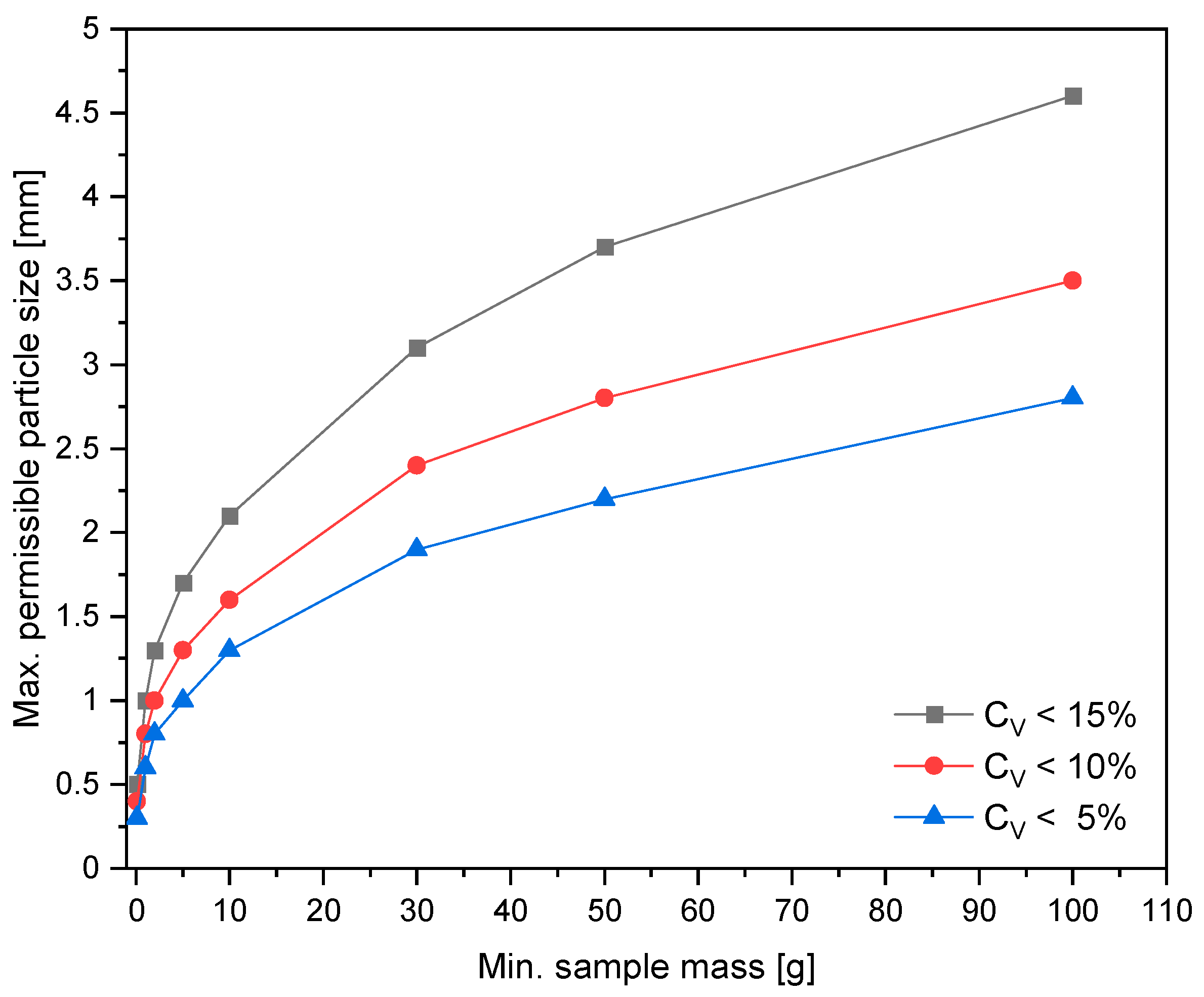
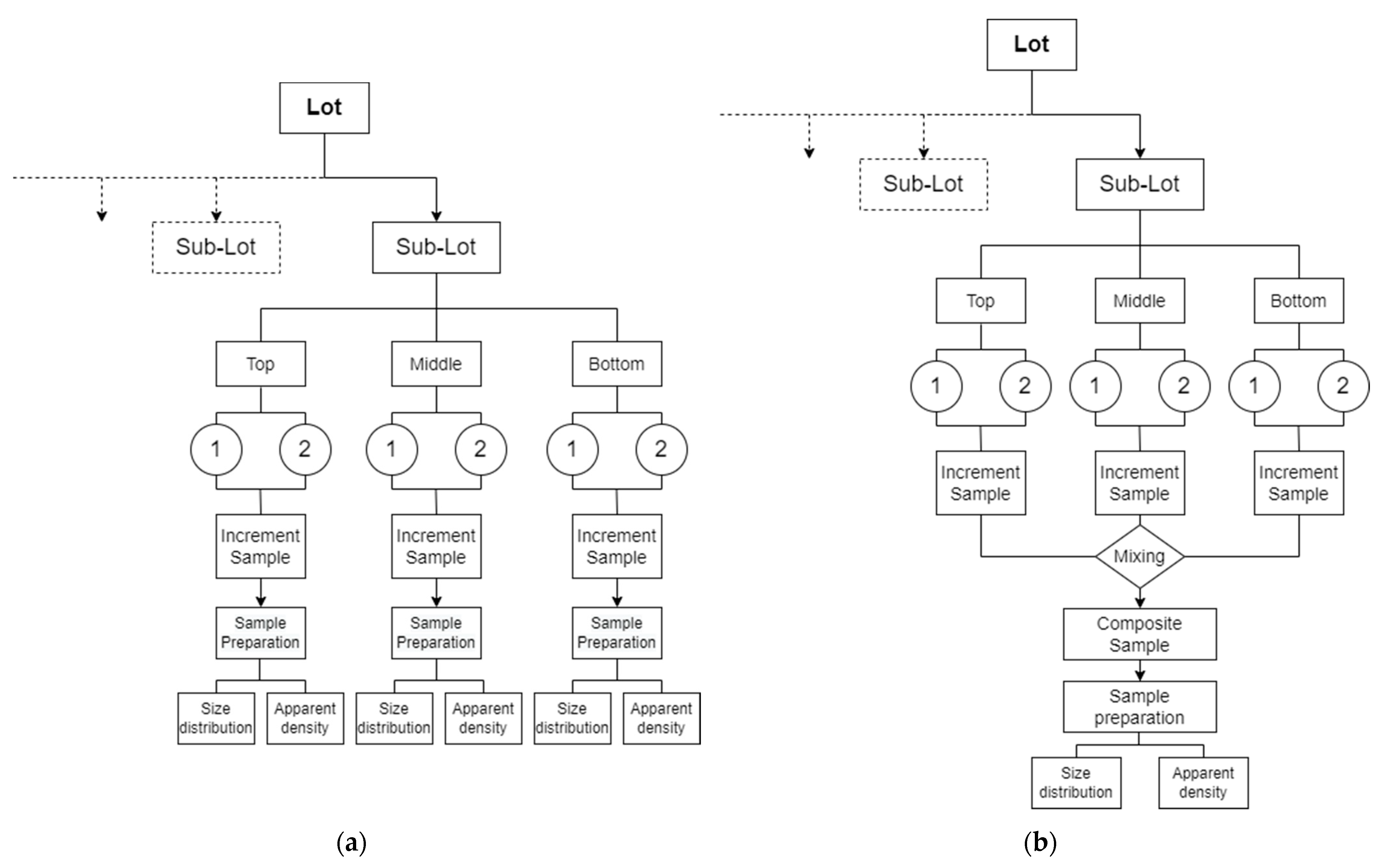
3. Derived Sampling Scheme Concept Applied to an In-Plant Case Study
3.1. Materials and Methods
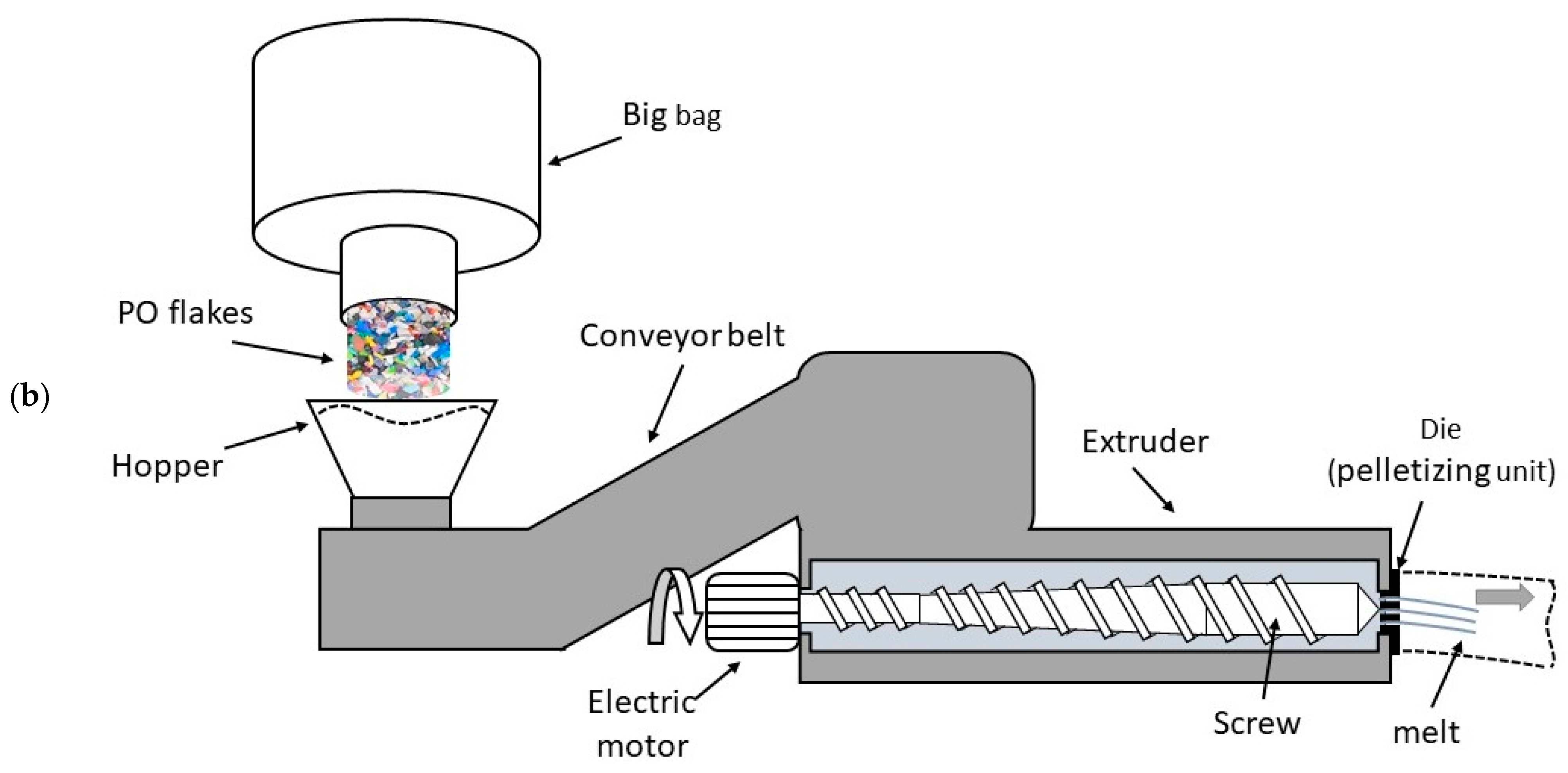
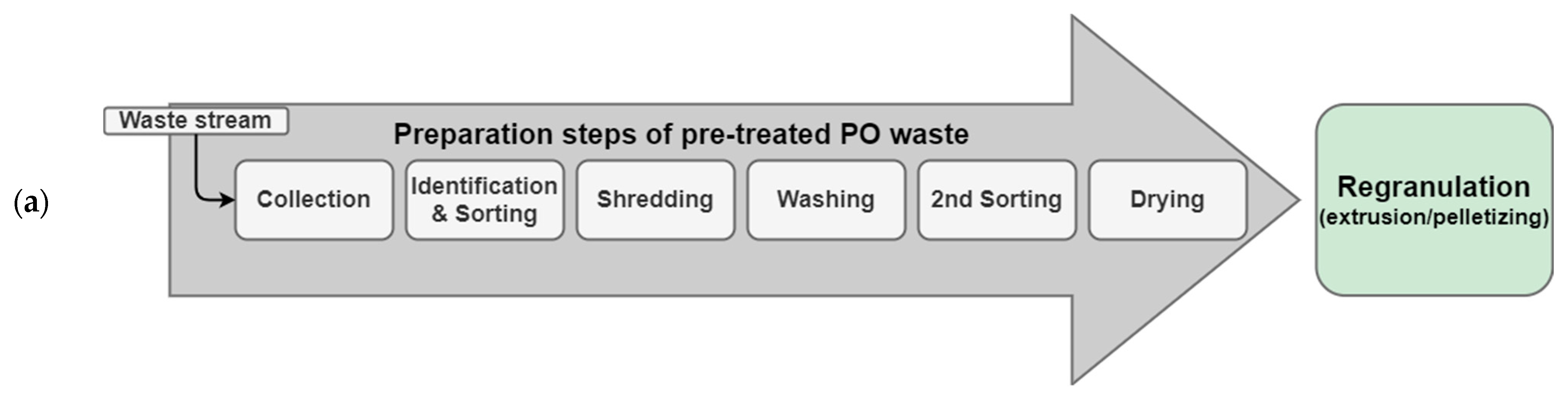
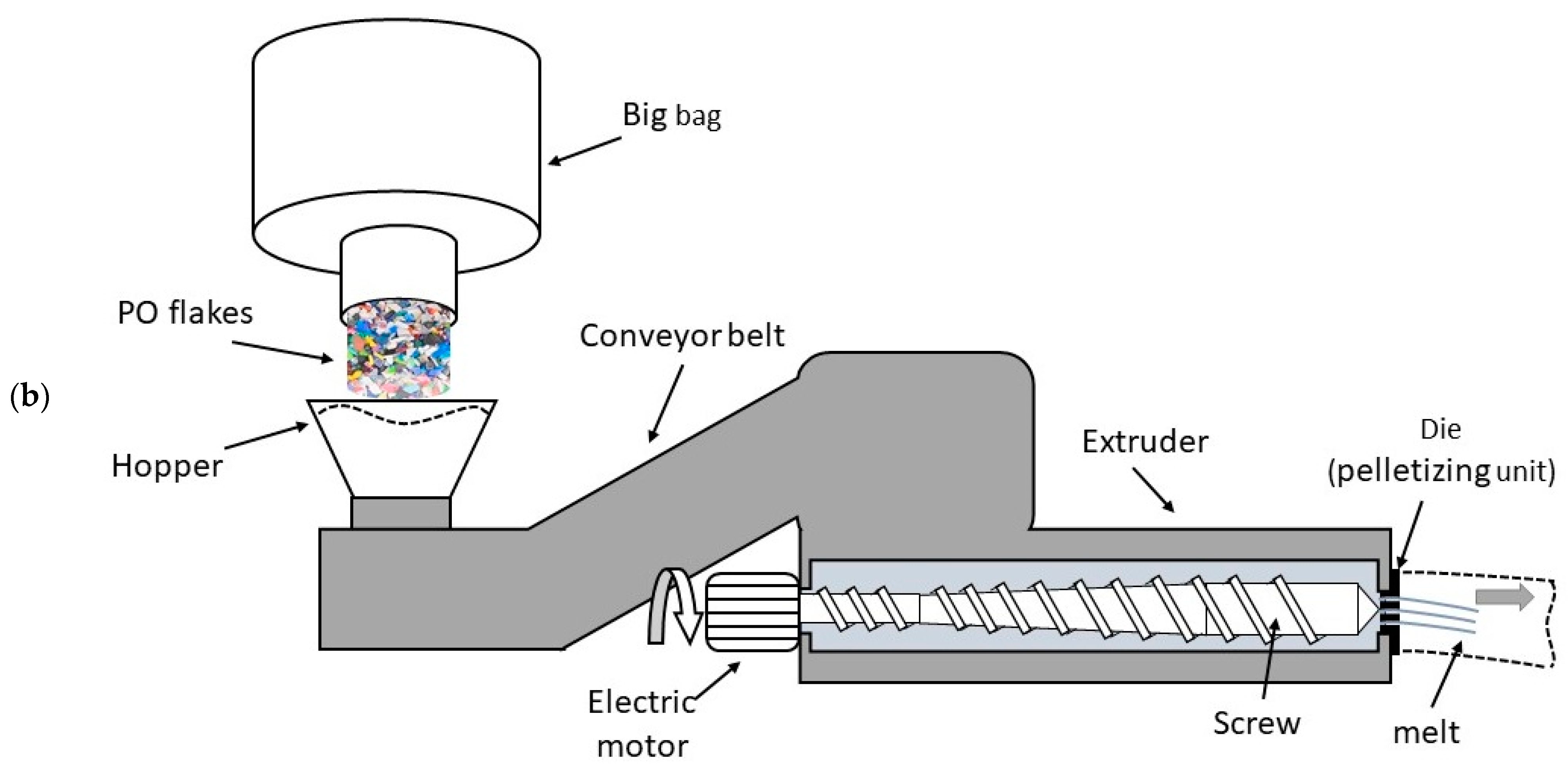
3.1.1. Pretreated Polyolefin Waste
3.1.2. Flake Size Distribution
3.1.3. Apparent Density
3.2. Results and Discussion
3.2.1. Effect of the Sampling Position on the Fraction Size Distribution
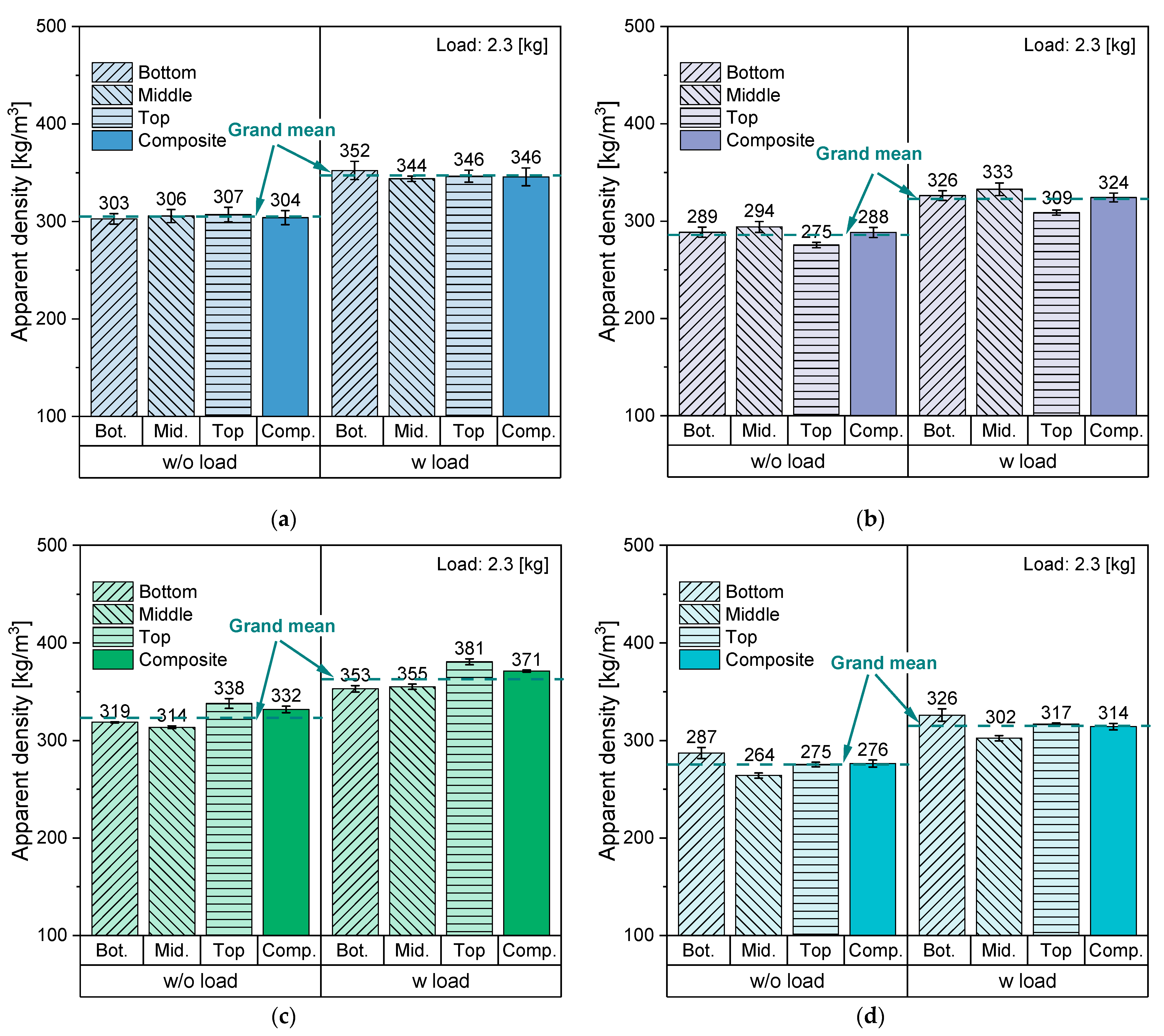
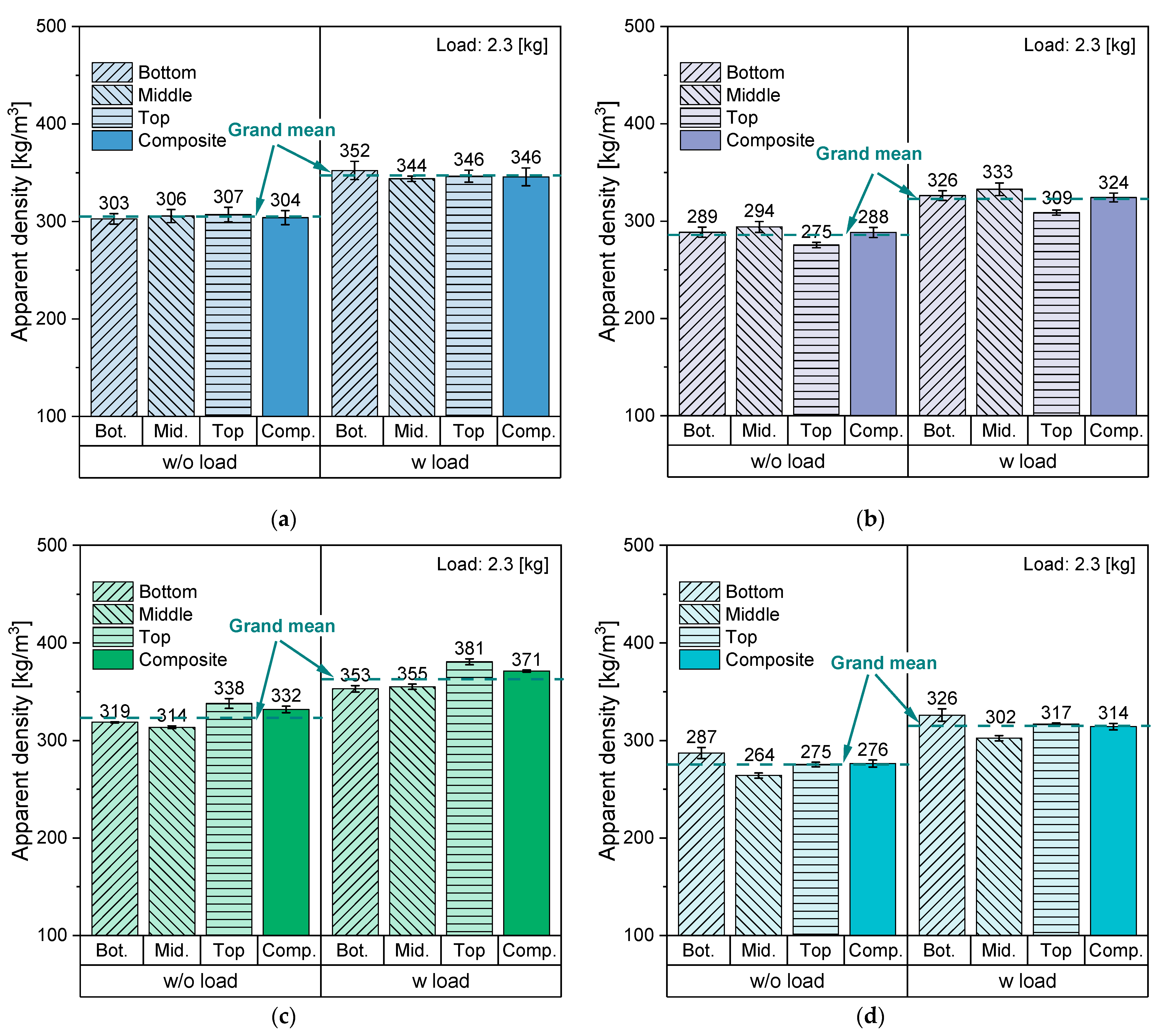
3.2.2. Effect of Sampling Position on the Apparent Density

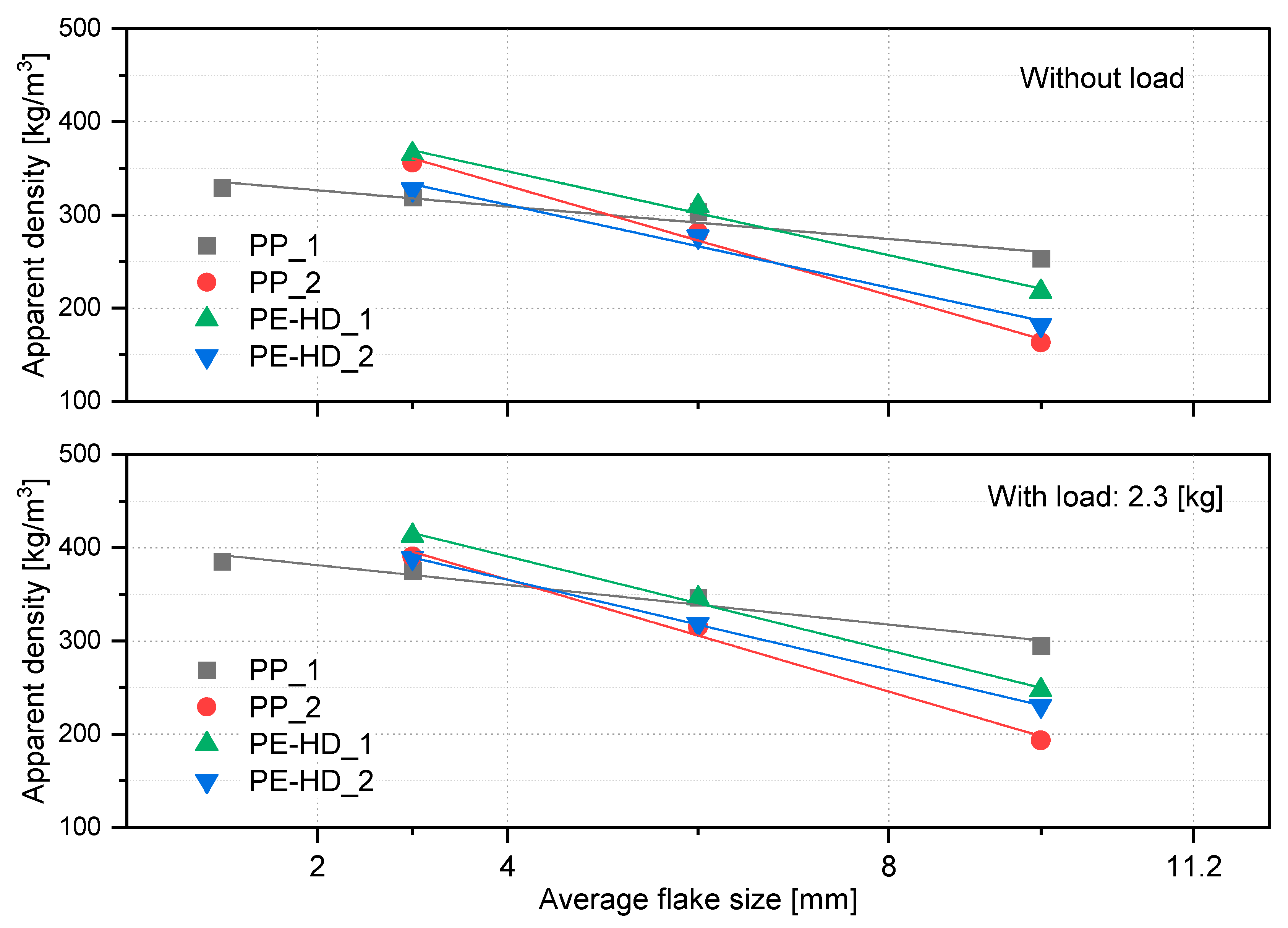
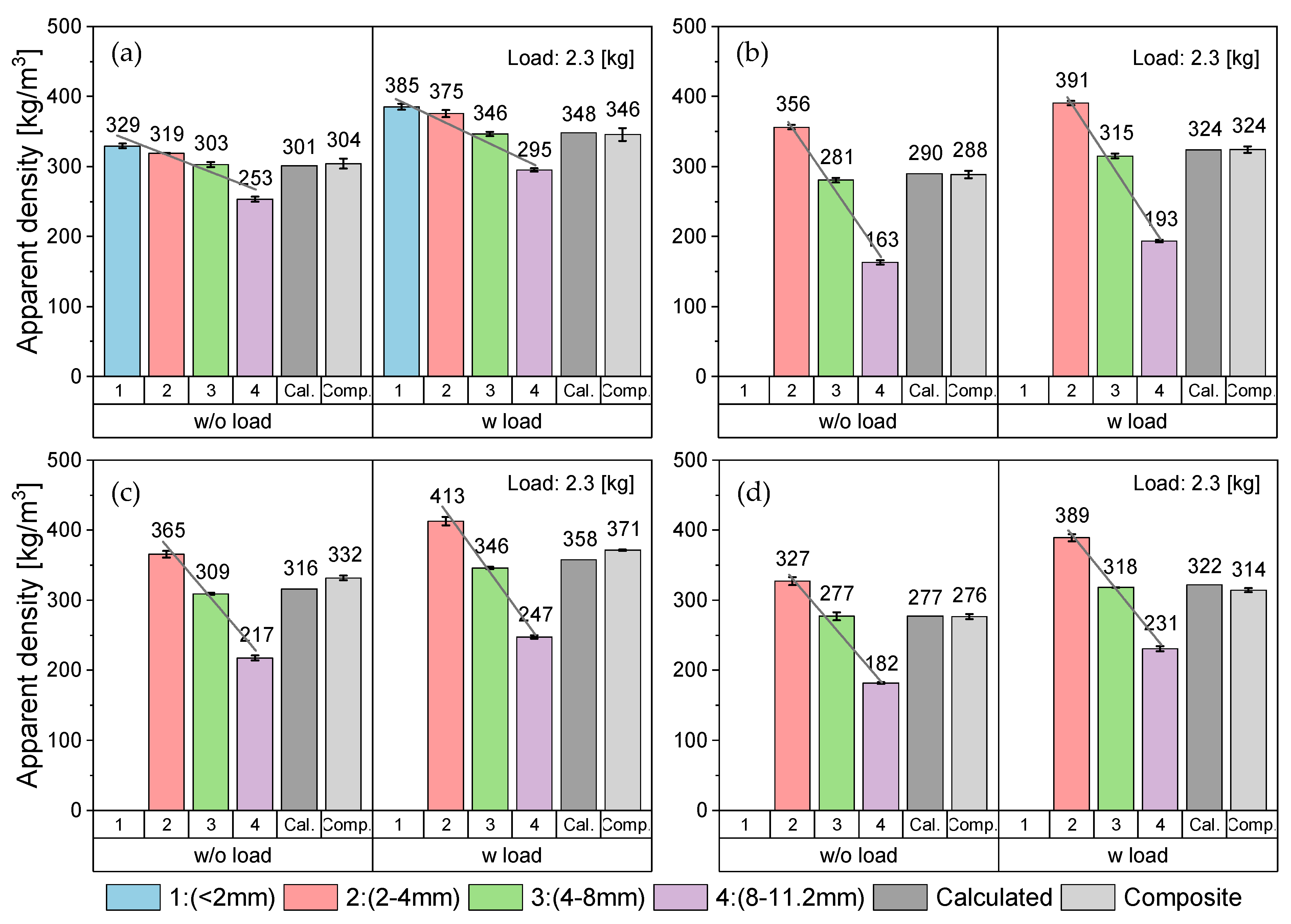
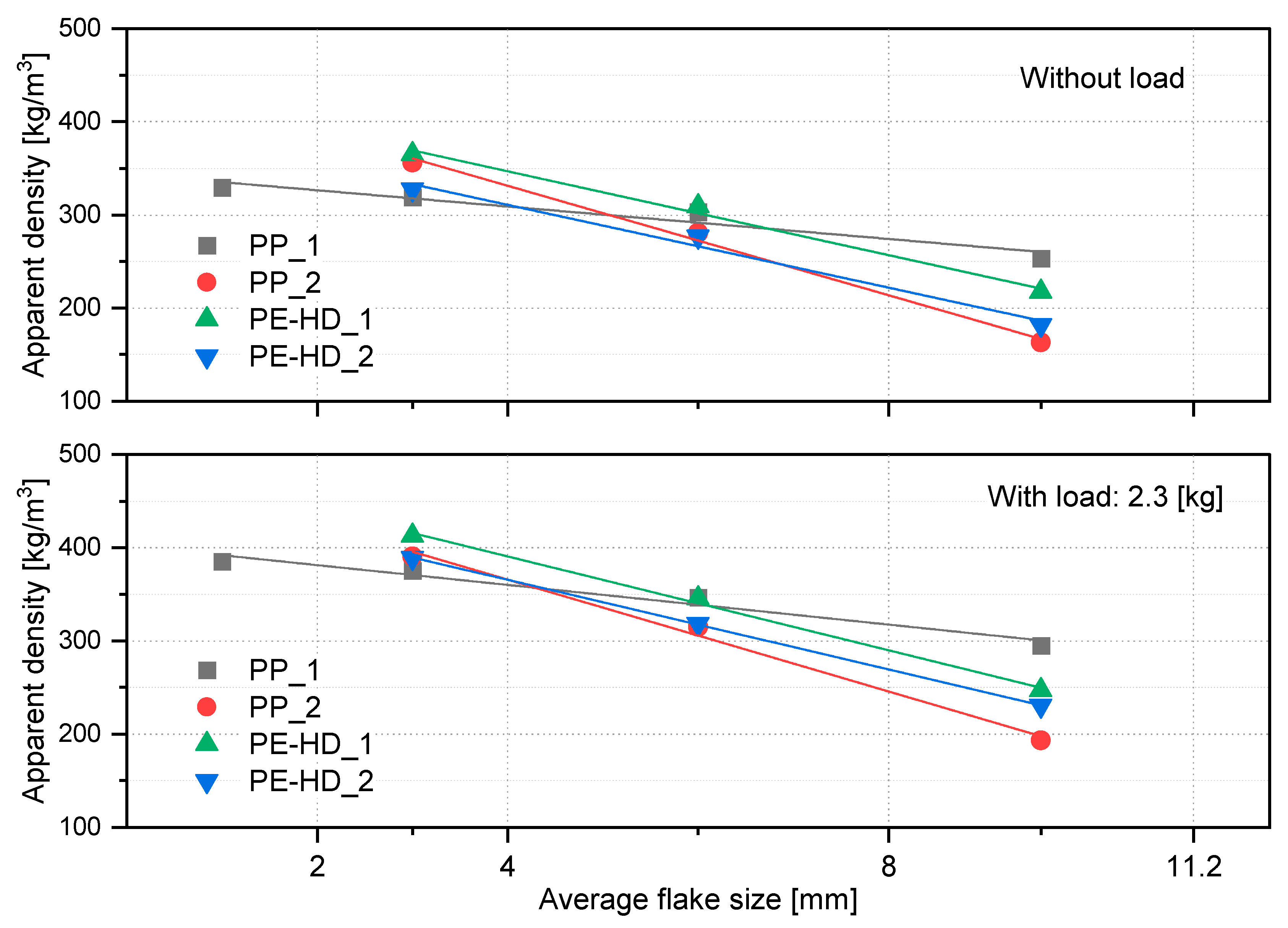
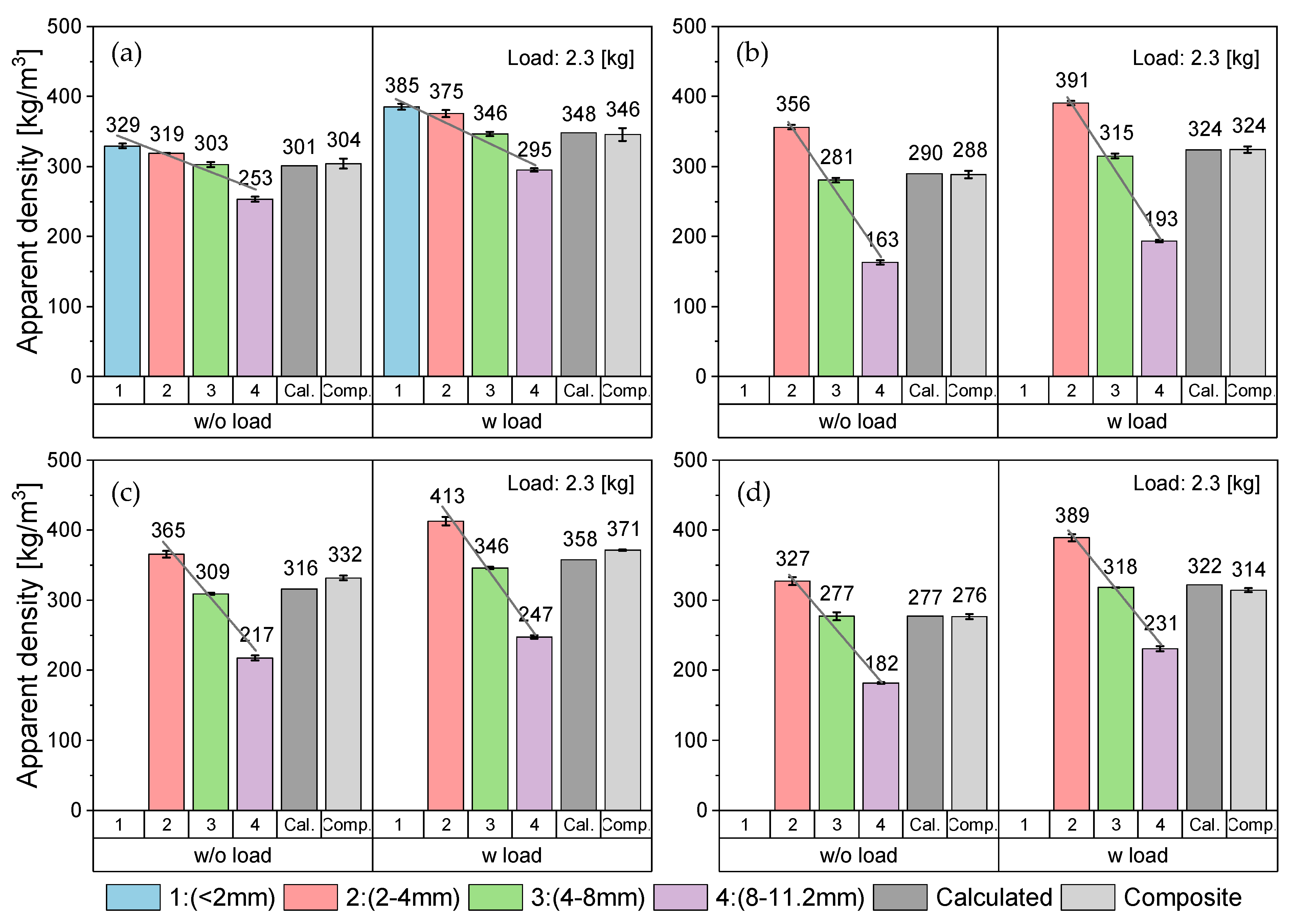
3.2.3. Effect of the Flake Size on the Apparent Density
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Abbreviations
| ASTM | American Society for Testing and Materials |
| ANOVA | Analysis of variance |
| AD | Apparent density |
| BB | Big bag |
| CO2 | Carbon dioxide |
| CE | Circular economy |
| fc | Compaction factor |
| DIN | Deutsches Institut für Normung |
| F | F ratio |
| FSD | Flake size distribution |
| GM | Grand mean |
| PE-HD | High-density polyethylene |
| ICS | Informal collection system |
| ISO | International Organization for Standardization |
| MS | Mean square |
| MFR | Melt flow rate |
| Mt | Million metric tons |
| NAFTA | North American Free Trade Agreement (Mexico, Canada, and the United States) |
| H0 | Null-hypothesis |
| PET | Polyethylene terephthalate |
| PE | Polyethylene |
| PO | Polyolefin |
| PP | Polypropylene |
| PVC | Polyvinyl chloride |
| PCPW | Postconsumer plastic waste |
| PIPW | Postindustrial plastic waste |
| p-value | Probability value |
| QC | Quality control |
| RP | Rigid packaging |
| α | Significance level |
| SS | Sum of squares |
| TC | Technical committee |
| TOS | Theory of sampling |
References
- Plastics Europe. Plastics–The Facts: An Analysis of European Plastics Production, Demand and Waste Data. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-facts-2020/ (accessed on 9 August 2021).
- Alegado, J.E.; Miguel Aliño, J.; Chow, S.C.F.; Lea Diola, M.B.; Dickella Gamaralalge, P.J.; Gurrero, L.; Hengesbauch, M.; Hernandez, V.; Ishimura, Y.; Kato, M.; et al. Plastic Atlas Asia Edition: Facts and Figures about the World of Synthetic Polymers. Available online: https://www.iges.or.jp/en/pub/plastic-atlas-asia-edition-2021/en (accessed on 18 August 2022).
- Hundertmark, T.; Mayer, M.; McNally, C.; Simons, T.J.; Witte, C. How Plastics Waste Recycling Could Transform the Chemical Industry. Available online: https://www.mckinsey.com/industries/chemicals/our-insights/how-plastics-waste-recycling-could-transform-the-chemical-industry (accessed on 17 August 2022).
- Cabernard, L.; Pfister, S.; Oberschelp, C.; Hellweg, S. Growing environmental footprint of plastics driven by coal combustion. Nat. Sustain. 2022, 5, 139–148. [Google Scholar] [CrossRef]
- Andrady, A.L.; Neal, M.A. Applications and societal benefits of plastics. Philos. Trans. R. Soc. Lond. B Biol. Sci. 2009, 364, 1977–1984. [Google Scholar] [CrossRef] [PubMed]
- European Commission. A European Strategy for Plastics in a Circular Economy. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1516265440535&uri=COM:2018:28:FIN (accessed on 17 August 2022).
- Milios, L. Advancing to a Circular Economy: Three essential ingredients for a comprehensive policy mix. Sustain. Sci. 2018, 13, 861–878. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lechevin, B.; Carpentier, J.-P. Évaluation Environnementale du Recyclage en France Selon la Méthodologie de L’analyse de Cycle de Vie. Available online: https://presse.ademe.fr/wp-content/uploads/2017/05/FEDEREC_ACV-du-Recyclage-en-France-VF.pdf (accessed on 17 August 2022).
- Dickella Gamaralalge, P.J.; Aveynayaka, A.; Miho, H. Japan’s Plastic Waste Management–Challenges and Potential Solutions. Available online: https://www.iges.or.jp/en/pub/japans-plastic-waste-management/en (accessed on 18 August 2022).
- van Eygen, E.; Laner, D.; Fellner, J. Circular economy of plastic packaging: Current practice and perspectives in Austria. Waste Manag. 2018, 72, 55–64. [Google Scholar] [CrossRef] [PubMed]
- Eriksen, M.K.; Christiansen, J.D.; Daugaard, A.E.; Astrup, T.F. Closing the loop for PET, PE and PP waste from households: Influence of material properties and product design for plastic recycling. Waste Manag. 2019, 96, 75–85. [Google Scholar] [CrossRef]
- Ugbolue, S.C. Testing, product evaluation and quality control of polyolefins. In Polyolefin Fibres; Elsevier: Amsterdam, The Netherlands, 2017; pp. 313–338. ISBN 9780081011324. [Google Scholar]
- Rajendran, S.; Hodzic, A.; Soutis, C.; MariamAl-Maadeed, A. Review of life cycle assessment on polyolefins and related materials. Plast. Rubber Compos. 2012, 41, 159–168. [Google Scholar] [CrossRef]
- Plastics Europe. The Circular Economy for Plastics–A European Overview. Available online: https://plasticseurope.org/knowledge-hub/the-circular-economy-for-plastics-a-european-overview-2/ (accessed on 12 August 2021).
- Thielen, M.; Gust, P.; Hartwig, K. Blasformen von Kunststoffhohlkörpern, 2nd ed.; Carl Hanser Verlag: München, Germany, 2020; ISBN 978-3-446-45552-8. [Google Scholar]
- Gall, M.; Schweighuber, A.; Buchberger, W.; Lang, R. Plastic Bottle Cap Recycling—Characterization of Recyclate Composition and Opportunities for Design for Circularity. Sustainability 2020, 12, 10378. [Google Scholar] [CrossRef]
- Traxler, I.; Marschik, C.; Farthofer, M.; Laske, S.; Fischer, J. Application of Mixing Rules for Adjusting the Flowability of Virgin and Post-Consumer Polypropylene as an Approach for Design from Recycling. Polymers 2022, 14, 2699. [Google Scholar] [CrossRef]
- Borealis, A.G. PO Blown Film Applications. Available online: https://www.borealisgroup.com/storage/Polyolefins/Consumer-Products/Flexible-Packaging/FINAL_FF-SDS-148-GB-2022-07-BB_Solutions-for-PO-Blown-Film-Application.pdf (accessed on 1 August 2022).
- Borealis, A.G. Solutions for PP Cast Film. Available online: https://www.borealisgroup.com/storage/Polyolefins/Consumer-Products/Flexible-Packaging/solutions-for-pp-cast-film-sds.pdf (accessed on 1 August 2022).
- Borealis, A.G. Solutions for Rigid Consumer Products. Available online: https://www.borealisgroup.com/storage/Polyolefins/Consumer-Products/solutions-for-rigid-packaging-applications.pdf (accessed on 1 August 2022).
- Borealis, A.G. Solutions for Moulding Applications: Summary Data Sheet. Available online: https://www.borealisgroup.com/storage/Polyolefins/Consumer-Products/solutions-for-moulding-applications.pdf (accessed on 1 August 2022).
- Deutschen Instituts für Normung. Classification of Recycled Plastics by Data Quality Levels for Use and (Digital) Trading (DIN SPEC 91446). 2021. Available online: https://www.beuth.de/en/technical-rule/din-spec-91446/346496956 (accessed on 20 November 2021).
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef] [PubMed]
- Ignatyev, I.A.; Thielemans, W.; Vander Beke, B. Recycling of polymers: A review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Ragaert, K.; Hubo, S.; Leite, L.; Martins, C. Evaluation of post-industrial and post-consumer polyolefin-based polymer waste streams for injection moulding. In Proceedings of the 6th International Conference on Polymers and Moulds Innovations–PMI2014, Guimarães, Portugal, 10–12 September 2014. [Google Scholar]
- Tallentire, C.W.; Steubing, B. The environmental benefits of improving packaging waste collection in Europe. Waste Manag. 2020, 103, 426–436. [Google Scholar] [CrossRef] [PubMed]
- Altstoff Recycling Austria—ARA. Plastic Packaging. Available online: https://www.ara.at/en/kreislauf-wirtschaft/verpackungsrecycling/kunststoffverpackungen (accessed on 23 August 2021).
- Velis, C. Waste pickers in Global South: Informal recycling sector in a circular economy era. Waste Manag. Res. 2017, 35, 329–331. [Google Scholar] [CrossRef] [PubMed]
- Wilson, D.C.; Velis, C.; Cheeseman, C. Role of informal sector recycling in waste management in developing countries. Habitat Int. 2006, 30, 797–808. [Google Scholar] [CrossRef]
- Gall, M.; Wiener, M.; Chagas de Oliveira, C.; Lang, R.W.; Hansen, E.G. Building a circular plastics economy with informal waste pickers: Recyclate quality, business model, and societal impacts. Resour. Conserv. Recycl. 2020, 156, 104685. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Shi, F.; Shanks, R.A.; Combe, M.; Collister, T. Mechanical reprocessing of polyolefin waste: A review. Polym. Eng. Sci. 2015, 55, 2899–2909. [Google Scholar] [CrossRef] [Green Version]
- The European Parliament and the Council of the European Union. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32008L0098 (accessed on 10 August 2021).
- Maris, J.; Bourdon, S.; Brossard, J.-M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Ellen Macarthur Foundation. The New Plastics Economy: Catalysing Action. Available online: https://emf.thirdlight.com/link/u3k3oq221d37-h2ohow/@/preview/1?o (accessed on 8 September 2021).
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, e2000415. [Google Scholar] [CrossRef]
- Alshahrani, S.M.; Morott, J.T.; Alshetaili, A.S.; Tiwari, R.V.; Majumdar, S.; Repka, M.A. Influence of degassing on hot-melt extrusion process. Eur. J. Pharm. Sci. 2015, 80, 43–52. [Google Scholar] [CrossRef] [Green Version]
- International Standardization Organization. Plastics—Guidelines for the Recovery and Recycling of Plastics Waste, 2008 (ISO 15270). Available online: https://www.iso.org/standard/45089.html (accessed on 17 August 2022).
- Khan, Z.A.; Kamaruddin, S.; Siddiquee, A.N. Feasibility study of use of recycled High Density Polyethylene and multi response optimization of injection moulding parameters using combined grey relational and principal component analyses. Mater. Des. 2010, 31, 2925–2931. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Damgaard, A.; Boldrin, A.; Astrup, T.F. Quality Assessment and Circularity Potential of Recovery Systems for Household Plastic Waste. J. Ind. Ecol. 2019, 23, 156–168. [Google Scholar] [CrossRef] [Green Version]
- Hahladakis, J.N.; Iacovidou, E. An overview of the challenges and trade-offs in closing the loop of post-consumer plastic waste (PCPW): Focus on recycling. J. Hazard. Mater. 2019, 380, 120887. [Google Scholar] [CrossRef] [PubMed]
- Turner, A. Black plastics: Linear and circular economies, hazardous additives and marine pollution. Environ. Int. 2018, 117, 308–318. [Google Scholar] [CrossRef] [PubMed]
- Becker, W.; Sachsenheimer, K.; Klemenz, M. Detection of Black Plastics in the Middle Infrared Spectrum (MIR) Using Photon Up-Conversion Technique for Polymer Recycling Purposes. Polymers 2017, 9, 435. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hahladakis, J.N.; Iacovidou, E. Closing the loop on plastic packaging materials: What is quality and how does it affect their circularity? Sci. Total Environ. 2018, 630, 1394–1400. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Astrup, T.F. Characterisation of source-separated, rigid plastic waste and evaluation of recycling initiatives: Effects of product design and source-separation system. Waste Manag. 2019, 87, 161–172. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S. Quality Concepts for the Improved Use of Recycled Polymeric Materials: A Review. Macromol. Mater. Eng. 2008, 293, 274–297. [Google Scholar] [CrossRef]
- Vadenbo, C.; Hellweg, S.; Astrup, T.F. Let’s Be Clear(er) about Substitution: A Reporting Framework to Account for Product Displacement in Life Cycle Assessment. J. Ind. Ecol. 2017, 21, 1078–1089. [Google Scholar] [CrossRef]
- Nakatani, J.; Hirao, M. Multicriteria Design of Plastic Recycling Based on Quality Information and Environmental Impacts. J. Ind. Ecol. 2011, 15, 228–244. [Google Scholar] [CrossRef]
- Demets, R.; van Kets, K.; Huysveld, S.; Dewulf, J.; de Meester, S.; Ragaert, K. Addressing the complex challenge of understanding and quantifying substitutability for recycled plastics. Resour. Conserv. Recycl. 2021, 174, 105826. [Google Scholar] [CrossRef]
- Luijsterburg, B.; Goossens, H. Assessment of plastic packaging waste: Material origin, methods, properties. Resour. Conserv. Recycl. 2014, 85, 88–97. [Google Scholar] [CrossRef]
- Freudenthaler, P.J.; Fischer, J.; Liu, Y.; Lang, R.W. Short- and Long-Term Performance of Pipe Compounds Containing Polyethylene Post-Consumer Recyclates from Packaging Waste. Polymers 2022, 14, 1581. [Google Scholar] [CrossRef] [PubMed]
- Plastics Recyclers Europe-PRE. Waste Characterization: Recycling Input Characterization Guiding Requirements. Available online: https://www.plasticsrecyclers.eu/waste-characterisation (accessed on 10 September 2021).
- RecyClass. RecyClass Recyclability Evaluation Protocols List. Available online: https://recyclass.eu/recyclability-evaluation-protocols/ (accessed on 10 September 2021).
- Petersen, L.; Dahl, C.K.; Esbensen, K.H. Representative Mass Reduction in Sampling—A Critical Survey of Techniques and Hardware. Chemom. Intell. Lab. Syst. 2004, 74, 95–114. [Google Scholar] [CrossRef]
- Gala, A.; Guerrero, M.; Serra, J.M. Characterization of post-consumer plastic film waste from mixed MSW in Spain: A key point for the successful implementation of sustainable plastic waste management strategies. Waste Manag. 2020, 111, 22–33. [Google Scholar] [CrossRef]
- Dahlbo, H.; Poliakova, V.; Mylläri, V.; Sahimaa, O.; Anderson, R. Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef]
- Faraca, G.; Astrup, T. Plastic waste from recycling centres: Characterisation and evaluation of plastic recyclability. Waste Manag. 2019, 95, 388–398. [Google Scholar] [CrossRef]
- Dahlén, L.; Lagerkvist, A. Methods for household waste composition studies. Waste Manag. 2008, 28, 1100–1112. [Google Scholar] [CrossRef] [PubMed]
- Dahlén, L.; Vukicevic, S.; Meijer, J.-E.; Lagerkvist, A. Comparison of different collection systems for sorted household waste in Sweden. Waste Manag. 2007, 27, 1298–1305. [Google Scholar] [CrossRef]
- Al-Momani, A.H. Solid-waste management: Sampling, analysis and assessment of household waste in the city of Amman. Int. J. Environ. Health Res. 1994, 4, 208–222. [Google Scholar] [CrossRef]
- Edjabou, M.E.; Jensen, M.B.; Götze, R.; Pivnenko, K.; Petersen, C.; Scheutz, C.; Astrup, T.F. Municipal solid waste composition: Sampling methodology, statistical analyses, and case study evaluation. Waste Manag. 2015, 36, 12–23. [Google Scholar] [CrossRef] [Green Version]
- Roithner, C.; Rechberger, H. Implementing the dimension of quality into the conventional quantitative definition of recycling rates. Waste Manag. 2020, 105, 586–593. [Google Scholar] [CrossRef]
- Dahlén, L.; Berg, H.; Lagerkvist, A.; Berg, P.E.O. Inconsistent pathways of household waste. Waste Manag. 2009, 29, 1798–1806. [Google Scholar] [CrossRef] [PubMed]
- Glass, H.J.; Dominy, S.C. Plastics recycling and sampling. In Proceedings of the Eighth World Conference on Sampling and Blending, Perth, Australia, 9 May 2017. [Google Scholar]
- ASTM International. Guide for General Planning of Waste Sampling, (ASTM D4687). 2014. Available online: https://www.astm.org/d4687-14r22.html (accessed on 26 January 2022).
- Petersen, L.; Minkkinen, P.; Esbensen, K.H. Representative sampling for reliable data analysis: Theory of Sampling. Chemom. Intell. Lab. Syst. 2005, 77, 261–277. [Google Scholar] [CrossRef]
- Gy, P. Sampling of discrete materials—A new introduction to the theory of sampling. Chemom. Intell. Lab. Syst. 2004, 74, 7–24. [Google Scholar] [CrossRef]
- International Standardization Organization. Statistical Aspects of Sampling from Bulk Materials-Part 1: General Principles, 2003 (ISO 11648). Available online: https://www.iso.org/standard/33484.html (accessed on 15 September 2021).
- International Standardization Organization. Statistical Aspects of Sampling from Bulk Materials-Part 2: Sampling of Particulate Materials, 2001 (ISO 11648). Available online: https://www.iso.org/standard/23663.html (accessed on 15 September 2021).
- Deutschen Instituts für Normung. Plastics-Recycled Plastics–Sampling Procedures for Testing Plastics Waste and Recyclates, 2020 (DIN 16010). Available online: https://www.beuth.de/de/vornorm/din-cen-ts-16010/324958916 (accessed on 16 November 2021).
- Deutschen Instituts für Normung. Plastics-Recycled Plastics-Sample Preparation, 2013 (DIN 16011). Available online: https://www.beuth.de/de/technische-regel/din-cen-ts-16011/152250361 (accessed on 16 November 2021).
- ASTM International. Technical Committees: Committee D20 on Plastics. Available online: https://www.astm.org/get-involved/technical-committees/committee-d20/subcommittee-d20 (accessed on 26 January 2022).
- ASTM International. Technical Committees: Committee D34 on Waste Management. Available online: https://www.astm.org/get-involved/technical-committees/committee-d34 (accessed on 26 January 2022).
- Bicking, C.A. ASTM E105-58 and ASTM E300-69, Standards for the Sampling of Bulk Materials. J. Qual. Technol. 1970, 2, 165–173. [Google Scholar] [CrossRef]
- ASTM International. Guide for Representative Sampling for Management of Waste and Contaminated Media, 2021 (ASTM D6044). Available online: https://www.astm.org/d6044-21.html (accessed on 26 January 2022).
- ASTM International. Guide for Sampling Strategies for Heterogeneous Wastes; ASTM International, 2015 (ASTM D5956). Available online: https://www.astm.org/d5956-21.html (accessed on 26 January 2022).
- ASTM International. Guide for Composite Sampling and Field Subsampling for Environmental Waste Management Activities, 2015 (ASTM D6051). Available online: https://www.astm.org/d6051-15.html (accessed on 26 January 2022).
- ASTM International. Guide for Sampling Waste Piles, 2019 (ASTM D6009). Available online: https://www.astm.org/d6009-19.html (accessed on 26 January 2022).
- ASTM International. Practice for Sampling Waste Streams on Conveyors, 2015 (ASTM D7204). Available online: https://www.astm.org/d7204-15.html (accessed on 26 January 2022).
- ASTM International. Guide for Generation of Environmental Data Related to Waste Management Activities, 2014 (ASTM D6311). Available online: https://www.astm.org/d6311-98r22.html (accessed on 26 January 2022).
- Mills, D. Pneumatic Conveying Design Guide, 3rd ed.; Butterworth-Heinemann: Oxford, UK; Elsevier: Amsterdam, The Netherlands; Boston, MA, USA; Heidelberg, Germany, 2016; ISBN 9780081006498. [Google Scholar]
- ASTM International. Test Methods for Apparent Density, Bulk Factor, and Pourability of Plastic Materials, 2017 (ASTM D1895). Available online: https://www.astm.org/d1895-17.html (accessed on 1 August 2021).
- ASTM International. Test Methods for Particle Size (Sieve Analysis) of Plastic Materials, 2018 (ASTM D1921). Available online: https://www.astm.org/d1921-18.html (accessed on 1 November 2021).
- Best Process Solutions, Inc. Bulk Material Density Guide. Available online: https://www.bpsvibes.com/bulk-material-density-guide/ (accessed on 1 August 2022).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Institution | Method | Reference |
|---|---|---|
| The International Organization for Standardization (ISO) | Statistical aspects of sampling from bulk materials: Part 1 General principles | ISO 11648-1 |
| Statistical aspects of sampling from bulk materials: Part 2 Sampling of particulate materials | ISO 11648-2 | |
| Deutsches Institut für Normung (DIN) | Sampling procedures for testing plastics waste and recyclate | DIN CEN/TS 16010 |
| Recycled plastics—Sample preparation | DIN CEN/TS 16011 | |
| American Society for Testing and Materials (ASTM) | Standard Guide for General Planning of Waste Sampling | ASTM D4687 |
| Sampling strategies for heterogeneous wastes | ASTM D5956 | |
| Standard Guide for Sampling Waste Piles | ASTM D6009 | |
| Representative sampling for management of waste and contaminated media | ASTM D6044 | |
| Composite sampling and field subsampling for environmental waste management activities | ASTM D6051 | |
| Generation of environmental data related to waste management activities: selection and optimization of sampling design | ASTM D6311 | |
| Sampling waste streams on conveyors | ASTM D7204 |
| Sampling Design | Uses | Advantages | Limitations |
|---|---|---|---|
| Authoritative Judgment | estimate of population mean when population is homogeneous when high margin of error is acceptable when sampling designer has knowledge | cost effective | if population is heterogeneous, the mean is not easily estimated has high margin of error poor estimate of variance |
| Biased | ID localized contamination Determine non-compliance | cost effective | cannot generalize to the entire population |
| Simple Random | when population is not stratified | simple estimates variance | if stratified populations, may not estimate mean accurately need more samples may not be easy logistically |
| Stratified Random | when population can be divided into relatively homogeneous strata | when the resulting strata are homogeneous representative samples estimates variance | may be difficult logistically strata must correctly reflect any contaminant stratification |
| Systematic Line Space Random | locate hot spots map trends | samples easily identified and collected can define contamination patterns more accurate estimate of mean concentration | unrecognized trends or cycles may cause poor accuracy or precision, or both |
| Search | locate hot spots | cost effective minimum samples needed easy to implement | hot spot may be undetected |
| Unequal Probability | heterogeneous population contaminant expected in specific fraction | more precise estimate of the chemical contamination in a heterogeneous material less costly | unrecognized trends or cycles may cause poor accuracy or precision, or both |
| Material | Apparent Density | SS 1 | MS 2 | F 3 | p-Value |
|---|---|---|---|---|---|
| PP_1 | w/o load | 5.1 × 10−5 | 2.5 × 10−5 | 0.5682 | 0.58 |
| w load | 1.9 × 10−4 | 9.5 × 10−5 | 2.1484 | 0.16 | |
| PP_2 | w/o load | 5.5 × 10−4 | 2.7 × 10−4 | 12.283 | 0.01 |
| w load | 9.2 × 10−4 | 4.6 × 10−4 | 18.529 | 0.00 | |
| PE-HD_1 | w/o load | 9.9 × 10−4 | 4.9 × 10−4 | 54.663 | 0.00 |
| w load | 1.4 × 10−3 | 7.2 × 10−4 | 76.707 | 0.00 | |
| PE-HD_2 | w/o load | 8.0 × 10−4 | 4.0 × 10−4 | 27.010 | 0.00 |
| w load | 8.6 × 10−4 | 4.3 × 10−4 | 26.280 | 0.00 |
| Material | Apparent Density | SS 1 | MS 2 | F 3 | p-Value |
|---|---|---|---|---|---|
| PP_1 | w/o load | 2.9 × 10−6 | 2.9 × 10−6 | 0.0679 | 0.80 |
| w load | 7.4 × 10−6 | 7.4 × 10−6 | 0.1333 | 0.72 | |
| PP_2 | w/o load | 1.2 × 10−5 | 1.2 × 10−5 | 0.1692 | 0.69 |
| w load | 6.0 × 10−6 | 6.0 × 10−6 | 0.0542 | 0.82 | |
| PE-HD_1 | w/o load | 1.6 × 10−4 | 1.6 × 10−4 | 1.4913 | 0.25 |
| w load | 1.6 × 10−4 | 1.6 × 10−4 | 1.0432 | 0.33 | |
| PE-HD_2 | w/o load | 1.3 × 10−6 | 1.3 × 10−6 | 0.0146 | 0.91 |
| w load | 1.8 × 10−6 | 1.8 × 10−6 | 0.0184 | 0.89 |
| Material | Bottom | Middle | Top | Average | Composite |
|---|---|---|---|---|---|
| PP_1 | 1.16 | 1.13 | 1.13 | 1.14 | 1.14 |
| PP_2 | 1.13 | 1.13 | 1.12 | 1.13 | 1.12 |
| PE-HD_1 | 1.11 | 1.13 | 1.13 | 1.12 | 1.12 |
| PE-HD_2 | 1.14 | 1.14 | 1.15 | 1.14 | 1.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akhras, M.H.; Fischer, J. Sampling Scheme Conception for Pretreated Polyolefin Waste Based on a Review of the Available Standard Procedures. Polymers 2022, 14, 3450. https://doi.org/10.3390/polym14173450
Akhras MH, Fischer J. Sampling Scheme Conception for Pretreated Polyolefin Waste Based on a Review of the Available Standard Procedures. Polymers. 2022; 14(17):3450. https://doi.org/10.3390/polym14173450
Chicago/Turabian StyleAkhras, Mohamad Hassan, and Joerg Fischer. 2022. "Sampling Scheme Conception for Pretreated Polyolefin Waste Based on a Review of the Available Standard Procedures" Polymers 14, no. 17: 3450. https://doi.org/10.3390/polym14173450
APA StyleAkhras, M. H., & Fischer, J. (2022). Sampling Scheme Conception for Pretreated Polyolefin Waste Based on a Review of the Available Standard Procedures. Polymers, 14(17), 3450. https://doi.org/10.3390/polym14173450