

Evaluating the Performance of 3D-Printed PLA Reinforced with Date Pit Particles for Its Suitability as an Acetabular Liner in Artificial Hip Joints




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Experimental Work
2.1. Materials
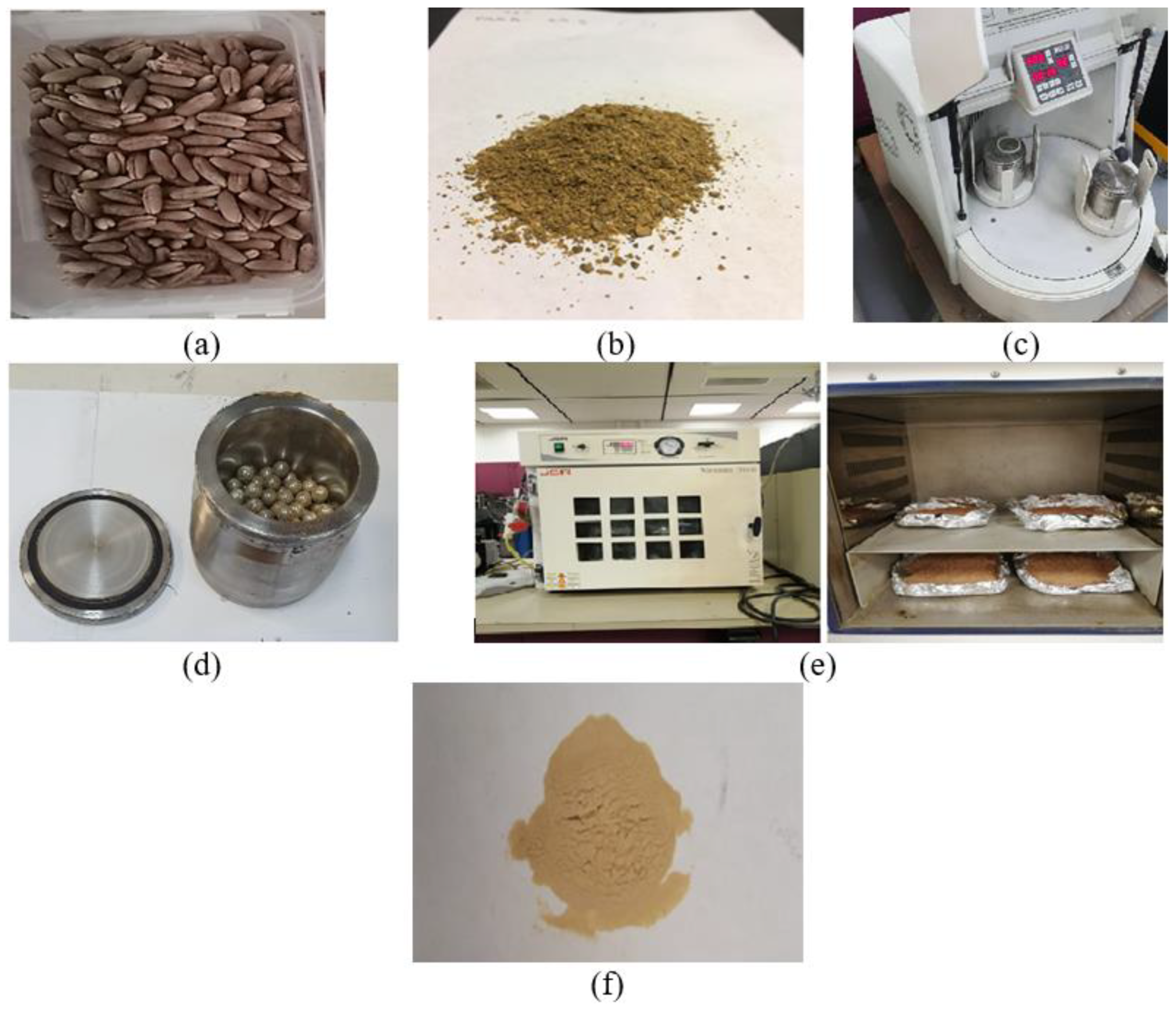
2.2. Preparation of Date Pit/Seed Powder
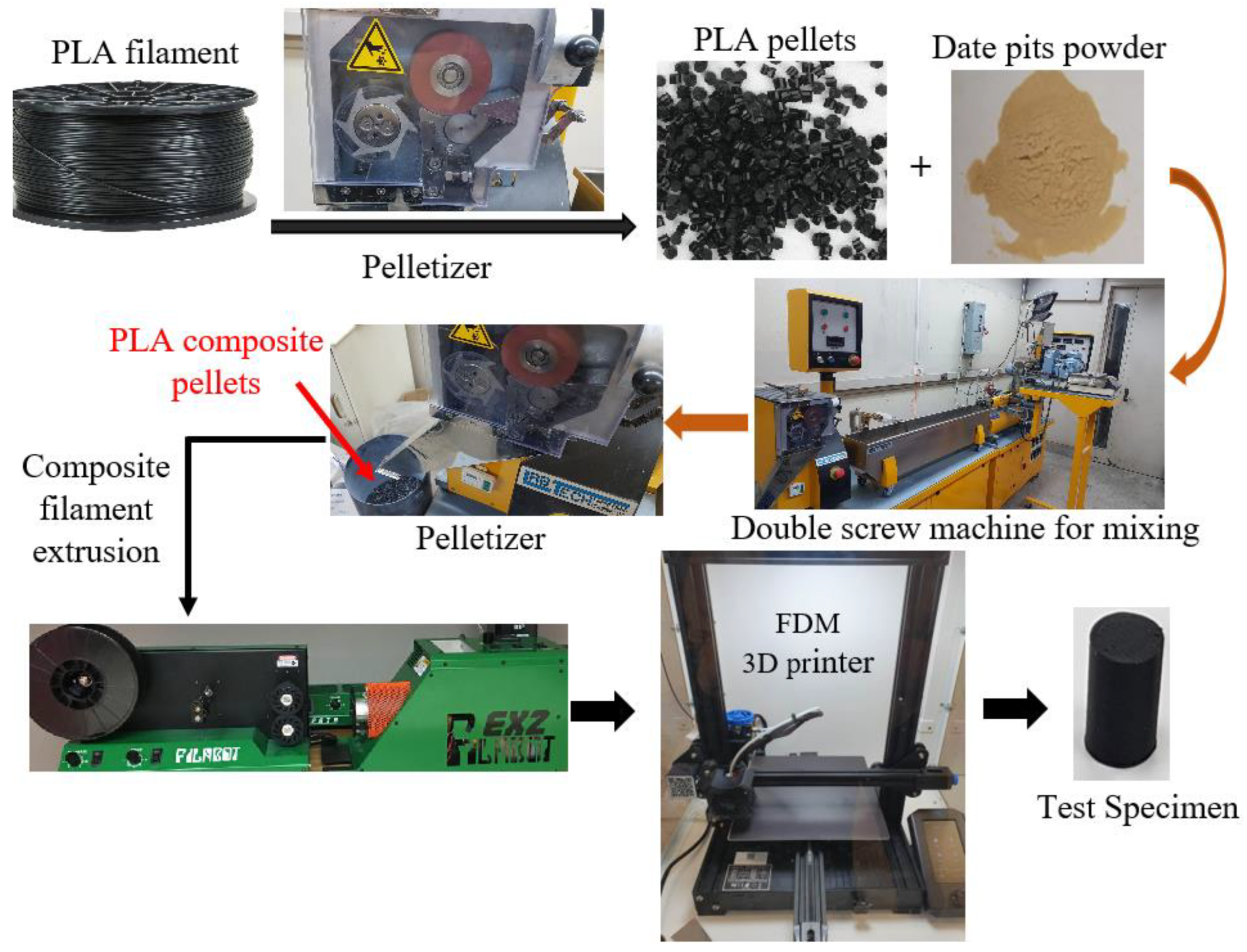
2.3. Fabrication of Date-Pit-Reinforced PLA Biopolymer
2.4. Characterization and Testing
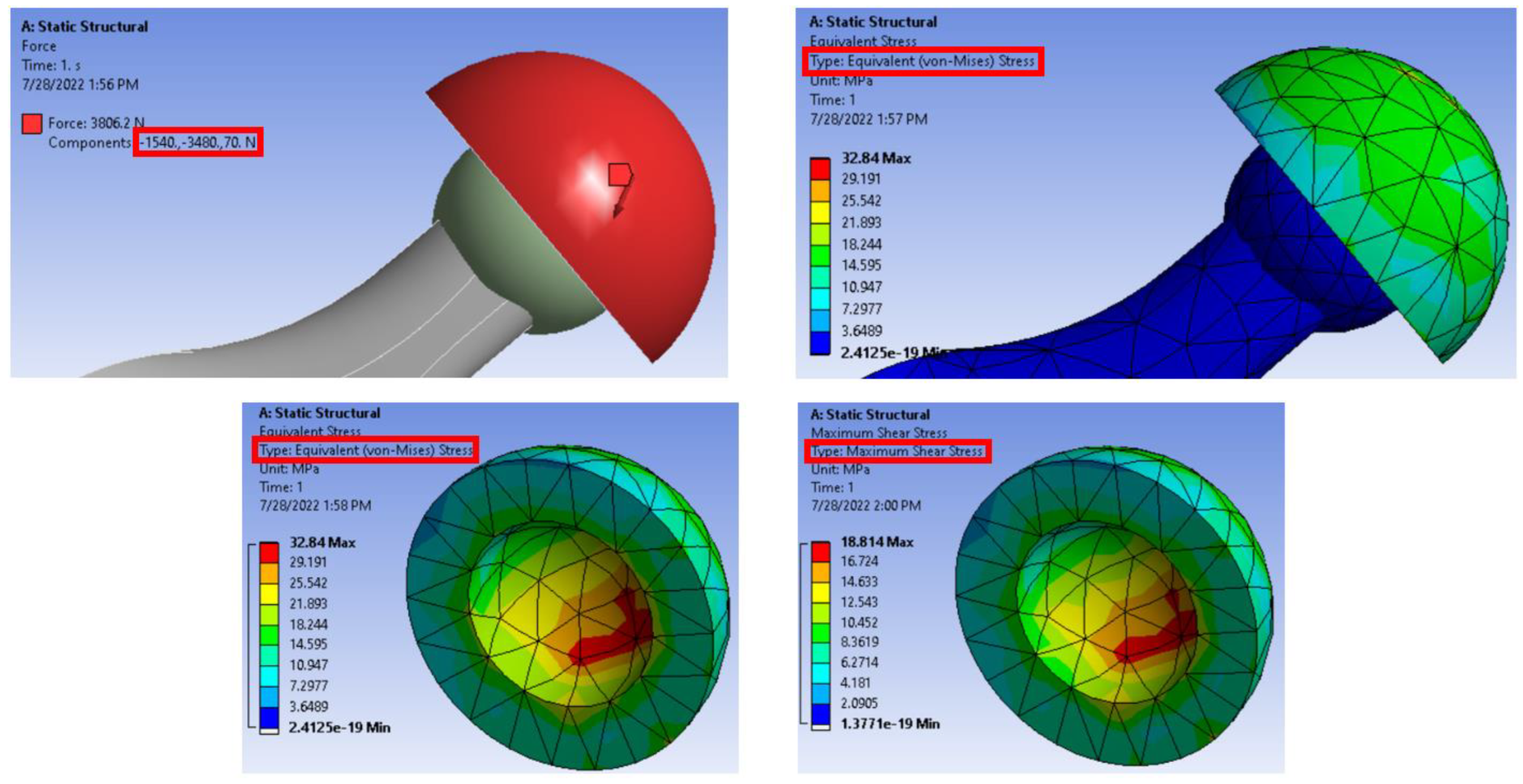
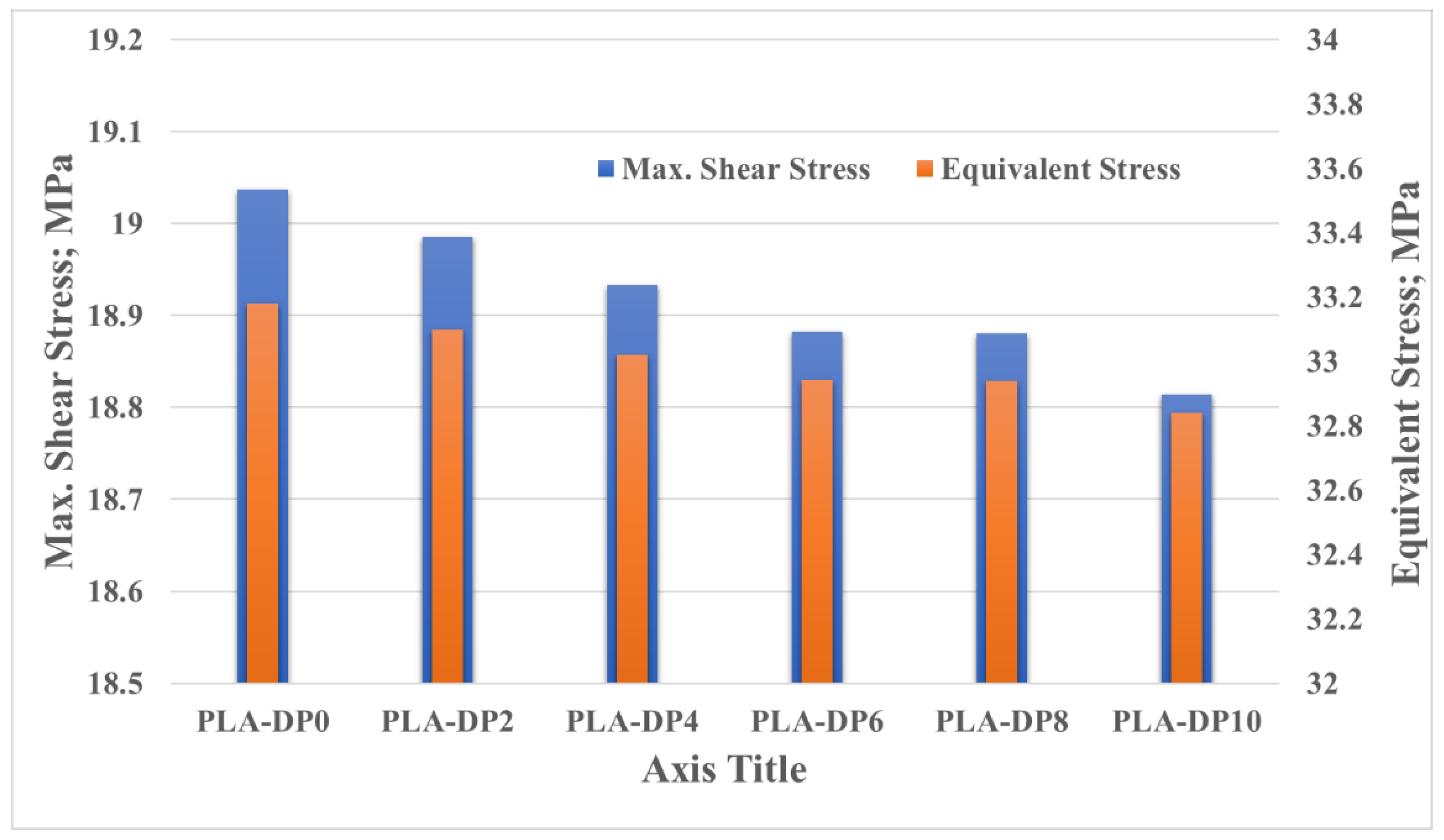
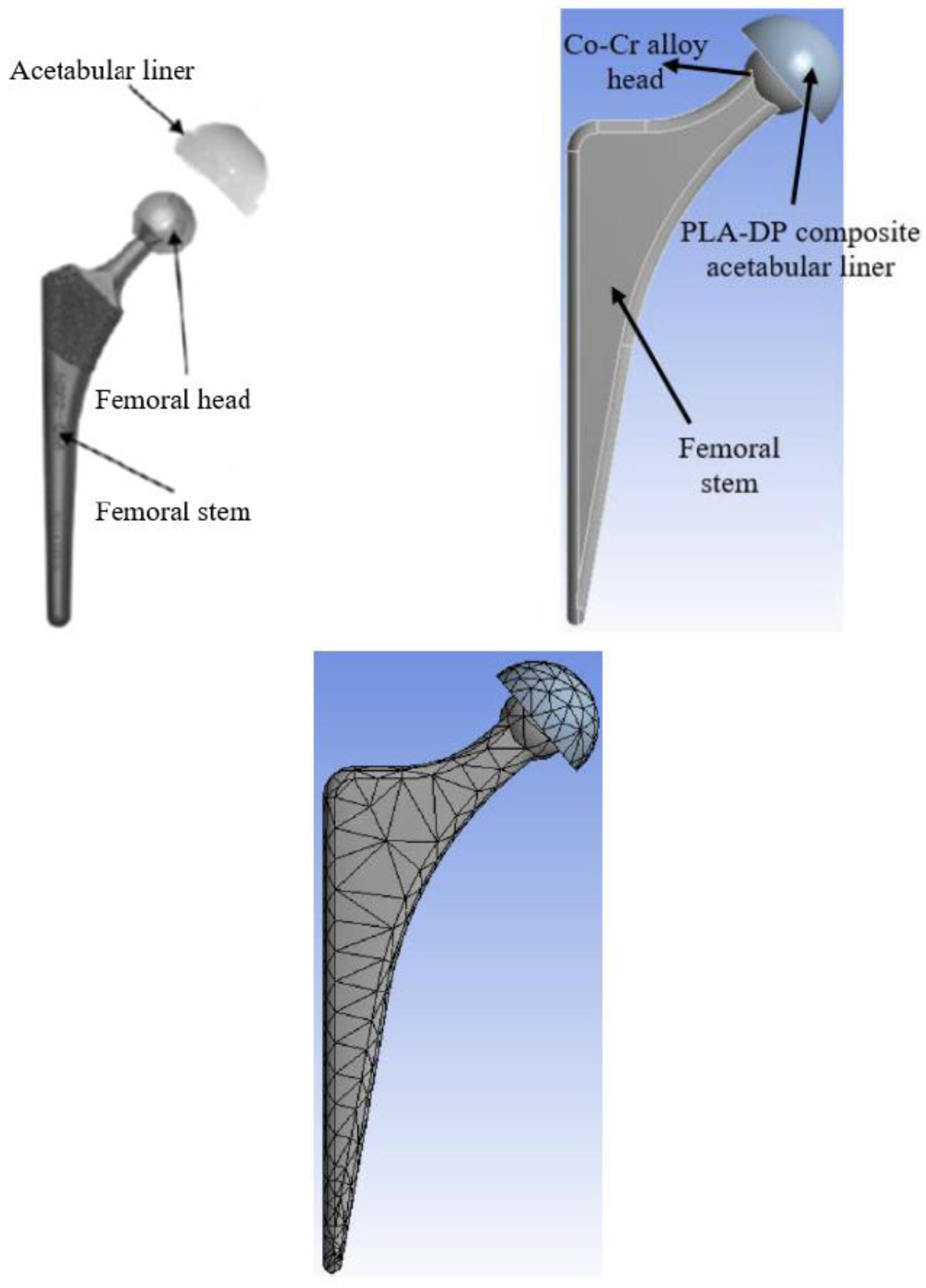
2.5. Hip Joint Finite Element Model
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gross, J.-B.; Guillaume, C.; Gegout-Pottie, P.; Mainard, D.; Presle, N. Synovial fluid levels of adipokines in osteoarthritis: Association with local factors of inflammation and cartilage maintenance. Bio-Med. Mater. Eng. 2014, 24, 17–25. [Google Scholar] [CrossRef] [PubMed]
- Smith, A.J.; Dieppe, P.; Vernon, K.; Porter, M.; Blom, A.W. Failure rates of stemmed metal-on-metal hip replacements: Analysis of data from the National Joint Registry of England and Wales. Lancet 2012, 379, 1199–1204. [Google Scholar] [CrossRef]
- Espallargas, N.; Fischer, A.; Muñoz, A.I.; Mischler, S.; Wimmer, M.A. In-situ generated tribomaterial in metal/metal contacts: Current understanding and future implications for implants. Biotribology 2017, 10, 42–50. [Google Scholar] [CrossRef] [PubMed]
- Learmonth, I.D.; Young, C.; Rorabeck, C. The operation of the century: Total hip replacement. Lancet 2007, 370, 1508–1519. [Google Scholar] [CrossRef]
- National Joint Registry 13th Annual Report 2016. 2016. Available online: https://www.hqip.org.uk/resource/national-joint-registry-13th-annual-report-2016/ (accessed on 18 June 2022).
- Kurtz, S.M.; Ong, K.L.; Lau, E.; Bozic, K.J. Impact of the economic downturn on total joint replacement demand in the United States: Updated projections to 2021. J. Bone Joint Surg. Am. 2014, 96, 624–630. [Google Scholar] [CrossRef] [PubMed]
- Ramesha, C.M.; Kumar, T.A.; Abhilash, S.; Kumar, V.; Chandan, B.R.; Sadashiva, M. Tribological Behaviour Study of Zirconia Toughened Alumina Bio-Inert Biomaterial Used in Total Hip Joint Implant. 2022. Available online: https://www.researchsquare.com/article/rs-1584398/v1 (accessed on 12 July 2022).
- Askari, E.; Mehrali, M.; Metselaar, I.H.S.C.; Kadri, N.A.; Rahman, M.M. Fabrication and mechanical properties of Al2O3/SiC/ZrO2 functionally graded material by electrophoretic deposition. J. Mech. Behav. Biomed. Mater. 2012, 12, 144–150. [Google Scholar] [CrossRef] [PubMed]
- Hamilton, W.G.; McAuley, J.P.; Dennis, D.A.; Murphy, J.A.; Blumenfeld, T.J.; Politi, J. THA with Delta ceramic on ceramic: Results of a multicenter investigational device exemption trial. Clin. Orthop. Relat. Res. 2010, 468, 358–366. [Google Scholar] [CrossRef] [PubMed]
- Mai, K.; Verioti, C.; Ezzet, K.A.; Copp, S.N.; Walker, R.H.; Colwell, C.W. Incidence of ‘squeaking’after ceramic-on-ceramic total hip arthroplasty. Clin. Orthop. Relat. Res. 2010, 468, 413–417. [Google Scholar] [CrossRef] [PubMed]
- Rakow, A.; Schoon, J.; Dienelt, A.; John, T.; Textor, M.; Duda, G.; Perka, C.; Schulze, F.; Ode, A. Influence of particulate and dissociated metal-on-metal hip endoprosthesis wear on mesenchymal stromal cells in vivo and in vitro. Biomaterials 2016, 98, 31–40. [Google Scholar] [CrossRef] [PubMed]
- Kokubo, T.; Kim, H.-M.; Kawashita, M.; Nakamura, T. REVIEW Bioactive metals: Preparation and properties. J. Mater. Sci. Mater. Med. 2004, 15, 99–107. [Google Scholar] [CrossRef]
- Rao, A.J.; Gibon, E.; Ma, T.; Yao, Z.; Smith, R.L.; Goodman, S.B. Revision joint replacement, wear particles, and macrophage polarization. Acta Biomater. 2012, 8, 2815–2823. [Google Scholar] [CrossRef] [PubMed]
- Tetreault, M.W.; Jacobs, J.J.; Mahmud, W.; Nam, D. Adverse local tissue reaction after a metal-on-metal total hip prosthesis without elevated serum metal ion levels. Orthopedics 2018, 41, e438–e441. [Google Scholar] [CrossRef] [PubMed]
- Beadling, A.R.; Bryant, M.G.; Dowson, D.; Neville, A. A link between the tribology and corrosive degradation of metal-on-metal THRs. Tribol. Int. 2017, 113, 354–361. [Google Scholar] [CrossRef]
- Liao, Y.; Pourzal, R.; Wimmer, M.A.; Jacobs, J.J.; Fischer, A.; Marks, L.D. Graphitic tribological layers in metal-on-metal hip replacements. Science 2011, 334, 1687–1690. [Google Scholar] [CrossRef] [PubMed]
- Jacobsson, S.-A.; Djerf, K.; Wahlström, O. 20-Year Results of McKee-Farrar Versus Charnley Prosthesis. Clin. Orthop. Relat. Res. 1996, 329, S60–S68. [Google Scholar] [CrossRef] [PubMed]
- Fouly, A.; Alkalla, M.G. Effect of low nanosized alumina loading fraction on the physicomechanical and tribological behavior of epoxy. Tribol. Int. 2020, 152, 106550. [Google Scholar] [CrossRef]
- Fouly, A.; FathEl-Bab, A.M.; Nasr, M.N.; Abouelsoud, A.A. Modeling and experimental testing of three-tip configuration tactile sensor for compensating the error due to soft tissue surface irregularities during stiffness detection. Measurement 2017, 98, 112–122. [Google Scholar] [CrossRef]
- Fouly, A.; Nasr, M.N.; El Bab, A.M.F.; Abouelsoud, A.A. Design, modeling and simulation of a micro tactile sensor for soft tissue stiffness measurement with three tips configuration. In Proceedings of the 2015 Seventh International Conference on Computational Intelligence, Modelling and Simulation (CIMSim), Kuantan, Malaysia, 27–29 July 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 155–160. [Google Scholar]
- Premkumar, J.; SonicaSree, K.; Sudhakar, T. Polymers in Biomedical Use. In Handbook of Polymer and Ceramic Nanotechnology; Springer: Berlin, Germany, 2021; pp. 1329–1355. [Google Scholar]
- Damodaran, V.B.; Joslin, J.; Reynolds, M.M. Preparing biocompatible materials for non-permanent medical devices. Eur. Pharm. Rev. 2012, 17, 71–77. [Google Scholar]
- Jacobs, J.J.; Roebuck, K.A.; Archibeck, M.; Hallab, N.J.; Glant, T.T. Osteolysis: Basic science. Clin. Orthop. Relat. Res. 2001, 393, 71–77. [Google Scholar] [CrossRef] [PubMed]
- Galliera, E.; Ragone, V.; Marazzi, M.G.; Selmin, F.; Banci, L.; Romanelli, M.M.C. Vitamin E-stabilized UHMWPE: Biological response on human osteoblasts to wear debris. Clin. Chim. Acta 2018, 486, 18–25. [Google Scholar] [CrossRef] [PubMed]
- Zeman, J.; Ranuša, M.; Vrbka, M.; Gallo, J.; Křupka, I.; Hartl, M. UHMWPE acetabular cup creep deformation during the run-in phase of THA’s life cycle. J. Mech. Behav. Biomed. Mater. 2018, 87, 30–39. [Google Scholar] [CrossRef]
- Kim, T.W.B.; Lopez, O.J.; Sharkey, J.P.; Marden, K.R.; Murshed, M.R.; Ranganathan, S.I. 3D printed liner for treatment of periprosthetic joint infections. Med. Hypotheses 2017, 102, 65–68. [Google Scholar] [CrossRef]
- Fouly, A.; Ibrahim, A.M.M.; Sherif, E.-S.M.; FathEl-Bab, A.M.; Badran, A.H. Effect of low hydroxyapatite loading fraction on the mechanical and tribological characteristics of poly (methyl methacrylate) nanocomposites for dentures. Polymers 2021, 13, 857. [Google Scholar] [CrossRef]
- Kim, S.B.; Kim, Y.J.; Yoon, T.L.; Park, S.A.; Cho, I.H.; Kim, E.J.; Kim, I.A.; Shin, J.-W. The characteristics of a hydroxyapatite–chitosan–PMMA bone cement. Biomaterials 2004, 25, 5715–5723. [Google Scholar] [CrossRef]
- Radenkovic, D.; Solouk, A.; Seifalian, A. Personalized development of human organs using 3D printing technology. Med. Hypotheses 2016, 87, 30–33. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Medina, F.; Lopez, H.; Martinez, E.; Machado, B.I.; Hernandez, D.H.; Martinez, L.; Lopez, M.I.; Wicker, R.B. Next-generation biomedical implants using additive manufacturing of complex, cellular and functional mesh arrays. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2010, 368, 1999–2032. [Google Scholar] [CrossRef]
- Farré-Guasch, E.; Wolff, J.; Helder, M.N.; Schulten, E.A.; Forouzanfar, T.; Klein-Nulend, J. Application of additive manufacturing in oral and maxillofacial surgery. J. Oral Maxillofac. Surg. 2015, 73, 2408–2418. [Google Scholar] [CrossRef]
- Mannoor, M.S.; Jiang, Z.; James, T.; Kong, Y.L.; Malatesta, K.A.; Soboyejo, W.O.; Verma, N.; Gracias, D.H.; McAlpine, M.C. 3D printed bionic ears. Nano Lett. 2013, 13, 2634–2639. [Google Scholar] [CrossRef]
- Grosso, P.; Cejudo, C.; Sánchez-Gomar, I.; Durán-Ruiz, M.; Moreno-Luna, R.; Casas, L.; Pereyra, C.; Mantell, C. Supercritical Impregnation of Mango Leaf Extract into PLA 3D-Printed Devices and Evaluation of Their Biocompatibility with Endothelial Cell Cultures. Polymers 2022, 14, 2706. [Google Scholar]
- Bajpai, P.K.; Singh, I.; Madaan, J. Tribological behavior of natural fiber reinforced PLA composites. Wear 2013, 297, 829–840. [Google Scholar] [CrossRef]
- de França, J.O.C.; da Silva Valadares, D.; Paiva, M.F.; Dias, S.C.L.; Dias, J.A. Polymers Based on PLA from Synthesis Using D, L-Lactic Acid (or Racemic Lactide) and Some Biomedical Applications: A Short Review. Polymers 2022, 14, 2317. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Joining of natural fiber reinforced composites using microwave energy: Experimental and finite element study. Mater. Des. 2012, 35, 596–602. [Google Scholar] [CrossRef]
- Zhu, Y.; Ramadani, E.; Egap, E. Thiol ligand capped quantum dot as an efficient and oxygen tolerance photoinitiator for aqueous phase radical polymerization and 3D printing under visible light. Polym. Chem. 2021, 12, 5106–5116. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, J.; Corrigan, N.; Boyer, C. Controlling mechanical properties of 3D printed polymer composites through photoinduced reversible addition–fragmentation chain transfer (RAFT) polymerization. Polym. Chem. 2022, 13, 44–57. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of fiber surface-treatments on the properties of laminated biocomposites from poly (lactic acid)(PLA) and kenaf fibers. Compos. Sci. Technol. 2008, 68, 424–432. [Google Scholar] [CrossRef]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3741–3751. [Google Scholar] [CrossRef]
- Fouly, A.; Nabhan, A.; Badran, A. Mechanical and Tribological Characteristics of PMMA Reinforced by Natural Materials. Egypt. J. Chem. 2022, 65, 1–2. [Google Scholar] [CrossRef]
- Liu, L.; Lin, M.; Xu, Z.; Lin, M. Polylactic acid-based wood-plastic 3D printing composite and its properties. BioResources 2019, 14, 8484–8498. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Tisserat, B.; Liu, Z.; Finkenstadt, V.; Lewandowski, B.; Ott, S.; Reifschneider, L. 3D printing biocomposites. J. Plast. Res. Online 2015, 1–3. [Google Scholar] [CrossRef]
- Hamada, J.S.; Hashim, I.B.; Sharif, F.A. Preliminary analysis and potential uses of date pits in foods. Food Chem. 2002, 76, 135–137. [Google Scholar] [CrossRef]
- Mohamed, A.A.; Hussain, S.; Alamri, M.S.; Ibraheem, M.A.; Qasem, A.; Akram, A. Specific mechanical energy and thermal degradation of poly (lactic acid) and poly (caprolactone)/date pits composites. Int. J. Polym. Sci. 2018, 2018. [Google Scholar] [CrossRef]
- Ghazanfari, A.; Emami, S.; Panigrahi, S.; Tabil, L.G. Thermal and mechanical properties of blends and composites from HDPE and date pits particles. J. Compos. Mater. 2008, 42, 77–89. [Google Scholar] [CrossRef]
- Abu-Jdayil, B.; Mourad, A.-H.I.; Hussain, A.; Al Abdallah, H. Thermal insulation and mechanical characteristics of polyester filled with date seed wastes. Constr. Build. Mater. 2022, 315, 125805. [Google Scholar] [CrossRef]
- Sismanoglu, S.; Tayfun, U.; Kanbur, Y. Effect of alkali and silane surface treatments on the mechanical and physical behaviors of date palm seed-filled thermoplastic polyurethane eco-composites. J. Thermoplast. Compos. Mater. 2022, 35, 487–502. [Google Scholar] [CrossRef]
- Xie, Y.; Filchakova, O.; Yang, Q.; Yesbolatov, Y.; Tursynkhan, D.; Kassymbek, A.; Bouhrara, M.; Wang, K.; Balanay, M.; Fan, H. Inhibition of Cancer Cell Proliferation by Carbon Dots Derived from Date Pits at Low-Dose. ChemistrySelect 2017, 2, 4079–4083. [Google Scholar] [CrossRef]
- Mathew, B.T.; Raji, S.; Mourad, A.I.; Hilal-Alnaqbi, A.; El-Tarabily, K.A.; Amin, A.; Mathew, B. Toxicity assessment of date pit activated carbon nanomaterials in hepatocytes. In Proceedings of the 2019 Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 26 March–11 April 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1–6. [Google Scholar]
- Ahmad, A.; Imtiaz, H. Chemical composition of date pits: Potential to extract and characterize the lipid fraction. In Sustainable Agriculture Reviews 34; Springer: Berlin, Germany, 2019; pp. 55–77. [Google Scholar]
- Fouly, A.; Almotairy, S.M.; Aijaz, M.O.; Alharbi, H.F.; Abdo, H.S. Balanced mechanical and tribological performance of high-frequency-sintered al-sic achieved via innovative milling route—Experimental and theoretical study. Crystals 2021, 11, 700. [Google Scholar] [CrossRef]
- Zhao, H.; Allanson, D.; Ren, X.J. Use of shore hardness tests for in-process properties estimation/monitoring of silicone rubbers. J. Mater. Sci. Chem. Eng. 2015, 3, 142–147. [Google Scholar] [CrossRef]
- ISO 14126:1999; Fibre-Reinforced Plastic Composites-Determination of Compressive Properties in the In-Plane Direction. ISO: Geneva, Switzerland, 2000. Available online: https://www.iso.org/standard/80371.html (accessed on 12 July 2022).
- Ishihara, K. Highly lubricated polymer interfaces for advanced artificial hip joints through biomimetic design. Polym. J. 2015, 47, 585–597. [Google Scholar] [CrossRef]
- Bergmann, G.; Bender, A.; Dymke, J.; Duda, G.; Damm, P. Standardized loads acting in hip implants. PLoS ONE 2016, 11, e0155612. [Google Scholar] [CrossRef]
- Kumar, R.; Yakabu, M.K.; Anandjiwala, R.D. Effect of montmorillonite clay on flax fabric reinforced poly lactic acid composites with amphiphilic additives. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1620–1627. [Google Scholar] [CrossRef]
- Buleon, A.; Colonna, P.; Planchot, V.; Ball, S. Starch granules: Structure and biosynthesis. Int. J. Biol. Macromol. 1998, 23, 85–112. [Google Scholar] [CrossRef]
- Abed, I.; Paraschiv, M.; Loubar, K.; Zagrouba, F.; Tazerout, M. Thermogravimetric investigation and thermal conversion kinetics of typical North-Africa and middle-east lignocellulosic wastes. BioResources 2012, 7, 1120–1220. [Google Scholar]
- Fouly, A.; Ibrahim, A.M.M.; El-Bab, A.M. Promoting the tribological Properties of epoxy Composites via using Graphene Nanoplatelets as a functional Additive. Kgk-Kautsch. Gummi Kunstst. 2020, 73, 25–32. [Google Scholar]
- Dobircau, L.; Sreekumar, P.A.; Saiah, R.; Leblanc, N.; Terrie´, C.; Gattin, R.; Saiter, J.M. Wheat flour thermoplastic matrix reinforced by waste cotton fibre: Agro-green-composites. Composites 2009, 40, 329–334. [Google Scholar] [CrossRef]
- Devallencourt, C.; Saiter, J.M.; Capitaine, D. Characterization of recycled celluloses: Thermogravimetry/fourier transform infra-red coupling and thermogravimetry investigations. Polym. Degrad. Stab. 1996, 52, 327–334. [Google Scholar] [CrossRef]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Lightweight Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Mohamed, A.F.A.; Fathelbab, A.M.; Essa, F.A. Enhancing the tribological performance of epoxy composites utilizing carbon nano fibers additives for journal bearings. Mater. Res. Express 2018, 6, 35307. [Google Scholar] [CrossRef]
- Guo, R.Q.; Rohatgi, P.K.; Nath, D. Preparation of aluminium-fly ash particulate composite by powder metallurgy technique. J. Mater. Sci. 1997, 32, 3971–3974. [Google Scholar] [CrossRef]
- Yang, K.; Ritchie, R.O.; Gu, Y.; Wu, S.J.; Guan, J. High volume-fraction silk fabric reinforcements can improve the key mechanical properties of epoxy resin composites. Mater. Des. 2016, 108, 470–478. [Google Scholar] [CrossRef]
- Fernberg, P. Toughness of Short Fiber Composites: An Approach Based on Crack-Bridging. Ph.D. Thesis, Luleå Tekniska Universitet, Luleå, Sweden, 2002. [Google Scholar]
- Kuminek, T.; Aniołek, K.; Młyńczak, J. A numerical analysis of the contact stress distribution and physical modelling of abrasive wear in the tram wheel-frog system. Wear 2015, 328, 177–185. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fouly, A.; Alnaser, I.A.; Assaifan, A.K.; Abdo, H.S. Evaluating the Performance of 3D-Printed PLA Reinforced with Date Pit Particles for Its Suitability as an Acetabular Liner in Artificial Hip Joints. Polymers 2022, 14, 3321. https://doi.org/10.3390/polym14163321
Fouly A, Alnaser IA, Assaifan AK, Abdo HS. Evaluating the Performance of 3D-Printed PLA Reinforced with Date Pit Particles for Its Suitability as an Acetabular Liner in Artificial Hip Joints. Polymers. 2022; 14(16):3321. https://doi.org/10.3390/polym14163321
Chicago/Turabian StyleFouly, Ahmed, Ibrahim A. Alnaser, Abdulaziz K. Assaifan, and Hany S. Abdo. 2022. "Evaluating the Performance of 3D-Printed PLA Reinforced with Date Pit Particles for Its Suitability as an Acetabular Liner in Artificial Hip Joints" Polymers 14, no. 16: 3321. https://doi.org/10.3390/polym14163321
APA StyleFouly, A., Alnaser, I. A., Assaifan, A. K., & Abdo, H. S. (2022). Evaluating the Performance of 3D-Printed PLA Reinforced with Date Pit Particles for Its Suitability as an Acetabular Liner in Artificial Hip Joints. Polymers, 14(16), 3321. https://doi.org/10.3390/polym14163321