

Sensor Fusion for Simultaneous Estimation of In-Plane Permeability and Porosity of Fiber Reinforcement in Resin Transfer Molding

 ,
,  ,
,
Abstract
:1. Introduction
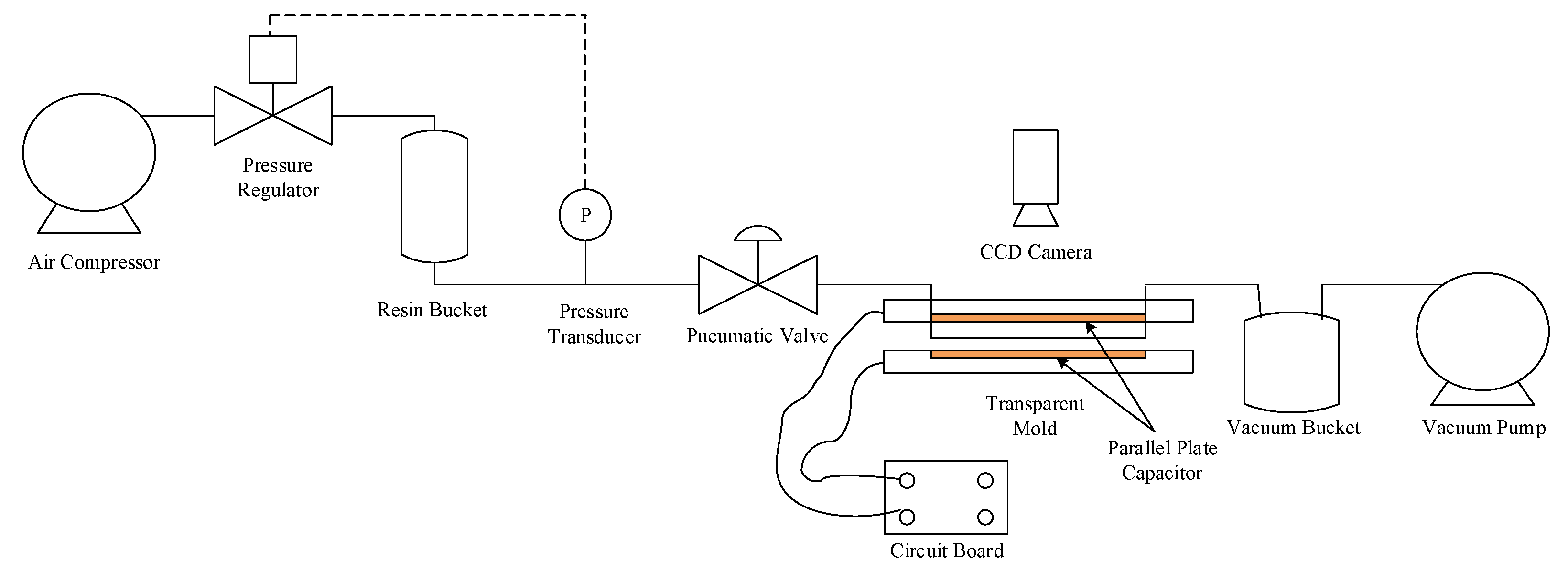
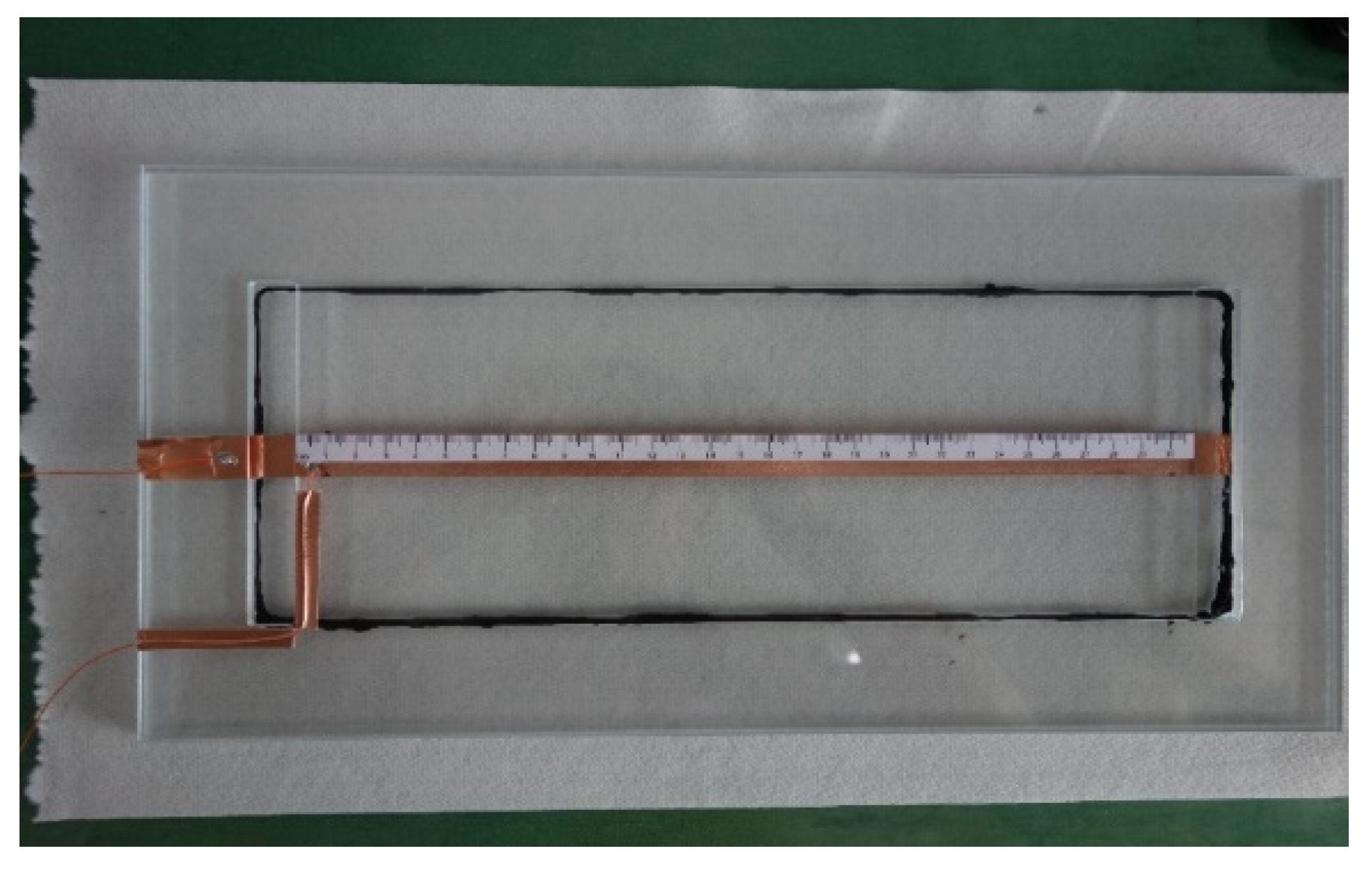
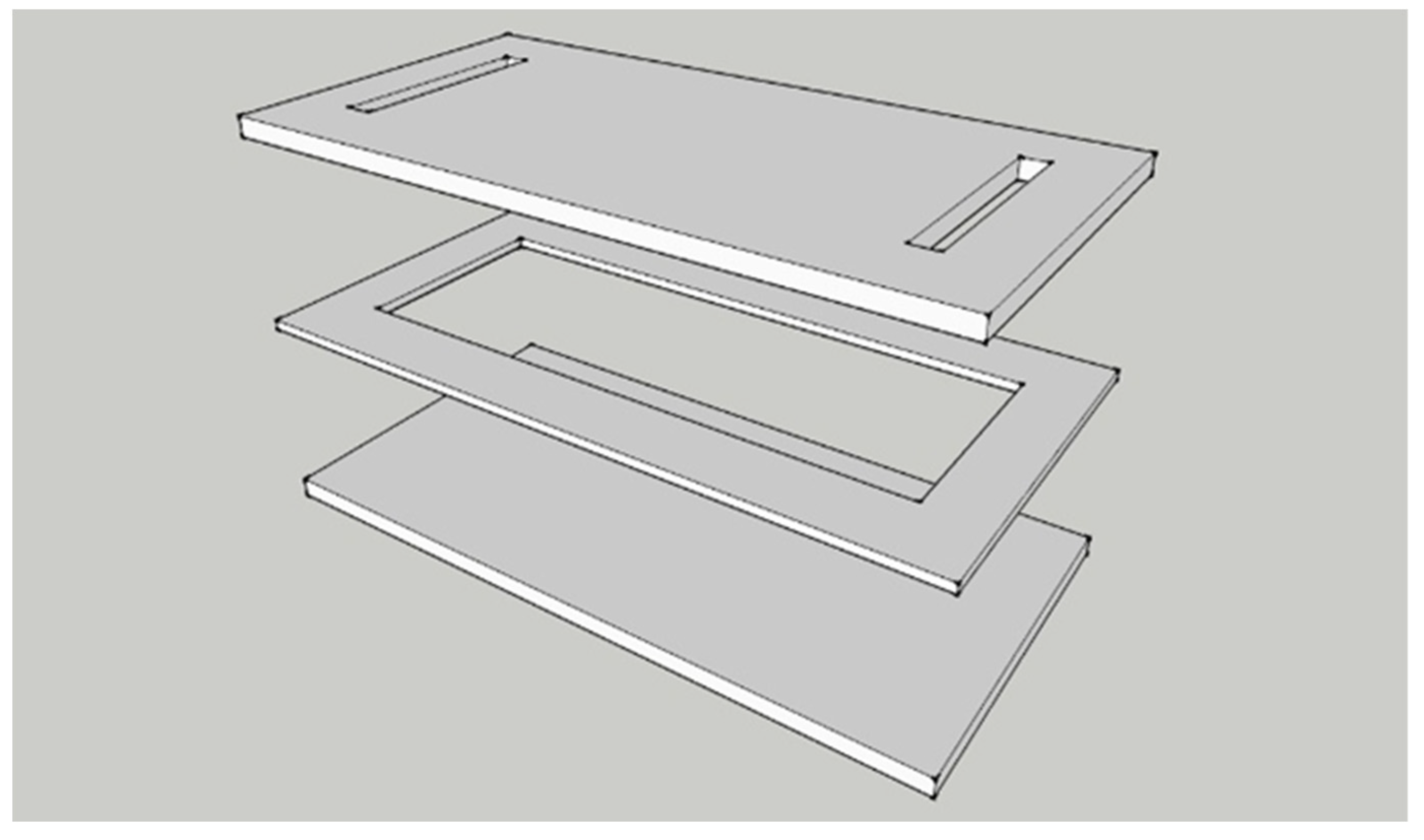
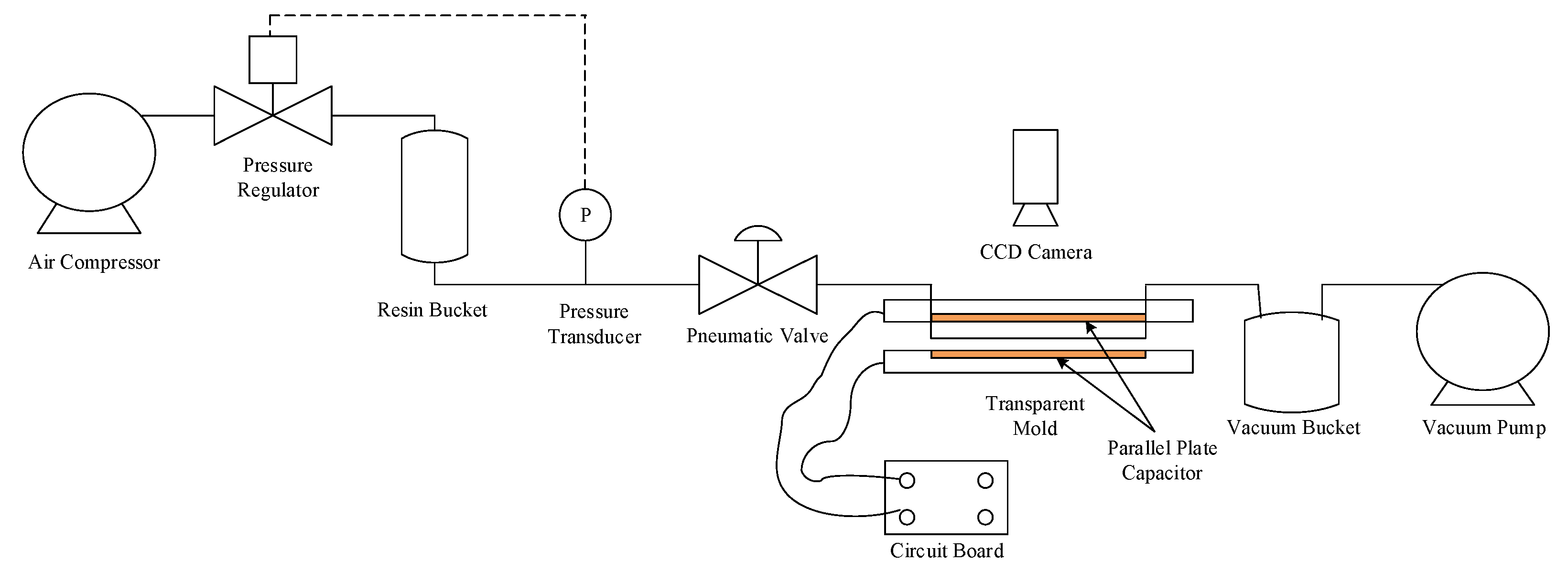
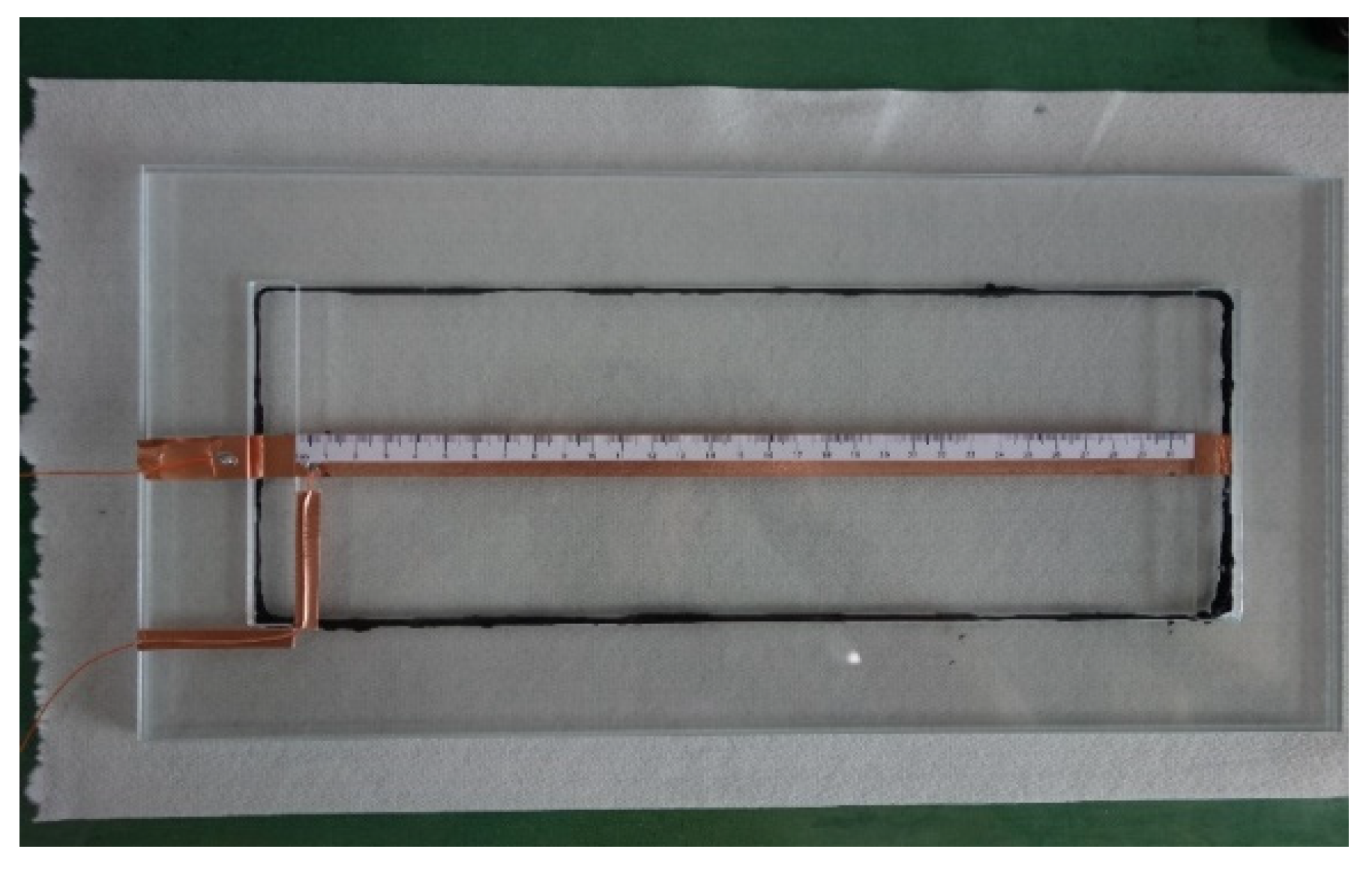
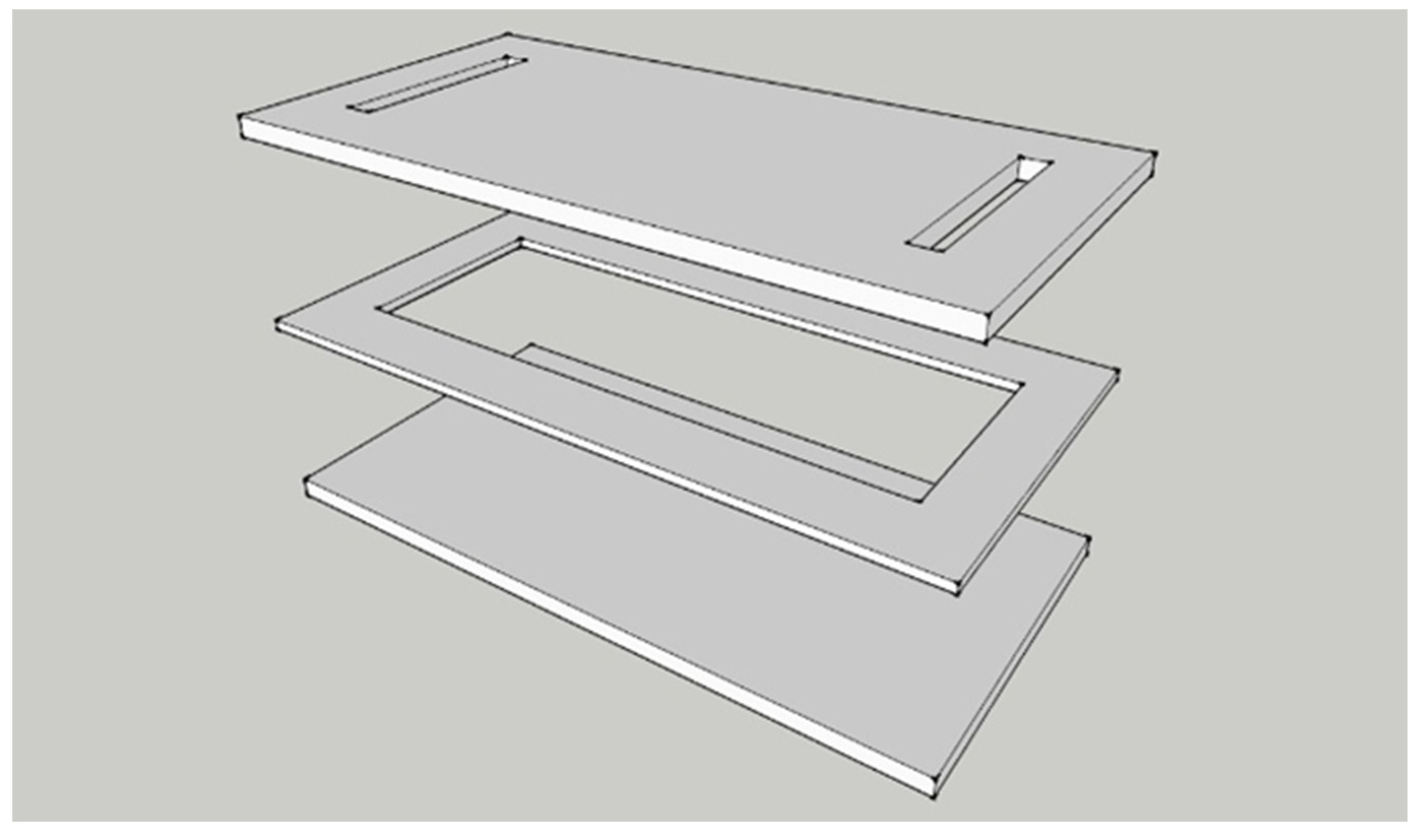
2. Experimental Setup
3. Methodologies
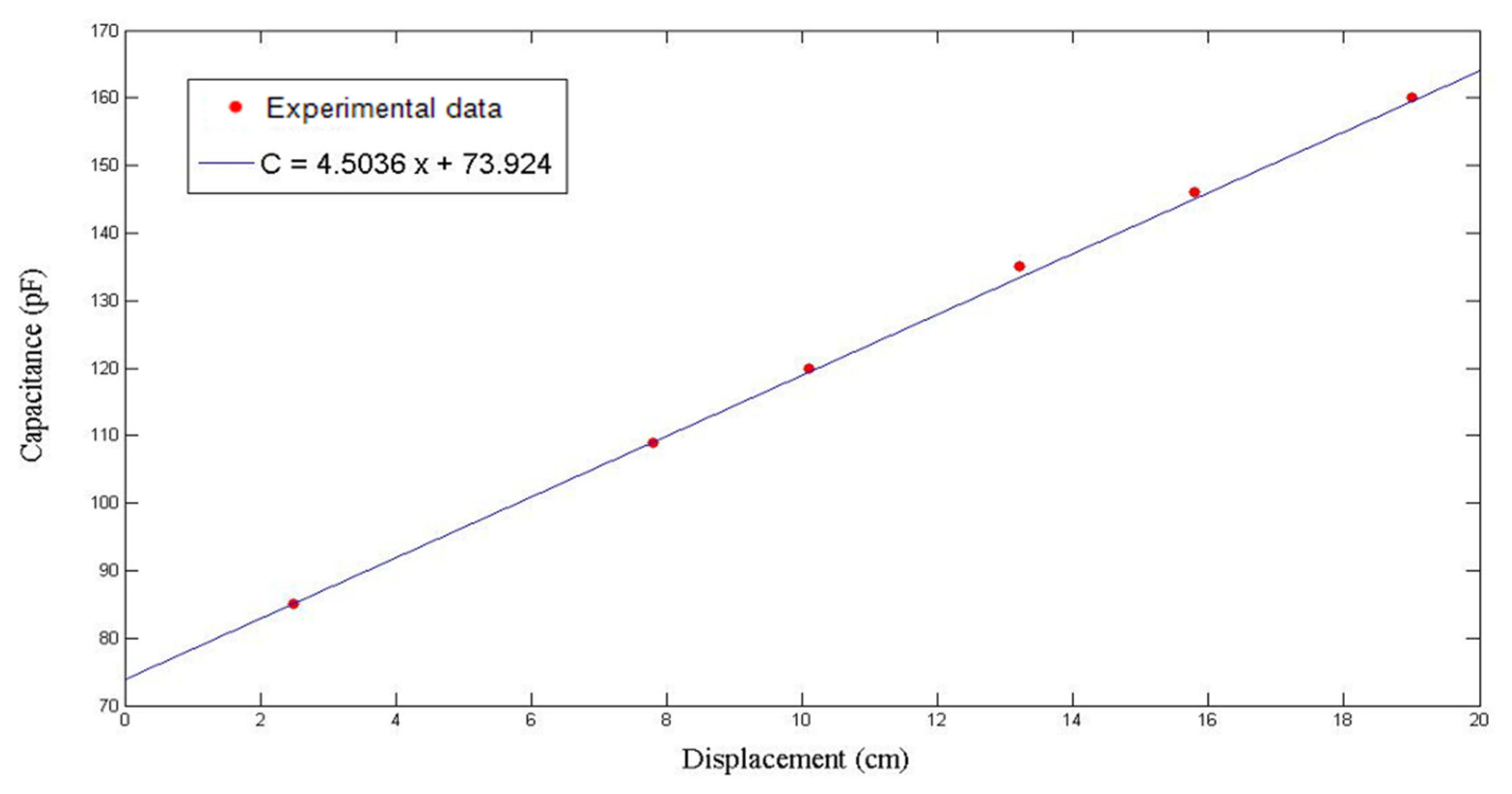
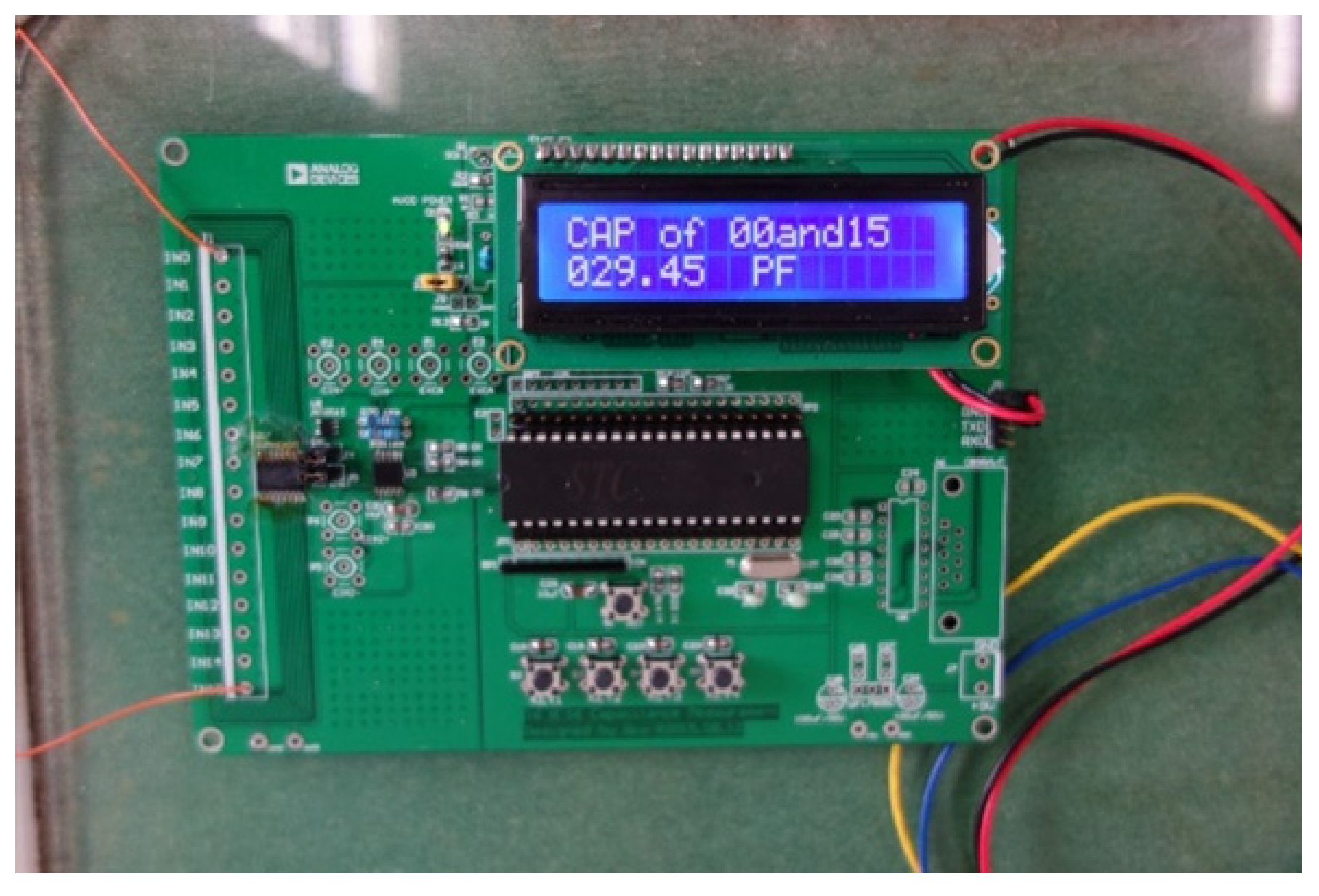
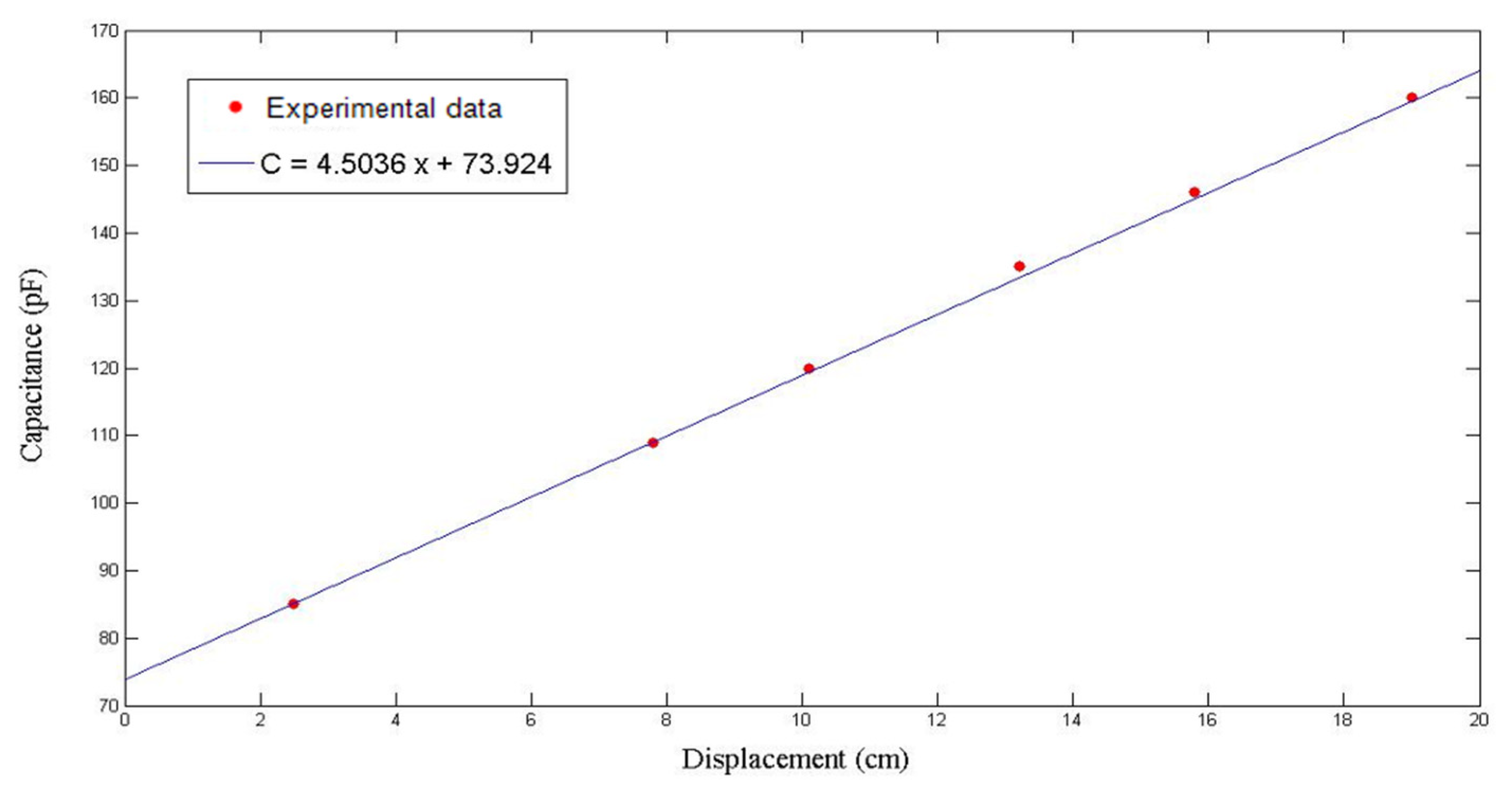
3.1. Capacitance Sensing for Porosity Measurement
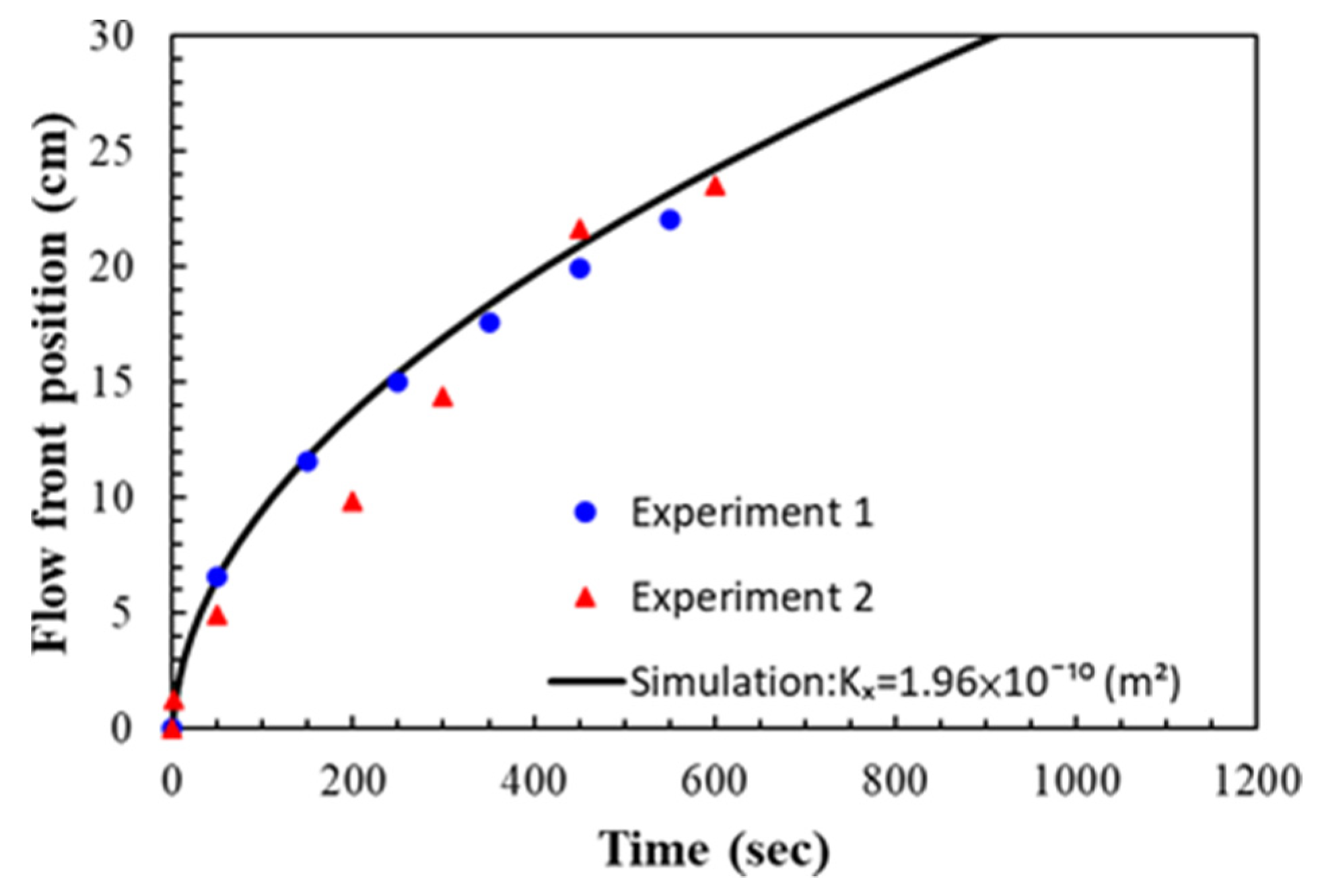
3.2. Darcy’s Law for Permeability Measurement
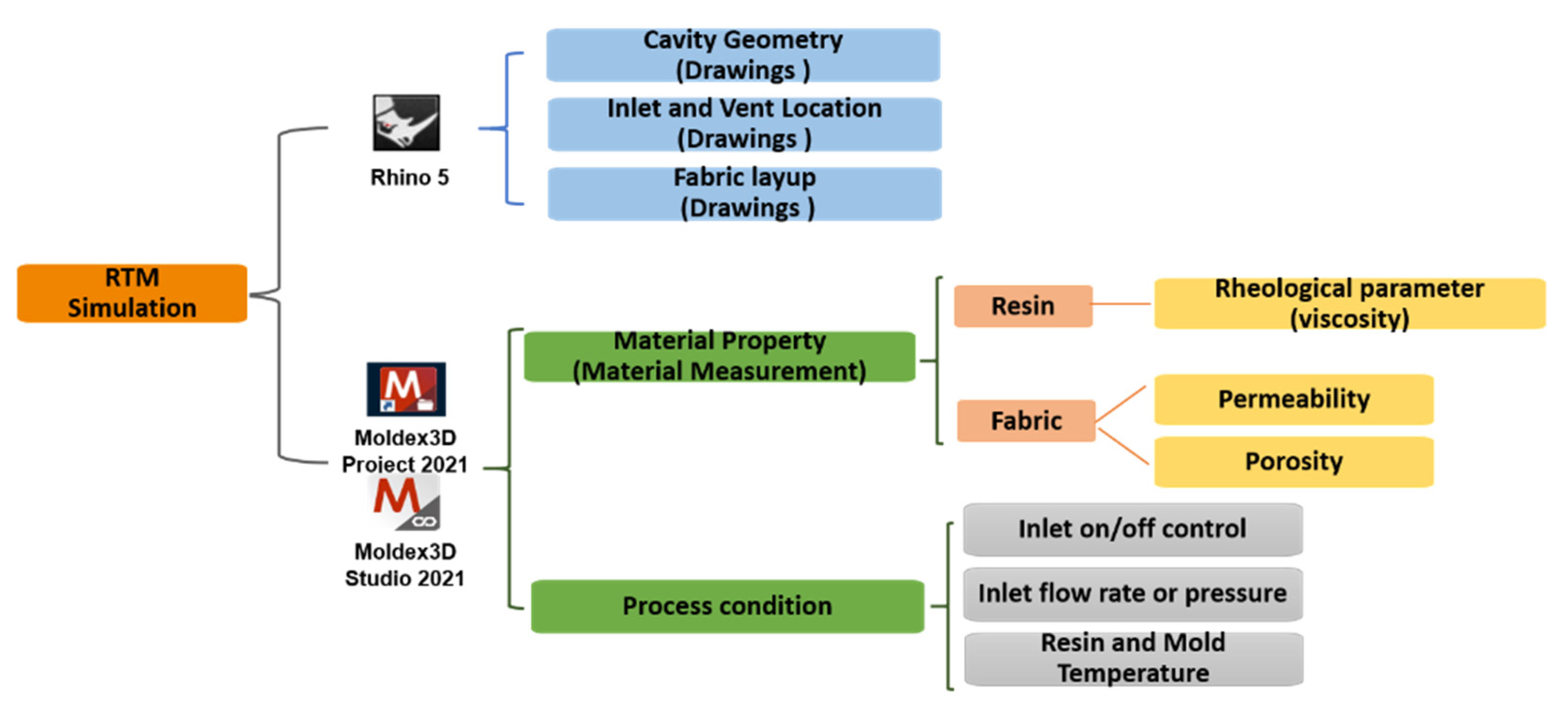
3.3. Numerical Simulation
3.3.1. Equipment Modeling and Mesh Generation
3.3.2. Process Simulation
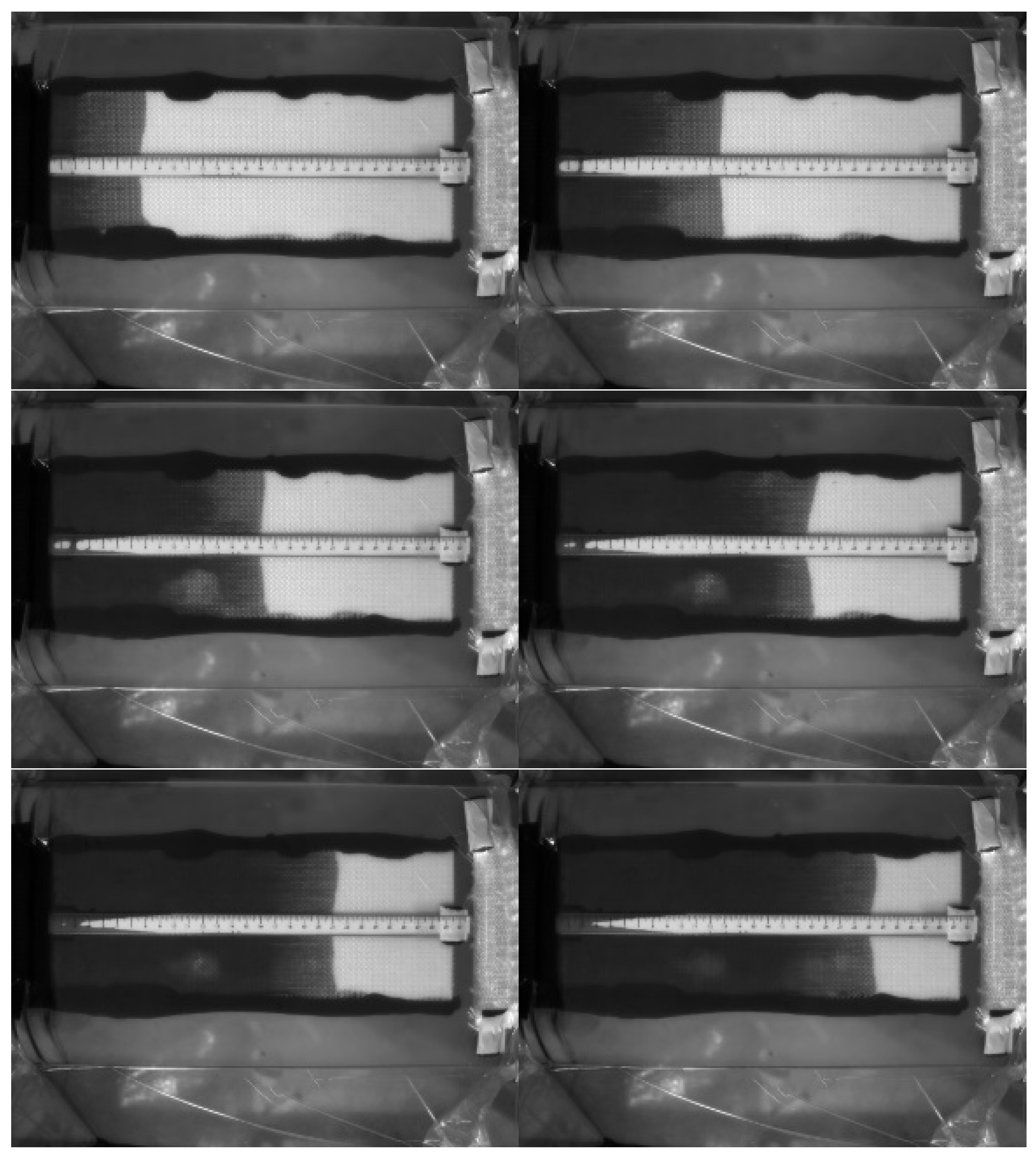
4. Experimental Results
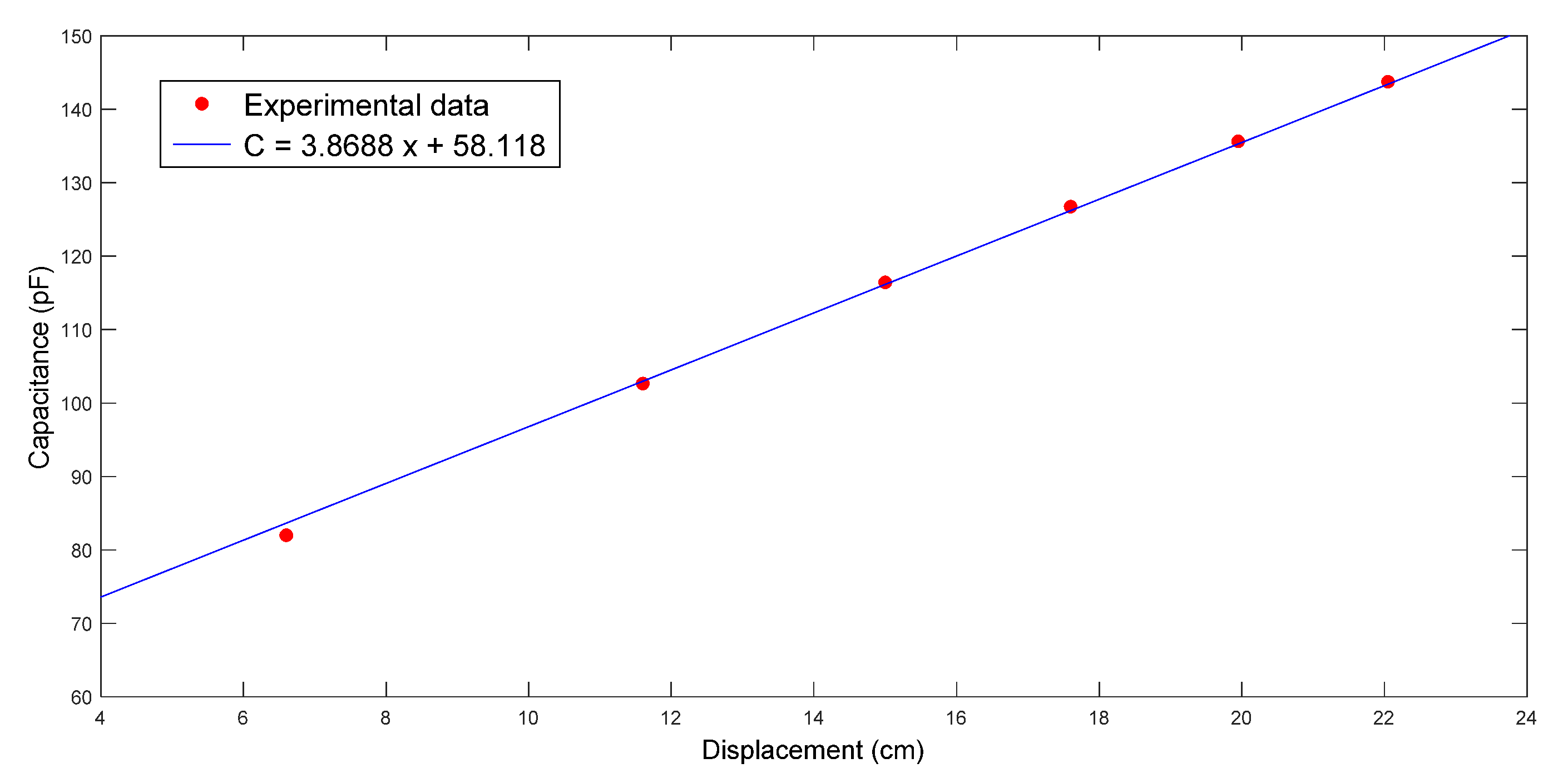
4.1. Experiments on Nine-Layer Fiber Preforms
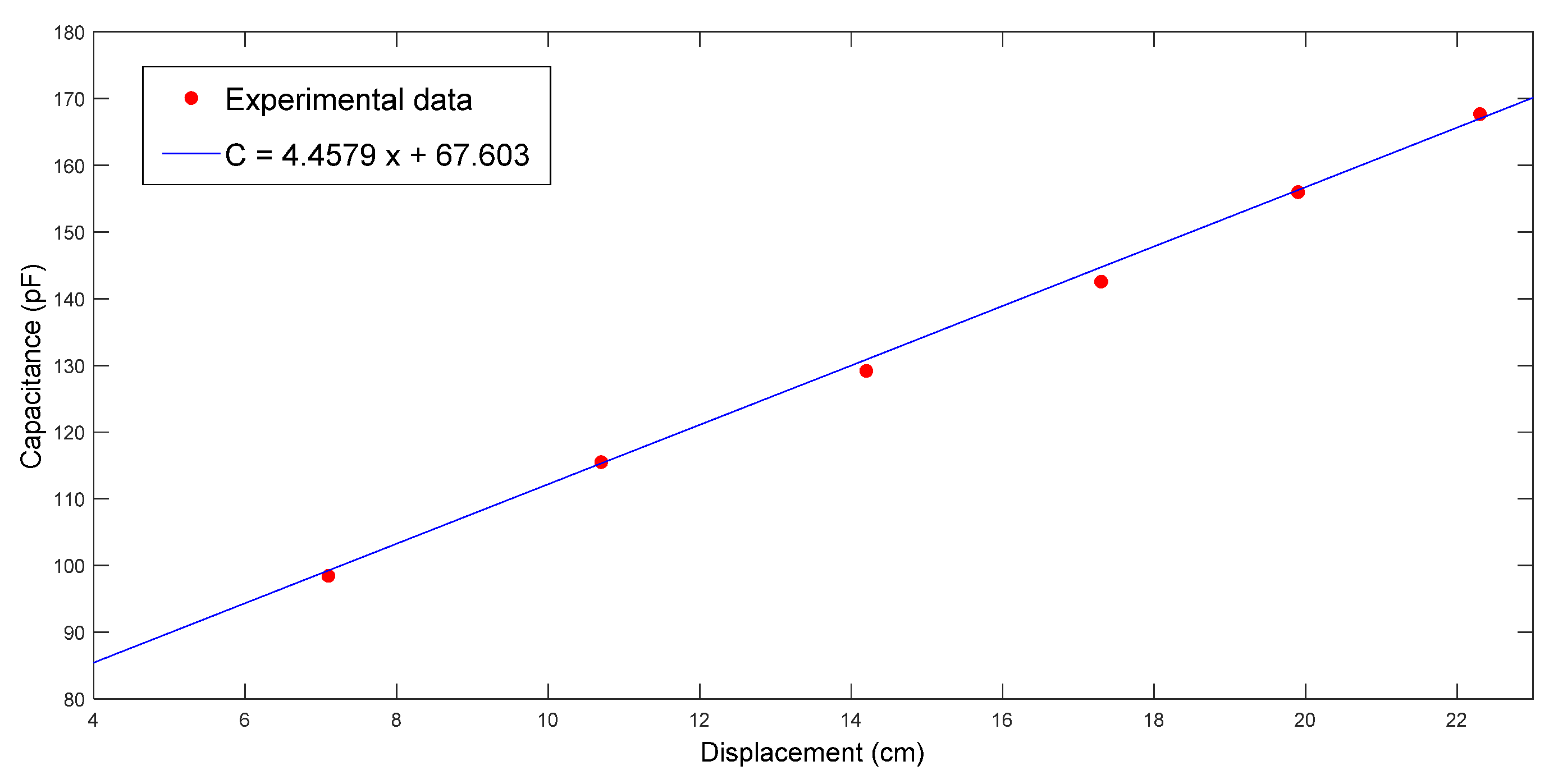
4.2. Experiments on Seven-Layer Fiber Preforms
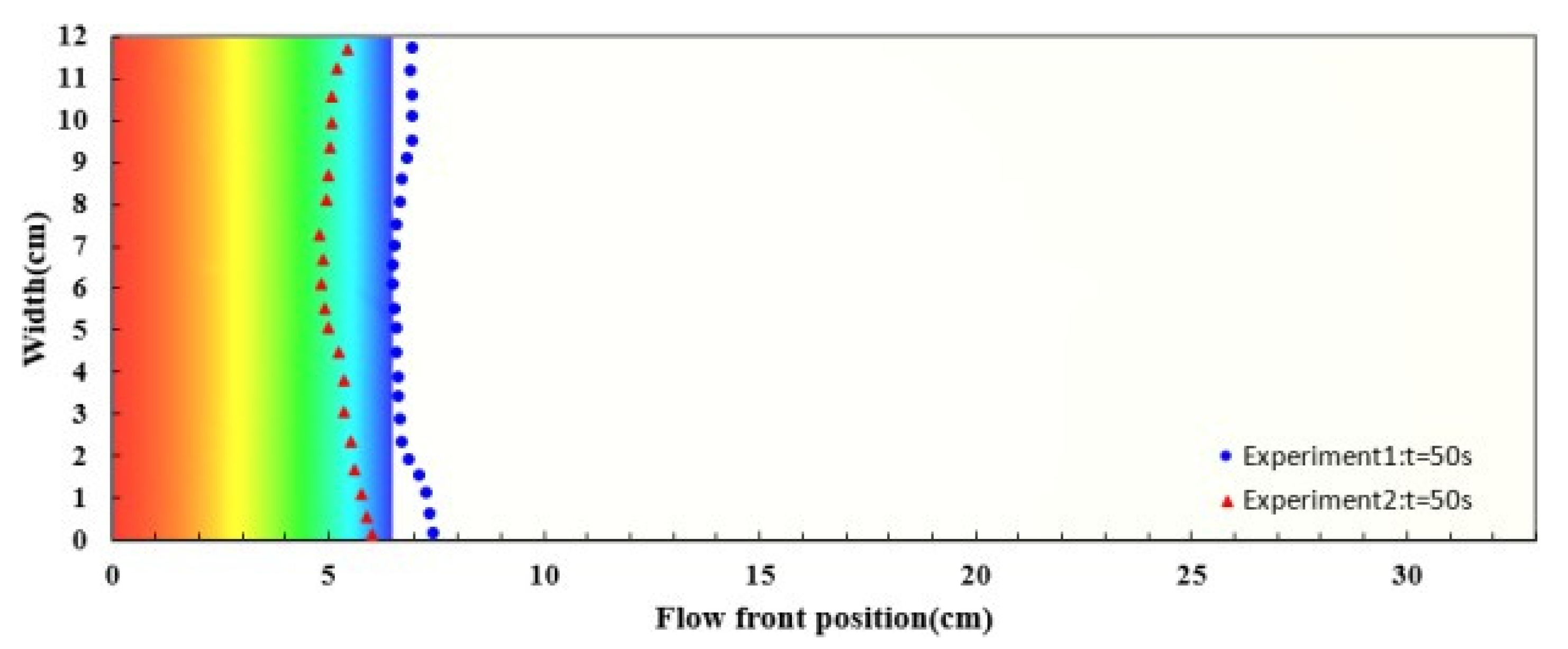
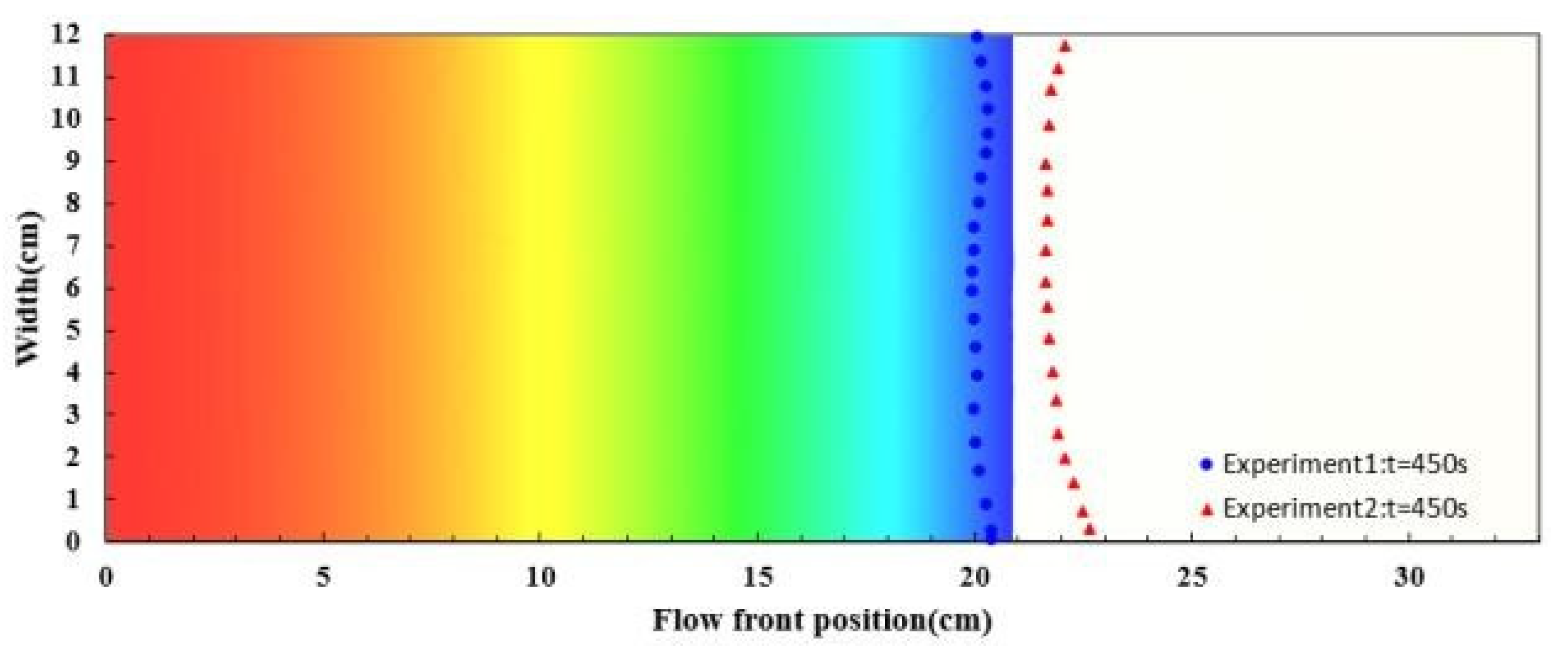
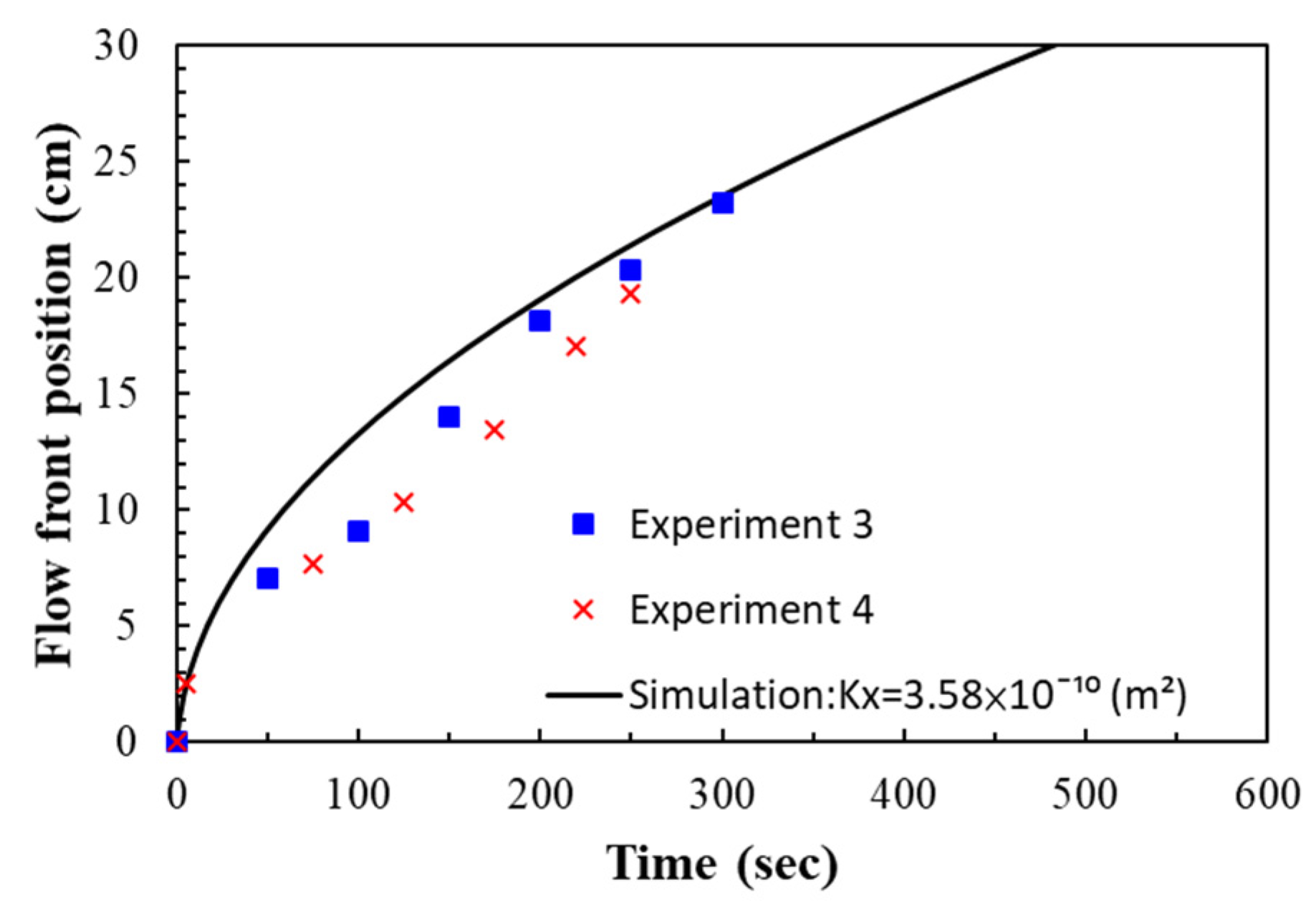
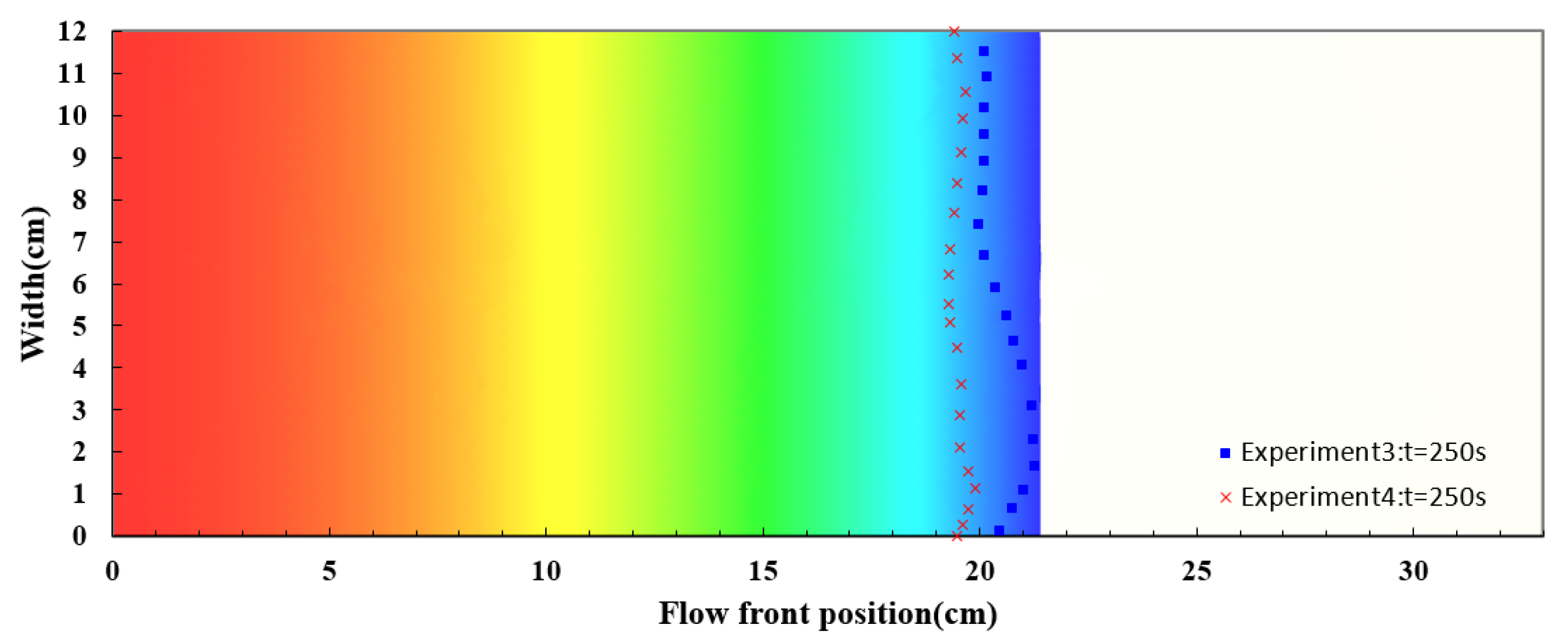
4.3. Verifications with Simulations
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, S.; Gauvin, R. Numerical Analysis of the Resin Flow in Resin Transfer Molding. J. Reinf. Plast. Compos. 1991, 10, 314–327. [Google Scholar]
- Trochu, F.; Gauvin, R.; Gao, D.-M. Numerical analysis of the resin transfer molding process by the finite element method. Adv. Polym. Tech. 1993, 12, 329–342. [Google Scholar] [CrossRef]
- Pillai, K.M.; Advani, S.G. Numerical simulation of unsaturated flow in woven fiber preforms during the resin transfer molding process. Polym. Compos. 1998, 19, 71–80. [Google Scholar] [CrossRef]
- Sharma, S.; Siginer, D.A. Permeability measurement methods in porous media of fiber reinforced composites. Appl. Mech. Rev. 2010, 63, 020802-1–020802-19. [Google Scholar] [CrossRef]
- Arbter, R.; Beraud, J.M.; Binetruy, C.; Bizet, L.; Bréard, J.; Comas-Cardona, S.; Demaria, C.; Endruweit, A.; Ermanni, P.; Gommer, F.; et al. Experimental determination of the permeability of textiles: A benchmark exercise. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1157–1168. [Google Scholar] [CrossRef]
- Millington, R.; Quirk, J. Permeability of porous solids. Trans. Faraday Soc. 1961, 57, 1200–1207. [Google Scholar] [CrossRef]
- Francucci, G.; Rodríguez, E.S.; Vázquez, A. Study of saturated and unsaturated permeability in natural fiber fabrics. Compos. Part A Appl. Sci. Manuf. 2010, 41, 16–21. [Google Scholar] [CrossRef]
- Weitzenböck, J.R.; Shenoi, R.A.; Wilson, P.A. Measurement of three-dimensional permeability. Compos. Part A Appl. Sci. Manuf. 1998, 29, 159–169. [Google Scholar] [CrossRef]
- James Wang, T.; Wu, C.H.; James Lee, L. In-plane permeability measurement and analysis in liquid composite molding. Polym. Compos. 1994, 15, 278–288. [Google Scholar] [CrossRef]
- Lee, Y.J.; Wu, J.H.; Hsu, Y.; Chung, C.H. A prediction method on in-plane permeability of mat/roving fibers laminates in vacuum assisted resin transfer molding. Polym. Compos. 2006, 27, 665–670. [Google Scholar] [CrossRef]
- Wei, B.-J.; Chang, Y.-S.; Yao, Y.; Fang, J. Online estimation and monitoring of local permeability in resin transfer molding. Polym. Compos. 2016, 37, 1249–1258. [Google Scholar] [CrossRef]
- Wei, B.-J.; Chuang, Y.-C.; Wang, K.-H.; Yao, Y. Model-assisted control of flow front in resin transfer molding based on real-time estimation of permeability/porosity ratio. Polymers 2016, 8, 337. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chiu, T.-H.; Li, J.-B.; Yao, Y.; Wang, C.-W.; Sun, S.-P.; Hsu, C.-H.; Chang, R.-Y. Estimation of local permeability/porosity ratio in resin transfer molding. J. Taiwan Inst. Chem. Eng. 2018, 91, 32–37. [Google Scholar] [CrossRef]
- Alexandros, A.S.; Panagiotis, I.K.; Ivana, K.P. A dielectric sensor for measuring flow in resin transfer moulding. Meas. Sci. Technol. 2000, 11, 25. [Google Scholar]
- Yenilmez, B.; Murat Sozer, E. A grid of dielectric sensors to monitor mold filling and resin cure in resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2009, 40, 476–489. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Kobayashi, S.; Todoroki, A.; Mizutani, Y. Full-field monitoring of resin flow using an area-sensor array in a VaRTM process. Compos. Part A Appl. Sci. Manuf. 2011, 42, 550–559. [Google Scholar] [CrossRef]
- Carlone, P.; Palazzo, G.S. Unsaturated and saturated flow front tracking in liquid composite molding processes using dielectric sensors. Appl. Compos. Mater. 2015, 22, 543–557. [Google Scholar] [CrossRef]
- Rodriguez, E.; Giacomelli, F.; Vazquez, A. Permeability-porosity relationship in RTM for different fiberglass and natural reinforcements. J. Compos. Mater. 2004, 38, 259–268. [Google Scholar] [CrossRef]
- Goncharenko, A.V.; Lozovski, V.Z.; Venger, E.F. Lichtenecker’s equation: Applicability and limitations. Opt. Commun. 2000, 174, 19–32. [Google Scholar] [CrossRef]
- Darcy, H. Les Fontaines Publiques de la ville de Dijon; Dalamont: Paris, France, 1856. [Google Scholar]
- Advani, S.G.; Sozer, E.M. Process Modeling in Composites Manufacturing; Marcel Dekker: New York, NY, USA, 2002. [Google Scholar]
- Young, W.B.; Han, K.; Fong, L.H.; Lee, L.J. Flow Simulation in Molds with Preplaced Fiber Mats. Polym. Compos. 1991, 12, 391–403. [Google Scholar] [CrossRef]
- Chang, R.Y.; Yang, W.H. Numerical simulation of mold filling in injection molding using a three-dimensional finite volume approach. Int. J. Numer. Methods Fluids 2001, 37, 125–148. [Google Scholar] [CrossRef]
- Costa, A. Permeability-porosity relationship: A reexamination of the Kozeny-Carman equation based on a fractal pore-space geometry assumption. Geophys. Res. Lett. 2006, 33, L02318. [Google Scholar] [CrossRef]
- Naik, N.K.; Sirisha, M.; Inani, A. Permeability characterization of polymer matrix composites by RTM/VARTM. Prog. Aerosp. Sci. 2014, 65, 22–40. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Porosity | Permeability (m2) |
|---|---|---|
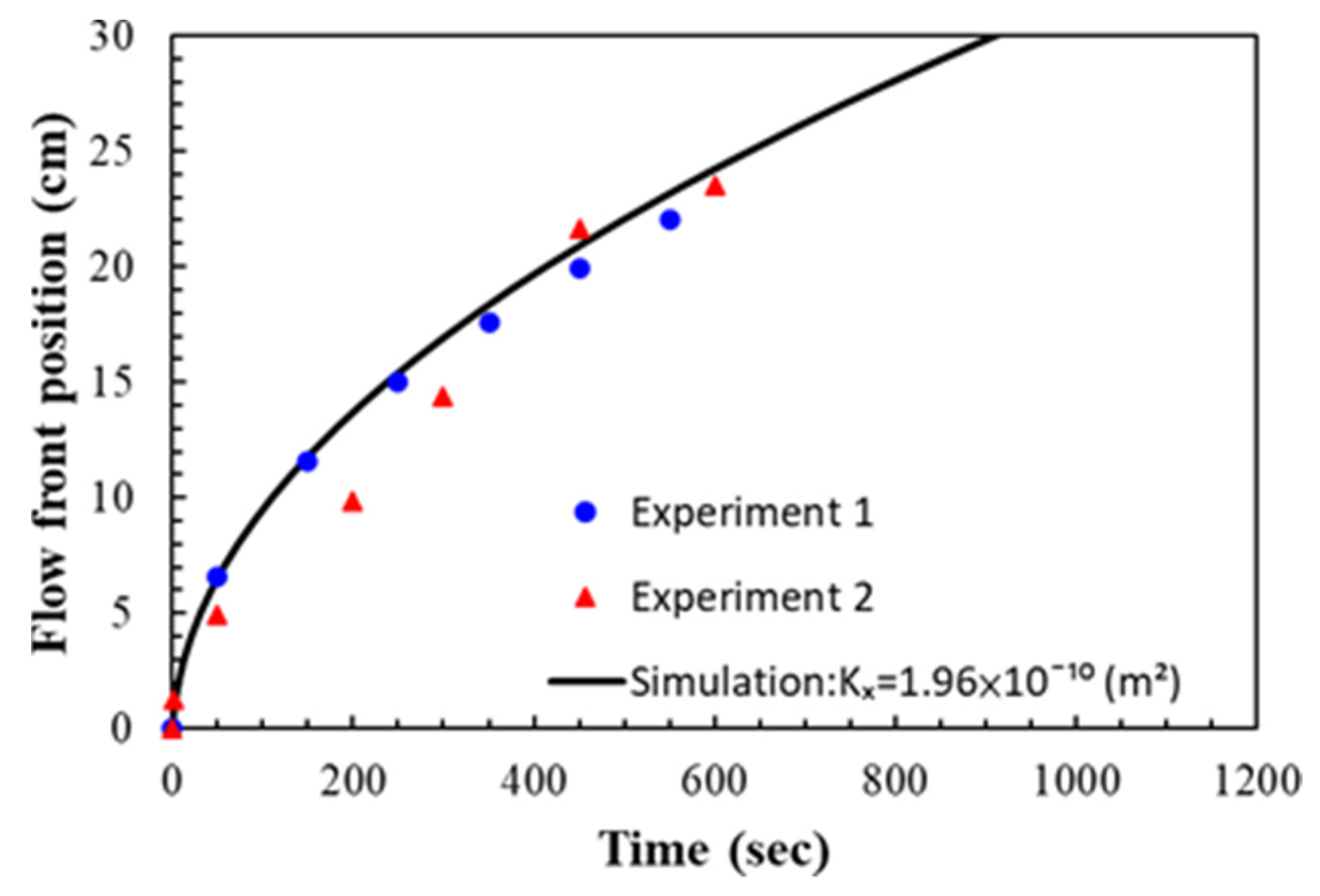
| Measured values from experiment 1 | 0.758 | 1.85 × 10−10 |
| Measured values from experiment 2 | 0.767 | 2.07 × 10−10 |
| Average values used in numerical simulation | 0.763 | 1.96 × 10−10 |
| Parameters | Porosity | Permeability (m2) |
|---|---|---|
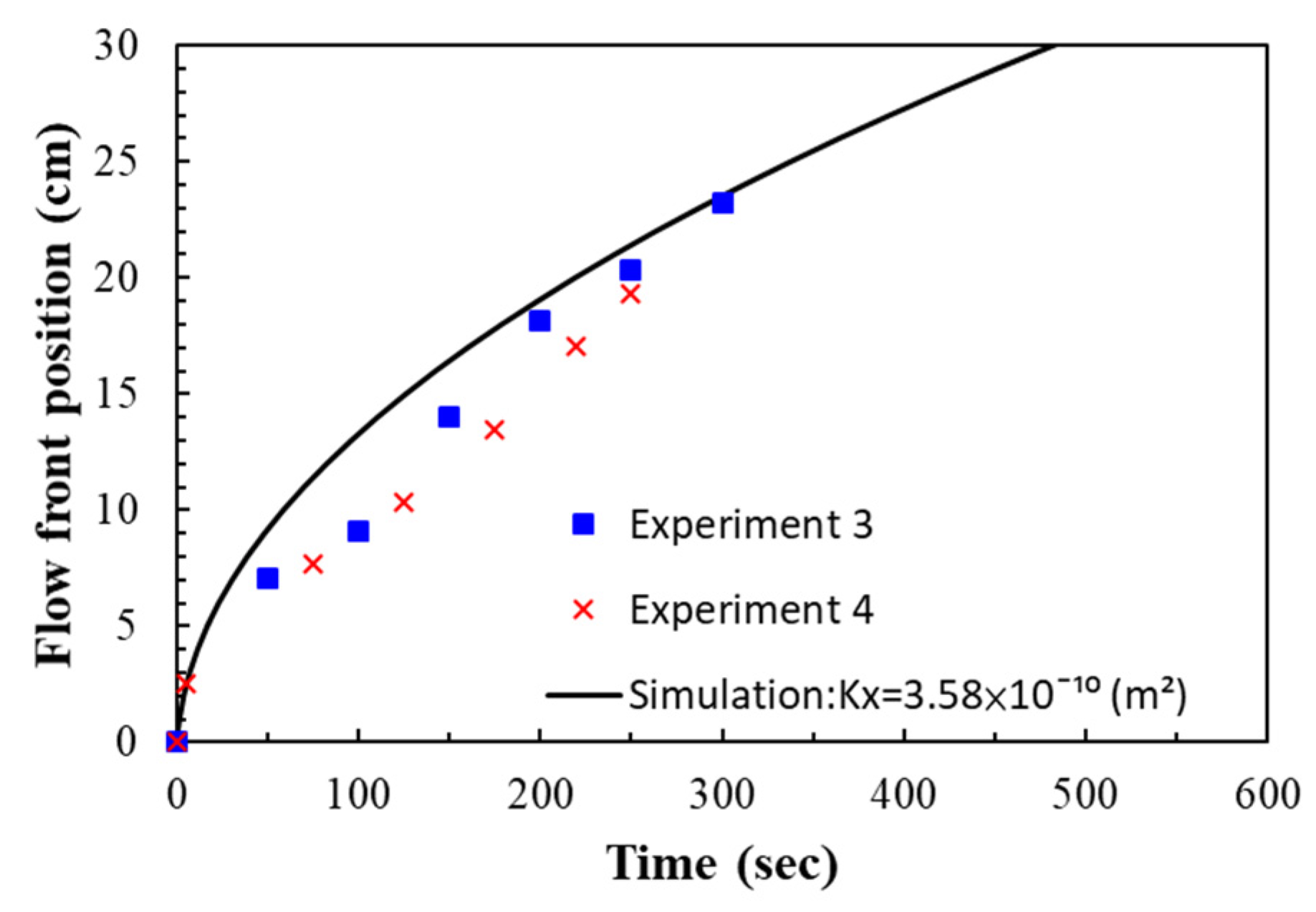
| Measured values from experiment 1 | 0.754 | 4.26 × 10−10 |
| Measured values from experiment 2 | 0.718 | 2.9 × 10−10 |
| Average values used in numerical simulation | 0.736 | 3.58 × 10−10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, W.; Chiu, T.-H.; Kao, Y.-K.; Yao, Y.; Chen, Y.-H.; Yang, H.; Wang, C.-C.; Hsu, C.-H.; Chang, R.-Y. Sensor Fusion for Simultaneous Estimation of In-Plane Permeability and Porosity of Fiber Reinforcement in Resin Transfer Molding. Polymers 2022, 14, 2652. https://doi.org/10.3390/polym14132652
Qi W, Chiu T-H, Kao Y-K, Yao Y, Chen Y-H, Yang H, Wang C-C, Hsu C-H, Chang R-Y. Sensor Fusion for Simultaneous Estimation of In-Plane Permeability and Porosity of Fiber Reinforcement in Resin Transfer Molding. Polymers. 2022; 14(13):2652. https://doi.org/10.3390/polym14132652
Chicago/Turabian StyleQi, Wei, Tzu-Heng Chiu, Yi-Kai Kao, Yuan Yao, Yu-Ho Chen, Hsun Yang, Chen-Chieh Wang, Chia-Hsiang Hsu, and Rong-Yeu Chang. 2022. "Sensor Fusion for Simultaneous Estimation of In-Plane Permeability and Porosity of Fiber Reinforcement in Resin Transfer Molding" Polymers 14, no. 13: 2652. https://doi.org/10.3390/polym14132652
APA StyleQi, W., Chiu, T.-H., Kao, Y.-K., Yao, Y., Chen, Y.-H., Yang, H., Wang, C.-C., Hsu, C.-H., & Chang, R.-Y. (2022). Sensor Fusion for Simultaneous Estimation of In-Plane Permeability and Porosity of Fiber Reinforcement in Resin Transfer Molding. Polymers, 14(13), 2652. https://doi.org/10.3390/polym14132652