
Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future


 , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Thermoplastic Polymers
- -
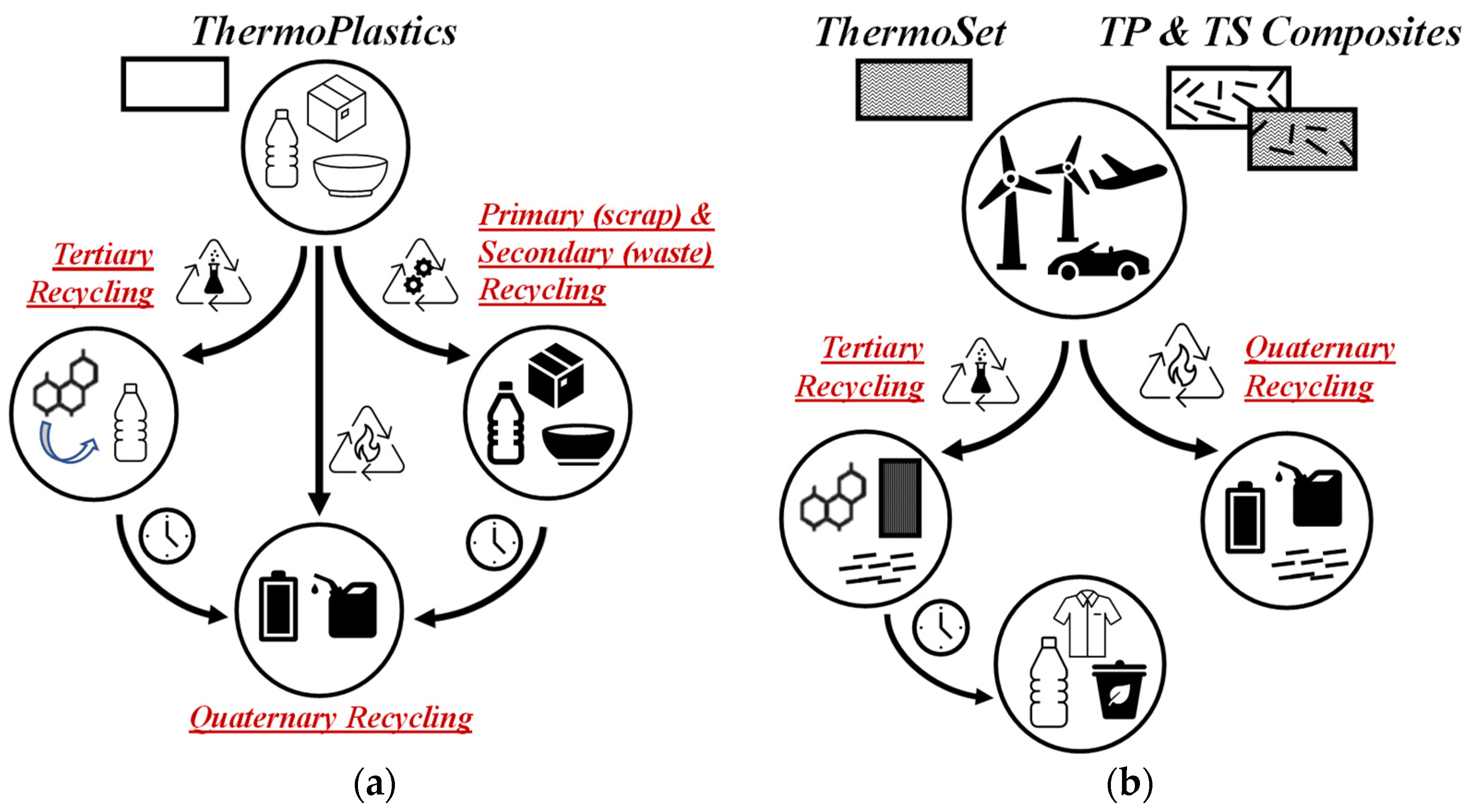
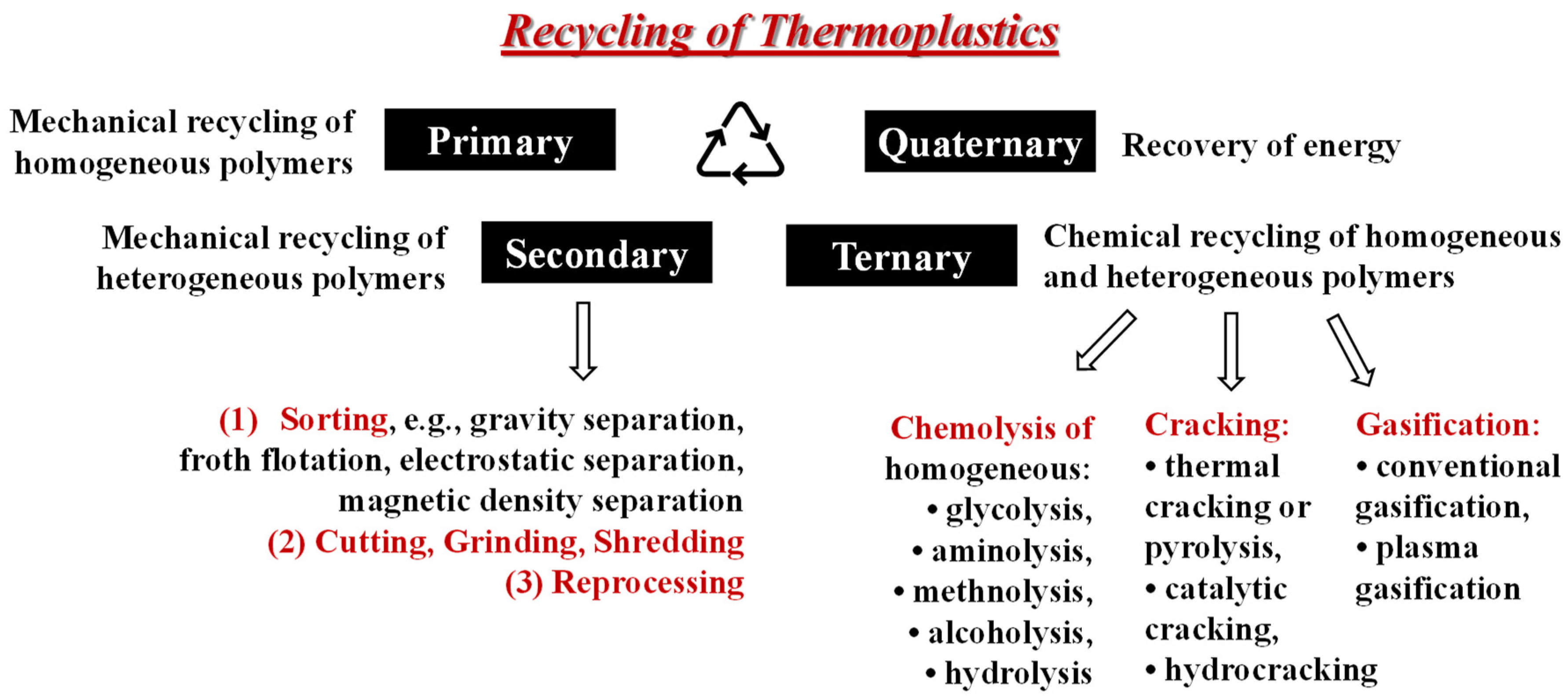
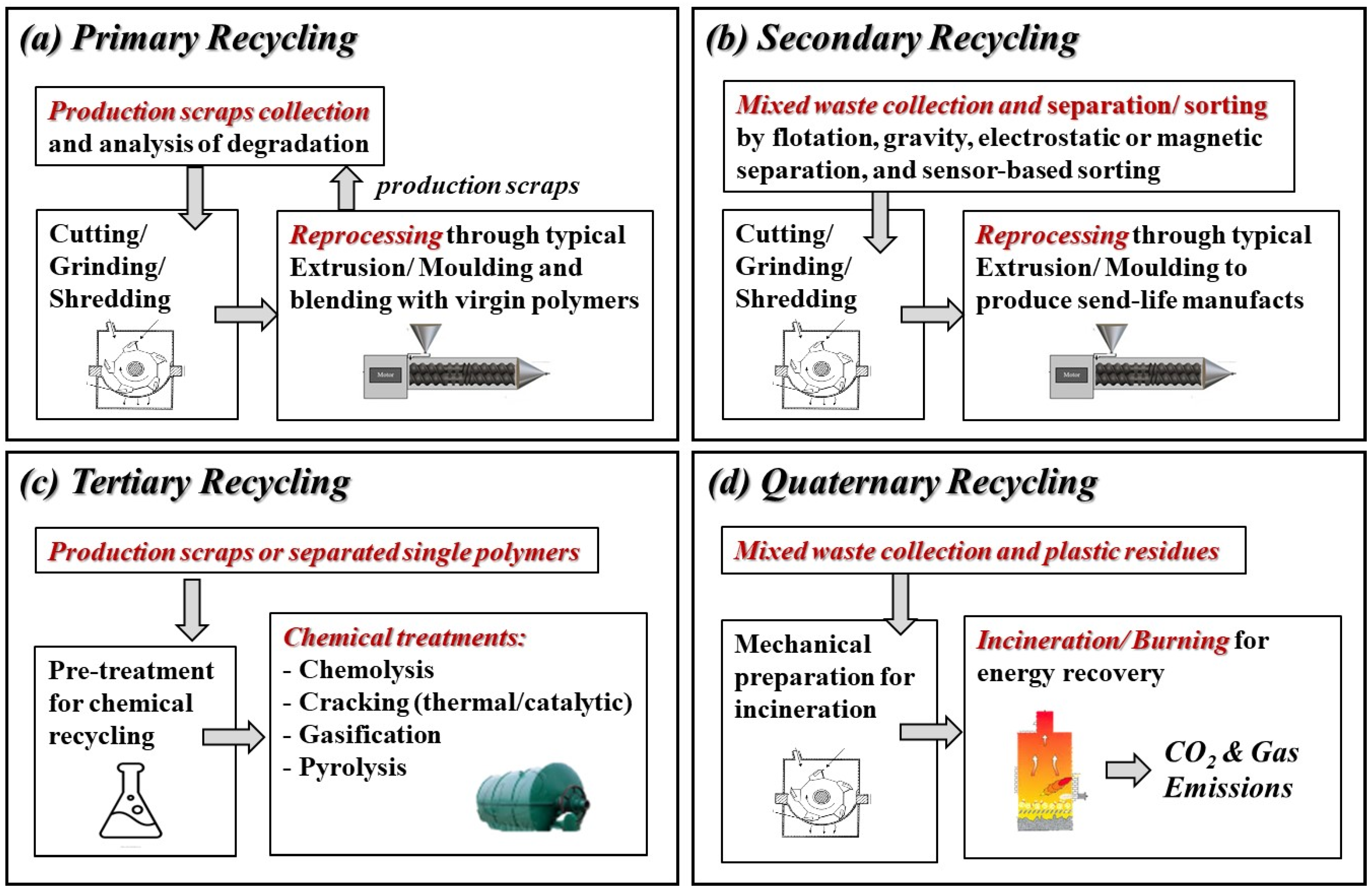
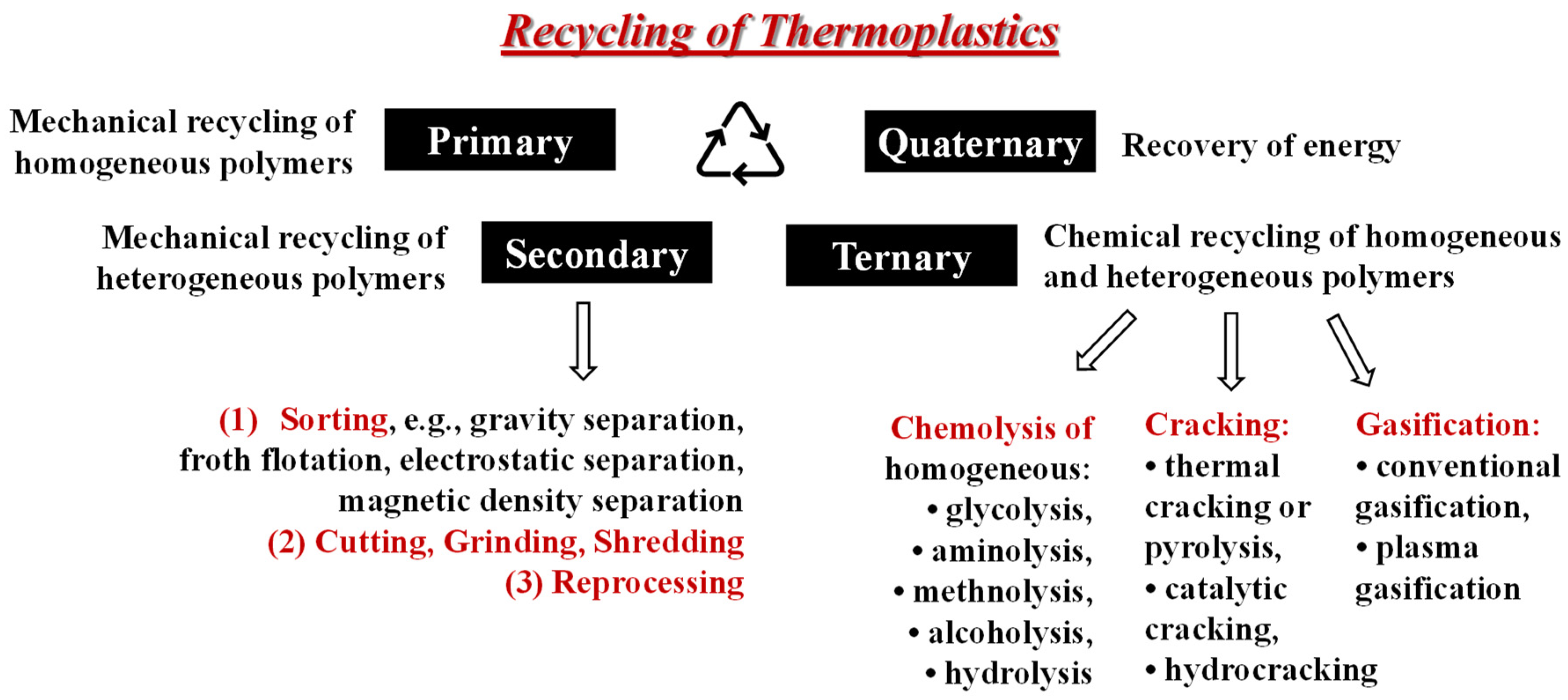
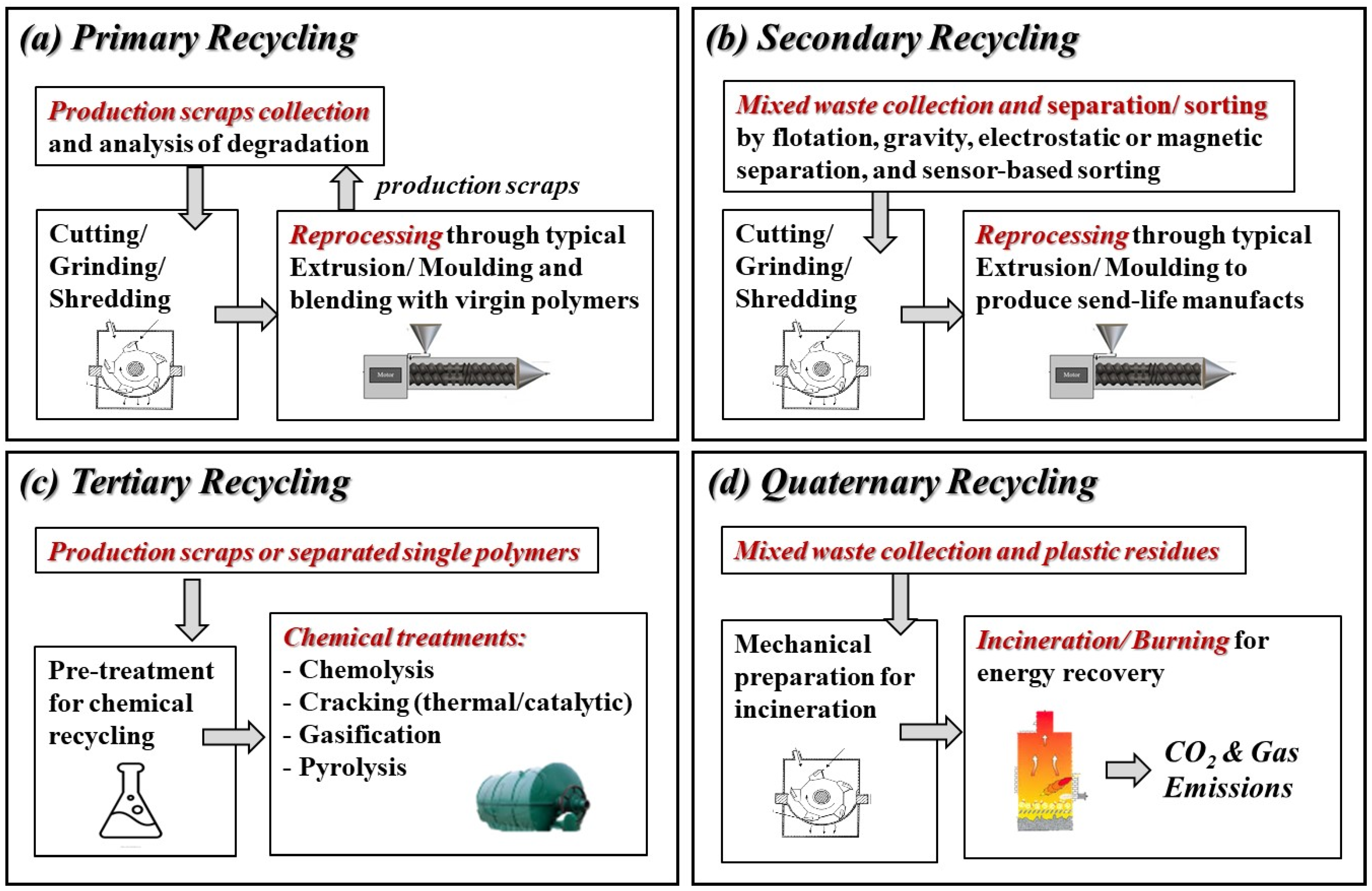
- the primary mechanical recycling or re-extrusion, usually set up next to the production line, which is a simple ‘in-plant’ recycling process of clean, uncontaminated single-type waste polymer usually considered off-specification: this represents a saving cost action to reuse otherwise lost material [6];
- -
- the secondary mechanical recycling is where the polymer is separated from other waste and classificated (sorting), the size usually reduced by cutting, grinding, or shredding, and then it is reprocessed (reprocessing), usually by melt extrusion. The drawbacks of this process are related to: (i) the need to separate the different types of plastics because of the poor compatibility between them if blended together; (ii) to the degradation process occurring during the process leading to an increase in coloration and poorest properties. In this latter case, the molecular weight of the recycled polymer is lower due to chain scission reactions caused by the presence of water, acidic impurities, or other different polymer-type presence, so the mechanical properties worsen; moreover, the products of thermal degradation are responsible for coloring. Strategies to avoid the polymer molecular weight drop during the reprocessing include intensive drying, reprocessing with degassing vacuum, the use of processing additives, such as stabilizers, chain extenders, etc. [7];
- -
- the chemical recycling, which is the tertiary or feedstock recycling, is the process which leads to the total depolymerization to the monomers, or partial depolymerization to oligomers, generally using temperature, pressure, solvents, and reagents, so that a new polymerization will take place to regenerate the original polymer [8]. The advantage is the opportunity to use the contaminated or mixed types of plastics and produce plastic with a higher quality with respect to what turns out from secondary mechanical recycling. The achievable goal is a high product yield in the depolymeritazion process and a minimal waste;
- -
2.1. The Mechanical Recycling
2.2. Chemical Recycling
2.2.1. Chemolysis
2.2.2. Cracking
2.2.3. Gasification
2.3. The Energy Recovery
3. Thermoset Polymers
4. Thermoplastic and Thermoset Micro-/Nano-Composites
4.1. Mechanical Recycling
4.2. Chemical Recycling
4.3. Energy Recovery
5. Biopolymers and Biopolymer-Based Micro-/Nano-Composites
6. The Waste Management and the Market of Recycled (Bio)Plastics and (Bio)Plastic Composites
7. Conclusions
- -
- providing more efficient collecting and sorting in order to separate additives and matrices and to recover both of them;
- -
- finding new green and more economic chemicals to use following chemical recycling approaches;
- -
- using low value or unused plastic, which would otherwise be lost and wasted;
- -
- producing higher quality products that can compete with virgin materials on price and quality;
- -
- recovering energy and monetizing the waste protecting and helping the world.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- European Commission. A New Circular Economy Action Plan for a Cleaner and More Competitive Europe COM (2020) 98 Final; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- European Commission—A European Strategy for Plastics in a Circular Economy. Available online: https://ec.europa.eu/environment/waste/plastic_waste.htm (accessed on 16 January 2018).
- United Nations Sustainable Development Knowledge Platform the 2030 Agenda for Sustainable Development. Available online: https://sdgs.un.org/2030agenda (accessed on 5 April 2021).
- MacArthur, D.E.; Waughray, D.; Stuchtey, M.R. The New Plastic Economy—Rethinking the future of plastics. In World Economic Forum; Ellen MacArthur Foundation and McKinsey & Company: London, UK, 2016. [Google Scholar]
- Law, K.L.; Narayan, R. Reducing environmental plastic pollution by designing polymer materials for managed end-of-life. Nat. Rev. Mater. 2022, 7, 104–116. [Google Scholar] [CrossRef]
- Ignatyev, A.; Thielemans, W.; Vander Beke, B. Recycling of polymers: A review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef] [PubMed]
- Achilias, D.S.; Andriotis, L.; Koutsidis, I.A.; Louka, D.A.; Nianias, N.P.; Siafaka, P.; Tsagkalias, I.; Tsintzou, G. Recent advances in the chemical recycling of polymers (PP, PS, LDPE, HDPE, PVC, PC, nylon, PMMA), material recycling. In Material Recycling-Trends and Perspectives; Achilias, D.D., Ed.; IntechOpen: Rijeka, Croatia, 2012; pp. 3–64. [Google Scholar]
- Hadi, A.J.; Najmuldeen, G.F.; Ahmed, I. Polyolefins Waste Materials Reconditioning Using Dissolution/Reprecipitation Method. APCBEE Procedia 2012, 3, 281–286. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R. Tertiary and quaternary recycling of thermoplastics by additive manufacturing approach for thermal sustainability. Mater. Today Proc. 2021, 37 Pt 2, 2382–2386. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyen, J. The valorization of plastic solid waste (PSW) by primary to quaternary routes: From re-use to energy and chemicals. Prog. Energy Combust. Sci. 2010, 36, 103–129. [Google Scholar] [CrossRef]
- Ghosh, A. Review: Performance modifying techniques for recycled thermoplastic. Resour. Conserv. Recycl. 2021, 175, 105887. [Google Scholar] [CrossRef]
- Scaffaro, R.; Di Bartolo, A.; Dintcheva, N.T. Matrix and Filler Recycling of Carbon and Glass Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 3817. [Google Scholar] [CrossRef]
- Serranti, S.; Bonifazi, G. (Eds.) Techniques for separation of plastic wastes: Fernando Pacheco-Torgal, Jamal Khatib, Francesco Colangelo, Rabin Tuladhar. In Woodhead Publishing Series in Civil and Structural Engineering, Use of Recycled Plastics in Eco-efficient Concrete; Woodhead Publishing: Cambridge, UK, 2019; pp. 9–37. [Google Scholar]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Gent, M.R.; Menendez, M.; Toraño, J.; Diego, I. Review: Recycling plastic waste by density separation: Prospects for optimization. Waste Manag. Res. 2009, 27, 175–187. [Google Scholar] [CrossRef]
- Pita, F.; Castilho, A. Separation of plastics by froth flotation. The role of size, shape and density of the particles. Waste Manag. 2017, 60, 91–99. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Y.; Zhong, Y.; Luo, M.; Du, Y.; Wang, L.; Wang, H. Flotation separation of polyethylene terephthalate from waste packaging plastics through ethylene glycol pretreatment assisted by sonication. Waste Manag. 2020, 105, 309–316. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, T.; Durão, F.; Ferreira, C. Separation of packaging plastics by froth flotation in a continuous pilot plant. Waste Manag. 2010, 11, 2209–2215. [Google Scholar] [CrossRef] [PubMed]
- Ostadrahimi, M.; Farrokhpay, S.; Gharibi, K.; Dehghani, A. Effects of Operating Parameters on the Froth and Collection Zone Recovery in Flotation: An Industrial Case Study in a 10 m3 Cell. Minerals 2021, 11, 494. [Google Scholar] [CrossRef]
- Wang, J.; Wang, H.; Wang, C.; Zhang, L.; Wang, T.; Zheng, L. A novel process for separation of hazardous poly(vinyl chloride) from mixed plastic wastes by froth flotation. Waste Manag. 2017, 69, 59–65. [Google Scholar] [CrossRef]
- Wu, G.; Li, J.; Xu, Z. Triboelectrostatic separation for granular plastic waste recycling: A review. Waste Manag. 2013, 33, 585–597. [Google Scholar] [CrossRef]
- Li, J.; Xu, Z. Compound tribo-electrostatic separation for recycling mixed plastic waste. J. Hazard. Mater. 2018, 367, 43–49. [Google Scholar] [CrossRef]
- Rezoug, M.; Ouiddir, R.; Aksa, W.; Medles, K.; Bilici, M.; Dascalescu, L. Tribo-aero-electrostatic separator for ternary mixtures of granular plastics. Ind. Appl. Soc. Annu. Meet. IEEE 2014, 51, 1161–1167. [Google Scholar]
- Silveira, A.V.M.; Cella, M.; Tanabe, E.H.; Bertuol, D.A. Application of tribo-electrostatic separation in the recycling of plastic wastes. Process Saf. Environ. Prot. 2018, 114, 219–228. [Google Scholar] [CrossRef]
- Di Maio, F.; Rem, P.; Hu, B.; Serranti, S.; Bonifazi, G. The W2Plastics Project: Exploring the Limits of Polymer Separation. Open Waste Manag. J. 2010, 3, 90–98. [Google Scholar] [CrossRef] [Green Version]
- Gondal, M.A.; Siddiqui, M.N. Identification of different kinds of plastics using laser-induced breakdown spectroscopy for waste management. J. Environ. Sci. Health Part A 2007, 42, 1989–1997. [Google Scholar] [CrossRef]
- Gajarska, Z.; Brunnbauer, L.; Lohninger, H.; Limbeck, A. Identification of 20 polymer types employing laser-induced breakdown spectroscopy (LIBS) and chemometrics. Anal. Bioanal. Chem. 2021, 413, 6581–6594. [Google Scholar] [CrossRef] [PubMed]
- Chaqmaqchee, F.A.I.; Baker, A.G.; Salih, N.F. Comparison of Various Plastics Wastes Using X-ray fluorescence. Am. J. Mater. Synth. Process. 2017, 5, 24–27. [Google Scholar]
- Serranti, S.; Gargiulo, A.; Bonifazi, G. Characterization of post-consumer polyolefin wastes by hyperspectral imaging for quality control in recycling processes. Waste Manag. 2011, 31, 2217–2227. [Google Scholar] [CrossRef] [PubMed]
- Vidal, C.; Pasquini, C. A comprehensive and fast microplastics identification based on near-infrared hyperspectral imaging (HSI-NIR) and chemometrics. Environ. Pollut. 2021, 285, 117251. [Google Scholar] [CrossRef]
- Zheng, Y.; Bai, J.; Xu, J.; Li, X.; Zhang, Y. A discrimination model in waste plastics sorting using NIR hyperspectral imaging system. Waste Manag. 2018, 72, 87–98. [Google Scholar] [CrossRef]
- Song, J.H.; Murphy, R.J.; Narayan, R.; Davies, G.B.H. Biodegradable and compostable alternatives to conventional plastics. Philos. Trans. R. Soc. 2009, 364, 2127–2139. [Google Scholar] [CrossRef]
- Vollmer, I.; Jenks, M.J.; Roelands, M.C.; White, R.J.; van Harmelen, T.; de Wild, P.; van Der Laan, G.P.; Meirer, F.; Keurentjes, J.T.; Weckhuysen, B.M. Beyond mechanical recycling: Giving new life to plastic waste. Angew. Chem. Int. Ed. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [Green Version]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Sheel, A.; Pant, D. 4-Chemical Depolymerization of PET Bottles via Glycolysis. In Plastics Design Library, Recycling of Polyethylene Terephthalate Bottles; Thomas, S., Rane, A., Kanny, K., Abitha, V.K., Thomas, M.G., Eds.; William Andrew Publishing: Oxford, UK, 2019; pp. 61–84. [Google Scholar]
- Wang, L.; Nelson, G.A.; Toland, J.; Holbrey, J.D. Glycolysis of PET Using 1,3-Dimethylimidazolium-2-Carboxylate as an Organocatalyst. ACS Sustain. Chem. Eng. 2020, 8, 13362–13368. [Google Scholar] [CrossRef]
- Ju, Z.; Xiao, W.; Lu, X.; Liu, X.; Yao, X.; Zhang, X.; Zhang, S. Theoretical studies on glycolysis of poly(ethylene terephthalate) in ionic liquids. RSC Adv. 2018, 8, 8209. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Yao, X.; Tang, S.; Lu, X.; Zhang, X.; Zhang, S. Urea as an efficient and reusable catalyst for the glycolysis of poly(ethylene terephthalate) wastes and the role of hydrogen bond in this process. Green Chem. 2012, 14, 2559–2566. [Google Scholar] [CrossRef]
- Jxin, J.; Zhang, Q.; Huang, J.; Huang, R.; Jaffery, Q.Z.; Yan, D.; Zhou, Q.; Xu, J.; Lu, X. Progress in the catalytic glycolysis of polyethylene terephthalate. J. Environ. Manag. 2021, 296, 113267. [Google Scholar]
- Fukushima, K.; Lecuyer, J.M.; Wei, D.S.; Horn, H.W.; Jones, G.O.; Al-Megren, H.A.; Alabdulrahman, A.M.; Alsewailem, F.D.; McNeil, M.A.; Rice, J.E. Advanced chemical recycling of poly(ethylene terephthalate) through Organocatalytic Aminolysis. Polym. Chem. 2013, 4, 1610–1616. [Google Scholar] [CrossRef]
- Shojaei, B.; Abtahi, M.; Najafi, M. Chemical recycling of PET: A stepping-stone toward sustainability. Polym. Adv. Technol. 2020, 31, 2912–2938. [Google Scholar] [CrossRef]
- Musale, R.M.; Shukla, S.R. Deep eutectic solvent as effective catalyst for aminolysis of polyethylene terephthalate (PET) waste. Int. J. Plast. Technol. 2016, 20, 106–120. [Google Scholar] [CrossRef]
- Tawfik, M.E.; Ahmed, N.M.; Eskander, S.B. Aminolysis of poly(ethylene terephthalate) wastes based on sunlight and utilization of the end product [bis(2-hydroxyethylene) terephthalamide] as an ingredient in the anticorrosive paints for the protection of steel structures. J. Appl. Polym. Sci. 2011, 120, 2842–2855. [Google Scholar] [CrossRef]
- Sinha, V.; Patel, M.R.; Patel, J.V. PET waste management by chemical recycling: A review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Damayanti; Wu, H.-S. Strategic Possibility Routes of Recycled PET. Polymers 2021, 13, 1475. [Google Scholar]
- Pham, D.D.; Cho, J. Low-energy catalytic methanolysis of poly(ethyleneterephthalate). Green Chem. 2021, 23, 511–525. [Google Scholar] [CrossRef]
- Marullo, S.; Rizzo, C.; Dintcheva, N.T.; D’Anna, F. Amino acid-based Cholinium Ionic Liquids as sustainable catalysts for PET depolymerization. ACS Sustain. Chem Eng. 2021, 9, 15157–15165. [Google Scholar] [CrossRef]
- D’Anna, F.; Sbacchi, M.; Infurna, G.; Dintcheva, N.T.; Marullo, S. Boosting the Methanolysis of Polycarbonate by the Synergy between Ultrasounds Irradiation and Task Specific Ionic Liquids. Green Chem. 2021, 23, 9957–9967. [Google Scholar] [CrossRef]
- Azeem, M.; Fournet, M.B.; Attallahn, O.A. Ultrafast 99% Polyethylene terephthalate depolymerization into value-added monomers using sequential glycolysis-hydrolysis under microwave irradiation. Arab. J. Chem. 2022, 15, 103903. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.K. Recovery of hydrocarbon liquid from waste high-density polyethylene by thermal pyrolysis. Braz. J. Chem. Eng. 2011, 28, 659–667. [Google Scholar] [CrossRef] [Green Version]
- Demirbas, A. Pyrolysis of municipal plastic wastes for recovery of gasoline-range hydrocarbons. J. Anal. Appl. Pyrolysis 2004, 72, 97–102. [Google Scholar] [CrossRef]
- Solis, M.; Silveira, S. Technologies for chemical recycling of household plastics—A technical review and TRL assessment. Waste Manag. 2020, 15, 128–138. [Google Scholar] [CrossRef] [PubMed]
- Kaminsky, W. Recycling of polymers by pyrolysis. J. Phys. IV Proc. EDP Sci. 1993, 3, C7-1543–C7-1552. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Zeaiter, J.; Azizi, F.; Lameh, M.; Milani, D.; Ismail, H.Y.; Abbas, A. Waste tire pyrolysis using thermal solar energy: An integrated approach. Renew. Energy 2018, 123, 44–51. [Google Scholar] [CrossRef]
- Punčochář, M.; Ruj, B.; Chatterj, P.K. Development of Process for Disposal of Plastic Waste Using Plasma Pyrolysis Technology and Option for Energy Recovery. Procedia Eng. 2012, 42, 420–430. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Tu, X.; Homm, G.; Weidenkaff, A. Plasma pyrolysis for a sustainable hydrogen economy. Nat. Rev. Mater. 2022, 7, 333–334. [Google Scholar] [CrossRef]
- Putra, P.H.M.; Rozali, S.; Patah, M.F.A.; Idris, A. A review of microwave pyrolysis as a sustainable plastic waste management technique. J. Environ. Manag. 2022, 303, 114240. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A Review on Thermal and Catalytic Pyrolysis of Plastic Solid Waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef] [PubMed]
- Lopez, G.; Artetxe, M.; Amutio, M.; Bilbao, J.; Olazar, M. Thermochemical routes for the valorization of waste polyolefinic plastics to produce fuels and chemicals. A review. Renew. Sustain. Energy Rev. 2017, 73, 346–368. [Google Scholar] [CrossRef]
- Beena Sethi, B. Recycling of Polymers in the Presence of Nanocatalysts: A Green Approach towards Sustainable Environment. Int. J. Chem. Mol. Eng. 2016, 10, 525–531. [Google Scholar] [CrossRef]
- Cardona, S.C.; Corma, A. Tertiary recycling of polypropylene by catalytic cracking in a semi-batch stirred reactor: Use of spent equilibrium FCC commercial catalyst. Appl. Catal. B Environ. 2000, 25, 151–162. [Google Scholar] [CrossRef]
- Kratish, Y.; Li, J.; Liu, S.; Gao, Y.; Marks, T.J. Polyethylene Terephthalate Deconstruction Catalyzed by a Carbon-Supported Single-Site Molybdenum-Dioxo Complex. Angew. Chem. Int. Ed. 2020, 59, 19857–19861. [Google Scholar] [CrossRef]
- Kosloski-Oh, S.C.; Wood, Z.A.; Manjarrez, Y.; De Los Rios, J.P.; Fieser, M.E. Catalytic methods for chemical recycling or upcycling of commercial polymers. Mater. Horiz. 2021, 2, 1084. [Google Scholar] [CrossRef]
- Wang, C.; Han, H.; Wu, Y.; Astruc, D. Nanocatalyzed upcycling of the plastic wastes for a circular economy. Coord. Chem. Rev. 2022, 458, 214422. [Google Scholar] [CrossRef]
- Liu, S.; Kots, P.A.; Vance, B.C.; Danielson, A.; Vlachos, D.G. Plastic waste to fuels by hydrocracking at mild conditions. Sci. Adv. 2021, 7, eabf8283. [Google Scholar] [CrossRef]
- Munir, D.; Irfan, M.F.; Usman, M.R. Hydrocracking of virgin and waste plastics: A detailed review. Renew. Sustain. Energy Rev. 2018, 90, 490–515. [Google Scholar] [CrossRef]
- Saebea, D.; Ruengrit, P.; Arpornwichanop, A.; Patcharavorachot, Y. Gasification of plastic waste for synthesis gas production. Energy Rep. 2020, 6, 202–207. [Google Scholar] [CrossRef]
- Ciuffi, B.; Chiaramonti, D.; Rizzo, A.M.; Frediani, M.; Rosi, L. A Critical Review of SCWG in the Context of Available Gasification Technologies for Plastic Waste. Appl. Sci. 2020, 10, 6307. [Google Scholar] [CrossRef]
- Li, S.; Vela, I.C.; Järvinen, M.; Seemann, M. Polyethylene terephthalate (PET) recycling via steam gasification—The effect of operating conditions on gas and tar composition. Waste Manag. 2021, 130, 117–126. [Google Scholar] [CrossRef] [PubMed]
- Iaquaniello, G.; Centi, G.; Salladini, A.; Palo, E.; Perathoner, S.; Spadaccini, L. Waste-to-methanol: Process and economics assessment. Bioresour. Technol. 2017, 243, 611–669. [Google Scholar] [CrossRef]
- Munir, M.T.; Mardon, I.; Al-Zuhair, S.; Shawabkeh, A.; Saqib, N.U. Plasma gasification of municipal solid waste for waste-to-value processing. Renew. Sustain. Energy Rev. 2019, 116, 109461. [Google Scholar] [CrossRef]
- Liu, A.; Ren, F.; Lin, W.Y.; Wang, J. A review of municipal solid waste environmental standards with a focus on incinerator residues. Int. J. Sustain. Built Environ. 2015, 4, 165–188. [Google Scholar] [CrossRef] [Green Version]
- Belevi, H.; Moench, H. Factors Determining the Element Behavior in Municipal Solid Waste Incinerators. 1. Field Studies. Environ. Sci. Technol. 2000, 34, 2501–2506. [Google Scholar] [CrossRef]
- Post, W.; Susa, A.; Blaauw, R.; Molenveld, K.; Knoop, R.J.I. A Review on the Potential and Limitations of Recyclable Thermosets for Structural Applications. Polym. Rev. 2020, 60, 359–388. [Google Scholar] [CrossRef]
- Gu, Y.; Zhao, J.; Johnson, J.A. Polymer networks: From plastics and gels to porous frameworks. Angew. Chem. Int. Ed. 2020, 59, 5022–5049. [Google Scholar] [CrossRef]
- Winne, J.M.; Leibler, L.; Du Prez, F.E. Dynamic covalent chemistry in polymer networks: A mechanistic perspective. Polym. Chem. 2019, 10, 6091–6108. [Google Scholar] [CrossRef]
- Shieh, P.; Zhang, W.; Husted, K.E.; Kristufek, S.L.; Xiong, B.; Lundberg, D.J.; Lem, J.; Veysset, D.; Sun, Y.; Nelson, K.A.; et al. Cleavable comonomers enable degradable, recyclable thermoset plastics. Nature 2020, 583, 542–547. [Google Scholar] [CrossRef] [PubMed]
- Garcıa, F.; Smulders, M.M.J. Dynamic Covalent Polymers. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 3551–3577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsujii, A.; Namba, M.; Okamura, H.; Matsumoto, A. Radical Alternating Copolymerization of Twisted 1,3-Butadienes with Maleic Anhydride as a New Approach for Degradable Thermosetting Resin. Macromolecules 2014, 47, 6619–6626. [Google Scholar] [CrossRef]
- Lou, L.; Okamura, H.; Matsumoto, A. Crosslinking of Poly(Vinyl Alcohol) and Poly(Vinyl Acetate) Using Poly(Maleic Anhydride-Alt-2,4-Dimethyl-1,3-Pentadiene) as Polyfunctional Crosslinker and Decrosslinking by Ozone Degradation. J. Appl. Polym. Sci. 2017, 134, 44229. [Google Scholar] [CrossRef]
- Vasile, C.; Brebu, M.; Karayildirim, T.; Yanik, J.; Darie, H. Feedstock recycling from plastics and thermosets fractions of used computers. II. Pyrolysis oil upgrading. Fuel 2007, 86, 477–485. [Google Scholar] [CrossRef]
- Esposito, L.; Cafiero, L.; De Angelis, D.; Tuffi, R.; Vecchio Ciprioti, S. Valorization of the plastic residue from a WEEE treatment plant by pyrolysis. Waste Manag. 2020, 112, 1–10. [Google Scholar] [CrossRef]
- Khalil, Y.F. Sustainability assessment of solvolysis using supercritical fluids for carbon fiber reinforced polymers waste management. Sustain. Prod. Consum. 2019, 17, 74–84. [Google Scholar] [CrossRef]
- Goto, M.; Sasaki, M.; Hirose, T. Reactions of polymers in supercritical fluids for chemical recycling of waste plastics. J. Mater. Sci. 2006, 41, 1509–1515. [Google Scholar] [CrossRef]
- Sheppard, D.T.; Jin, K.; Hamachi, L.S.; Dean, W.; Fortman, D.J.; Ellison, C.J.; Dichtel, W.R. Reprocessing Postconsumer Polyurethane Foam Using Carbamate Exchange Catalysis and Twin-Screw Extrusion. ACS Cent. Sci. 2020, 6, 921–927. [Google Scholar] [CrossRef]
- Gómez-Rojo, R.; Alameda, L.; Rodríguez, Á.; Calderón, V.; Gutiérrez-González, S. Characterization of Polyurethane Foam Waste for Reuse in Eco-Efficient Building Materials. Polymers 2019, 11, 359. [Google Scholar] [CrossRef] [Green Version]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 8, 782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Andler, R. Bacterial and enzymatic degradation of poly(cis-1,4-isoprene) rubber: Novel biotechnological applications. Biotechnol. Adv. 2020, 44, 107606. [Google Scholar] [CrossRef] [PubMed]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Boudenne, A.; Ibos, L.; Candau, Y.; Thomas, S. Handbook of Multiphase Polymer Systems; John Wiley & Sons: Hoboken, NJ, USA, 2011; Volume 1, ISBN 9780470714201. [Google Scholar]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Effing, M. Expert insights in Europe’s booming composites market. Reinf. Plast. 2018, 62, 219–223. [Google Scholar] [CrossRef]
- Paul, D.R.; Robeson, L.M. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef] [Green Version]
- Arrigo, R.; Bartoli, M.; Malucelli, G. Poly(lactic Acid)–Biochar Biocomposites: Effect of Processing and Filler Content on Rheological, Thermal, and Mechanical Properties. Polymers 2020, 12, 892. [Google Scholar] [CrossRef] [Green Version]
- Maniscalco, M.; Infurna, G.; Caputo, G.; Botta, L.; Dintcheva, N.T. Slow pyrolysis as a method for biochar production from carob waste: Process investigation and products characterization. Energies 2021, 14, 8457. [Google Scholar] [CrossRef]
- Gutierrez, E.; Bono, F. Review of industrial manufacturing capacity for fibre-reinforced polymers as prospective structural components in Shipping Containers. JRC Sci. Policy Rep. 2013. [Google Scholar] [CrossRef]
- Prashanth, S.; Subbaya, K.M.; Nithin, K.; Sachhidananda, S. Fiber Reinforced Composites—A Review. J. Mater. Sci. Eng. 2017, 6, 2–6. [Google Scholar] [CrossRef] [Green Version]
- Irving, P.E.; Soutis, C. Polymer Composites in the Aerospace Industry; Woodhead Publishing Limited: Sawston, UK, 2019; ISBN 9780857095237. [Google Scholar]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. Jom 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Sun, Y.; Shi, G. Graphene/polymer composites for energy applications. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 231–253. [Google Scholar] [CrossRef]
- Hollaway, L.C. A review of the present and future utilisation of FRP composites in the civil infrastructure with reference to their important in-service properties. Constr. Build. Mater. 2010, 24, 2419–2445. [Google Scholar] [CrossRef]
- Ansell, M.P. (Ed.) Wood Composites; Woodhead Publishing: Cambridge, UK, 2015. [Google Scholar] [CrossRef]
- Colucci, G.; Ostrovskaya, O.; Frache, A.; Martorana, B.; Badini, C. The effect of mechanical recycling on the microstructure and properties of PA66 composites reinforced with carbon fibers. J. Appl. Polym. Sci. 2015, 132, 1–9. [Google Scholar] [CrossRef]
- Pietroluongo, M.; Padovano, E.; Frache, A.; Badini, C. Mechanical recycling of an end-of-life automotive composite component. Sustain. Mater. Technol. 2020, 23, e00143. [Google Scholar] [CrossRef]
- Völtz, L.R.; Di Guiseppe, I.; Geng, S.; Oksman, K. The effect of recycling on wood-fiber thermoplastic composites. Polymers 2020, 12, 1750. [Google Scholar] [CrossRef]
- Kiss, P.; Stadlbauer, W.; Burgstaller, C.; Stadler, H.; Fehringer, S.; Haeuserer, F.; Archodoulaki, V.-M. In-house recycling of carbon- and glass fibre-reinforced thermoplastic composite laminate waste into high-performance sheet materials. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106110. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical Recycling of Carbon Fiber Reinforced Epoxy Resin Composites via Selective Cleavage of the Carbon–Nitrogen Bond. ACS Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Das, M.; Chacko, R.; Varughese, S. An Efficient Method of Recycling of CFRP Waste Using Peracetic Acid. ACS Sustain. Chem. Eng. 2018, 6, 1564–1571. [Google Scholar] [CrossRef]
- Ruiz de Luzuriaga, A.; Martin, R.; Markaide, N.; Rekondo, A.; Cabañero, G.; Rodríguez, J.; Odriozola, I. Epoxy resin with exchangeable disulfide crosslinks to obtain reprocessable, repairable and recyclable fiber-reinforced thermoset composites. Mater. Horiz. 2016, 3, 241–247. [Google Scholar] [CrossRef]
- La Mantia, F.; Dintcheva, N.T.; Morreale, M.; Vaca-Garcia, C. Green composites of organic materials and recycled post-consumer polyethylene. Polym. Int. 2004, 53, 1888–1891. [Google Scholar] [CrossRef] [Green Version]
- Botta, L.; Scaffaro, R.; La Mantia, F.P.; Dintcheva, N.T. Effect of different matrices and nanofillers on the rheological behaviour of polymer-clay nanocomposites. J. Polym. Sci. Part B 2010, 48, 344–355. [Google Scholar] [CrossRef]
- Sulcis, R.; Vizza, F.; Oberhauser, W.; Ciardelli, F.; Spiniello, R.; Dintcheva, N.T.; Passaglia, E. Recycling ground tire rubber (GTR) scraps as high-impact filler of in-situ produced polyketone matrix. Polym. Eng. Sci. 2014, 25, 1060–1068. [Google Scholar] [CrossRef]
- Okajima, I.; Hiramatsu, M.; Shimamura, Y.; Awaya, T.; Sako, T. Chemical recycling of carbon fiber reinforced plastic using supercritical methanol. J. Supercrit. Fluids 2014, 91, 68–76. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.; Liu, C.; Liu, T.; Xin, J.; Zhang, J. Mild chemical recycling of aerospace fiber/epoxy composite wastes and utilization of the decomposed resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- Job, S.; Leeke, G.; Mativenga, P.T.; Oliveux, G.; Pickering, S.; Shuaib, N.A. Composites Recycling: Where Are We Now? Composites UK: Berkhamsted, UK, 2016; Volume 11, Available online: https://compositesuk.co.uk/system/files/documents/Recycling%20Report%202016%20-%20Light%20Background.pdf (accessed on 29 April 2022).
- European Commission. The European Green Deal COM (2019) 640 Final; European Commission: Brussels, Belgium, 2019. [Google Scholar]
- Ellen MacArthur Foundation. Towards the circular economy. J. Ind. Ecol. 2013, 2, 23–44.
- Ellen MacArthur Foundation. The New Plastics Economy: Rethinking the future of plastics. Ellen MacArthur Found. 2016, 120. Available online: https://ellenmacarthurfoundation.org/the-new-plastics-economy-rethinking-the-future-of-plastics (accessed on 1 April 2022).
- Abrha, H.; Cabrera, J.; Dai, Y.; Irfan, M.; Toma, A.; Jiao, S.; Liu, X. Bio-based plastics produciton, impacts and end of life: A literature review and content analysis. Sustainability 2022, 14, 4855. [Google Scholar] [CrossRef]
- Di Bartolo, A.; Infurna, G.; Dintcheva, N. A review of bioplastics and their adoption in the circular economy. Polymers 2021, 13, 1229. [Google Scholar] [CrossRef]
- ISO. Online Browsing Platform. Available online: https://www.iso.org/obp/ui#home (accessed on 1 November 2020).
- CEN. Online Standards Serch. Available online: https://standards.cen.eu/dyn/www/f?p=CENWEB:105::RESET:::: (accessed on 1 November 2020).
- Emadian, S.M.; Onay, T.T.; Demirel, B. Biodegradation of bioplastics in natural environments. Waste Manag. 2017, 59, 526–536. [Google Scholar] [CrossRef]
- Lucas, N.; Bienaime, C.; Belloy, C.; Queneudec, M.; Silvestre, F.; Nava-Saucedo, J.E. Polymer biodegradation: Mechanisms and estimation techniques—A review. Chemosphere 2008, 73, 429–442. [Google Scholar] [CrossRef] [PubMed]
- Cosate de Andrade, M.F.; Souza, P.M.S.; Cavalett, O.; Morales, A.R. Life Cycle Assessment of Poly (Lactic Acid) (PLA): Comparison between Chemical Recycling, Mechanical Recycling and Composting. J. Polym. Environ. 2016, 24, 372–384. [Google Scholar] [CrossRef]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Recycling Methods | Short Description | Advantageous (+)/ Disadvantageous (−) | Status of the Technology | References |
|---|---|---|---|---|
| Primary recycling, i.e., mechanical recycling of production scraps | closed-loop recycling: recovered polymer materials must be cut/ crashed/ grinded/ shredded to small-sized pieces and reprocessed with virgin materials | (+) post-consumer and virgin polymers have same chemical nature (+) post-consumer polymers are separated from contaminants (−) post-consumer polymers must be stabilized against degradation during reprocessing | industrially applicable practice | [11,12] |
| Secondary recycling, i.e., mechanical recycling of waste | polymers separation techniques and reprocessing: (i) separation techniques by floatation, gravity, electrostatic or magnetic separation, and sensor-based sorting; (ii) cutting/crashing/grinding/shredding to small-sized pieces; (iii) reprocessing by traditional processing techniques, such as extrusion, injection/compression molding; etc. | (+) separations based on different principles: floatation, gravity, electrostatic or magnetic separation, and sensor-based sorting (−) polymers experience different degradation/oxidation levels in service (−) mixed waste contain contaminants and they are incompatible (−) second-life materials show low properties | industrially applicable practices, that continuously evolved, considering the changes of waste stream compositions | [13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31] |
| Tertiary recycling, i.e., chemical recycling through chemolysis, cracking, and gasification | treatments for bonding scission through chemicals, heat with and without catalytic agents, for mono-/oligomers recovery | (+) second-life materials show excellent properties (−) high-cost technology (−) negative environmental impacts due to use of chemicals, solvents, etc. | under investigations; industrially applicable for PET | [32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72] |
| Quaternary recycling, i.e., energy recovery | incineration of mixed plastic to recover their embedded energy | (+) energy recovery, which is preferable to landfilling and disposal in the seas and oceans (−) gas emissions must be controlled to minimize their negative environmental impacts | applicable | [73,74] |
| Recycling Methods | Short Description | Advantageous (+)/ Disadvantageous (−) | Status of the Technology | References |
|---|---|---|---|---|
| Tertiary recycling, i.e., chemical recycling through chemicals and/or energy | chemical recycling consisting of destroying the three-dimensional crosslinked structure | (+) materials recovery (−) negative environmental impacts due to use of chemicals, solvents, etc. | under investigations; limited industrially applicable practice | [75,76,77,78,79,80,81,82,83,84,85,86,87,88,89] |
| Quaternary recycling, i.e., energy recovery | incineration of three-dimensional crosslinked plastic to recovery of their embedded energy | (+) energy recovery, which is preferable to landfilling (−) gas emissions must be controlled to minimize their negative environmental impacts | applicable | [75] |
| Recycling Methods | Short Description | Advantageous (+)/ Disadvantageous (−) | Status of the Technology | References |
|---|---|---|---|---|
| Primary and Secondary recycling, i.e., mechanical recycling | closed-loop recycling and downcycling recovered composites must be cut/crashed/grinded/shredded to small-sized pieces and reprocessed | (+) materials recovery (−) second-life materials show low properties (−) high-cost technology (in same cases it needs different processing technology) | under investigations; limited industrially applicable practice | [105,106,107,108,109,110,111,112,113] |
| Tertiary recycling, i.e., chemical recycling through chemicals | chemical recycling consisting in separation of matrix and reinforced particles/fibers | (+) materials recovery (−) negative environmental impacts due to using of chemicals, solvents, etc. | under investigations; | [114,115] |
| Quaternary recycling, i.e., energy recovery | incineration of composite materials | (+) energy recovery (−) gas emissions must be controlled to minimize their negative environmental impacts | under investigations; applicable | [116,117,118,119] |
| Recycling Methods | Short Description | Advantageous (+)/ Disadvantageous (−) | Status of the Technology | References |
|---|---|---|---|---|
| Primary and secondary recycling | reprocessing | (+) materials recovery (−) second-life materials show low properties (−) high-cost technology | under investigations; | [122,123,124,125] |
| Tertiary recycling | using chemicals and/or micro-organisms | (+) materials recovery (−) negative environmental impacts due to use of chemicals, solvents, etc. | under investigations; | [126,127] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morici, E.; Carroccio, S.C.; Bruno, E.; Scarfato, P.; Filippone, G.; Dintcheva, N.T. Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future. Polymers 2022, 14, 2038. https://doi.org/10.3390/polym14102038
Morici E, Carroccio SC, Bruno E, Scarfato P, Filippone G, Dintcheva NT. Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future. Polymers. 2022; 14(10):2038. https://doi.org/10.3390/polym14102038
Chicago/Turabian StyleMorici, Elisabetta, Sabrina Carola Carroccio, Elena Bruno, Paola Scarfato, Giovanni Filippone, and Nadka Tz. Dintcheva. 2022. "Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future" Polymers 14, no. 10: 2038. https://doi.org/10.3390/polym14102038
APA StyleMorici, E., Carroccio, S. C., Bruno, E., Scarfato, P., Filippone, G., & Dintcheva, N. T. (2022). Recycled (Bio)Plastics and (Bio)Plastic Composites: A Trade Opportunity in a Green Future. Polymers, 14(10), 2038. https://doi.org/10.3390/polym14102038