
An Experimental and Numerical Investigation into the Durability of Fibre/Polymer Composites with Synthetic and Natural Fibres

 ,
,  ,
,  ,
,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
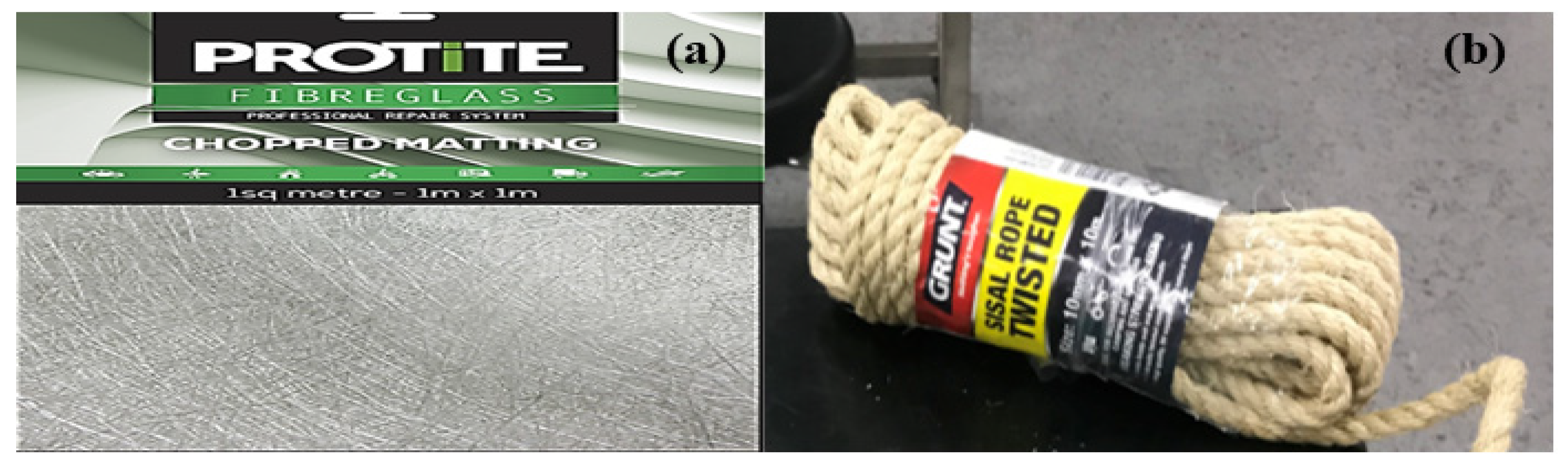
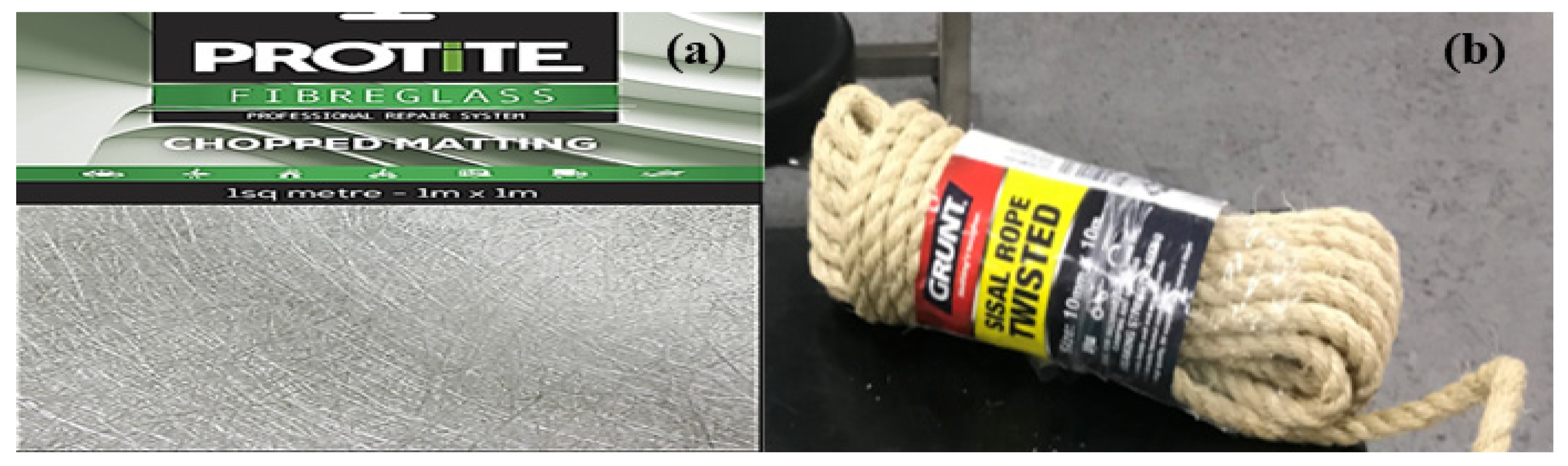
2.1. Fibre Reinforcement
2.2. Epoxy Resin
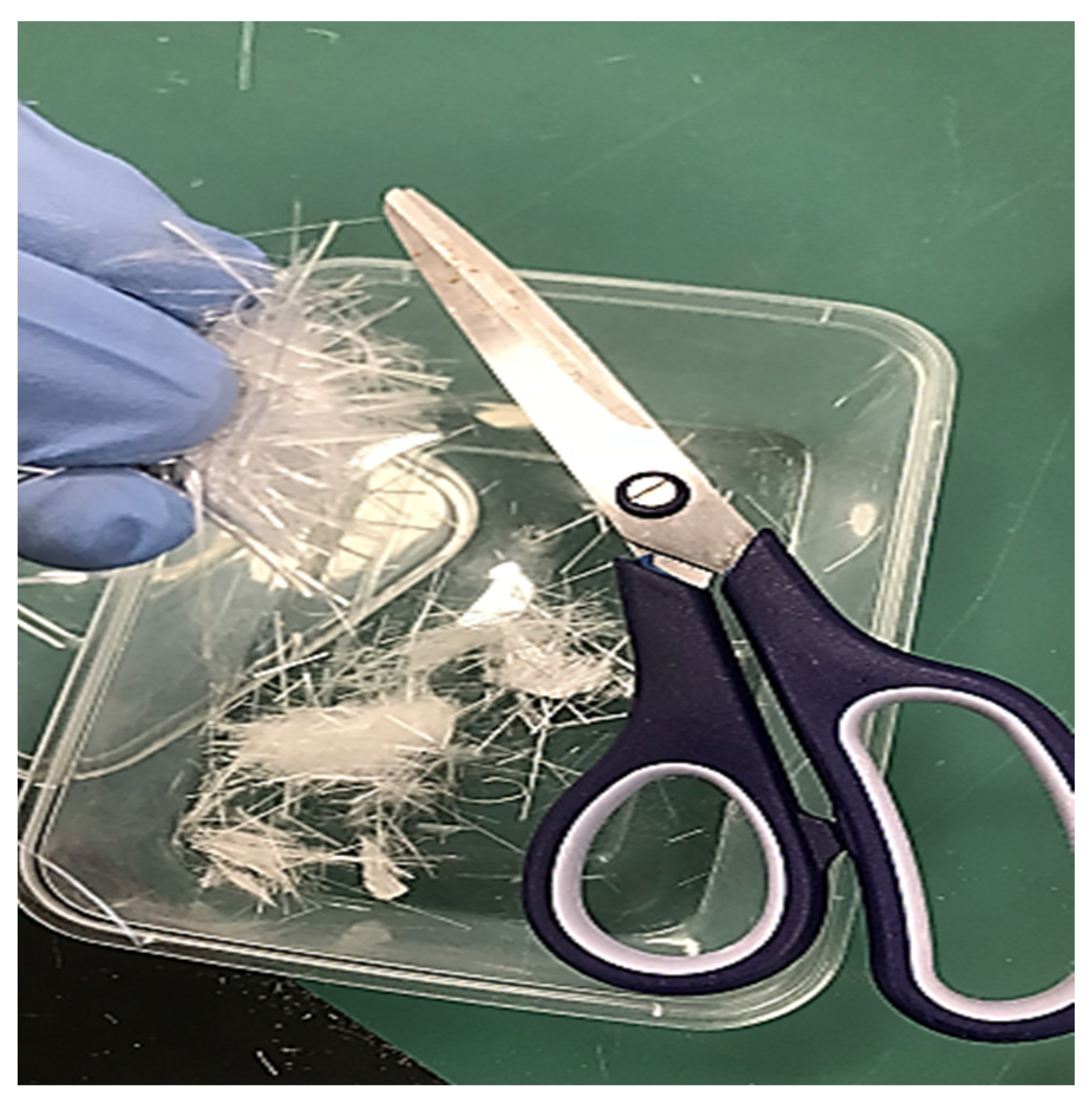
2.3. Preparation of Fibres
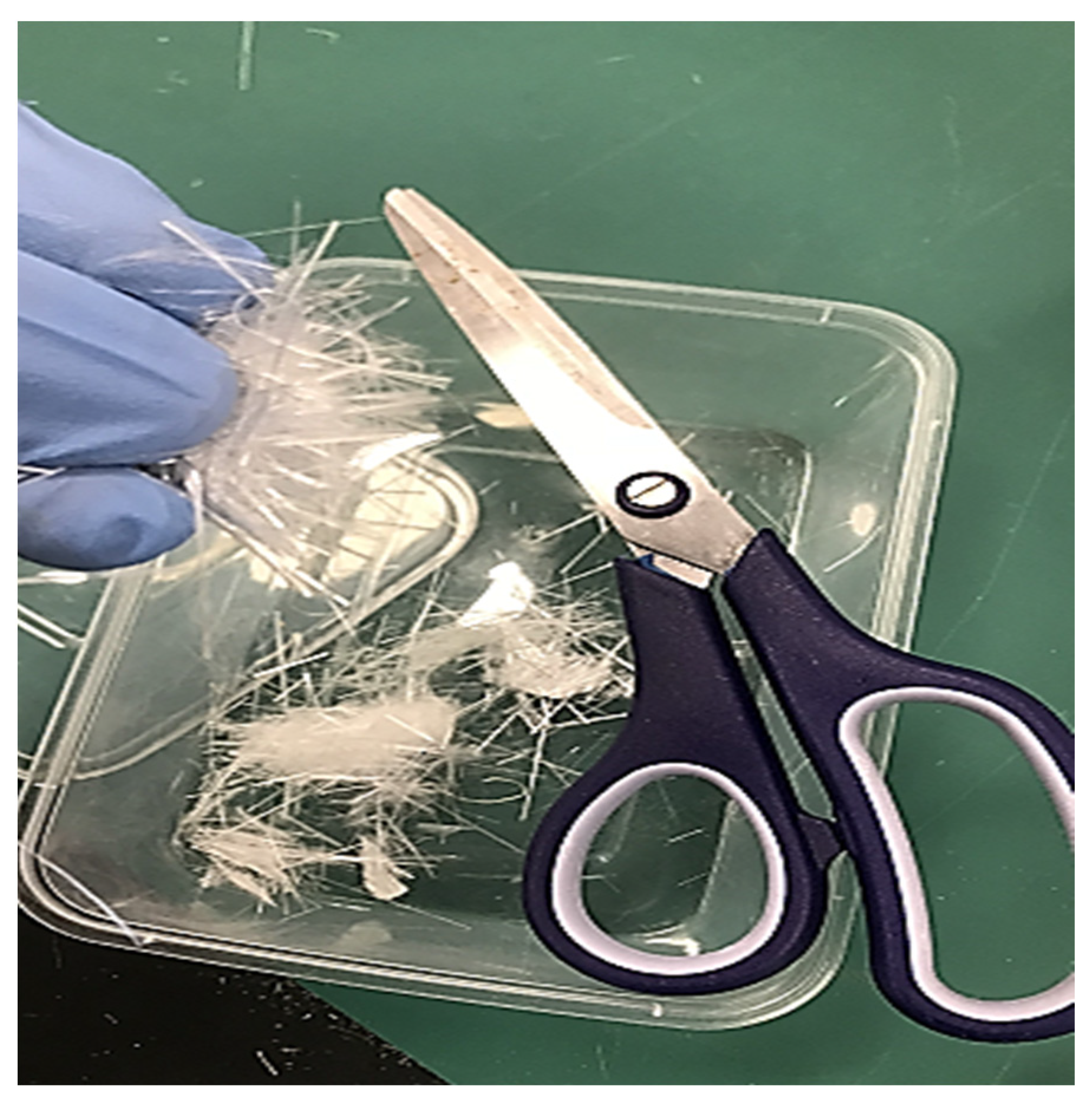
2.3.1. Glass Fibres
2.3.2. Sisal Fibres
2.3.3. Alkali Treatment
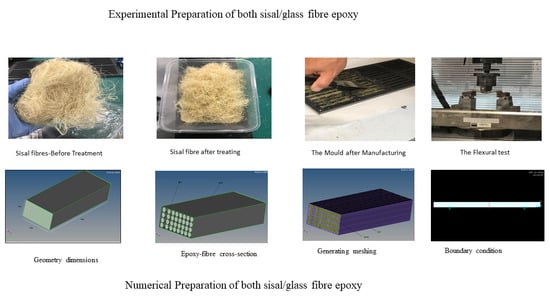
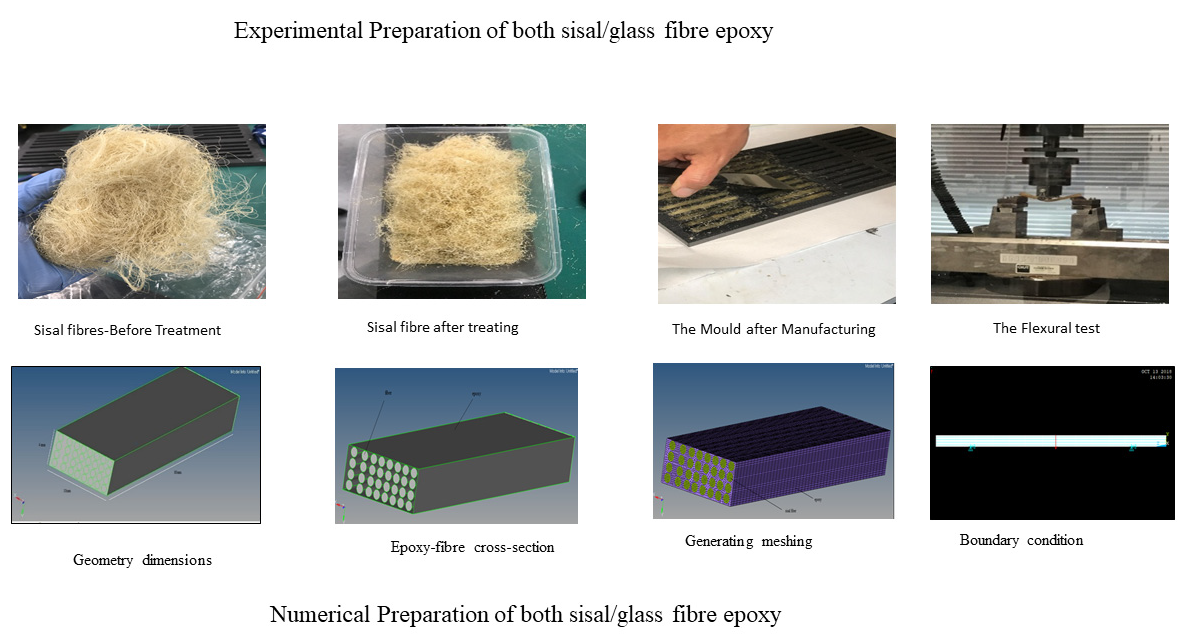
2.4. Composite Fabrication Steps
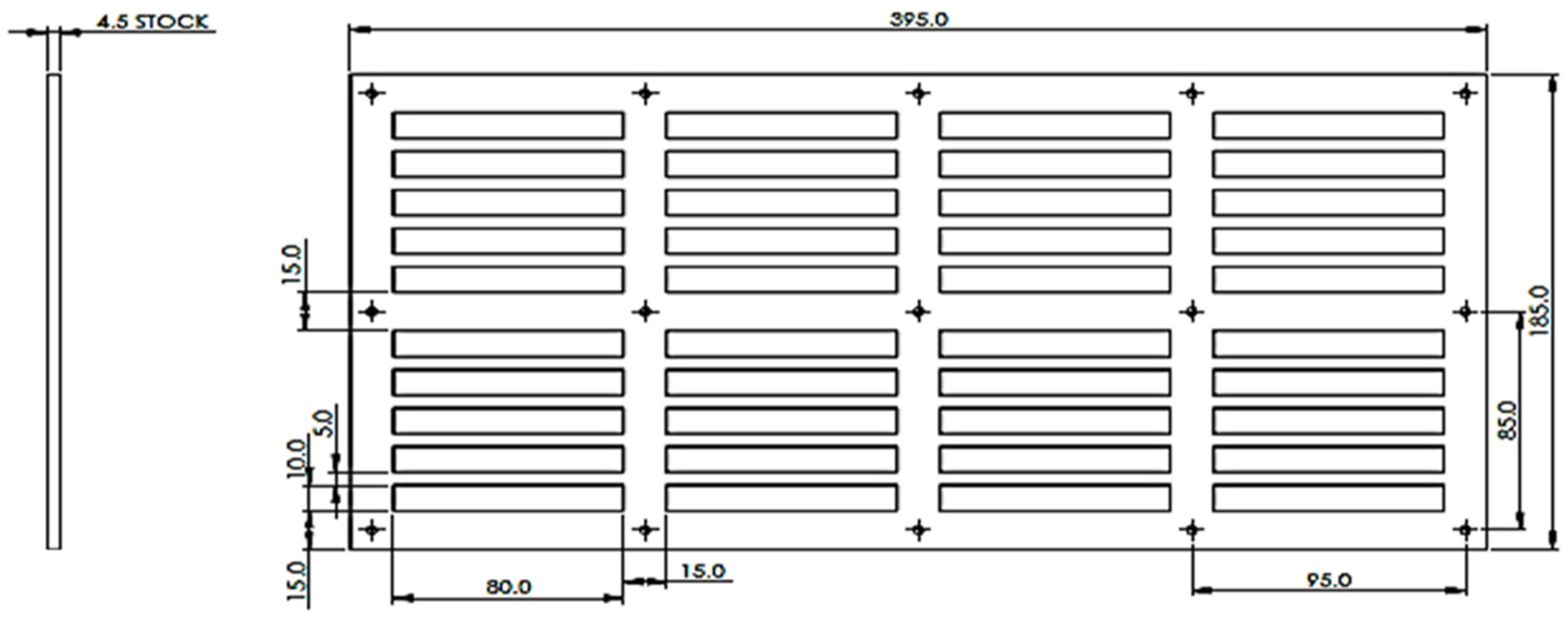
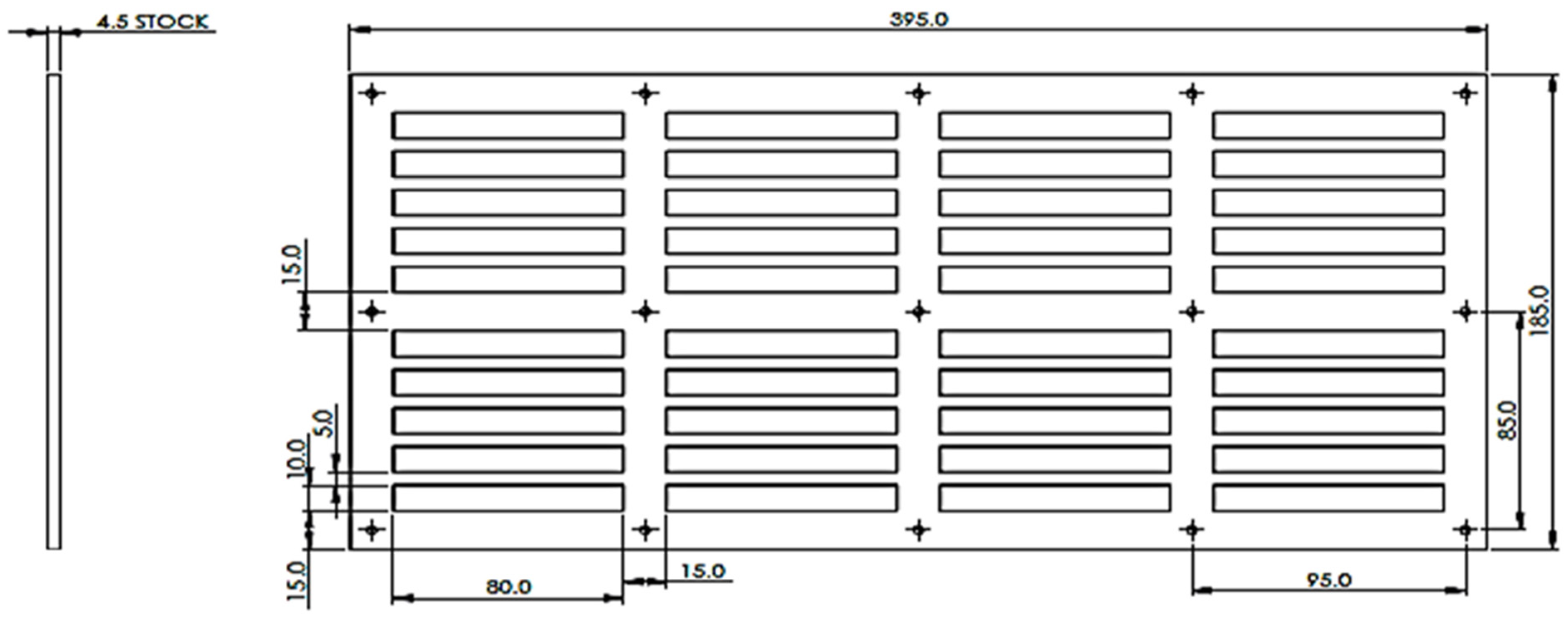
2.4.1. Designing of Mould
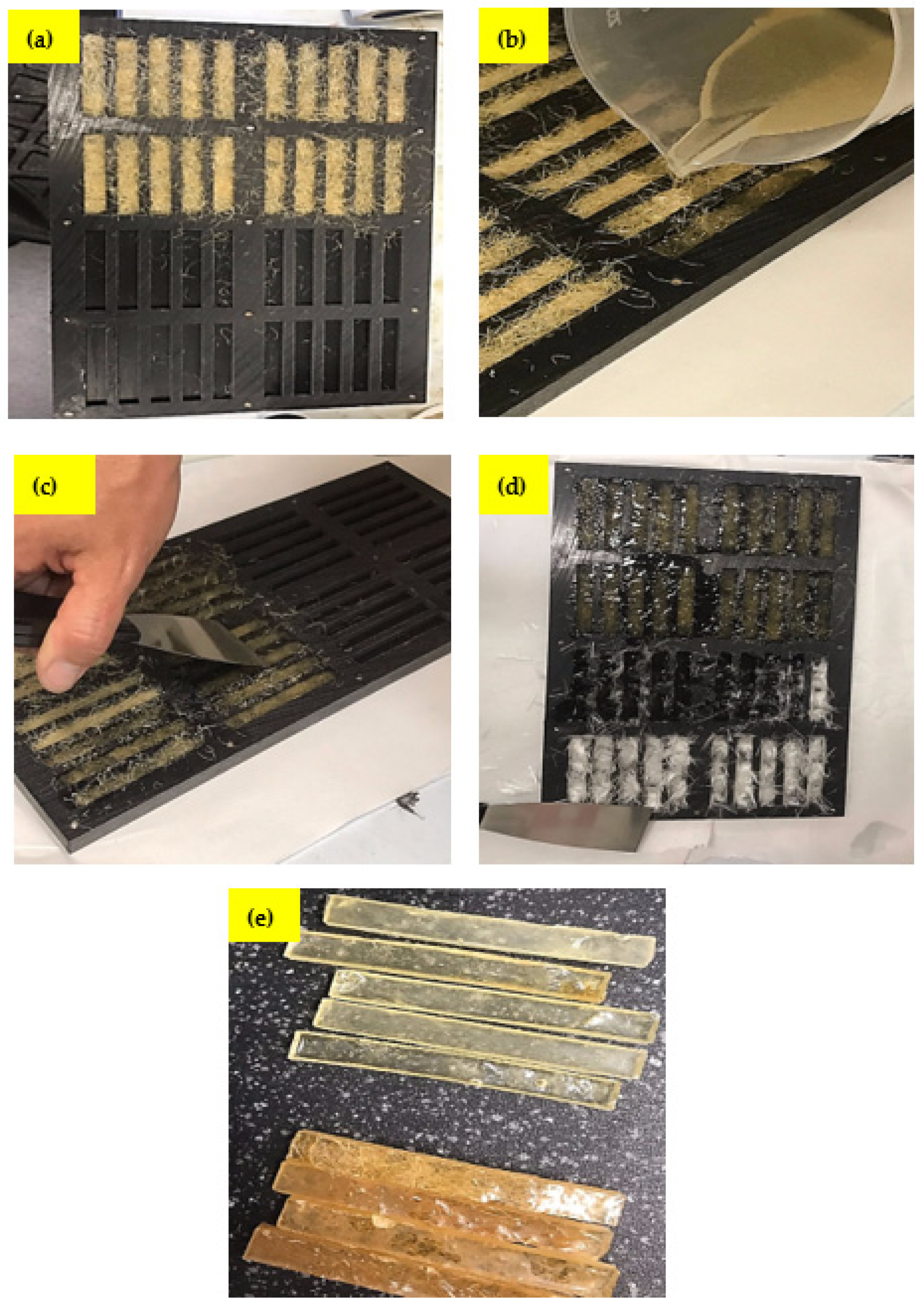
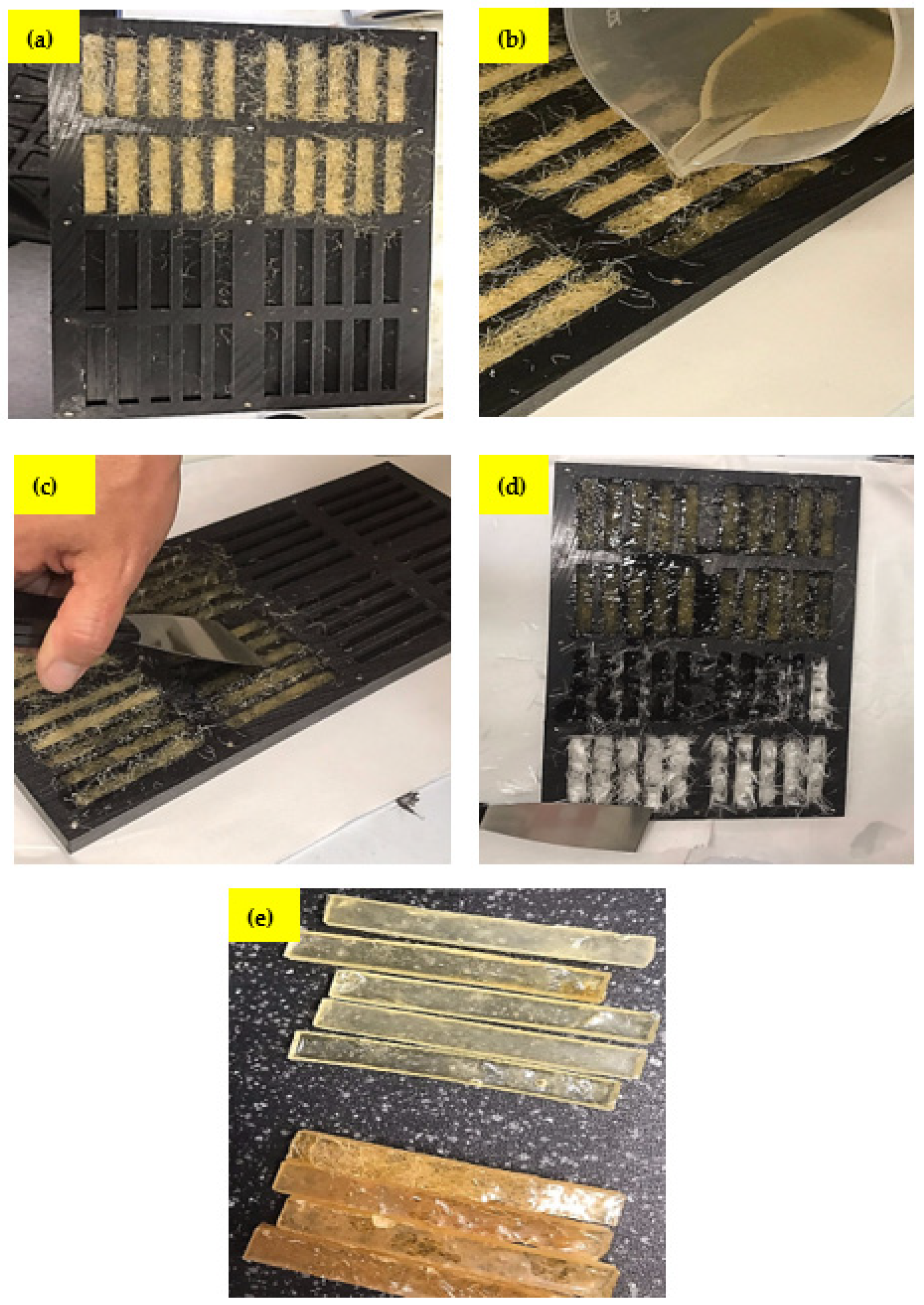
2.4.2. Composite Fabrication
2.5. Experimental Testing
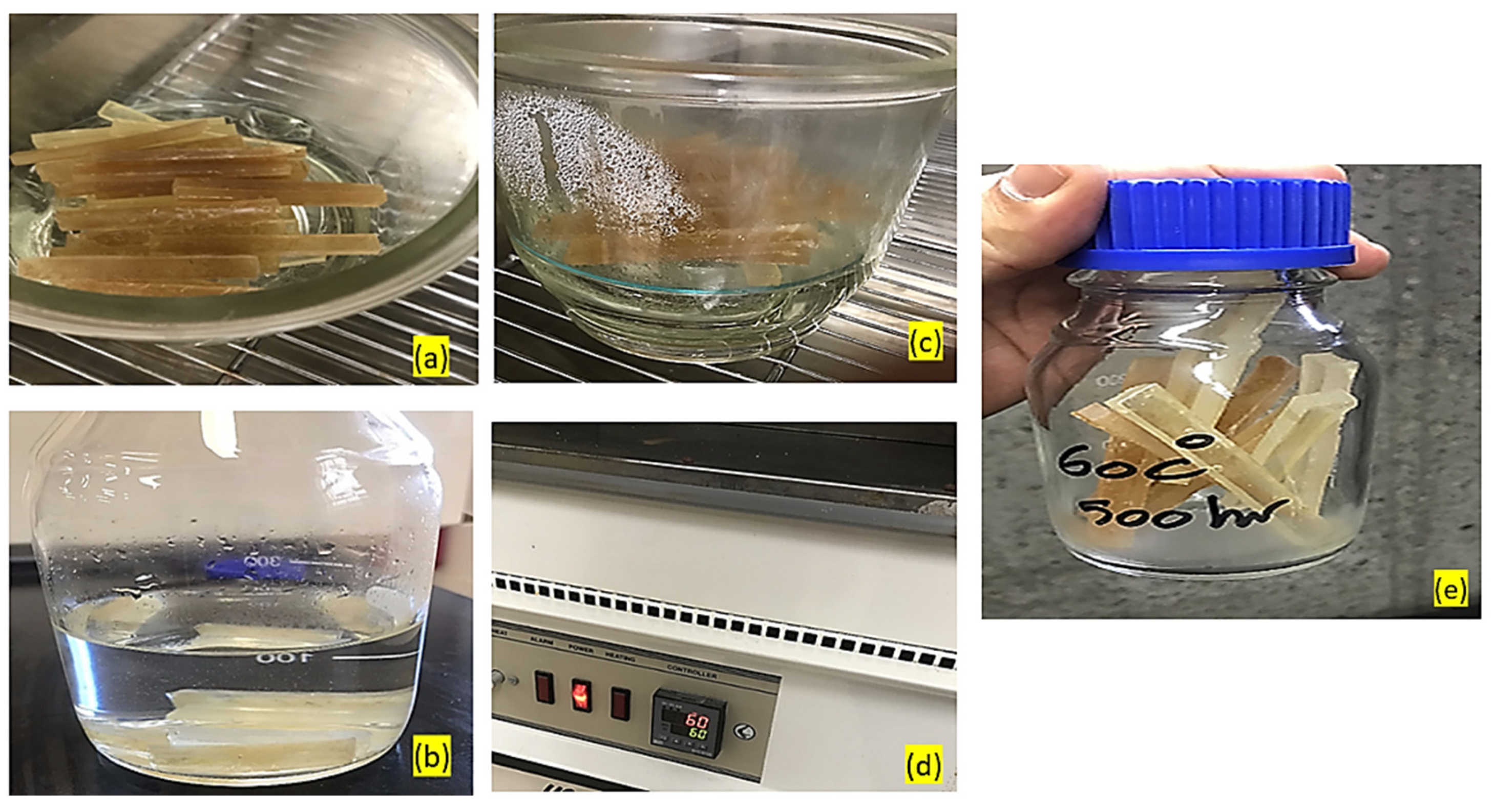
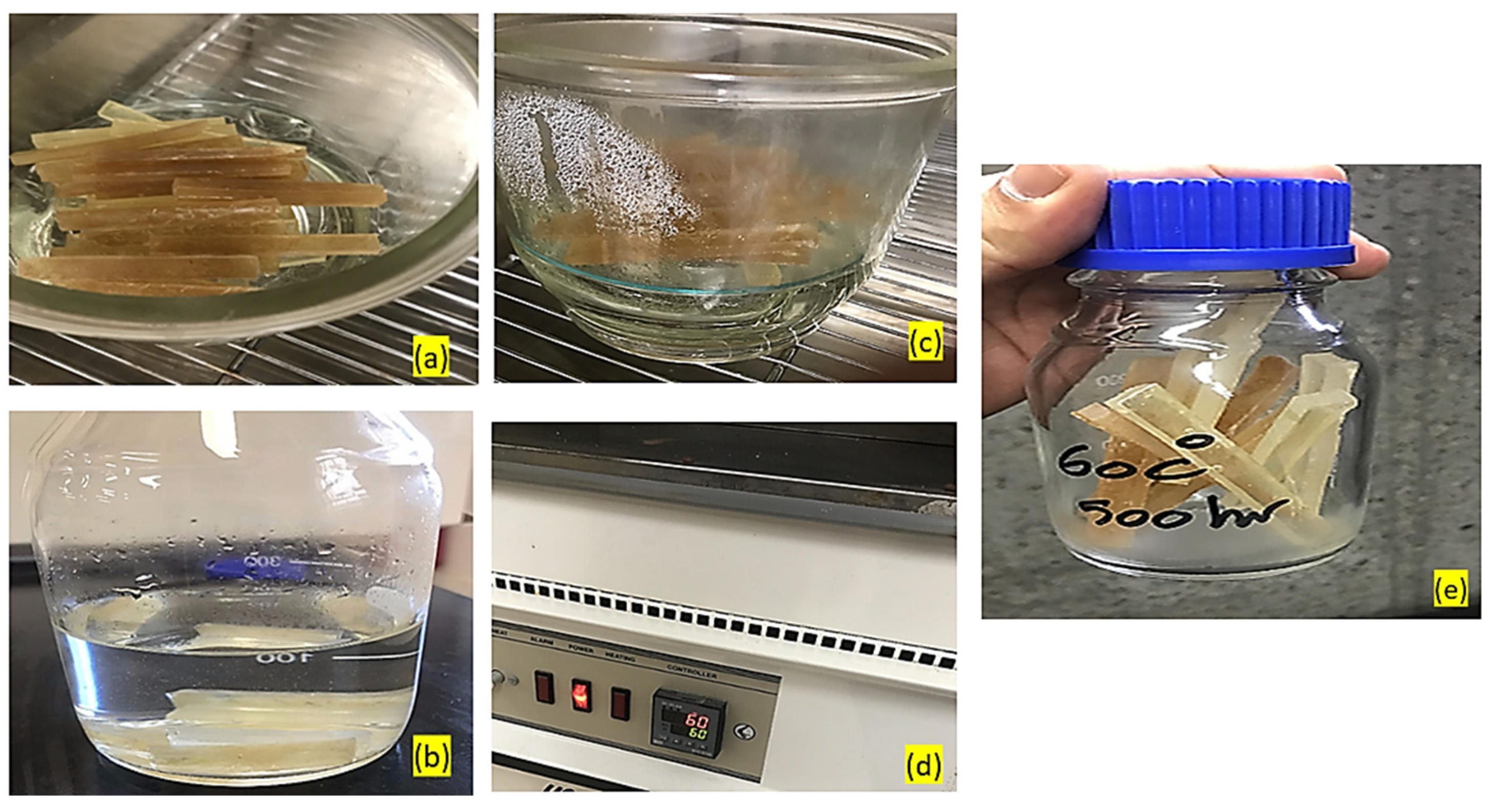
2.5.1. Hydrothermal Testing of GFRE and SFRE Samples
2.5.2. Microstructure Analysis of GFRE and SFRE Samples
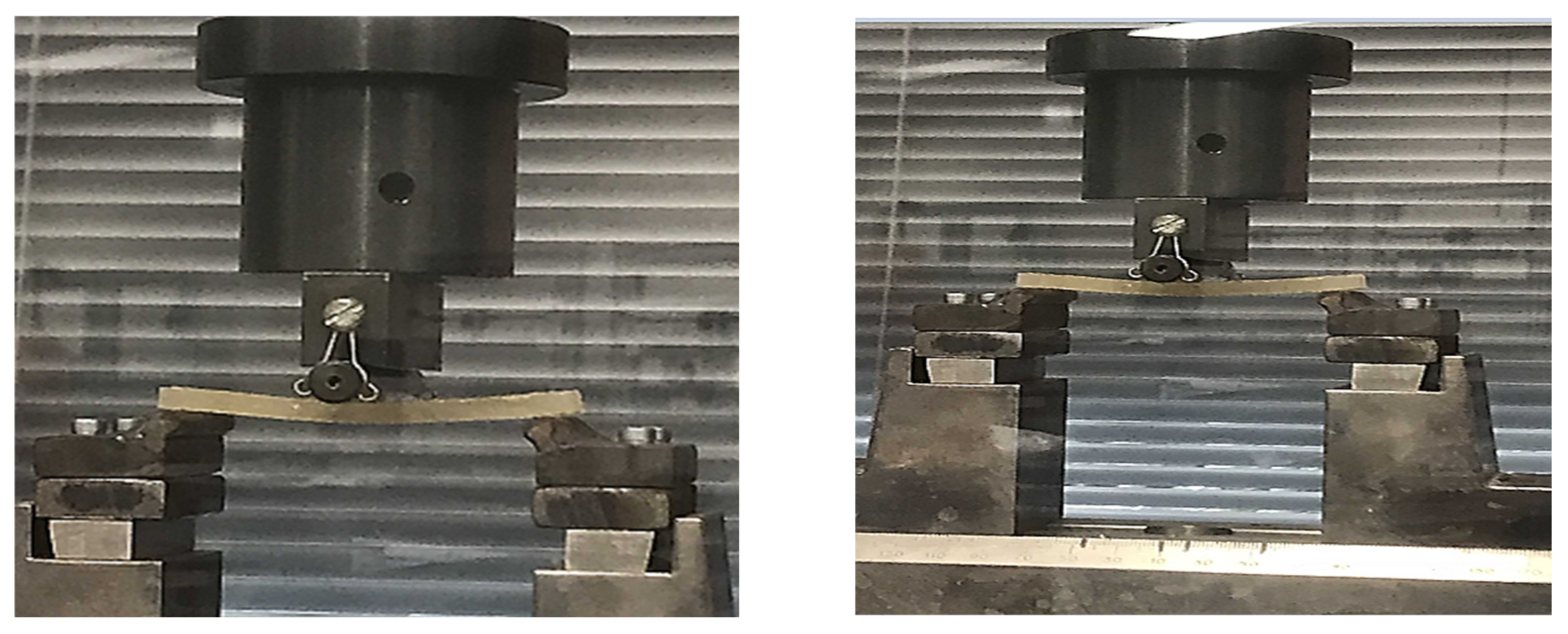
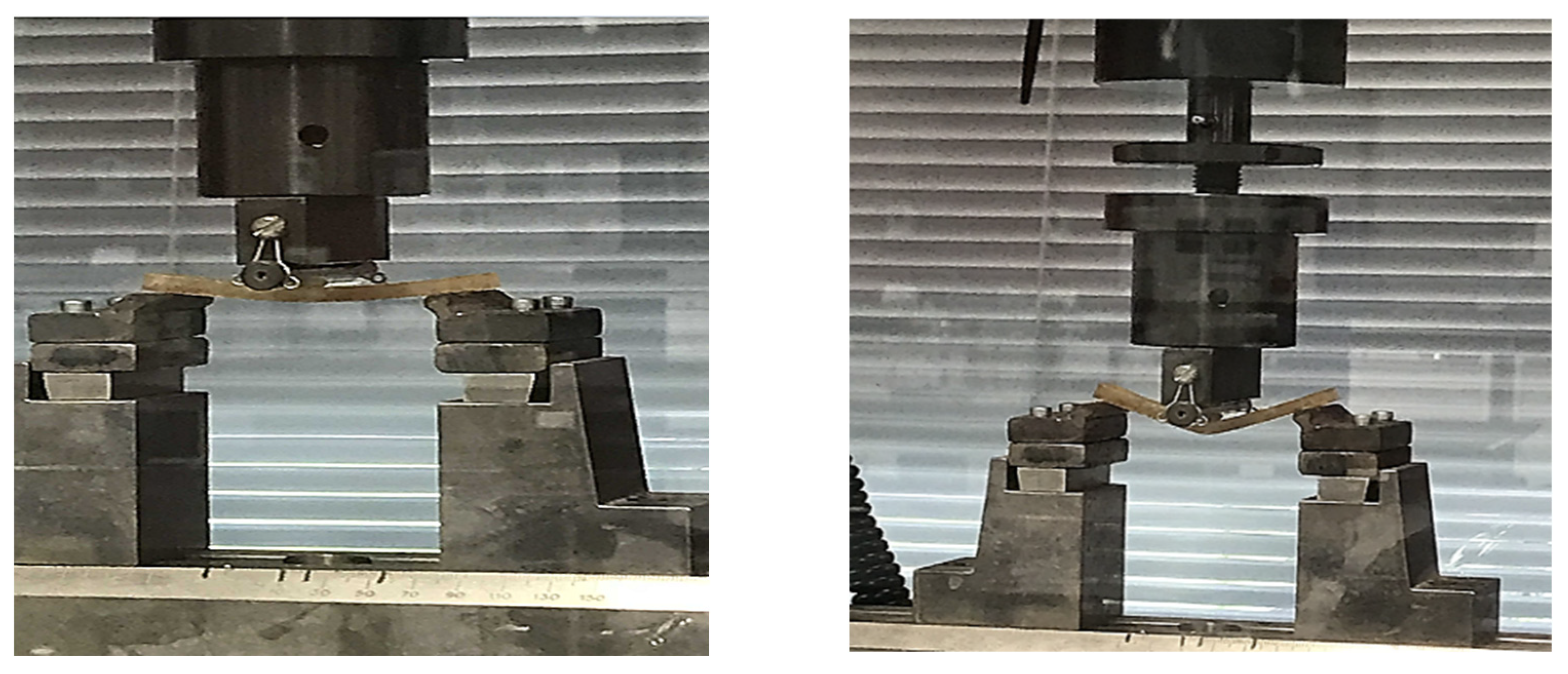
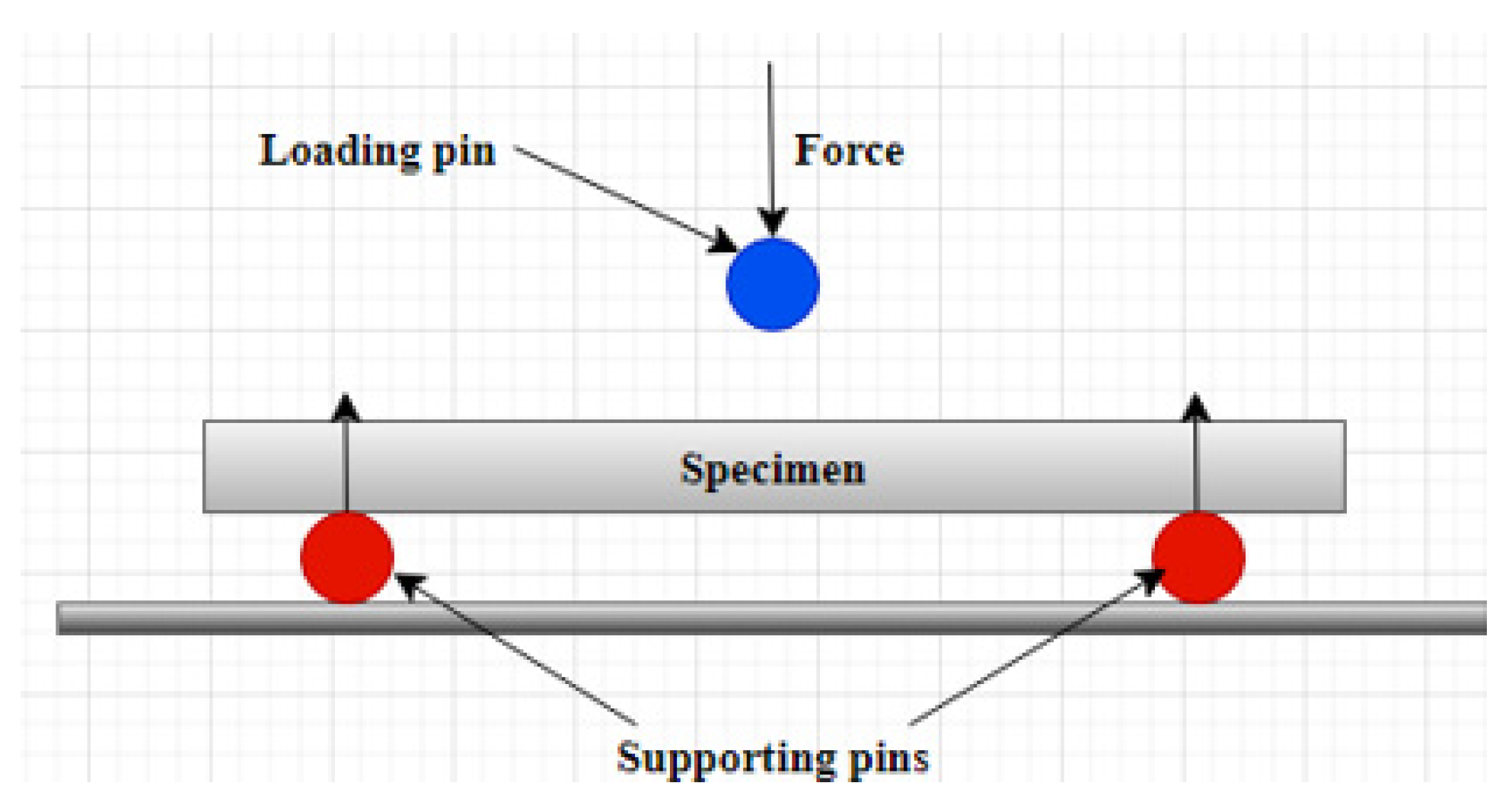
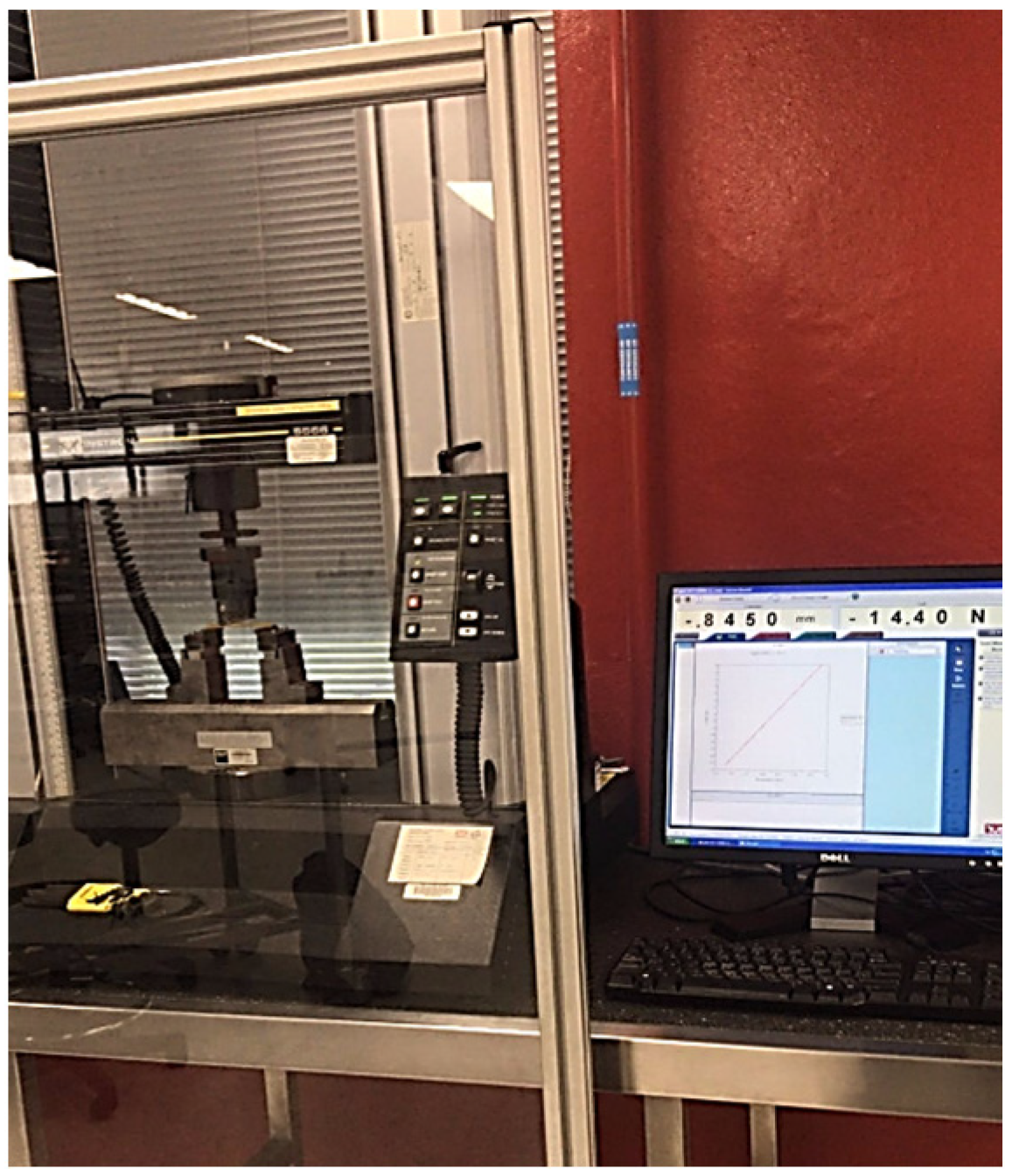
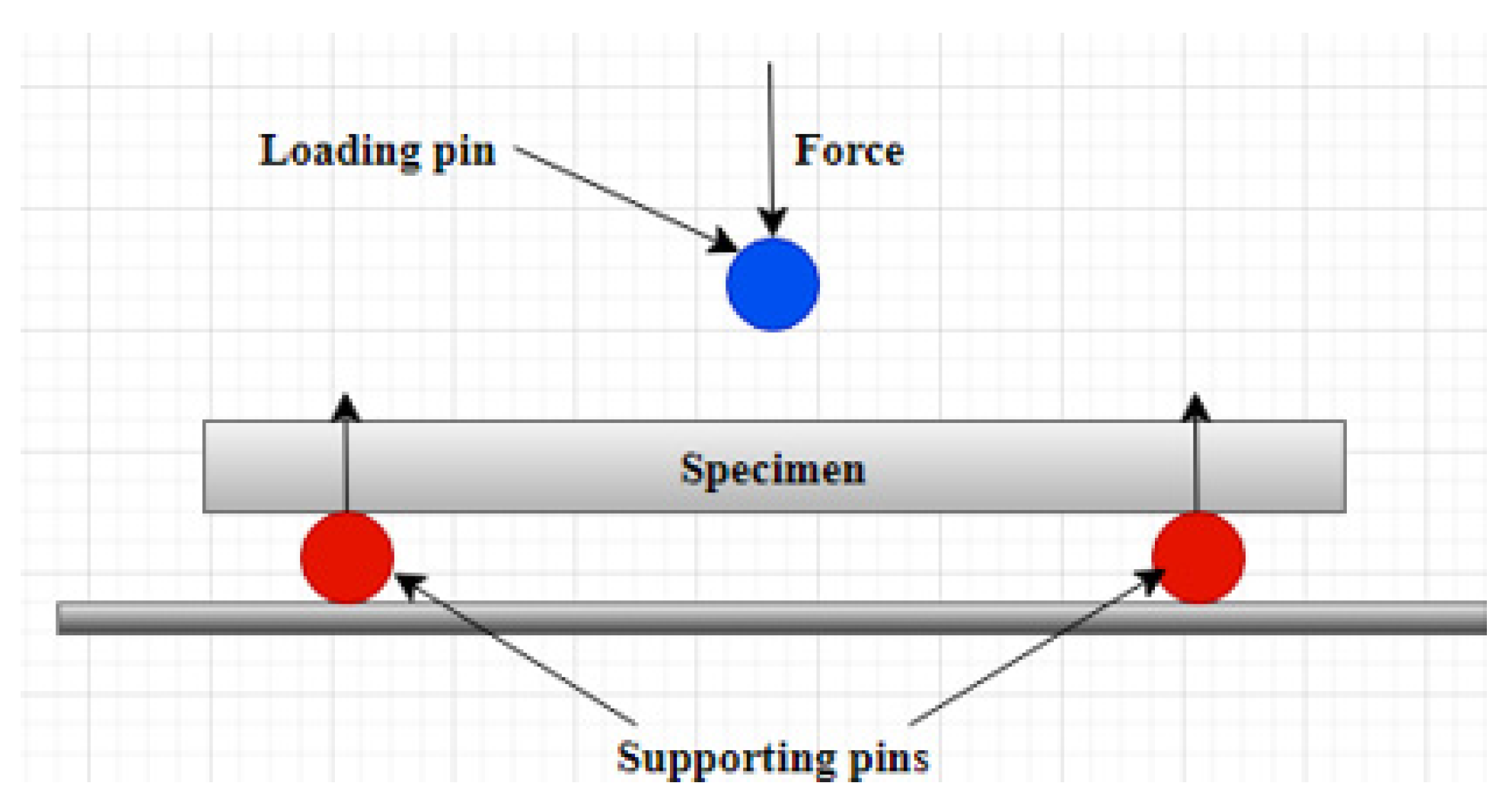
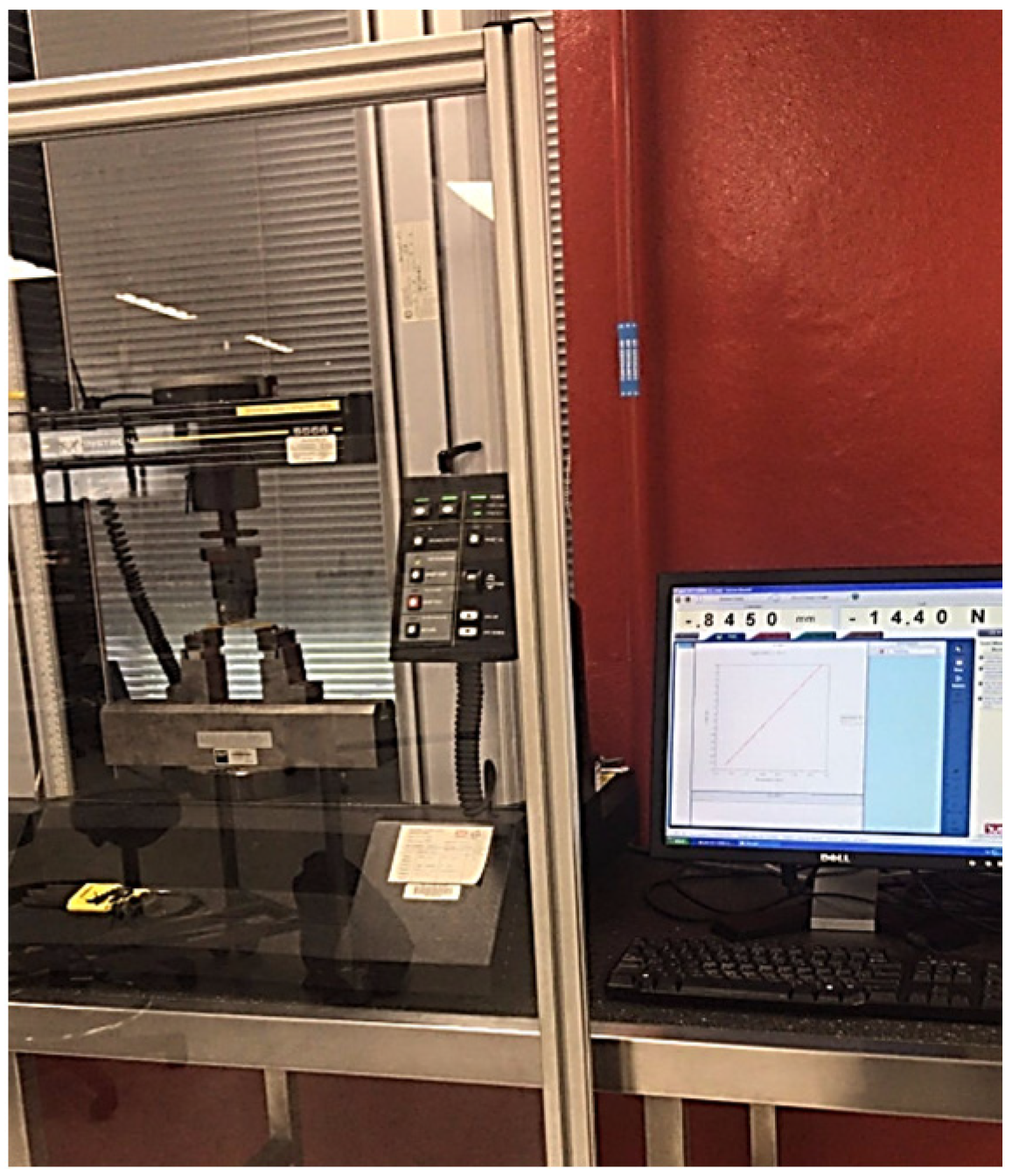
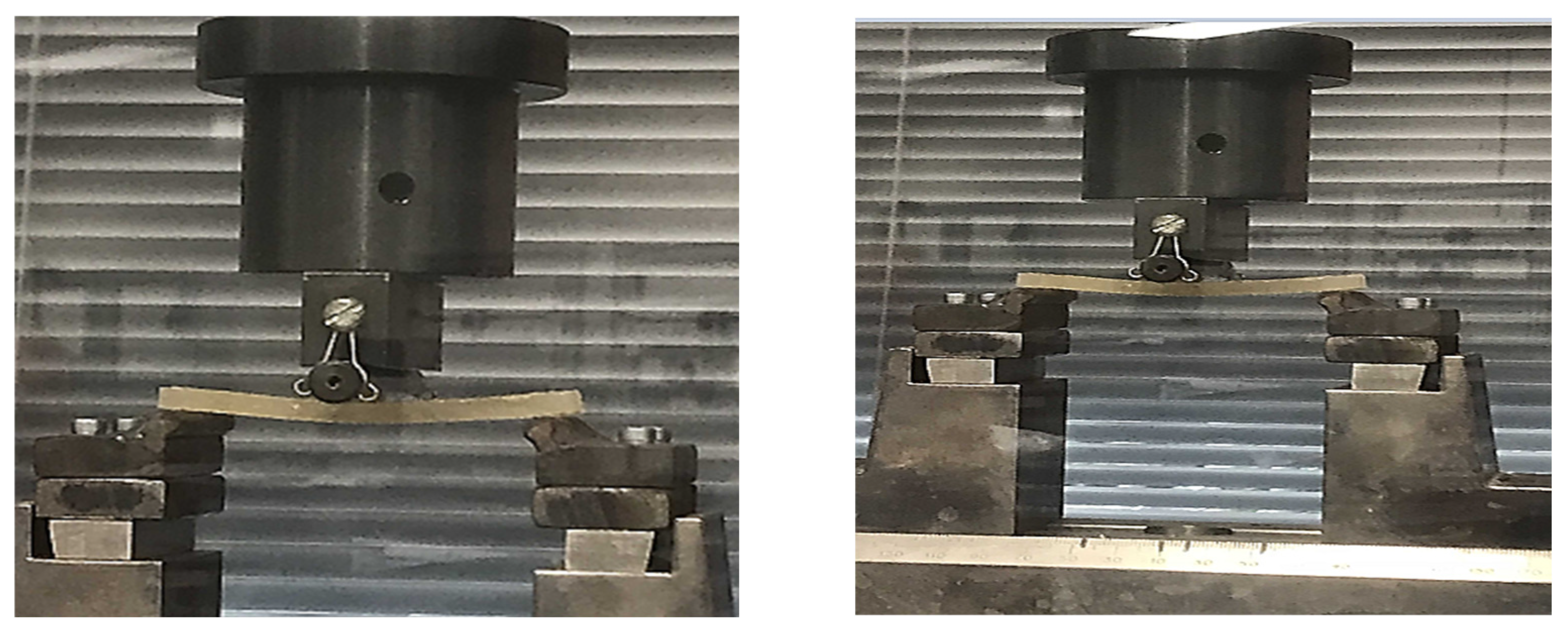
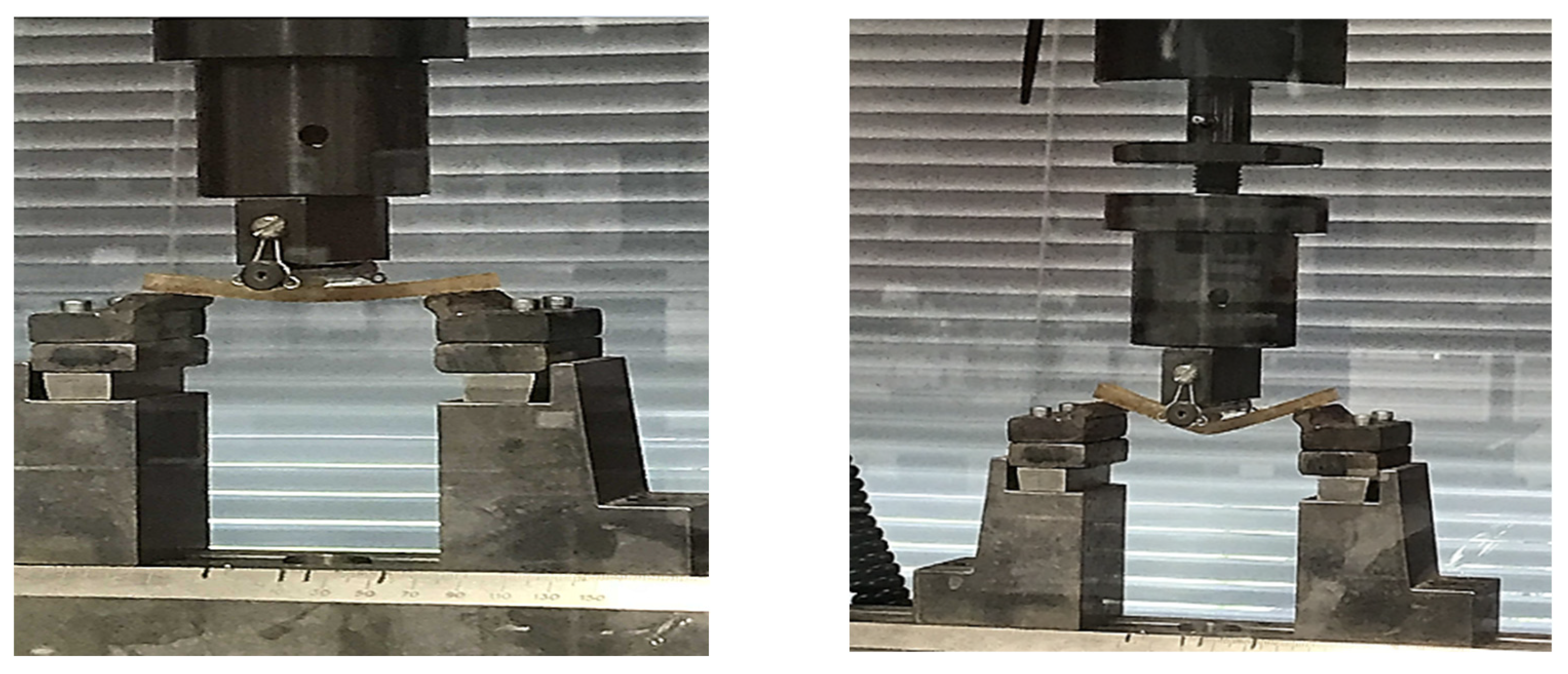
2.5.3. Mechanical Testing of GFRE and SFRE Samples
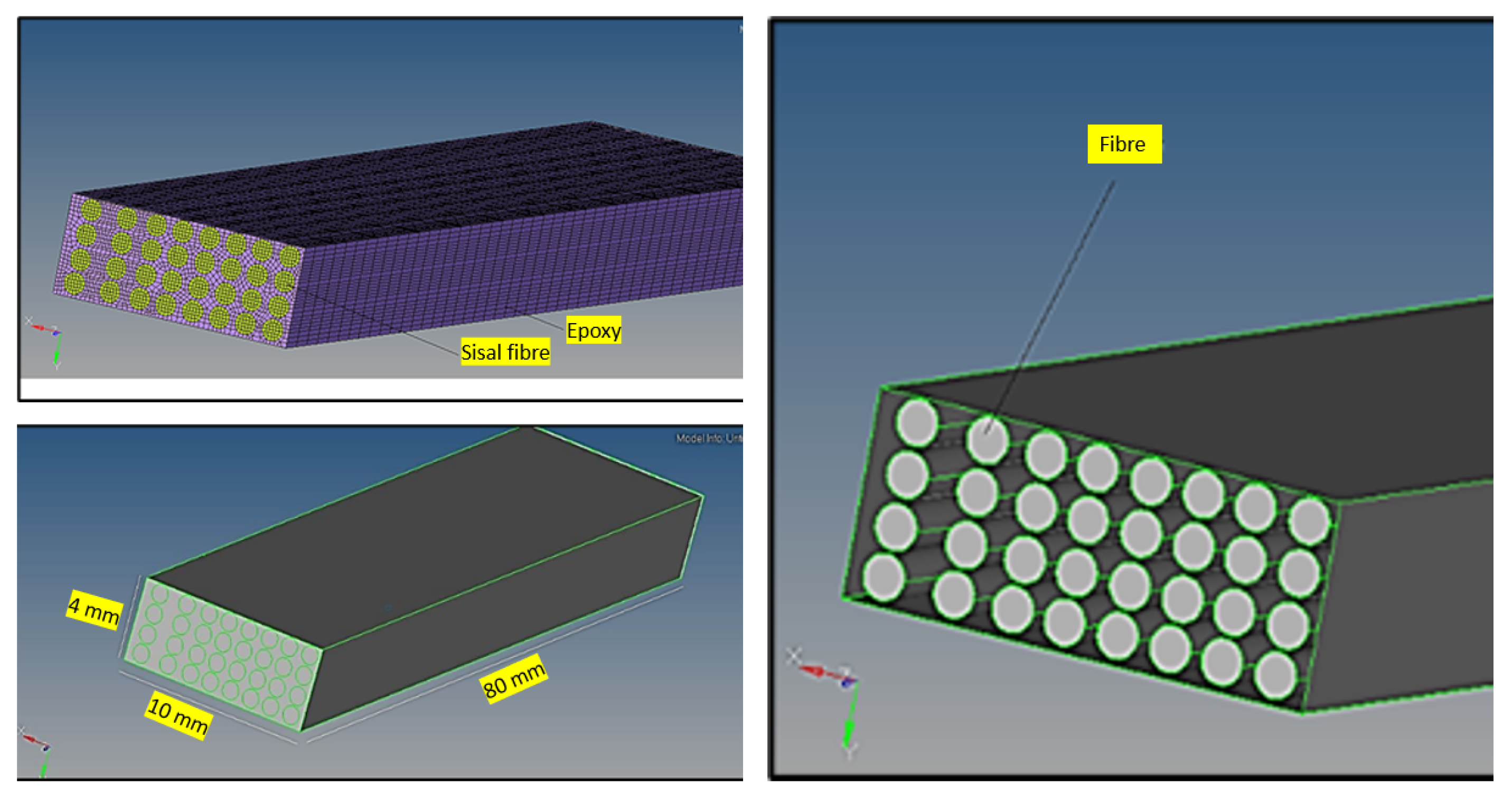
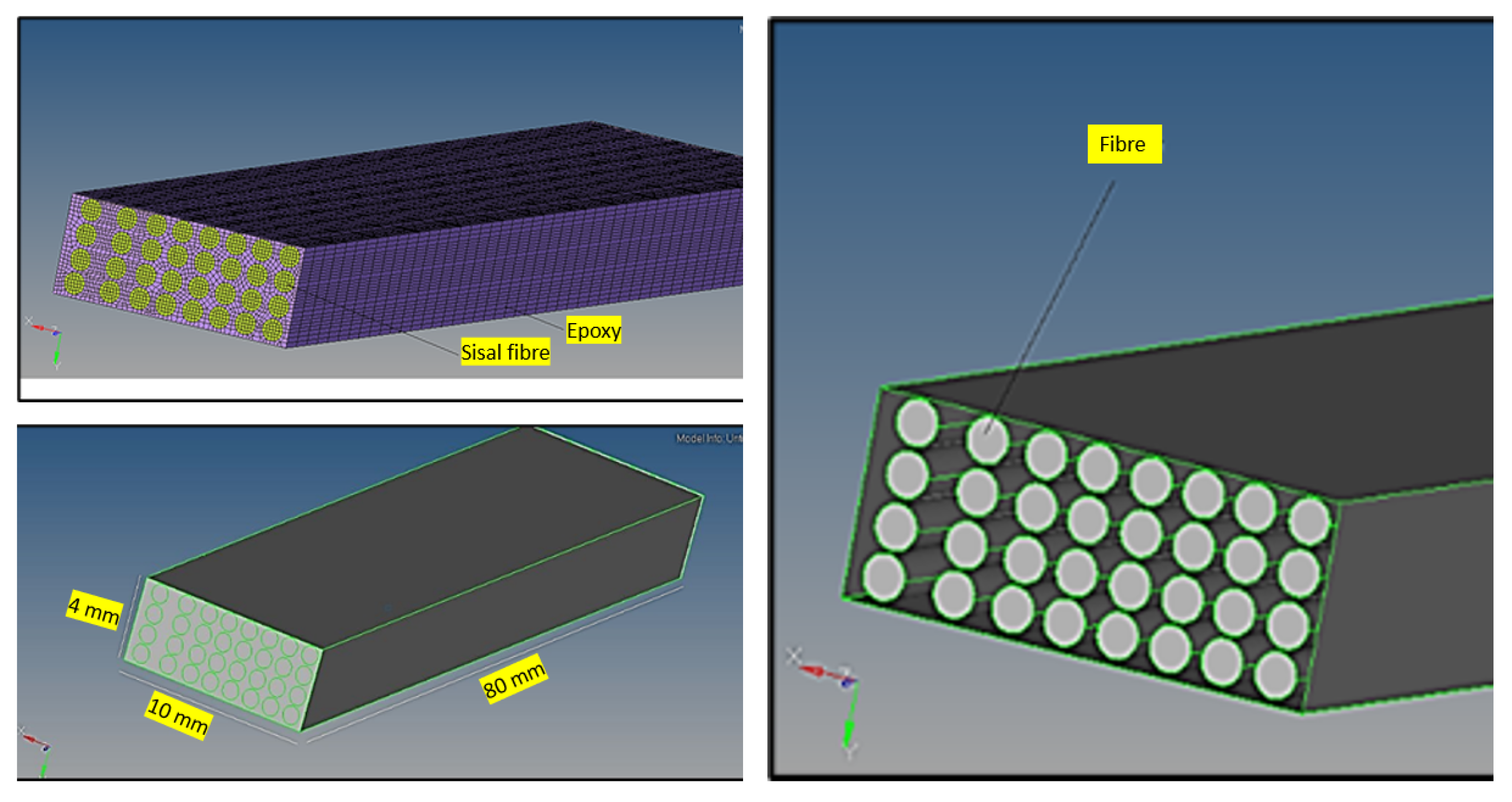
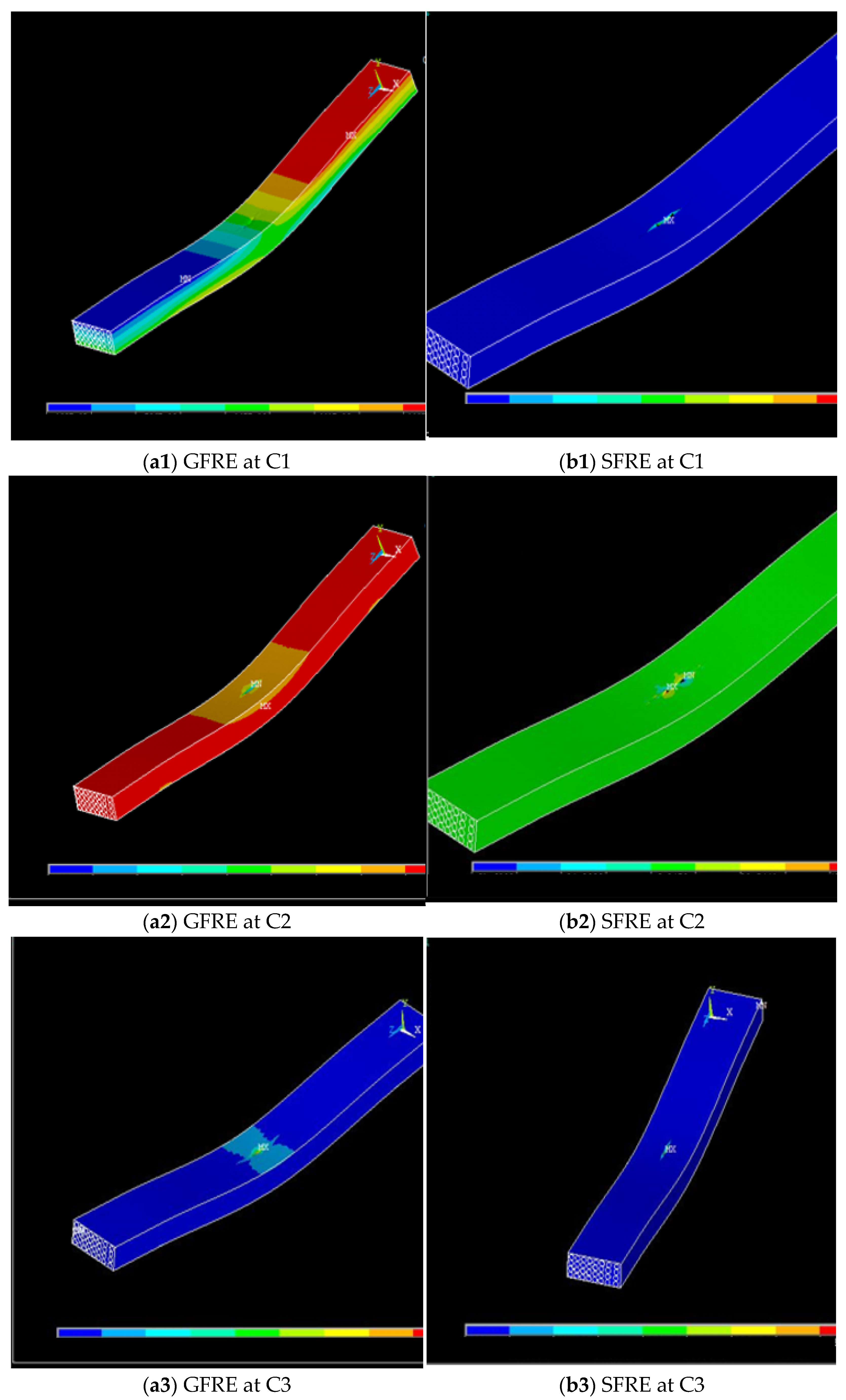
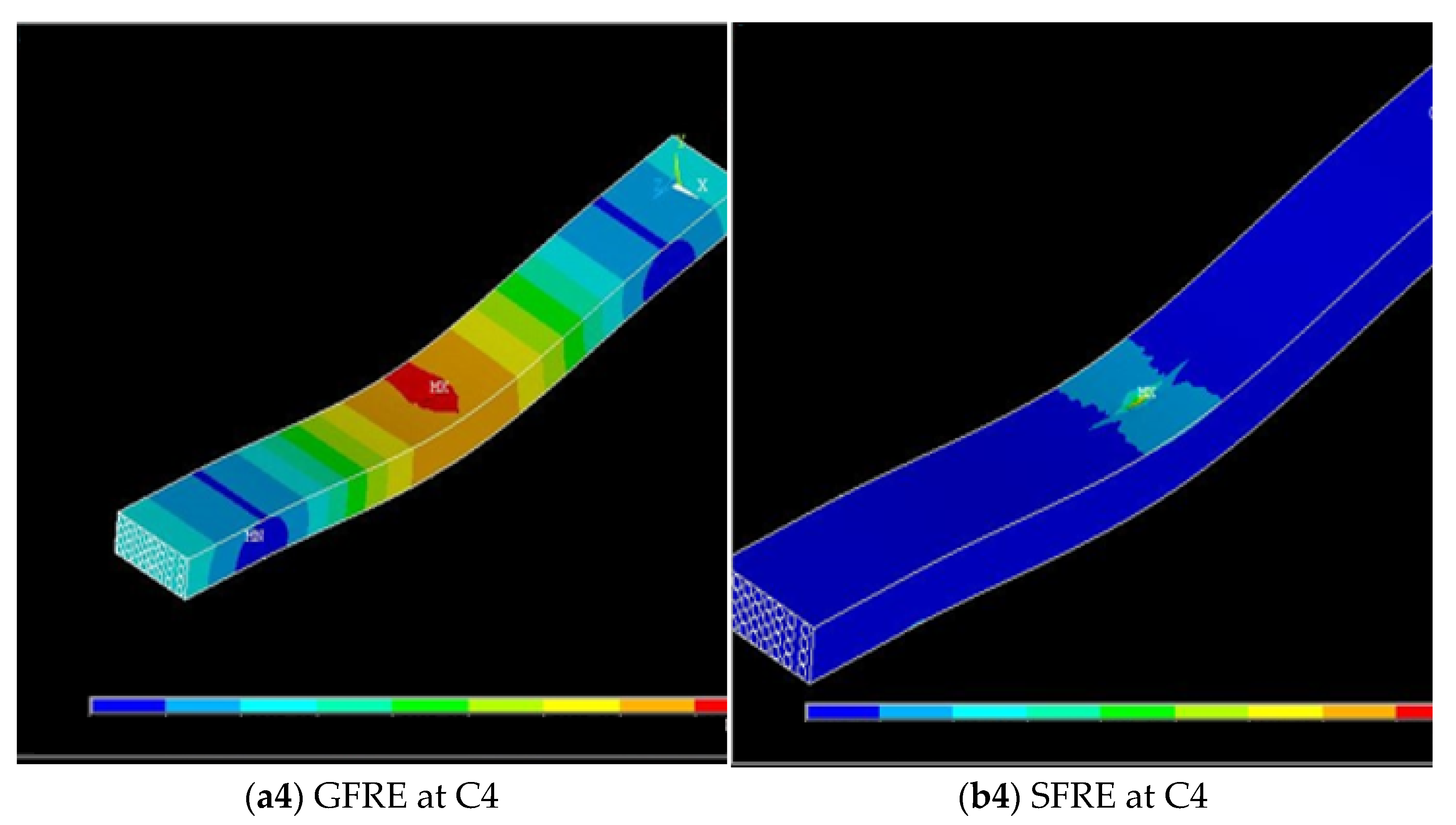
2.6. Numerical Simulation in ANSYS
3. Results and Discussion
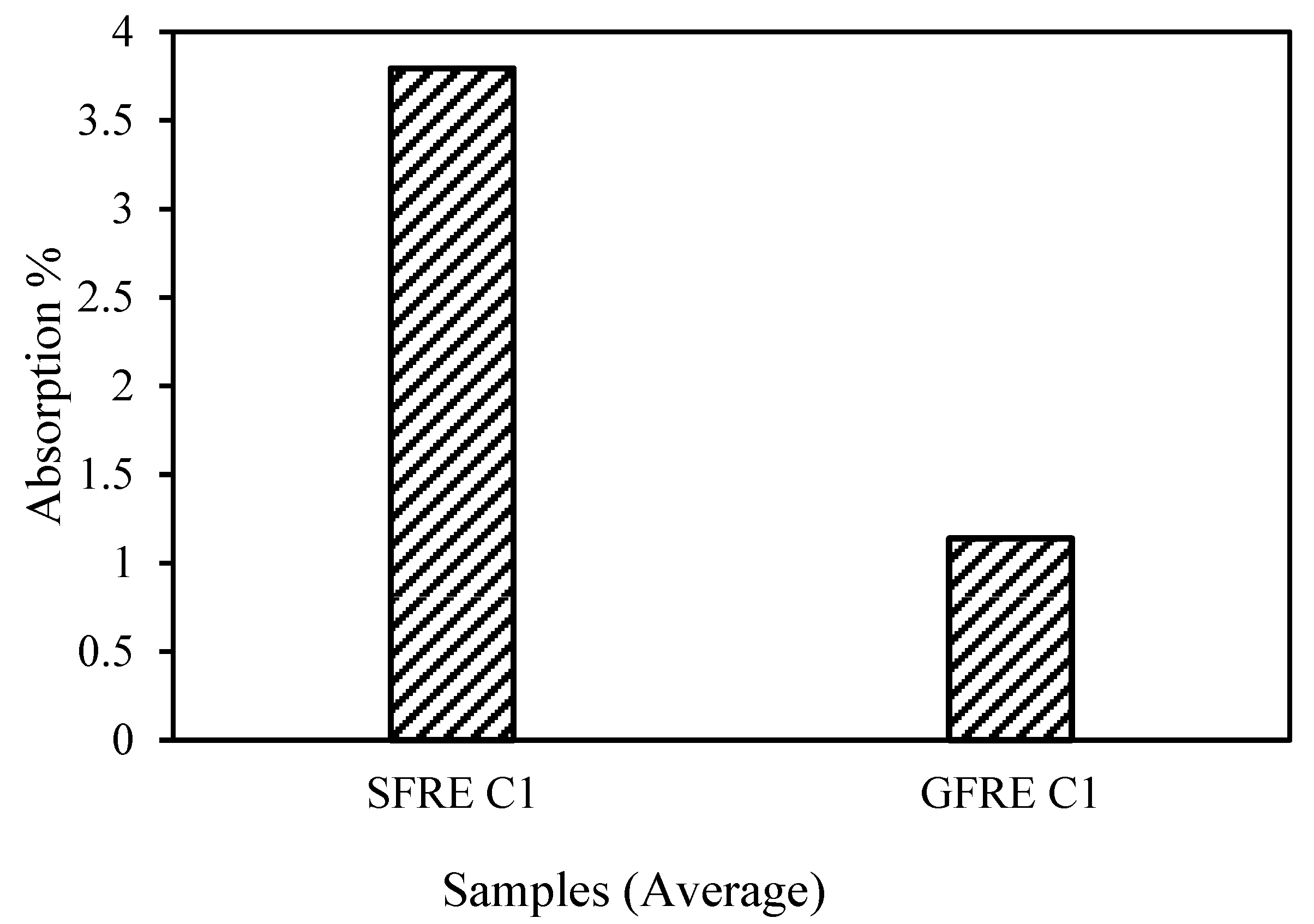
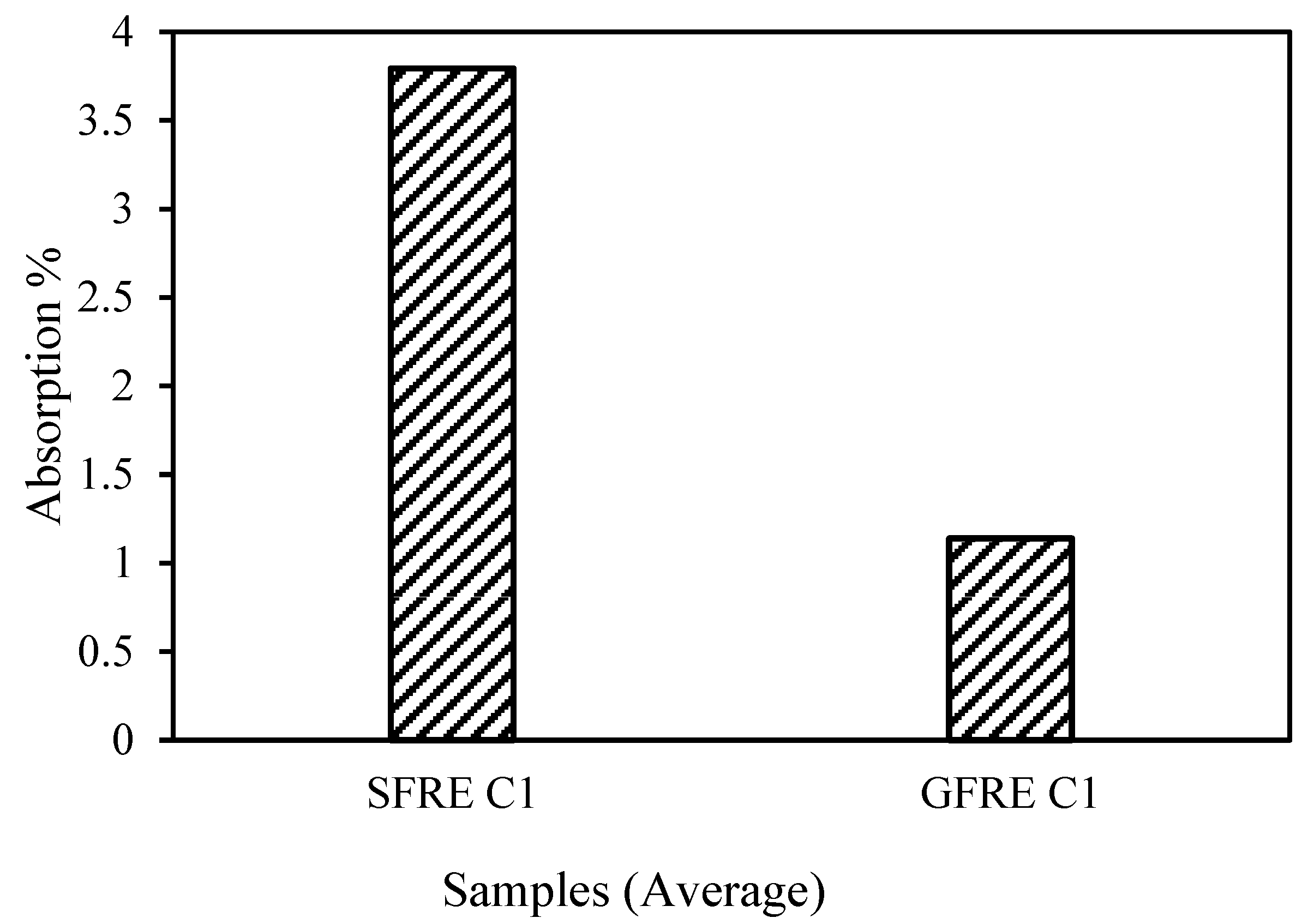
3.1. Effect of Water Absorption
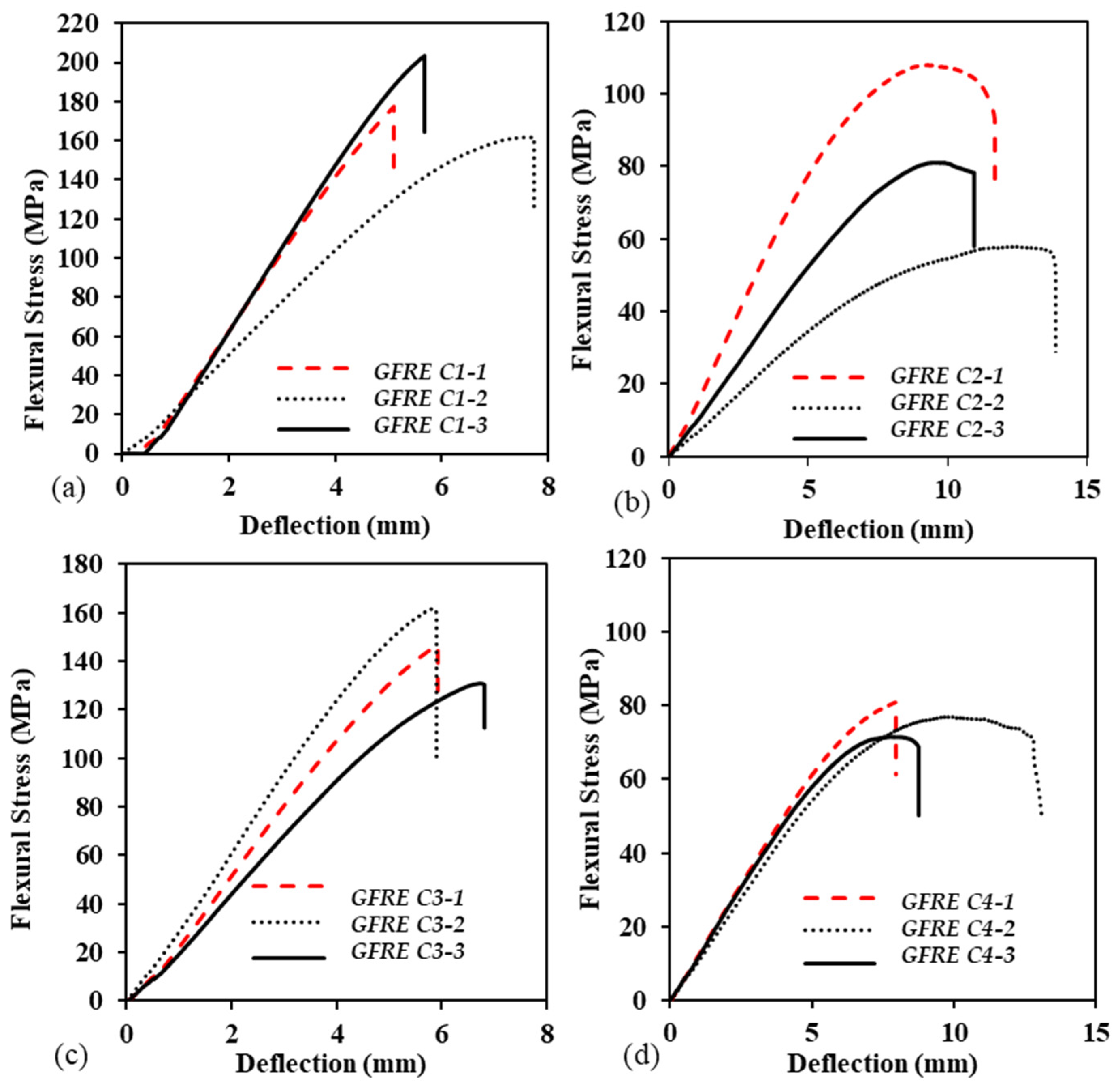
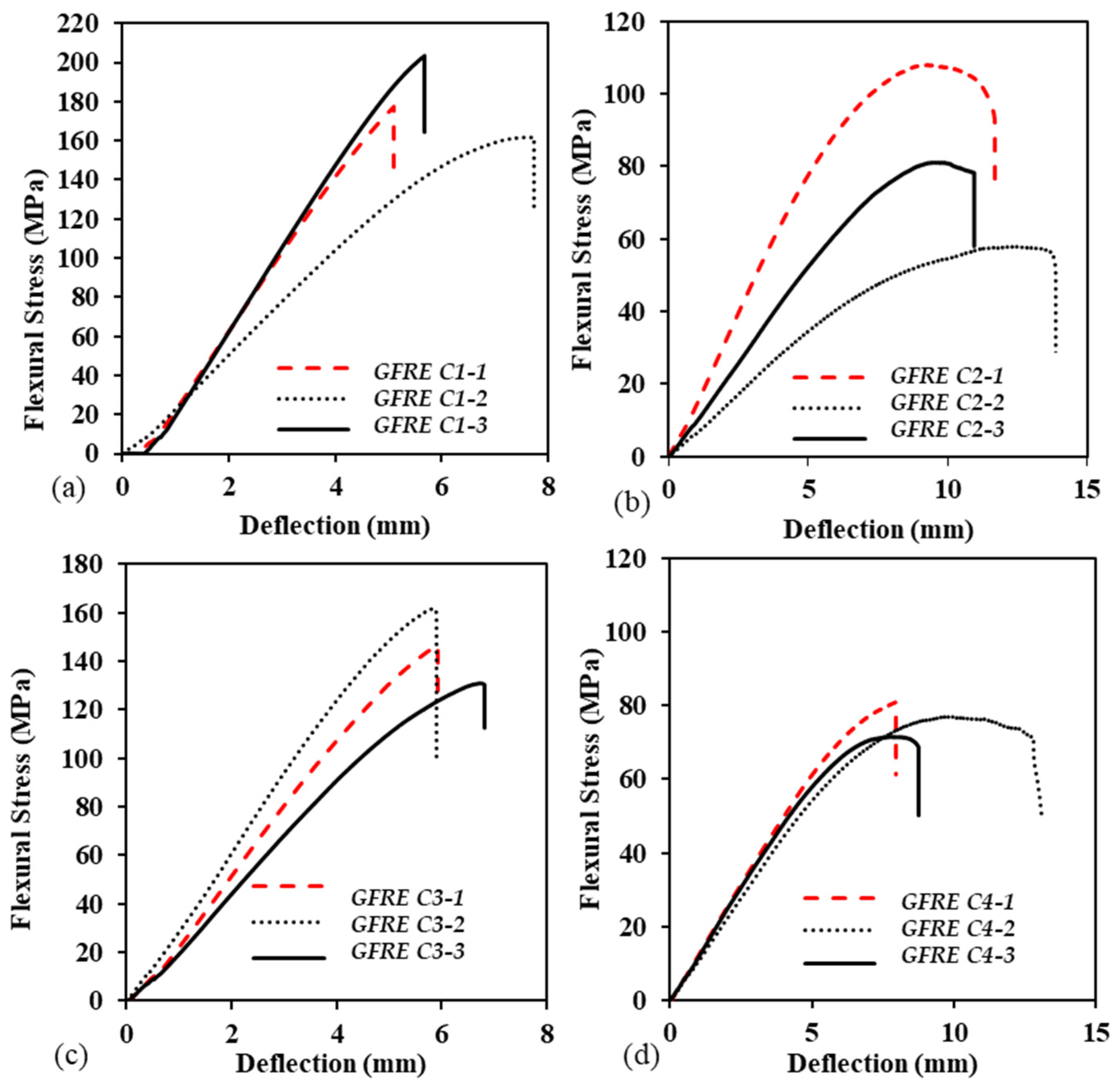
3.2. Flexural Behavior and Durability of GFRE under Different Hydrothermal Conditions
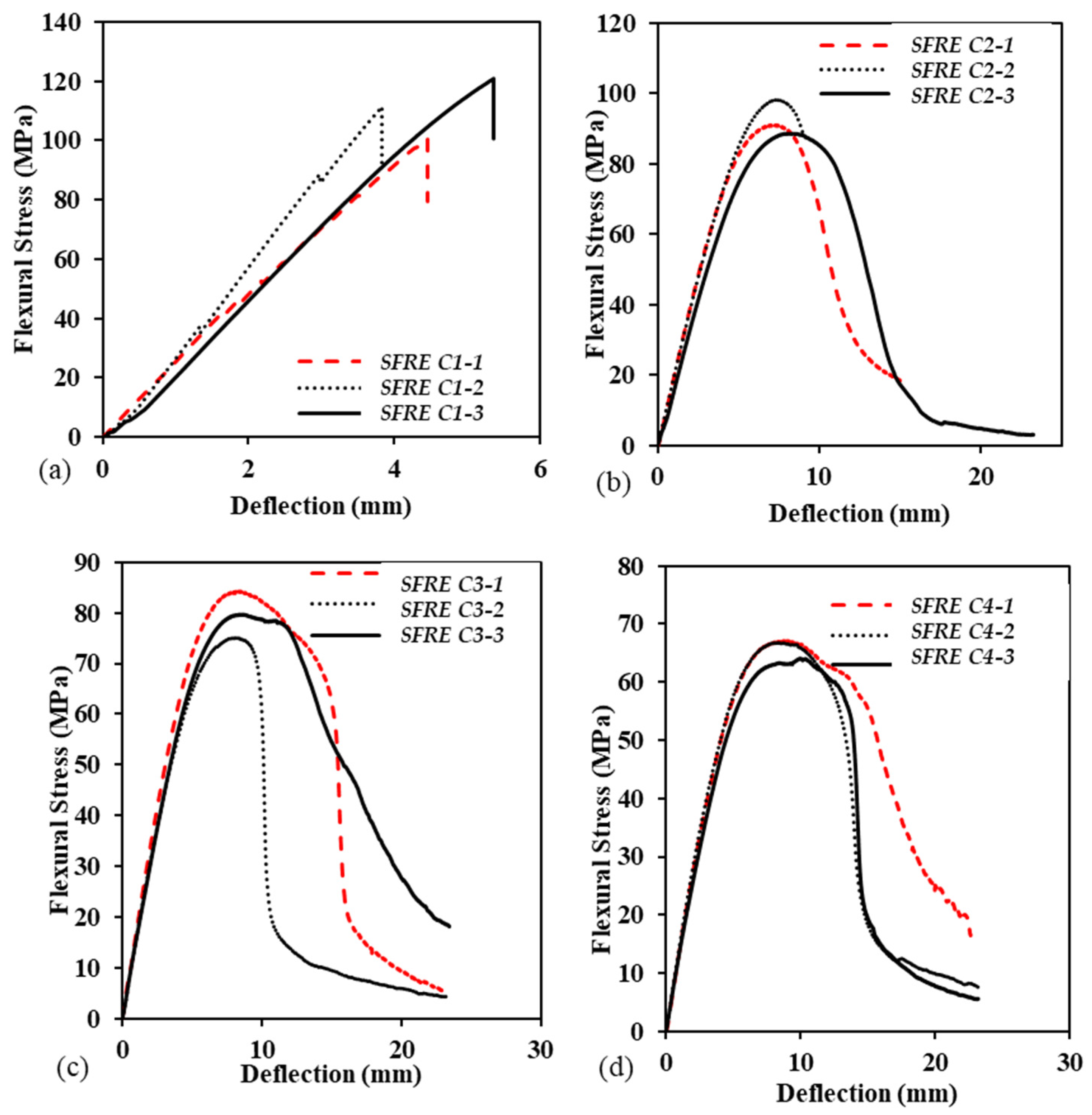
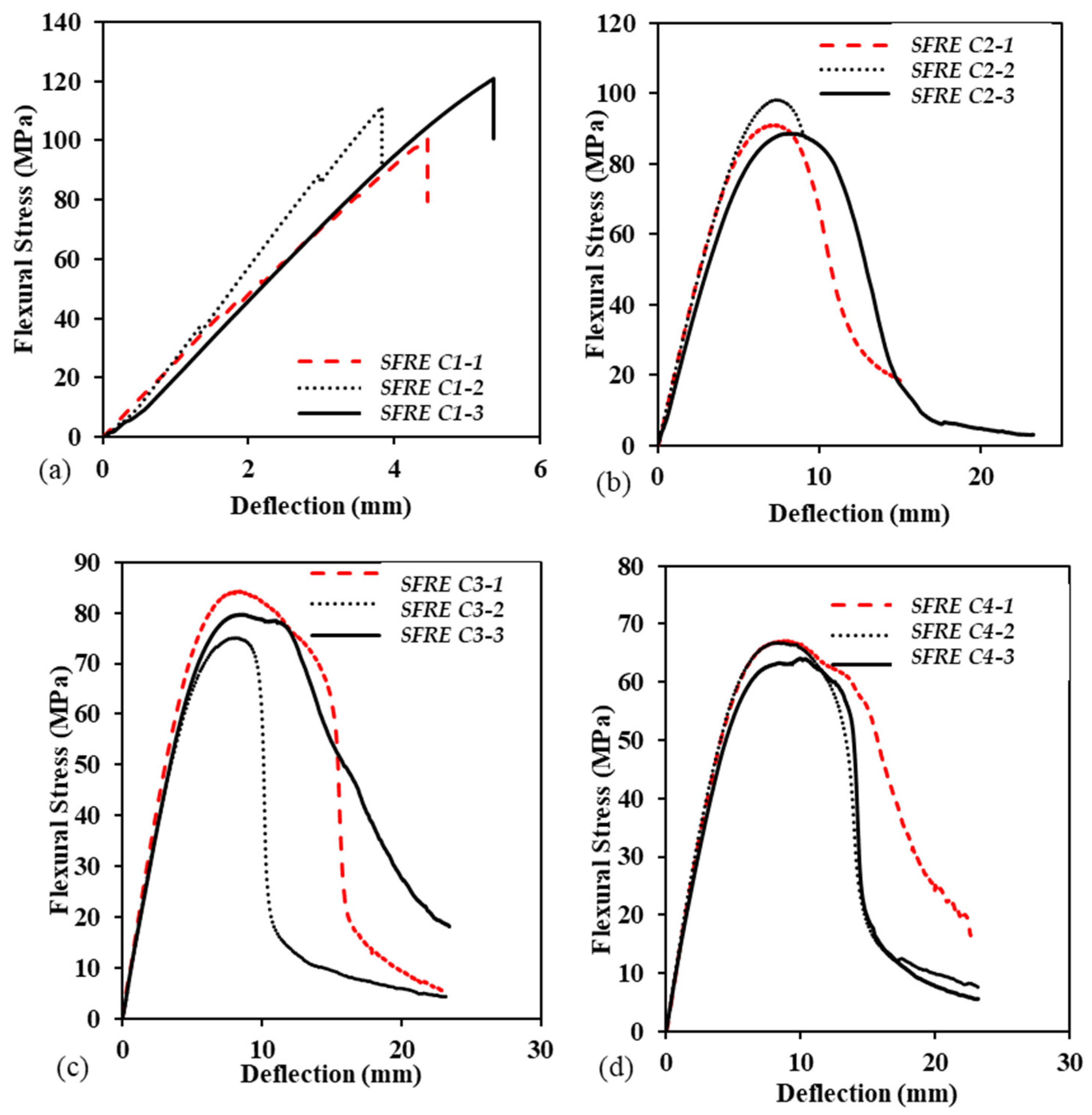
3.3. Flexural Behavior and Durability of SFRE under Different Hydrothermal Conditions
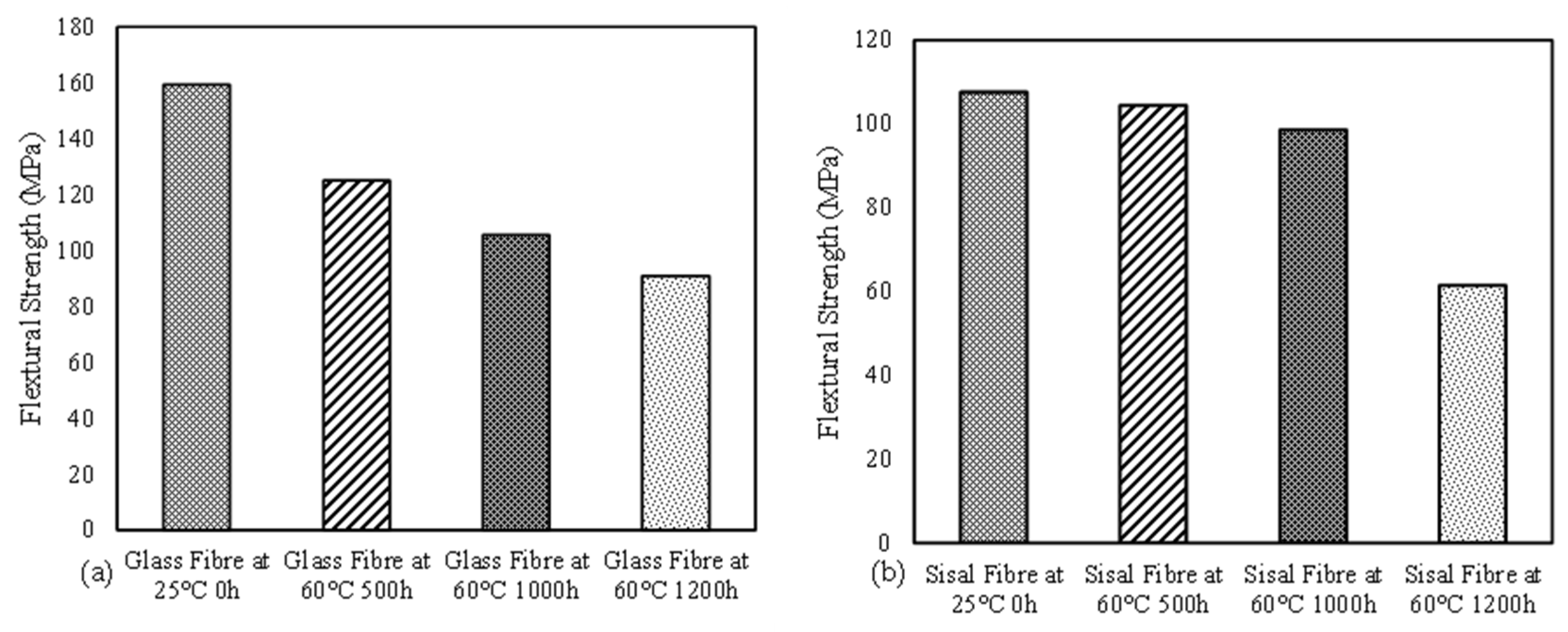
3.4. Flexural Behavior and Durability Comparison between the GFRE and SFRE
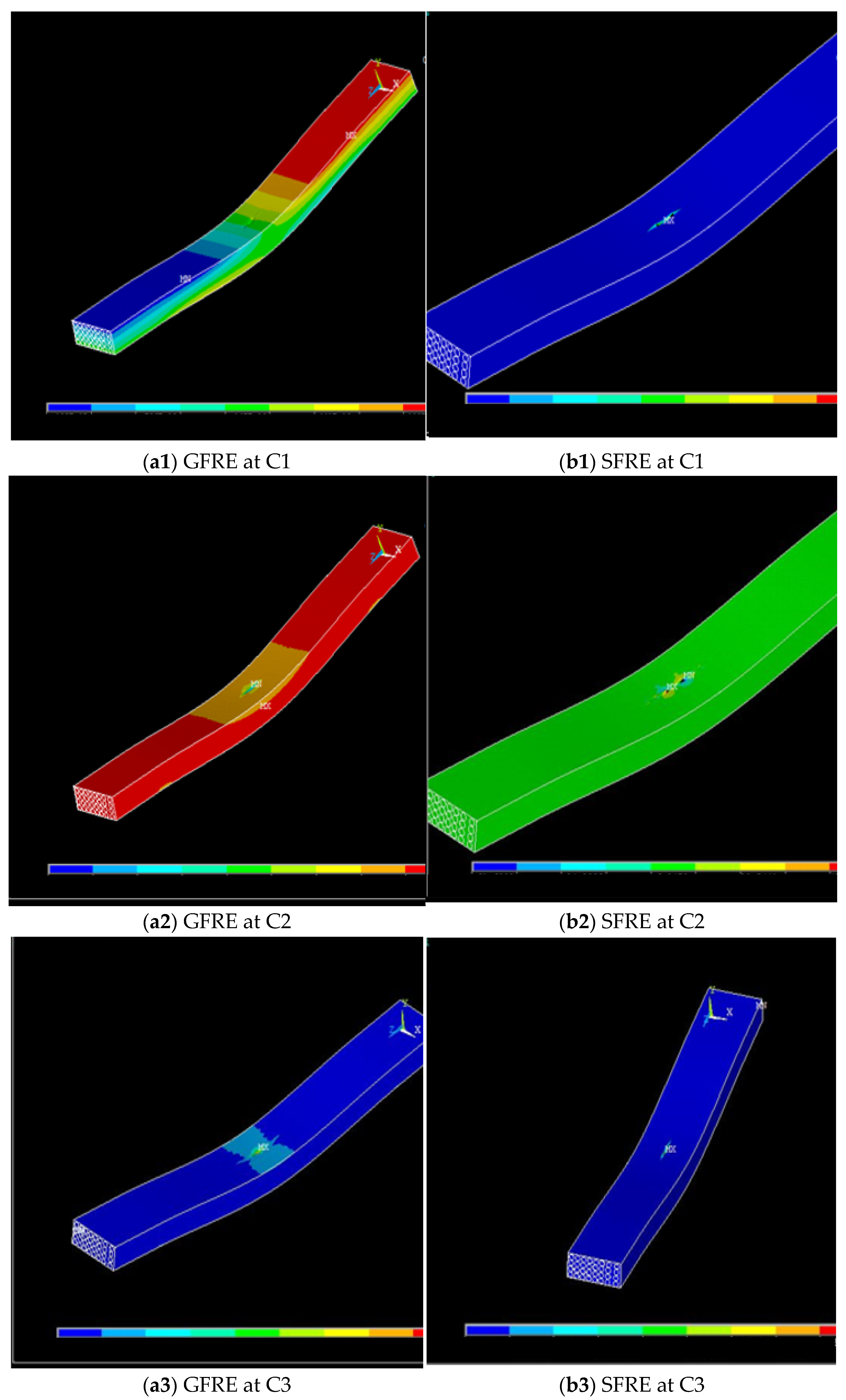
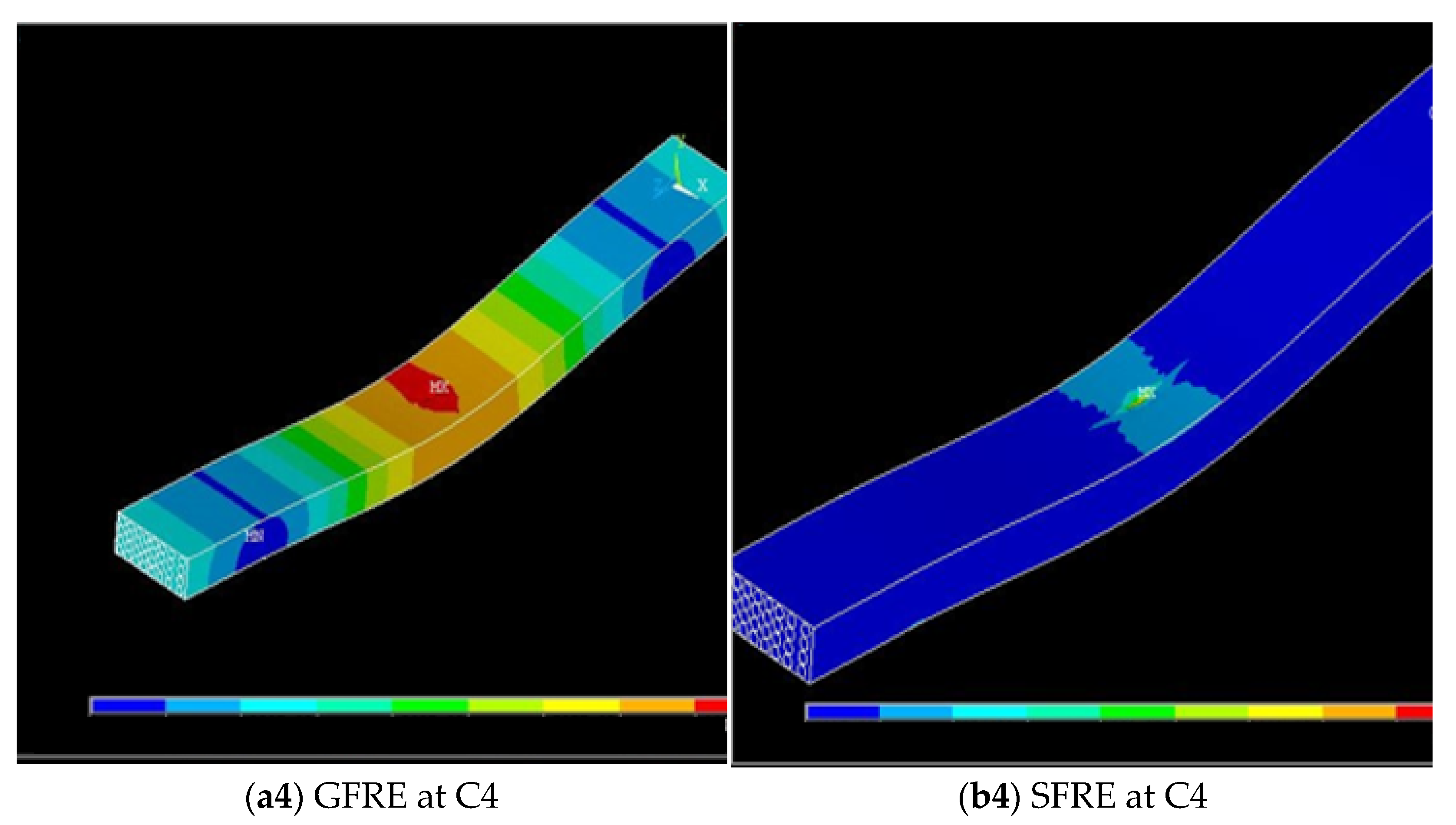
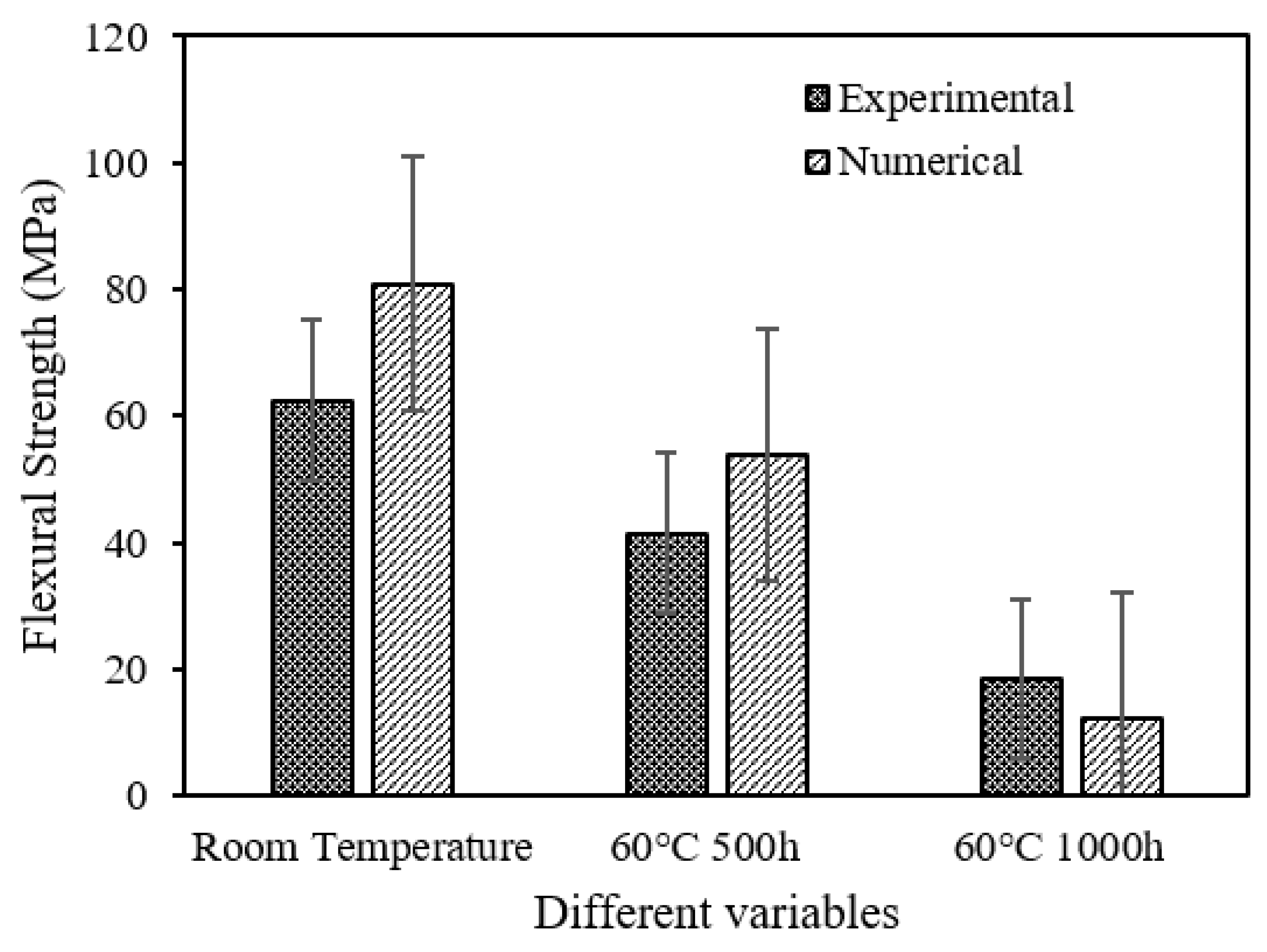
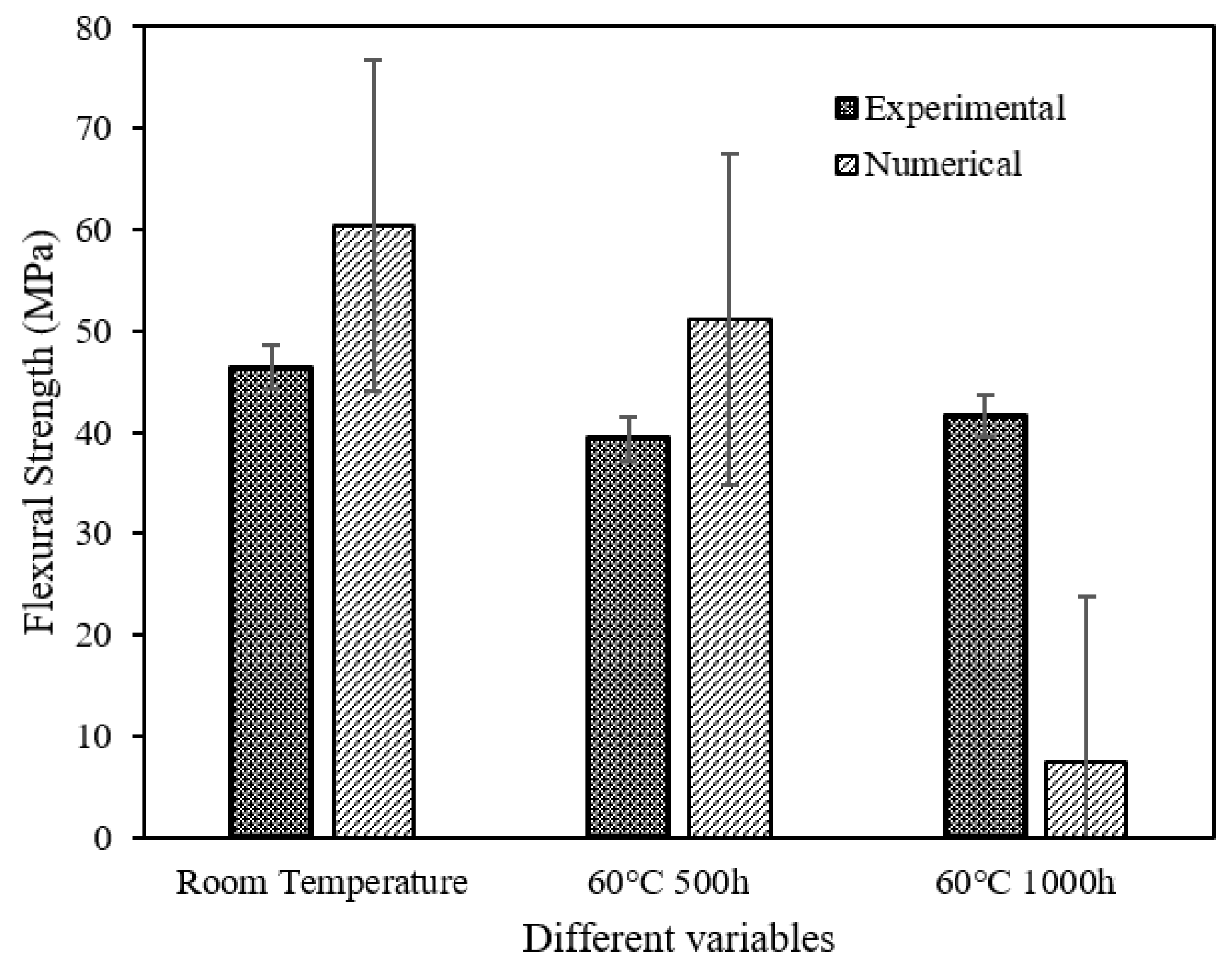
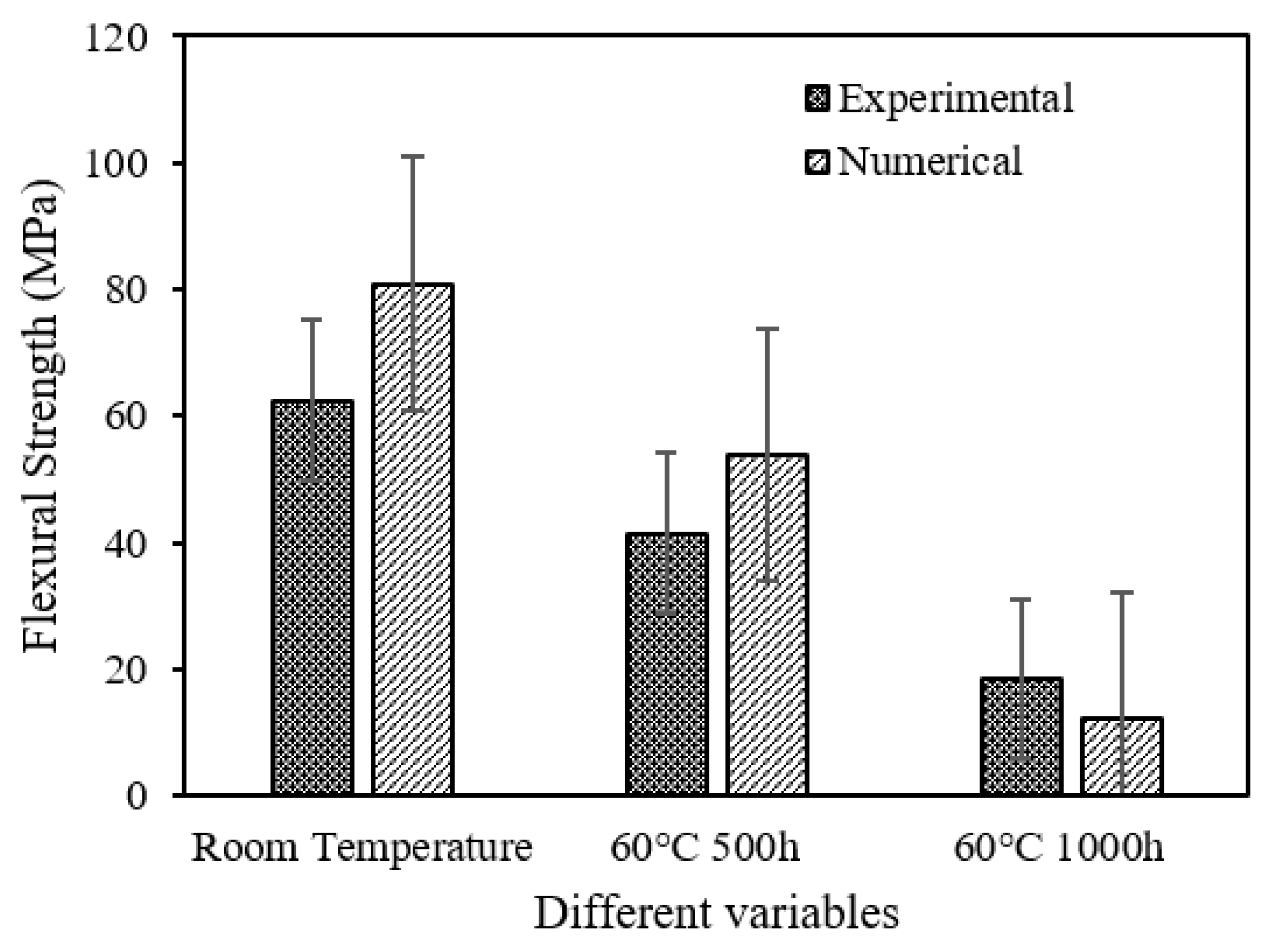
3.5. Comparison between Experimental and Numerical Results
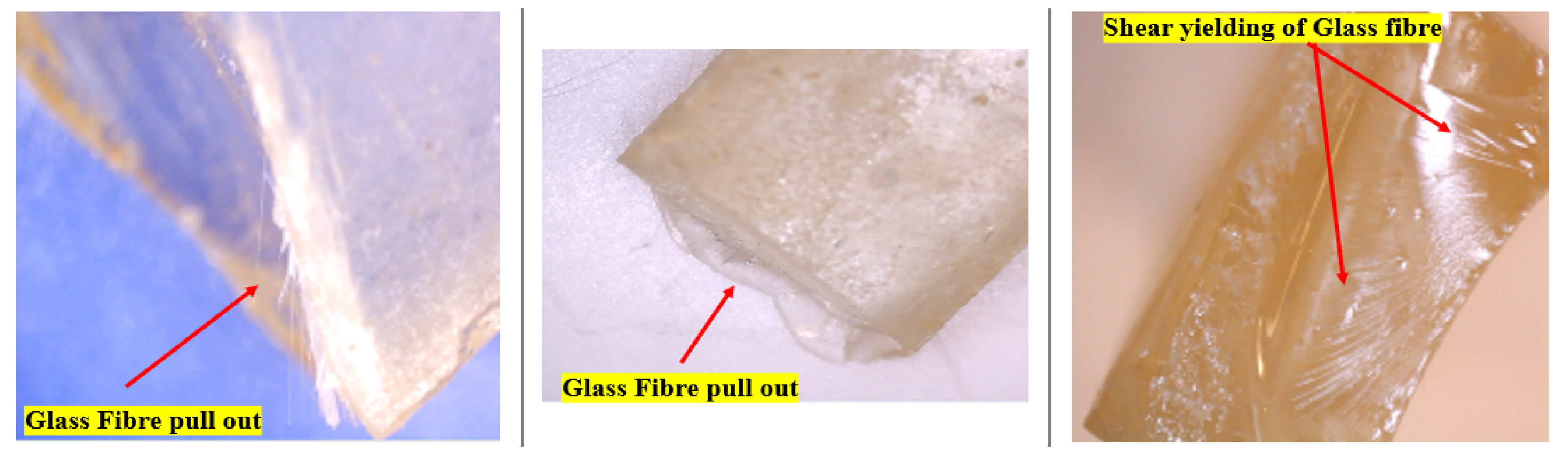
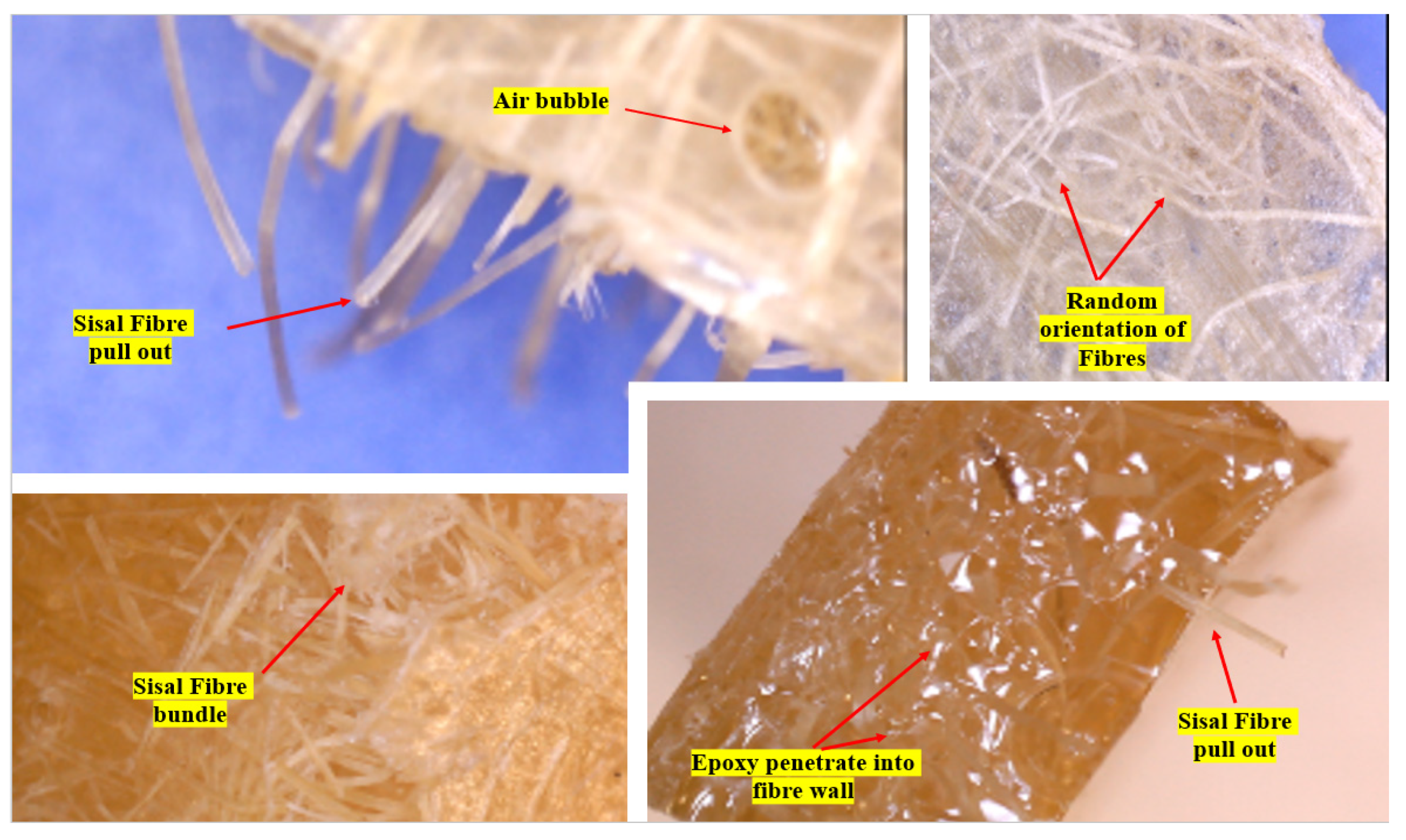
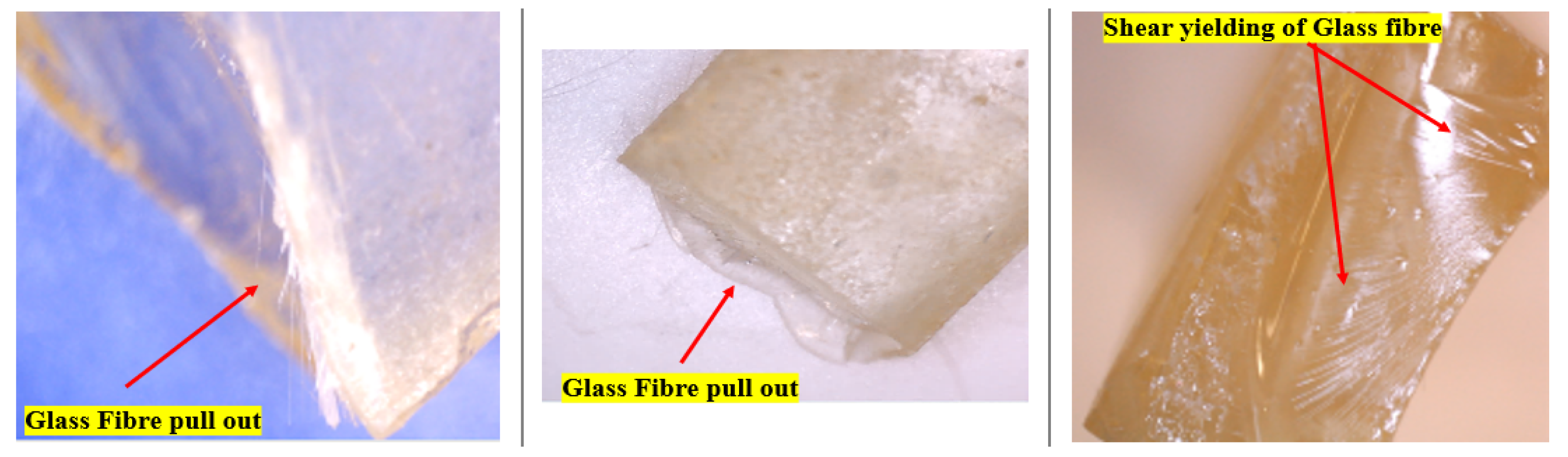
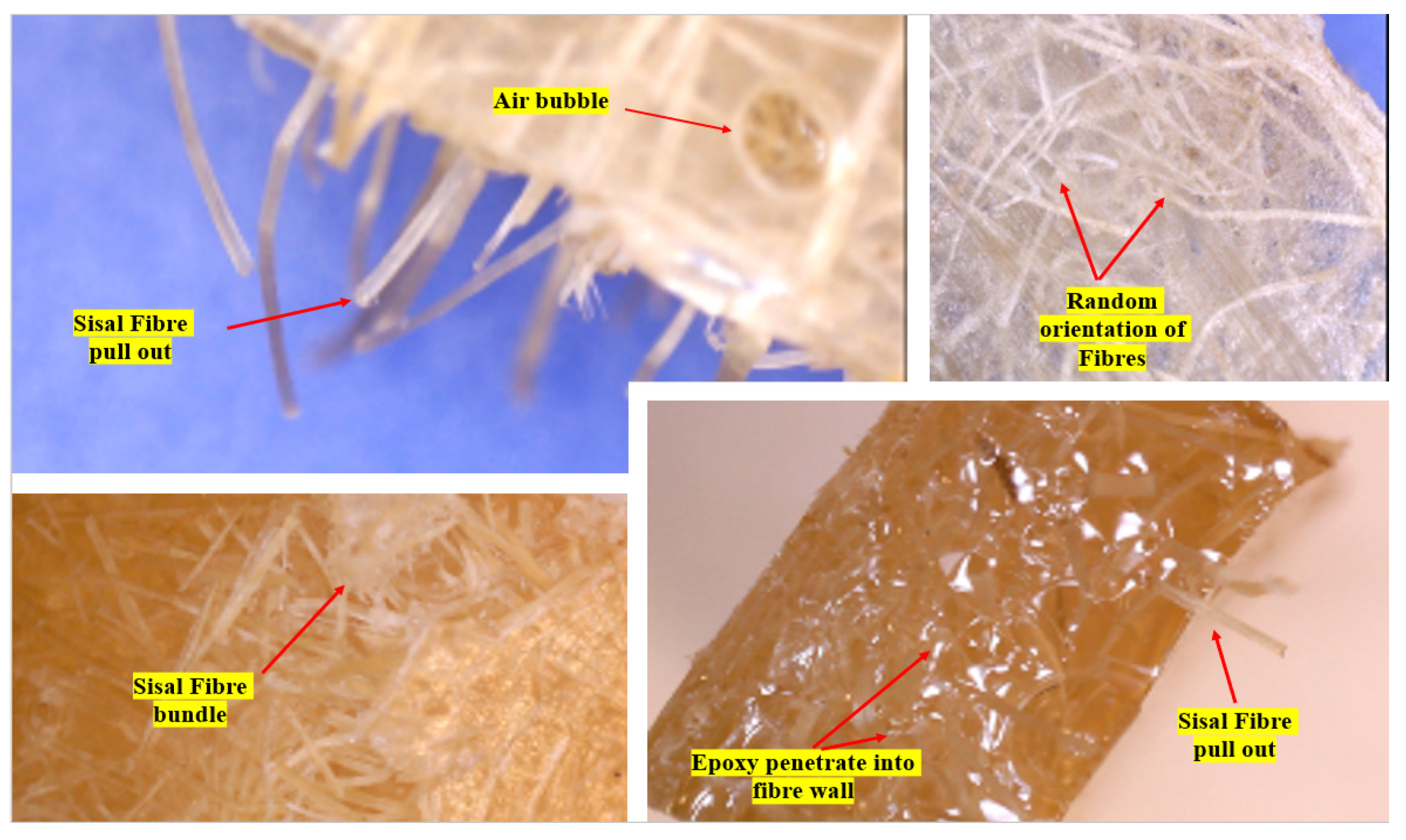
3.6. Microstructure Analysis of Flexural Tested Samples
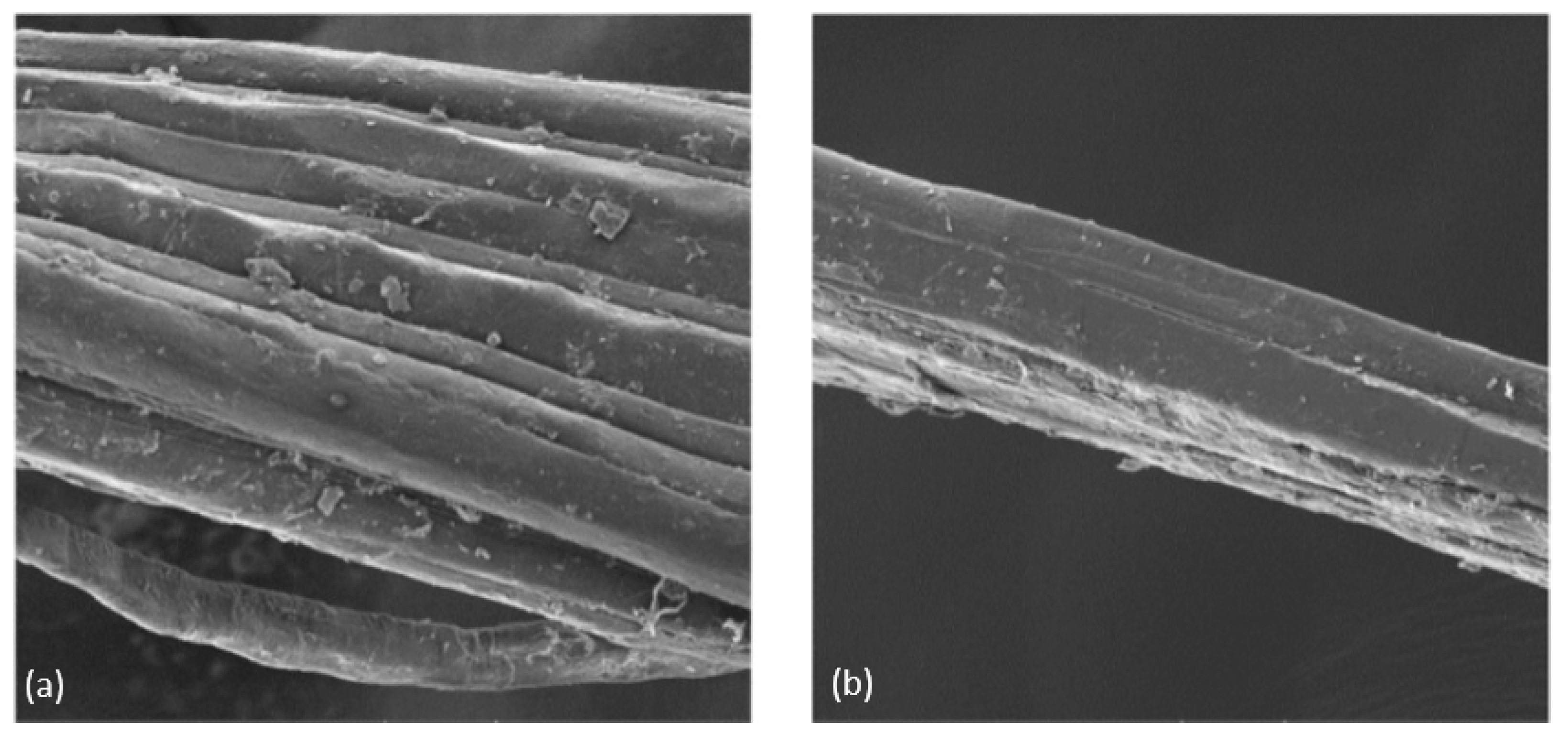
3.7. SEM Analysis
4. Conclusions
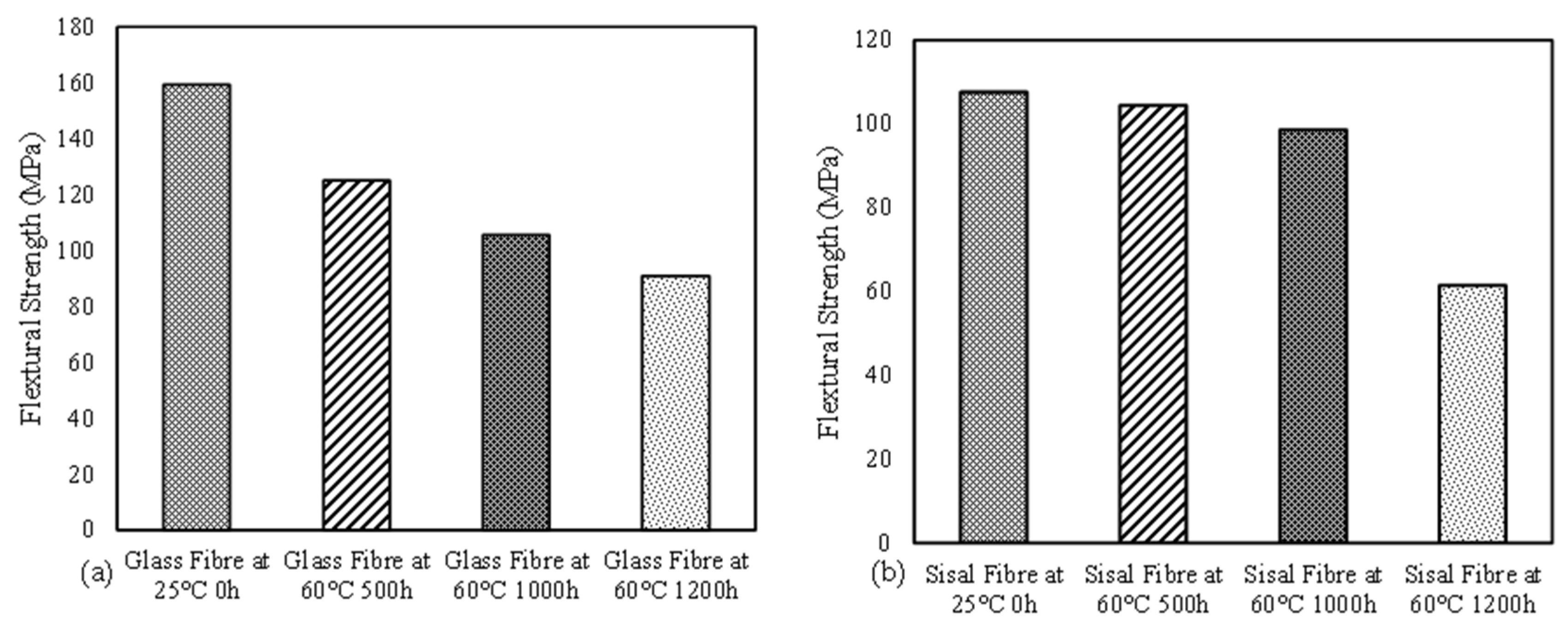
- Both experimental and numerical results revealed that the flexural properties of both types of GFRE and SFRE composites are affected quite significantly by short- or long-term hydrothermal treatment.
- GFRE experienced moisture uptake and fibre-matrix de-bonding, but not as much as SFRE composites. This means the amount of fibre is important since it determines the final mechanical characteristics of the composite.
- SFRE samples did not experience very much hydrothermal ageing up to C3 at a temperature of 60 °C and humidity of 100% during 1000 h; their experimental and numerical flexural strengths were comparable to GFRE composites.
- This study showed that SFRE exhibited moisture uptake and fibre-matrix de-bonding, as do GFRE, but with less severity, as their flexural properties are affected by short or long-term hydrothermal treatment. In addition, applications involving flexural loads in natural environments were found to be more reliable and durable with glass fibre-based composites.
- Microstructure analysis revealed the formation of bubbles and fibre pull-out mechanism in both GFRE and SFRE composites, especially with the SFRE, which were mainly responsible for the moisture absorption and de-bonding under flexural loading characteristics of GFRE and SFRE composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Cheung, H.-Y.; Ho, M.-P.; Lau, K.-T.; Cardona, F.; Hui, D. Natural fibre-reinforced composites for bioengineering and environmental engineering applications. Compos. Part B Eng. 2009, 40, 655–663. [Google Scholar] [CrossRef]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Sinha, R. Outlines of Polymer Technology: Manufacture of Polymers; Phi Learning Pvt. Ltd.: Delhi, India, 2004. [Google Scholar]
- Taj, S.; Munawar, M.A.; Khan, S. Natural fiber-reinforced polymer composites. Proc. -Pak. Acad. Sci. 2007, 44, 129. [Google Scholar]
- Simpson, R.J. Composite Materials from Recycled Multi-Layer Polypropylene Bottles and Wood Fibers. Ph.D. Thesis, Michigan State University, School of Packaging, East Lansing, MI, USA, 1991. [Google Scholar]
- Jose, J.P.; Joseph, K. Advances in Polymer Composites: Macro-and Microcomposites–State of the Art, New Challenges, and Opportunities. Polym. Compos. 2012, 1, 1–16. [Google Scholar]
- Sharifah, H.A.; Martin, P.A.; Simon, T.; Simon, R. Modified polyester resins for natural fiber composites. Compos. Sci. Technol. 2005, 65, 525–535. [Google Scholar]
- Berthelot, J.-M. Composite Materials: Mechanical Behavior and Structural Analysis; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Jawaid, M.; Abdul Khalil, H.P.S. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Masuelli, M.A. Introduction of fibre-reinforced polymers—Polymers and composites: Concepts, properties and processes. In Fiber Reinforced Polymers-The Technology Applied for Concrete Repair; Intech: London, UK, 2013. [Google Scholar]
- Wallenberger, F.T.; Watson, J.C.; Li, H. Glass Fibers; PPG Industries Inc.: Pittsburgh, PA, USA; ASM International: Novelty, OH, USA, 2000. [Google Scholar]
- Devireddy, S.B.R.; Biswas, S. Physical and thermal properties of unidirectional banana–jute hybrid fiber-reinforced epoxy composites. J. Reinf. Plast. Compos. 2016, 35, 1157–1172. [Google Scholar] [CrossRef]
- Saheb, D.N.; Jog, J. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Bismarck, A.; Mishra, S.; Lampke, T. Plant Fibers as Reinforcement for Green Composites. In Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Mechanical property evaluation of sisal–jute–glass fiber reinforced polyester composites. Compos. Part B Eng. 2013, 48, 1–9. [Google Scholar] [CrossRef]
- Njuguna, J.; Wambua, P.; Pielichowski, K.; Kayvantash, K. Natural Fibre-Reinforced Polymer Composites and Nanocomposites for Automotive Applications. In Cellulose Fibers: Bio-and Nano-Polymer Composites; Springer: Berlin/Heidelberg, Germany, 2011; pp. 661–700. [Google Scholar] [CrossRef]
- Kabir, F. Sisal Fiber—A widely Used Vegetable Fiber (Properties and Uses). Available online: http://textileaid.blogspot.com/2013/06/sisal-fiber-widely-used-vegetable-fiber.html (accessed on 1 November 2018).
- Milanese, A.C.; Cioffi, M.O.H.; Voorwald, H.J.C. Mechanical behavior of natural fiber composites. Procedia Eng. 2011, 10, 2022–2027. [Google Scholar] [CrossRef] [Green Version]
- Piggott, M. Load Bearing Fibre Composites; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Djidjelli, H.; Boukerrou, A.; Founas, R.; Rabouhi, A.; Kaci, M.; Farenc, J.; Martinez-Vega, J.J.; Benachour, D. Preparation and characterization of poly (vinyl chloride)/virgin and treated sisal fiber composites. J. Appl. Polym. Sci. 2007, 103, 3630–3636. [Google Scholar] [CrossRef]
- Oladele, I.; Omotoyinbo, J.; Adewara, J. Investigating the Effect of Chemical Treatment on the Constituents and Tensile Properties of Sisal Fibre. J. Miner. Mater. Charact. Eng. 2010, 9, 569–582. [Google Scholar] [CrossRef]
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Hodzic, A.; Shanks, R. Natural Fibre Composites: Materials, Processes and Properties; Woodhead Publishing: Sawston, UK, 2014. [Google Scholar]
- Naveen, J.; Jawaid, M.; Amuthakkannan, P.; Chandrasekar, M. Mechanical and physical properties of sisal and hybrid sisal fiber-reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2018; pp. 427–440. [Google Scholar] [CrossRef]
- Sahu, P.; Gupta, M. Mechanical, thermal and morphological properties of sisal fibres. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 012014. [Google Scholar] [CrossRef]
- Khan, M.A.; Guru, S.; Padmakaran, P.; Mishra, D.; Mudgal, M.; Dhakad, S. Characterisation Studies and Impact of Chemical Treatment on Mechanical Properties of Sisal Fiber. Compos. Interfaces 2011, 18, 527–541. [Google Scholar] [CrossRef]
- Svennerstedt, B. Durability and life cycle aspects on bio-fibre composite materials. In Proceedings of the 9th International Conference on Durability of Materials and Components, Brisbane, Australia, 17–20 March 2002. [Google Scholar]
- Goda, K.; Sreekala, M.S.; Malhotra, S.K.; Joseph, K.; Thomas, S. Advances in Polymer Composites: Biocomposites–State of the Art, New Challenges, and Opportunities. Polym. Compos. 2014, 1–10. [Google Scholar] [CrossRef]
- Moeller, M.; Matyjaszewski, K. Polymer Science: A Comprehensive Reference; Newnes: Oxford, UK, 2012; Volume 10, pp. 377–428. [Google Scholar]
- Li, Y.; Mai, Y.-W.; Ye, L. Sisal fibre and its composites: A review of recent developments. Compos. Sci. Technol. 2000, 60, 2037–2055. [Google Scholar] [CrossRef]
- Melo Filho, J.D.A.; Silva, F.D.A.; Filho, R.T. Degradation kinetics and aging mechanisms on sisal fiber cement composite systems. Cem. Concr. Compos. 2013, 40, 30–39. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Comparative Evaluation on Properties of Hybrid Glass Fiber- Sisal/Jute Reinforced Epoxy Composites. Procedia Eng. 2013, 51, 745–750. [Google Scholar] [CrossRef] [Green Version]
- Pappu, A. Recent Advances on Coal Ash Particulates’ Fortified Glossy Finish Polymer Composites. Available online: https://www.researchgate.net/profile/Asokan-Pappu-2/publication/277304586_Recent_Advances_on_Coal_Ash_Particulates’_Fortified_Glossy_Finish_Polymer_Composites/links/556628aa08aeccd77735a024/Recent-Advances-on-Coal-Ash-Particulates-Fortified-Glossy-Finish-Polymer-Composites.pdf (accessed on 15 April 2022).
- Bourmaud, A.; Baley, C. Investigations on the recycling of hemp and sisal fibre reinforced polypropylene composites. Polym. Degrad. Stab. 2007, 92, 1034–1045. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Arpitha, G.R.; Yogesha, B. Study on Mechanical Properties of Natural-Glass Fibre Reinforced Polymer Hybrid Composites: A Review. Mater. Today Proc. 2015, 2, 2959–2967. [Google Scholar] [CrossRef]
- Czigany, T.; Ishak, Z.; Heitz, T.; Karger-Kocsis, J. Effects of hygrothermal aging on the fracture and failure behavior in short glass fiber-reinforced, toughened poly (butylene terephthalate) composites. Polym. Compos. 1996, 17, 900–909. [Google Scholar] [CrossRef]
- Bergeret, A.; Pires, I.; Foulc, M.; Abadie, B.; Ferry, L.; Crespy, A. The hygrothermal behaviour of glass-fibre-reinforced thermoplastic composites: A prediction of the composite lifetime. Polym. Test. 2001, 20, 753–763. [Google Scholar] [CrossRef]
- Hu, R.-H.; Sun, M.-Y.; Lim, J.-K. Moisture absorption, tensile strength and microstructure evolution of short jute fiber/polylactide composite in hygrothermal environment. Mater. Des. 2010, 31, 3167–3173. [Google Scholar] [CrossRef]
- Assarar, M.; Scida, D.; Zouari, W.; Saidane, E.H.; Ayad, R. Acoustic emission characterization of damage in short hemp-fiber-reinforced polypropylene composites. Polym. Compos. 2014, 37, 1101–1112. [Google Scholar] [CrossRef]
- Chow, C.; Xing, X.; Li, R. Moisture absorption studies of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 2007, 67, 306–313. [Google Scholar] [CrossRef]
- Moudood, A.; Rahman, A.; Ochsner, A.; Islam, M.; Francucci, G. Flax fiber and its composites: An overview of water and moisture absorption impact on their performance. J. Reinf. Plast. Comp. 2019, 38, 323–339. [Google Scholar] [CrossRef] [Green Version]
- Toubal, L.; Cuillière, J.-C.; Bensalem, K.; Francois, V.; Gning, P.-B. Hygrothermal effect on moisture kinetics and mechanical properties of hemp/polypropylene composite: Experimental and numerical studies. Polym. Compos. 2015, 37, 2342–2352. [Google Scholar] [CrossRef]
- Yu, T.; Sun, F.; Lu, M.; Li, Y. Water absorption and hygrothermal aging behavior of short ramie fiber-reinforced poly(lactic acid) composites. Polym. Compos. 2016, 39, 1098–1104. [Google Scholar] [CrossRef]
- Mejri, M.; Toubal, L.; Cuillière, J.; François, V. Hygrothermal aging effects on mechanical and fatigue behaviors of a short- natural-fiber-reinforced composite. Int. J. Fatigue 2018, 108, 96–108. [Google Scholar] [CrossRef]
- ANSYS, Inc. Ansys® Workbench, Release 2021 R2, Help System; ANSYS, Inc.: Canonsburg, PA, USA, 2021. [Google Scholar]
- Mohan, T.; Kanny, K. Chemical treatment of sisal fiber using alkali and clay method. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1989–1998. [Google Scholar] [CrossRef]
- Ramesh, M. Flax (Linum usitatissimum L.) fibre reinforced polymer composite materials: A review on preparation, properties and prospects. Prog. Mater. Sci. 2018, 102, 109–166. [Google Scholar] [CrossRef]
- Alotaibi, J.G.; Alajmi, A.E.; Yousif, B.F.; Salih, N.D. Effect of Fibre Content on Compressive and Flexural Properties of Coconut Fibre Reinforced Epoxy Composites. Am. J. Appl. Sci. 2020, 17, 141–155. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2018, 53, 1579–1669. [Google Scholar] [CrossRef]
- ASTM D5229/D5229M-14; Standard Test Method for Moisture Absorption Properties and Equilibrium Conditioning of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM ASTM D790-07; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2007.
- Sen, T.; Reddy, H.J. Application of sisal, bamboo, coir and jute natural composites in structural upgradation. Int. J. Innov. Manag. Technol. 2011, 2, 186. [Google Scholar]
- Azwa, Z.; Yousif, B.; Manalo, A.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2012, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- Cao, Y.; Shibata, S.; Fukumoto, I. Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Compos. Part A Appl. Sci. Manuf. 2006, 37, 423–429. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Joseph, P.; Rabello, M.S.; Mattoso, L.; Joseph, K.; Thomas, S. Environmental effects on the degradation behaviour of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 2002, 62, 1357–1372. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SI. No. | Chemical Constituents | Sisal Fibre (%) |
|---|---|---|
| 1 | Density (g/cm3) | 1.34–1.5 |
| 2 | Fiber diameter (µm) | 145–440 |
| 3 | Elongation (%) | 1.54–3.85 |
| 4 | Young’s modulus (GPa) | 9.6–38 |
| 5 | Tensile strength (MPa) | 400–700 |
| SI. No. | Chemical Constituents | Sisal Fibre (%) |
|---|---|---|
| 1 | Cellulose (%) | 41.6–62.6 |
| 2 | Lignin (%) | 11.4–14.6 |
| 3 | Hemi cellulose (%) | 9.2–14.6 |
| Time (h) | No. of Samples | Temperature (°C) | |
|---|---|---|---|
| GFRE Samples | SFRE Samples | ||
| 0 | 3 | 3 | 25 |
| 500 | 3 | 3 | 60 |
| 1000 | 3 | 3 | 60 |
| 1200 | 3 | 3 | 60 |
| Condition Number | Parameters |
|---|---|
| Condition (C1) | Temperature: 25 °C |
| Time Duration: 0 h | |
| Relative Humidity: 0% | |
| Condition (C2) | Temperature: 60 °C |
| Time Duration: 500 h | |
| Relative Humidity: 100% | |
| Condition (C3) | Temperature: 60 °C |
| Time Duration: 1000 h | |
| Relative Humidity: 100% | |
| Condition (C4) | Temperature: 60 °C |
| Time Duration: 1200 h | |
| Relative Humidity: 100% |
| Materials | Density (tonne/mm3) | Young’s Modulus (GPa) | Poisson Ratio | Thermal Conductivity (W/mk) |
|---|---|---|---|---|
| Glass Fibre | 2.5 × 10−9 | 72 | 0.21 | 1.2 |
| Sisal Fibre | 1.45 × 10−9 | 38 | 0.286 | 0.25 |
| Epoxy | 1.25 × 10−9 | 3.5 | 0.0197 | 0.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alajmi, A.; Abousnina, R.; Shalwan, A.; Alajmi, S.; Alipour, G.; Tafsirojjaman, T.; Will, G. An Experimental and Numerical Investigation into the Durability of Fibre/Polymer Composites with Synthetic and Natural Fibres. Polymers 2022, 14, 2024. https://doi.org/10.3390/polym14102024
Alajmi A, Abousnina R, Shalwan A, Alajmi S, Alipour G, Tafsirojjaman T, Will G. An Experimental and Numerical Investigation into the Durability of Fibre/Polymer Composites with Synthetic and Natural Fibres. Polymers. 2022; 14(10):2024. https://doi.org/10.3390/polym14102024
Chicago/Turabian StyleAlajmi, Abdalrahman, Rajab Abousnina, Abdullah Shalwan, Sultan Alajmi, Golnaz Alipour, Tafsirojjaman Tafsirojjaman, and Geoffrey Will. 2022. "An Experimental and Numerical Investigation into the Durability of Fibre/Polymer Composites with Synthetic and Natural Fibres" Polymers 14, no. 10: 2024. https://doi.org/10.3390/polym14102024
APA StyleAlajmi, A., Abousnina, R., Shalwan, A., Alajmi, S., Alipour, G., Tafsirojjaman, T., & Will, G. (2022). An Experimental and Numerical Investigation into the Durability of Fibre/Polymer Composites with Synthetic and Natural Fibres. Polymers, 14(10), 2024. https://doi.org/10.3390/polym14102024