3.1. Model Study of Reaction Kinetics of EP Conversion in Polymer Melts
Table 3 summarizes the complete experimental results of the model study experiments targeting the assessment of the reaction kinetics of EP conversion in single-phase polymer melt mixtures.
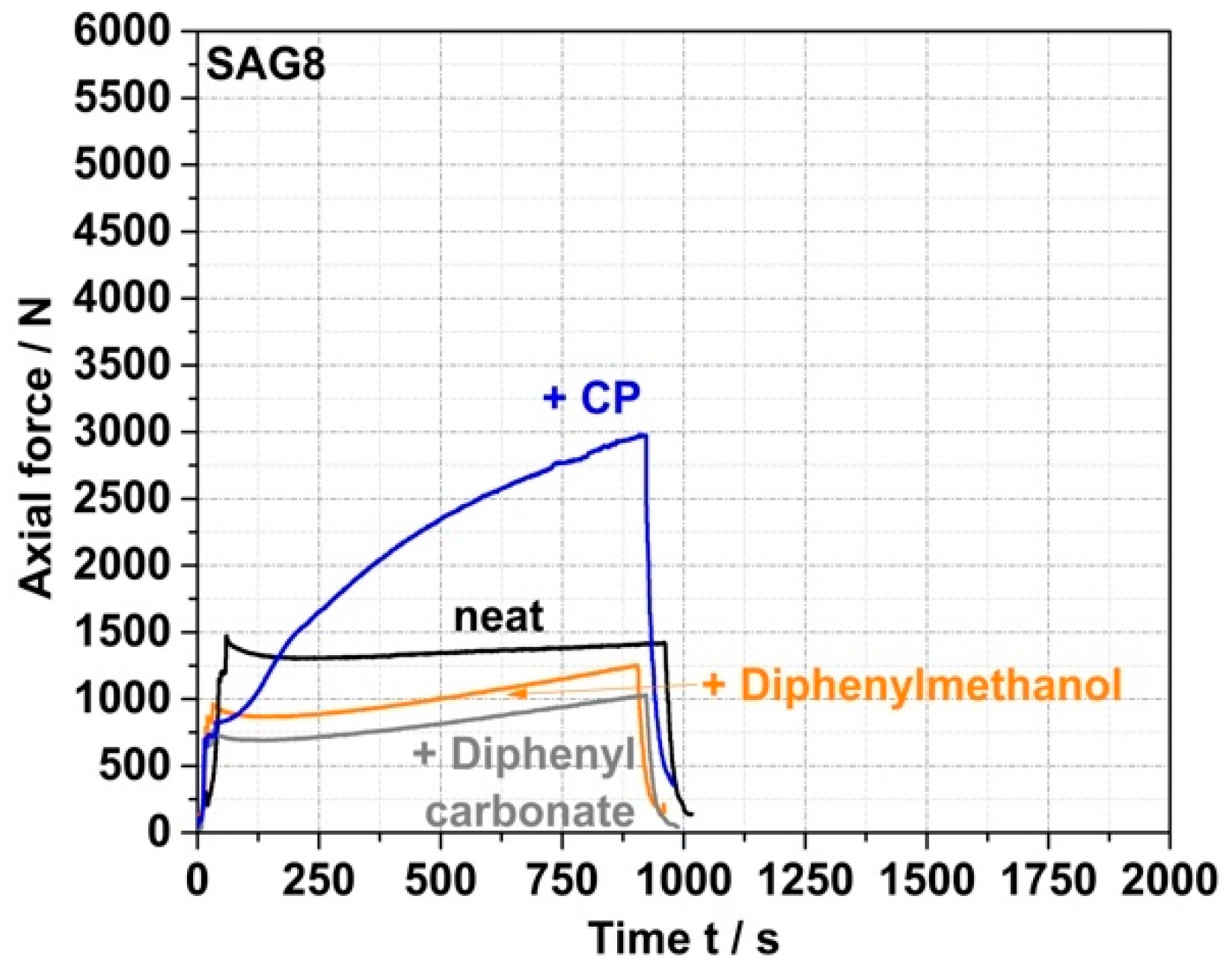
Figure 3a shows the force vs. time curves measured during compounding at 260 °C for up to 60 min by the force progression of the MC15 micro-compounder in a reactive melt mixture of SAG8 with CP with a stoichiometric ratio of EP and pOH groups.
A well-reproducible exponential increase in force over time is observed, converging asymptotically to a constant value at a reaction time of around 60 min. This behavior indicates a relatively slow chemical reaction that takes place during compounding, leading to an increase in the viscosity of the melt. This reaction approaches completion or chemical equilibrium within approximately one hour.
Figure 3b shows the conversions of EP groups and CP measured in the reaction mixtures after quenching the reaction by rapid cooling to room temperature at different reaction times. A typical kinetic reaction curve can be seen, with very similar conversions of EP and CP, both converging exponentially to 80–90% after around 60 min. The shape of the conversion vs. time curve shown in
Figure 3b is similar to the shape of the force versus time curve shown in
Figure 3a. Thus, the results presented in
Figure 3a,b provide evidence that a reaction occurs involving both the EP groups and the CP that causes an increase in the viscosity of the melt. Our interpretation of this result is that the CP is grafted onto the SAG8 backbone via the nucleophilic addition of the pOH group of the CP to the EP rings in the SAG8 polymer.
On the other hand, the data in
Table 3 show that the EP conversion yields observed under the same process conditions with model compounds containing aOH rather than pOH groups are much lower (<10% for a reaction time of 15 min for both prim., sec., and tert. aOH). Moreover, the force vs. time curves recorded for the reaction mixtures based on these model compounds do not show any increase in force similar to the CP case (see
Figure 4 for the specific example of the reaction of SAG8 with diphenylmethanol containing sec. aOH groups), which would indicate a melt reaction of the aOH-containing model compounds with the SAG8. Undesirable side reactions that could have been expected between the EP groups of the GMA-modified polymers and the sec. aOH groups formed in a previous reaction according to
Figure 1 can thus be neglected in the absence of a catalyst.
Side reactions of the EP groups with carbonate functional groups in the PC backbone can also be excluded based on the negligible EP conversion (
Table 3) and force increase determined in the model experiment with diphenyl carbonate as a reactant (
Figure 4). The fact that no EP conversion is observed in the pure SAG8 under the same high-temperature melt conditions (
Table 3) proves that a reaction between two EP groups or a reaction between an EP group and a nitrile group in SAG8, which would lead to undesired crosslinking, can also be excluded as side reactions.
Since the low-molecular-weight reactants were used in equimolar amounts of the EP groups in the model experiments, and since both EP groups and CP were apparently mostly converted within 60 min, most of the CP molecules must have been chemically bonded to the SAG8 backbone in the melt reaction. Low-molecular-weight compounds homogeneously dissolved in a polymer typically cause the polymer to soften and thus reduce its melt viscosity. On the other hand, a chemical reaction such as the grafting of the CP onto the SAG8 polymer will increase its molecular weight and thus the melt viscosity (note that, with an average of 32 GMA units per polymer chain in SAG8, complete conversion of the EP groups with CP will significantly increase the molecular weight of SAG8 by approximately 6800 g/mol). The increase in force over time observed in the micro-compounder in the experiment with CP can thus be easily understood as a direct consequence of the grafting reaction. On the other hand, the lower force observed in the melt mixtures of SAG8 with the non-reactive model compounds compared to the pure SAG8 is a consequence of the softening effect.
The second step of the model study was to evaluate the effect of catalysts on the kinetics of both the target and side reactions. The aim was to determine whether the use of a suitable catalyst could achieve high conversion yield in the target reaction of EP groups with pOH with reduced reaction times in the order of minutes to enable such reactions in a typical twin-screw extrusion process. Ideally, the catalyst would not compromise the negligibility of undesirable side reactions, which has been confirmed in the absence of a catalyst.
Figure 5 and the data in
Table 3 show that the conversion kinetics of the reaction of SAG8 with CP can be accelerated and EP conversion yields increased with both ZrAcac and p-TSA at typical catalytic concentrations.
ZrAcac shows less catalytic activity compared to p-TSA (
Figure 5), however, turns out catalytically much more selective in terms of the targeted EP-conversion with pOH-groups (
Table 3 and
Figure 6).
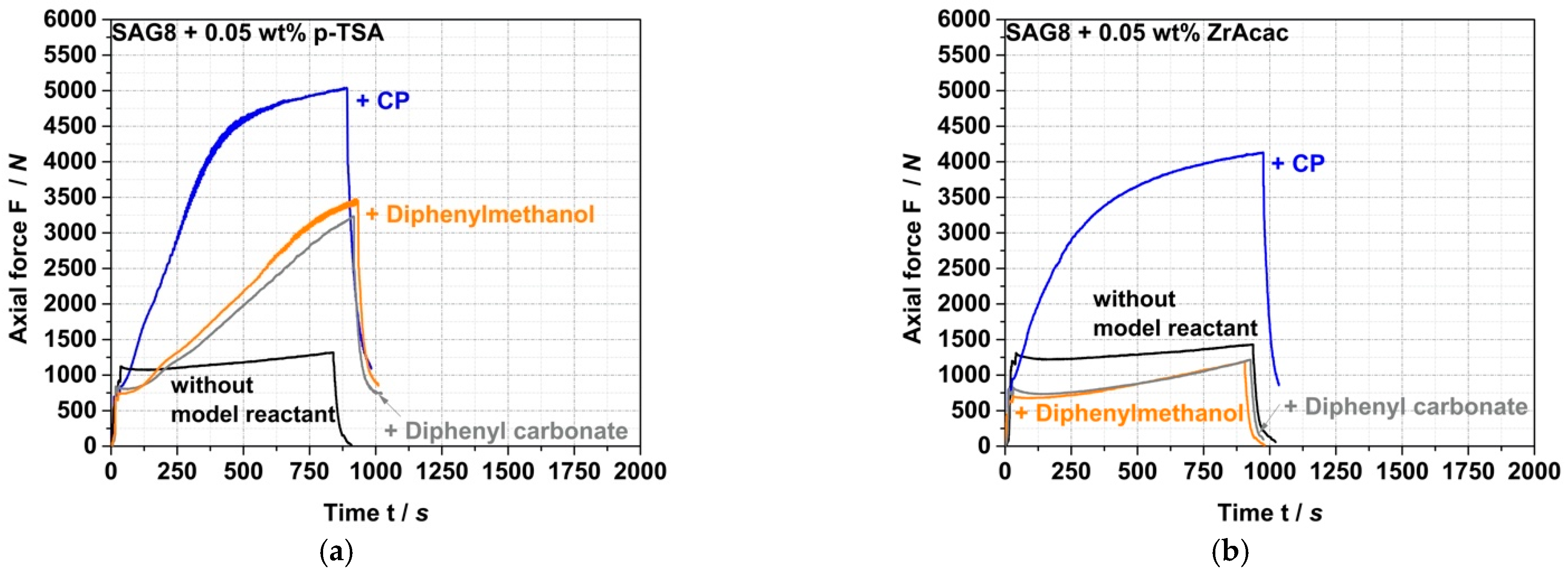
Figure 6 shows the force vs. time curves measured during compounding of melt mixtures of SAG8 and model reactants of different reactive functionality in the presence of 0.05 wt% of p-TSA (a) and 0.05 wt% ZrAcac (b), respectively.
In contrast to the observations with ZrAcac as a catalyst, p-TSA leads to an increase in force with reaction time not only when the SAG8 is reacted with CP (i.e., with pOH groups), but also when it is reacted with diphenylmethanol (i.e., with sec. aOH groups) and even when it is reacted with diphenylcarbonate containing carbonate functionality. Since the increase in force is an indicator of a reaction, and since such an increase in force is not observed when p-TSA is added to pure SAG8 (so that catalysis of EP–EP and EP–nitrile reactions within the SAG8 itself can be essentially excluded), the conclusion is that p-TSA does not selectively catalyze the target coupling reaction of the GMA-containing polymer with pOH, but also the reaction with sec. aOH and carbonate groups. Our interpretation of this finding is that the sulfonic acid group in p-TSA effectively opens the EP ring of the GMA in the SAG8 polymer, thereby non-selectively activating the EP groups for reactions with different kinds of functional groups. This interpretation is confirmed by the increase in EP conversion yields in SAG8 by the addition of p-TSA both in the presence of CP and diphenylmethanol, but rather not in the absence of any low-molecular-weight reactant model compound (
Table 3). Moreover, the data displayed in
Table 3 show that in the reaction of SAG8 with CP, the p-TSA addition results in an increase in the overall EP conversion, but in no increase in the targeted CP conversion. This observation demonstrates that p-TSA increases the EP conversion by catalyzing the coupling reaction of EP with the sec. aOH groups formed in a prior reaction of EP in SAG8 with the pOH groups in CP (see
Figure 1), rather than by catalyzing the targeted coupling reaction with CP itself. Hence, p-TSA does not seem suitable as a catalyst for the eventually targeted melt coupling of pOH-terminated PC with GMA-modified PMMA.
On the other hand, ZrAcac apparently catalyzes predominantly the target reaction of the EP groups with pOH. In the experiments with SAG8 in combination with either diphenylmethanol or diphenyl carbonate in the presence of ZrAcac (
Figure 6b), the forces remained below the values measured for the SAG8 polymer in the absence of any low-molecular-weight reactant model compound—even after rather long reaction times of 15 min. This shows that, in this case, the softening effect related to the presence of unconverted low-molecular-weight model compounds remains predominant during the complete reaction time and proves that ZrAcac does not catalyze, to any significant extent, the undesired side reaction of the EP groups in SAG8 with sec. aOH or carbonate groups. Rather, this catalyst very selectively only accelerates the target reaction of the EP groups with pOH functionalities. In agreement with these observations, ZrAcac as a catalyst leads to a similar in size simultaneous increase in both EP and CP conversion compared to the same experiment without a catalyst (
Table 3).
The overall conclusion of our model investigations with different catalysts is that ZrAcac—although less effective as a catalyst compared to p-TSA in terms of EP activation—is expected to be much more suitable for the intended purpose of catalyzing copolymer formation during the melt compounding of GMA-modified polymers with pOH-terminated PC because of its comparably much higher catalytic selectivity for this specific target reaction. Further experiments were therefore limited to the investigation of ZrAcac as the catalyst. It has to be noted that although the effect of the ZrAcac catalyst on CP conversion is quite limited at the long RT applied in the micro-compounder experiments (increase from 67 to 79% after 15 min; see
Table 3), at the much shorter RT, as typical for a twin-screw extrusion process, the effect can be expected to be much more significant.
In the third step of the kinetic model study, we changed the GMA-modified polymer from SAG8 to m-PMMA. The intention was to confirm whether the conclusions previously drawn from the experiments with SAG8 would be valid also for the analogous reaction with the specific type of m-PMMA polymer to be used in the further studies (next section) for the polymer–polymer melt reaction. The experimental data in
Table 3 prove that a melt reaction of GMA-modified PMMA with pOH groups in CP occurs as well. However, in the absence of a catalyst, the conversion yield of EP after 15 min is only 56%, which is much lower than in the case of the melt reaction with SAG8 (71%). Obviously, the copolymer-forming target melt reaction is slower in the case of m-PMMA8 than with SAG8. On the other hand, when ZrAcac is added as a catalyst, a similar EP conversion yield of 74% is achieved with m-PMMA8 within 15 min as observed with SAG8 (79%). This means that by using ZrAcac as a catalyst, the differences in the reactivity of EP groups in m-PMMA8 and SAG8 can obviously be compensated. The EP–EP side reaction between two GMA functionalities in m-PMMA8 is negligible both in the absence and presence of the ZrAcac catalyst, as it was in the case of SAG8. Thus, ZrAcac is a promising catalyst candidate for the formation of copolymers by reaction in melt mixtures of GMA-modified PMMA with pOH-functionalized PC.
The overall conclusion of the kinetic model studies reported in this section is that the reactive modification of BPA-based PC with pOH end groups should, in principle, be a suitable strategy to enable PC copolymer formation via selective coupling reaction with GMA-functionalized polymers in melt mixtures. However, a catalyst might be required to achieve a sufficient reaction speed and thus a high yield of copolymer. ZrAcac is preferred vs. Bronsted acid catalysts such as p-TSA as it exhibits highly selective catalytic activity in the target reaction, thus reducing side reactions that may lead to undesirable crosslinking of the copolymer. In the next section, it will be investigated whether a sufficient reaction speed and thus the desired high PC/PMMA copolymer yield can also be achieved in two-phase polymer–polymer melt mixtures. In this case, the reaction can only take place in the polymer–polymer interphases; thus, the concentration of functional groups viable for reaction is much lower, and the reactive groups may be less available for the copolymer formation reaction due to steric hindrances caused by intra- and intermolecular polymer entanglement.
3.2. Reactive Compounding of pOH-Terminated PC with GMA-Modified PMMA in a Discontinuous Process
For reference purposes for the subsequent experiments on the preparation of reactively compounded blends, the force vs. time curves during compounding of the neat blend partners were first recorded in the absence of any catalyst (
Figure 7a). As expected, the measured forces and their time dependences are quite similar for the non-reactive commercial PC* and the reactive m-PC* with pOH termination due to their similar molecular weights (
Table 1). In both cases, the force decreases slowly with time, which can be attributed to some decrease in molecular weight due to hydrolysis of the PC. According to general expert experience, some molecular weight loss cannot be completely prevented under such melt compounding conditions since trace amounts of water can never be completely eliminated, even in pre-dried PC. When ZrAcac is added to PC, the shape of the force vs. time curve remains essentially unchanged, but the absolute force decreases significantly over the entire timeframe (
Figure 7b). We interpret this result to mean that the catalyst softens the PC but does not lead to significantly faster PC degradation than is observed in the absence of the catalyst. The slight decrease in molecular weight during compounding was confirmed by GPC measurements. While the M
w of PC* before compounding was 46,000 g/mol (measured using PS calibration; see
Table 1), values of 40,000 g/mol and 36,000 g/mol were measured after 15 min of melt compounding at 260 °C in the absence and presence of 0.05 wt% ZrAcac, respectively. M
w decreases of this magnitude are typical for commercially available PC under this type of thermal exposure. The effect of ZrAcac on molecular weight degradation can be considered small compared to alternative catalysts that we had previously screened.
Additionally, in the case of PMMA, the reactive (m-PMMA1 and m-PMMA8) and non-reactive (PMMA) polymers behave quite similarly to each other due to their similar molecular weights. However, the measured force values are much lower than those observed when compounding the PC polymers, which is a consequence of the lower melt viscosity of PMMA. The force values are almost not affected by the addition of ZrAcac. For both reactive and non-reactive PMMA, the forces are almost constant over time, regardless of whether ZrAcac is present. Apparently, the molecular weights of PMMA are essentially unaffected by the thermal effects of the compounding process, both in the absence and presence of the ZrAcac catalyst. This interpretation was confirmed by GPC measurements.
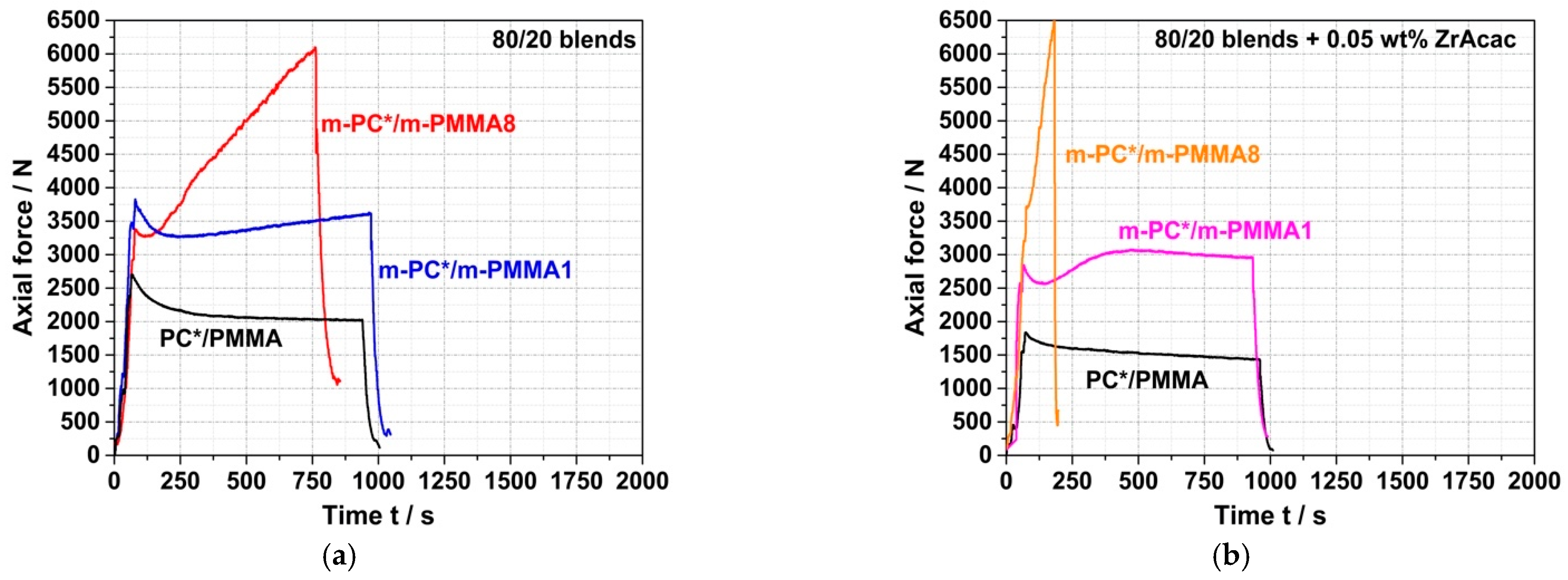
The force vs. time curves of the conventional PC/PMMA (80/20) blends produced by compounding of PC* with an unmodified PMMA polymer qualitatively look quite similar to those of the neat blend partner investigated before, i.e., force decreases slightly with time, both in the absence of a catalyst and in the presence of ZrAcac (
Figure 8). The force levels are in between those observed for the neat blend partners and are lower in the presence of ZrAcac compared to the same composition in the absence of the catalyst. It thus can be concluded that, beyond some PC degradation that is observed independent of the presence of PMMA and/or catalyst, no further (i.e., melt coupling) reaction occurs during the compounding process in this case.
On the other hand, in the experiments where reactively modified blend partners were used (i.e., m-PC* and m-PMMA1/8), an increase in force was observed during compounding. The velocity (slope) of this force increase depends on the GMA content in the m-PMMA, i.e., it is higher for the blend based on m-PMMA8 than for the blend based on m-PMMA1. In the absence of the catalyst (
Figure 8a), no steady state (i.e., either complete reaction or equilibrium) could be reached within 15 min at 260 °C. In contrast, in the presence of 0.05 wt% ZrAcac, the force passes through a maximum after around 8 min in the case of m-PMMA1 as a blend partner (
Figure 8b). The slope of the following decrease in force vs. time is similar to the slope observed for the blend of non-reactive commercial polymers. For the same melt compounding experiment with m-PMMA8 in the presence of ZrAcac, a very steep increase in force vs. time is observed (with a slope more than five times higher than for the same experiment in the absence of the catalyst). Due to the technical force limitation of the micro-compounder, the experiment had to be stopped after 3 min to avoid damage to the extruder. At this point, the melt coupling reaction was not yet complete and equilibrium had not yet been reached. However, an approximate doubling of the initial force proves a significant increase in melt viscosity (and thus molecular weight). Considering that side reactions can be essentially excluded based on the results of the model study reported in the previous section, this experimental observation can only be explained by a coupling reaction of pOH-terminated PC and GMA-modified PMMA leading to the formation of a PC/PMMA copolymer. The time required to complete this reaction or reach chemical equilibrium is >>15 min in the absence of a catalyst, but, by using ZrAcac, it can be reduced to the order of <<10 min, which is possible to be realized in a twin-screw extruder. The fact that the melt viscosity increases to higher values at higher GMA content in PMMA can be explained either by the higher PC/PMMA copolymer conversions achieved or by the higher molecular weights of the copolymers realized with PMMA containing a higher amount of GMA units, which allows a higher amount of grafted PC side chains.
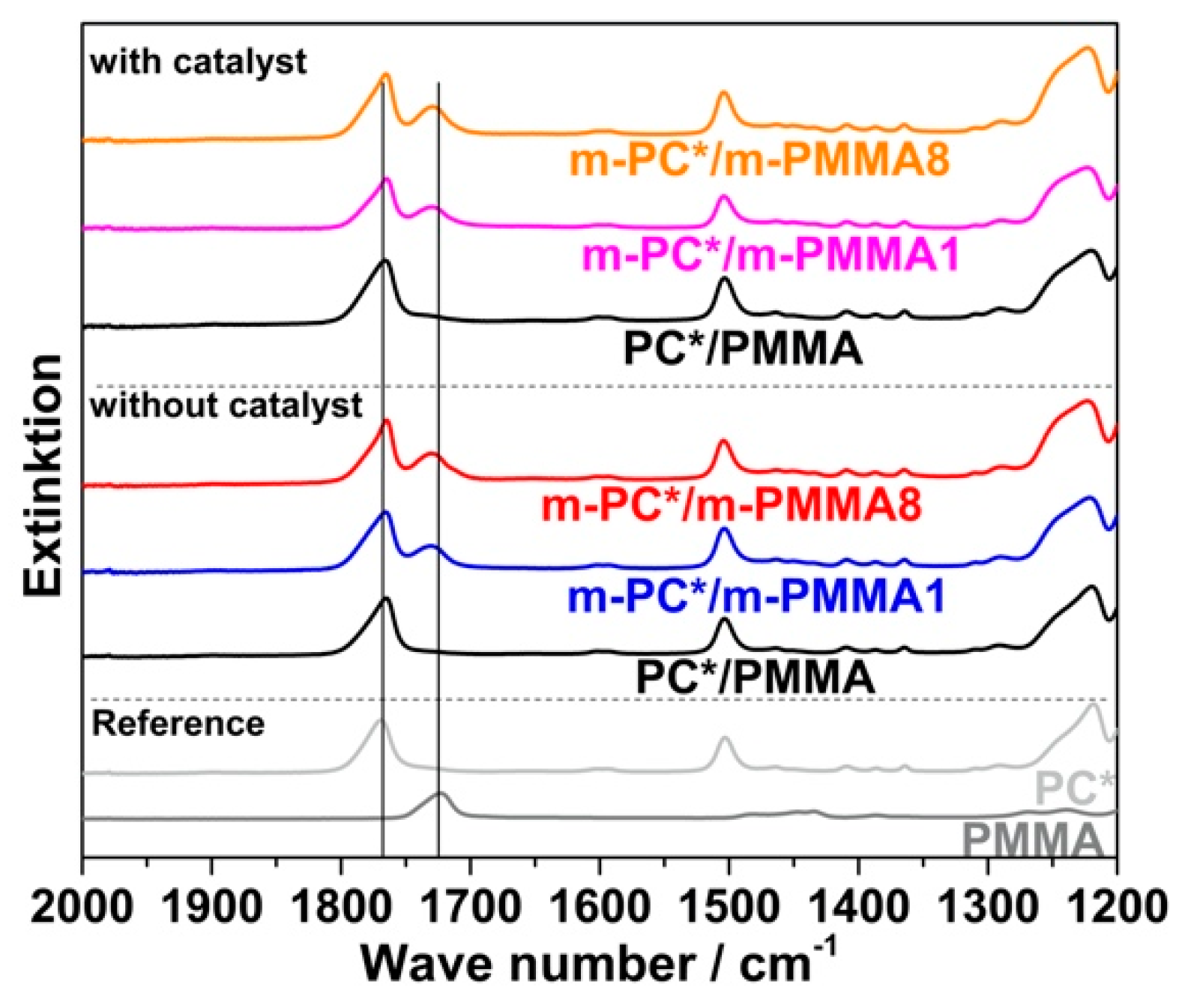
The previous conclusion of successful melt coupling of pOH-terminated m-PC* with GMA-modified PMMA m-PMMA1 or m-PMMA8 is confirmed by the FTIR results of the acetone-insoluble parts of the compounds. While only PC is found in the insoluble parts of the compounds produced with non-reactive blend partners, both PC and PMMA are found in the insoluble parts of the compounds prepared with the reactive blend partners—when the compounds are prepared both in the absence and the presence of ZrAcac (
Figure 9).
Crosslinking of the GMA-modified m-PMMA due to EP–EP homopolymerization, which could also result in a significant change in its solubility in acetone, can be excluded based on the results of the model study reported in the previous section (observation of negligible EP conversion upon melt compounding of pure m-PMMA8 in both presence and absence of ZrAcac; see
Table 3). PMMA crosslinking can be also excluded during the reactive compounding of the reactively modified blend partners based on the observation that the acetone-insoluble parts of the obtained materials were completely soluble in dichloromethane, which is a good solvent for both PC and PMMA, but would not solve any significantly crosslinked polymer. A second alternative interpretation of the spectroscopical finding of PMMA in the acetone-insoluble part of the PC/PMMA copolymer would be copolymer formation via a transesterification reaction of the methyl ester groups of the PMMA with the carbonate linkages of the PC. This interpretation can, however, be excluded as well as it would result in a strong decrease in the PC molecular weight [
21], which was actually not observed.
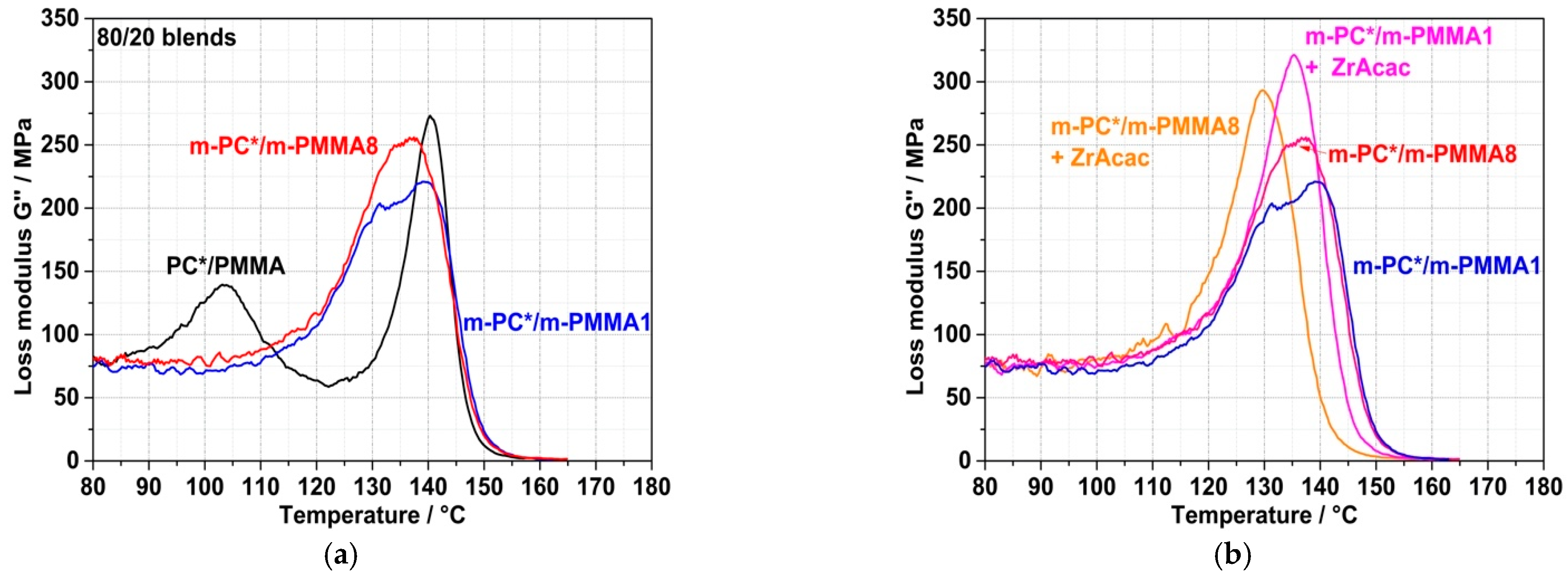
The spectroscopically proven formation of the PC/PMMA copolymer by the chemical coupling (grafting) reaction on a molecular level obviously causes the compatibilization of the obtained PC/PMMA compounds and thus an improvement in the miscibility of the polymer blend partners. The consequence on a mesoscopic level is a significant change in the phase morphologies of the blends. This can be concluded both from the DMA results shown in
Figure 10 and from the TEM micrographs shown in
Figure 11 and
Figure 12. The compound obtained from non-reactive polymers in the absence of a catalyst shows clearly separated glass transition peaks at 103 °C related to the PMMA and at 140 °C related to the PC. On the other hand, the compounds obtained from pOH-terminated PC and GMA-modified PMMAs, both in the presence and absence of the ZrAcac catalyst, show a single glass transition peak with maxima in the range of approximately 130–140 °C. Such DMA behavior is indicative of a monophase morphology or, at least, of significantly improved phase miscibility/dispersion [
34,
35]. This is a consequence of a reduction in the interfacial tension at the PC/PMMA boundaries caused by the PC/PMMA copolymer, which is formed in the reactive compounding process. The DMA curve of the compound obtained in the absence of a catalyst from pOH-terminated PC and the m-PMMA1 still shows a qualitative appearance that resembles two strongly overlapping, separate glass transition peaks. One of them has its maximum at 140 °C and seems to be related to a pure PC phase, while the second one has its maximum at around 135 °C, indicative of a miscible PC/PMMA phase. The glass transition peaks of the two compounds obtained in the absence of a catalyst are very broad compared to those of the compounds obtained with the same polymer compositions in the presence of 0.05 wt% of ZrAcac (
Figure 10b). The single glass transition with the smallest half-width is observed for the compound obtained in the presence of ZrAcac with the high-GMA-containing m-PMMA8. The peak maximum in this case is at 130 °C and thus in between those of the blend constituents. Our interpretation of this observation is that, in this sample, the maximum and most homogeneous miscibility of PC and PMMA has been achieved. Presumably, the copolymer yield is highest in this material because the kinetics of the copolymer reaction are favored both by the use of the catalyst and by the increase in the concentration of GMA functionalities.
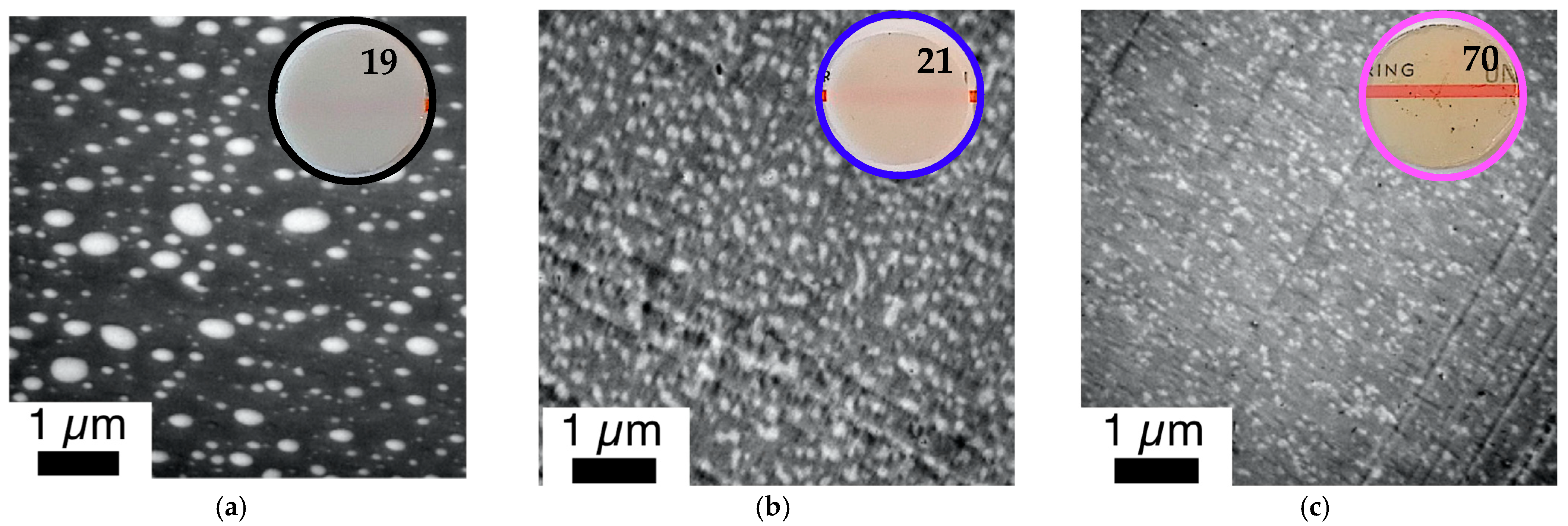
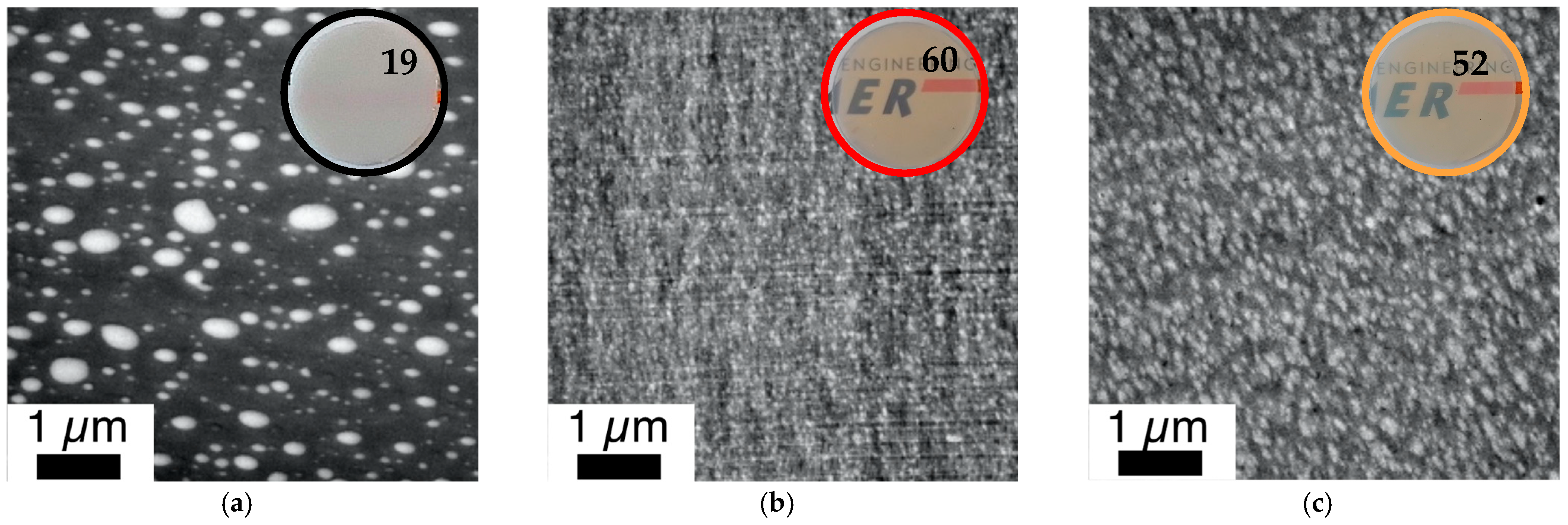
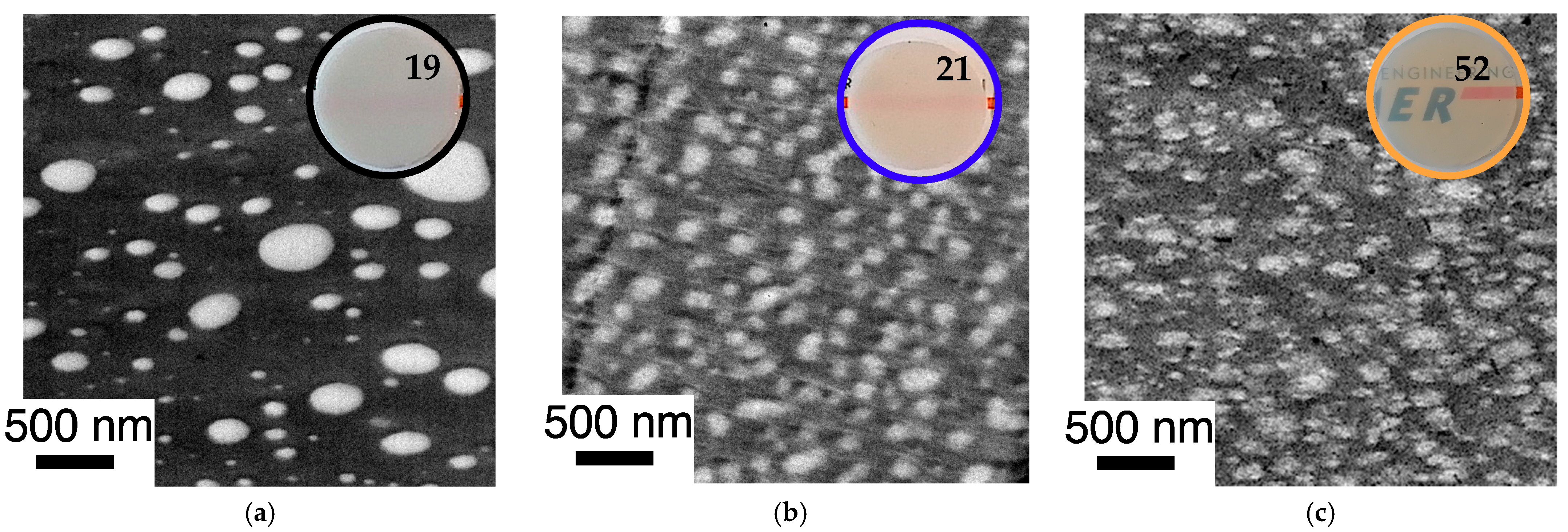
The improvement of the compatibility and hence miscibility of the blend partners due to the in-situ formation of PC/PMMA copolymers, concluded from the results of the DMA experiments, was also confirmed by the TEM investigations (
Figure 11 and
Figure 12). In agreement with previous literature reports, the reference blend PC/PMMA (80/20) obtained from non-reactive commercial PC and PMMA polymers (
Figure 11a and
Figure 12a) shows a morphology of PMMA droplets dispersed in a PC matrix. The size of the PMMA droplets exhibits a wide distribution, covering the range from 50 nm to more than 500 nm. The PC/PMMA interphases appear to be very smooth and both polymer phases are well-distinguishable and defined in this case, i.e., the greyscale transition from dark PC to light PMMA in the TEM image is quite discontinuous. This observation suggests that the interphase layers are very thin and the change in chemical composition (i.e., local PC/PMMA ratio) therein is very steep. In comparison, the interphase in the blends obtained by reactive compounding of m-PC* with m-PMMA1/8, regardless of whether ZrAcac was added, all appear to be much rougher and the grey-level transition in the TEM images is much more diffuse. This finding is particularly evident in the TEM image at higher magnification taken for the material prepared with m-PMMA8 in the presence of ZrAcac (
Figure 13c). It is less pronounced at lower GMA content in PMMA and in the absence of ZrAcac (
Figure 13b). We consider this observation to be indicative of a thicker interphase layer in which the composition of the PC/PMMA ratio changes gradually rather than discontinuously from PMMA in the dispersed domains to PC in the matrix. For the PC/PMMA (80/20) blend obtained in the presence of the ZrAcac catalyst with m-PMMA8, the TEM images show very diffuse greyscale values throughout the material, i.e., also within the PC matrix and the PMMA domains dispersed therein. This behavior seems to indicate that PMMA and PC form an “interpenetrating” phase morphology, where part of the PMMA is an integral part of the PC matrix and vice versa (
Figure 13c). This morphology is thus characterized by the occurrence of PC/PMMA ratio gradients not only in the polymer–polymer interphase regions, but in fact throughout the complete blend material. We suggest that the compositional gradients and inhomogeneities are the consequence of a self-organized distribution of the PC/PMMA copolymer, thermodynamically controlled by the characteristic miscibility of the individual copolymer molecules with residual unreacted PC and PMMA polymer. This miscibility, of course, changes continuously with the PC/PMMA ratio in the individual copolymer molecules, i.e., it depends on the number and length of the PC chains grafted onto the PMMA polymer backbone. In addition to these effects, a positive effect on phase dispersion is also evident from the TEM images. The PMMA domain sizes are much more homogeneous and significantly smaller in the blends prepared from m-PC* and m-PMMA1/8 than in the blends of the same ratio prepared from non-reactive polymers. While, for the PC/PMMA (80/20) blends obtained with m-PMMA1, the dispersion is further improved in the presence of the ZrAcac catalyst, the opposite is true for the same blend composition prepared with m-PMMA8 (compare
Figure 11 and
Figure 12). We believe that the addition of the catalyst to the highly GMA-containing m-PMMA8-based blend, due to higher epoxy conversion, results in crosslinked PC/PMMA copolymers, which are less efficient as phase compatibilizers and thus lead to larger domain sizes. In any case, however, a two-phase morphology with sizes of the dispersed PMMA domains in the order of 100–200 nm is observed for the blends obtained with m-PMMA1 in the absence of ZrAcac and with m-PMMA8 in the presence of the catalyst. For the blends obtained with m-PMMA1 in the presence of ZrAcac and with m-PMMA8 in the absence of the catalyst, the sizes are in the order of <<100 nm.
The morphologies of the PC/PMMA (50/50) blends show the same trends as described for the PC/PMMA (80/20) compositions (
Figure 14). However, the effect of the copolymer on the phase dispersion is even more pronounced in this case. This is because the PC/PMMA (50/50) blend produced from non-reactive polymers shows a co-continuous morphology with much larger PMMA domain sizes (up to in the order of >5 µm) compared to the PC/PMMA (80/20) blends. On the other hand, the PC/PMMA (50/50) blends obtained by the reactive extrusion of m-PC* with GMA-modified PMMA exhibit essentially the same finely dispersed morphologies and similar nanoscale domain sizes as observed for the PC/PMMA (80/20) blends, when compounding is performed both in the absence and presence of the ZrAcac catalyst.
The mesoscopic phase morphology, i.e., the characteristics of the interphase layers, the spatial distribution of PC and PMMA, and the domain sizes of the PMMA phase, as determined by TEM investigations, correlate with the macroscopically observed transparency of the materials (
Figure 11,
Figure 12,
Figure 13 and
Figure 14). For both investigated PC/PMMA ratios, the lowest transmission is observed for the blends obtained from the non-reactive polymers, which exhibit the worst PMMA dispersion as well as a very sharp, i.e., discontinuous, PC/PMMA interphase. With transmission values of <30%, these materials are essentially opaque for visible light. The blends with the best PMMA dispersion and thus smallest PMMA domain sizes <<100 nm (i.e., the blends prepared either from m-PC* and m-PMMA1 in the presence of ZrAcac or from m-PC* and m-PMMA8 in the absence of this catalyst) exhibit the highest transparency. Their transmission values range up to 70%, approaching the level measured for the neat blend partners (m-PMMA1: 77%, m-PMMA8: 62% or m-PC**: 81%) (see
Table 1). In these cases, the nanoscale domain sizes of the dispersed PMMA phase are roughly one order of magnitude smaller than the visible light wavelengths. This leads to greatly reduced light scattering, regardless of the significant refractive index differences of the blend partners, as expected from the laws of physics and shown in the literature [
36,
37]. On the other hand, in the cases where the domain sizes of the PMMA phases are in an intermediate range (i.e., in the range of 100–200 nm), the transparency varies greatly, ranging from 21% for the m-PC*/PMMA1 (80/20) blend with 1 wt% GMA in the absence of a catalyst to 52% for the m-PC*/PMMA8 in the presence of ZrAcac. It appears that the high transmission of visible light in PC/PMMA blends having PMMA domain sizes in this range of 100–200 nm is only achieved if an additional structural criterion is met. Based on our results, we suggest that this additional requirement is the presence of continuous PC/PMMA compositional gradients in the interphases of the blend partners [
38,
39]. This obviously results from and requires the presence of a certain amount of PC/PMMA copolymer. Such continuous gradients in the polymer composition at PC/PMMA interphases result in interphase layers characterized by a steady, i.e., blurred, rather than a discontinuous, i.e., stepwise, change in the local refractive indices. Due to these refractive index gradients, light reflection at the interphases is minimized, thus reducing light scattering and increasing transparency. This mode of action is similar to the operating principle of nanostructured antireflection coatings, which were bionically inspired by the eyes of moths [
40,
41,
42,
43].
Having successfully shown that translucent or even transparent PC/PMMA blends can, in principle, be achieved at long RT in the order of 15 min, the question remains of whether this goal can also be achieved at much shorter RT in the order of one minute. This is required for typical cost-effective continuous twin-screw compounding processes in industrial manufacturing. It appears to be the case for the compound prepared with the m-PMMA8 in the presence of the ZrAcac catalyst, as it was only melt-compounded for around 2 min before the reaction had to be stopped. However, in the other cases, the results discussed so far do not allow us to draw a reliable conclusion. Therefore, we proceeded with a study of the RT dependence of the transparency obtained in a reactive compounding process in a discontinuous micro-compounder. It should be noted that, for this study, unlike the previous studies, m-PC** was used as the pOH-terminated starting material. m-PC** differs from m-PC*, which was used in the previously reported experiments, in that m-PC** has a slightly lower molecular weight M
w and a slightly higher pOH content (
Table 1). To ensure comparability with the experiments using continuous twin-screw extruders, which were planned as the next step, we had to change the PC starting material, as m-PC* was not available in sufficient quantities for this purpose. The results presented in
Figure 15 show that, in the case of blends based on m-PMMA8, regardless of whether ZrAcac was used, high transmission values >50% can be achieved within a relatively short RT of 2.5 min. In principle, RTs of this size are also technically feasible with conventional twin-screw extruders. However, with an RT of only 1 min, which is more typical for compounding processes with twin-screw extruders, only the composition based on m-PMMA8 obtained in the presence of the catalyst showed this transparency level. To obtain the same result with m-PMMA1 with low GMA content, 5 min RTs are already required, even in the presence of ZrAcac. In the absence of the catalyst, 15 min RTs in this case are still insufficient to obtain any significant transmission increases vs. traditional PC/PMMA blends produced from unmodified polymers. This finding is in line with the results of our previous investigations with the higher-M
w m-PC* blend constituent. We thus excluded the experiment with m-PMMA1 in the absence of ZrAcac from the scope of the next step, in which we investigated the transferability of our experimental results to a continuous twin-screw extruder process.
3.3. Reactive Compounding of pOH-Terminated PC with GMA-Modified PMMA in a Continuous Twin-Screw Extruder
In this section, we seek to address the transferability of the previous discontinuous compounding results to a continuous twin-screw extrusion process. This could be then easily scaled up to commercially relevant throughputs using equipment that is broadly established in the compounding industry. For the assessment of the results, it is important to note that the previously used micro-compounder is well-distinguished from the still laboratory-size twin-screw extruder used in the following experiments by the design of the screws (
Figure 2). While, in the micro-compounder, the screws are only conveying, the screws of the twin-screw extruder are characterized by the presence of three kneading zones, which are intended to bring in shear energy for improved mixing of the polymer blend partners. This will result in improved dispersion of the PMMA in the PC melt matrix and thus in a mechanically enforced increase in the PC/PMMA interphase area. Since the chemical reaction resulting in PC/PMMA copolymer formation can only occur at this interphase, we can therefore potentially expect increased reaction kinetics and thus higher conversion when compared at the same RT in the case of the twin-screw extrusion process.
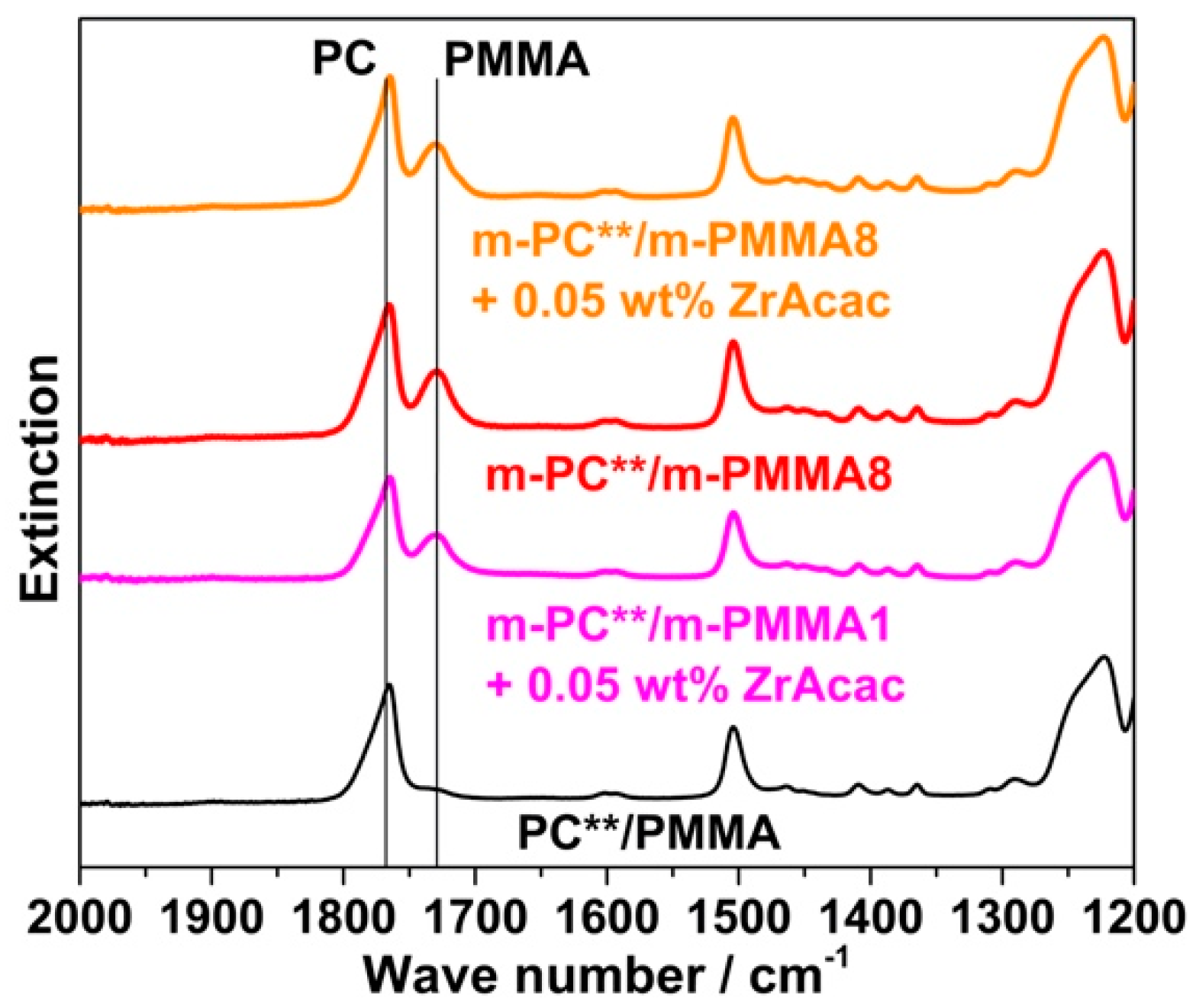
Following the rationale as discussed in the previous section, FTIR spectroscopic results collected on the acetone-insoluble parts of the four different investigated compounds prove that significant amounts of PC/PMMA copolymer are formed upon the melt compounding of reactively modified polymers (
Figure 16). On the other hand, the absence of a vibration band at 1725 cm
−1 related to PMMA in the insoluble part of the compound produced from unmodified PC and PMMA polymers demonstrates that no such PC/PMMA copolymer is formed in this case.
For the quantification of the amounts of PC/PMMA copolymer formed in the different samples, the same samples were investigated via
1H NMR spectroscopy.
Table 4 summarizes the integral intensities of the signals related to the eight aromatic protons in the BPA units of the PC (doublet of doublets resonating at chemical shifts in the range of 7.1–7.3 ppm) relative to the intensity of the signal related to the three methyl protons of the methacrylate groups in the PMMA (singlet resonating at a chemical shift of 3.6 ppm). The fractions of PC and PMMA in the acetone-insoluble portions of the reactively compounded blends, which are displayed in the results columns 3 and 4 of
Table 4, were calculated from these
1H NMR signal intensities. The final column in
Table 4 shows the fractions of the 20 wt% PMMA in the blends’ compositions that became part of their acetone-insoluble portions as a consequence of the chemical reaction. These values were calculated assuming that the PC fraction (i.e., 80 wt% of the total blend composition) remains completely insoluble in acetone upon reaction with PMMA. Data show that, by reactive extrusion, we achieved the conversion of up to 73 wt% of the PMMA in the blend into PC/PMMA copolymer, which is the case for the m-PC**/PMMA8 (80/20) blend in the presence of ZrAcac.
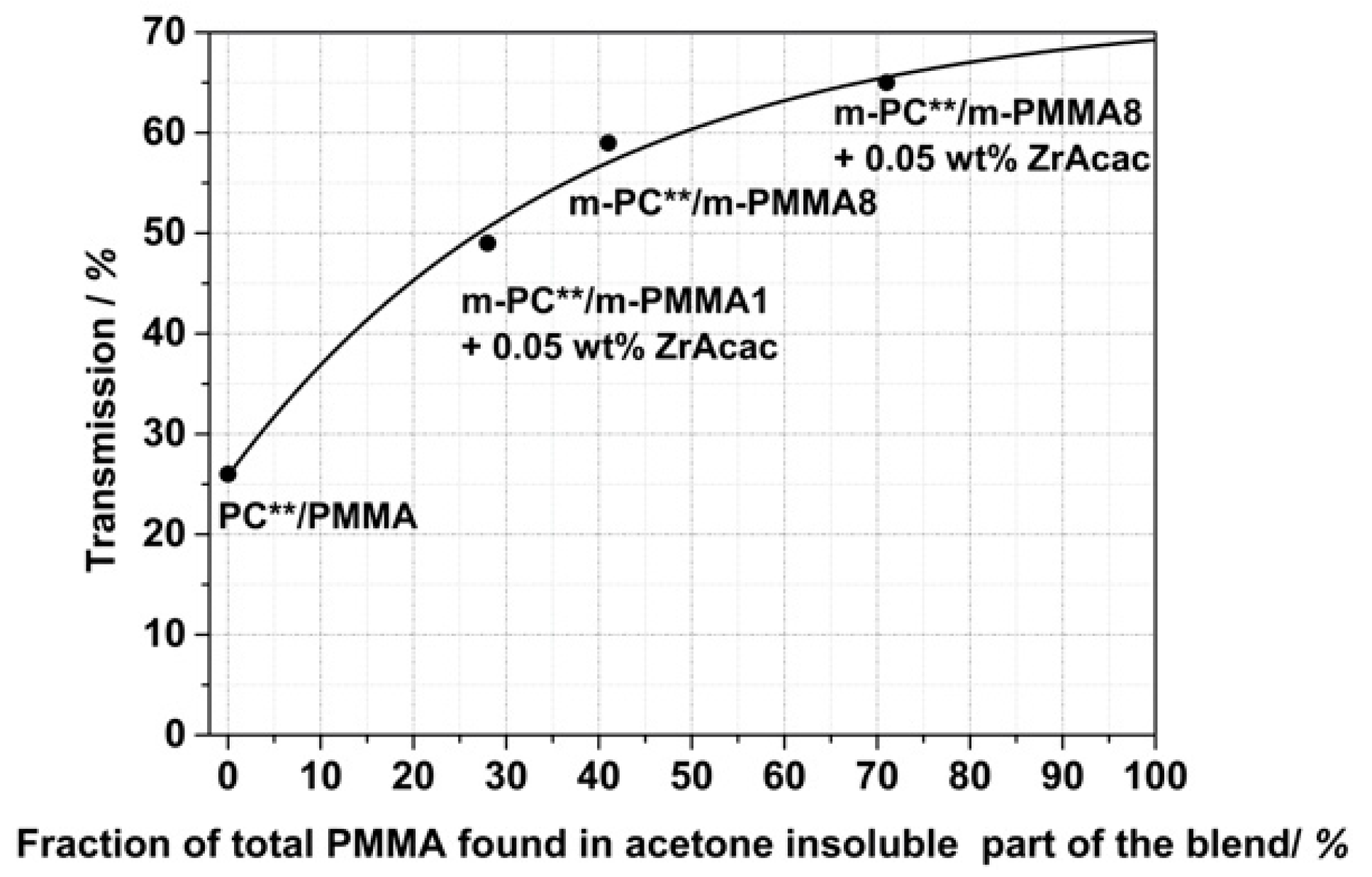
Figure 17 shows that there is a quantitative correlation between the fraction of the total PMMA in the reactively extruded blend that became an integral part of the acetone-insoluble part as determined by
1H NMR spectroscopy, with the level of transparency determined for injection-molded specimens made of the different compounds. As this fraction of PMMA found in the insoluble part is directly related to the content of formed PC/PMMA copolymer, this finding supports our previous hypothesis that transparency in the PC/PMMA blends is a consequence of and requires the formation of the copolymer. By extrapolation of the curve displayed in
Figure 17 to 100% conversion of the PMMA, the maximum achievable transmission that can be realized with the reactive compounding technology used in this study can be estimated as in the range of 70%. The limitation here is the transparency of the neat modified PMMA components.
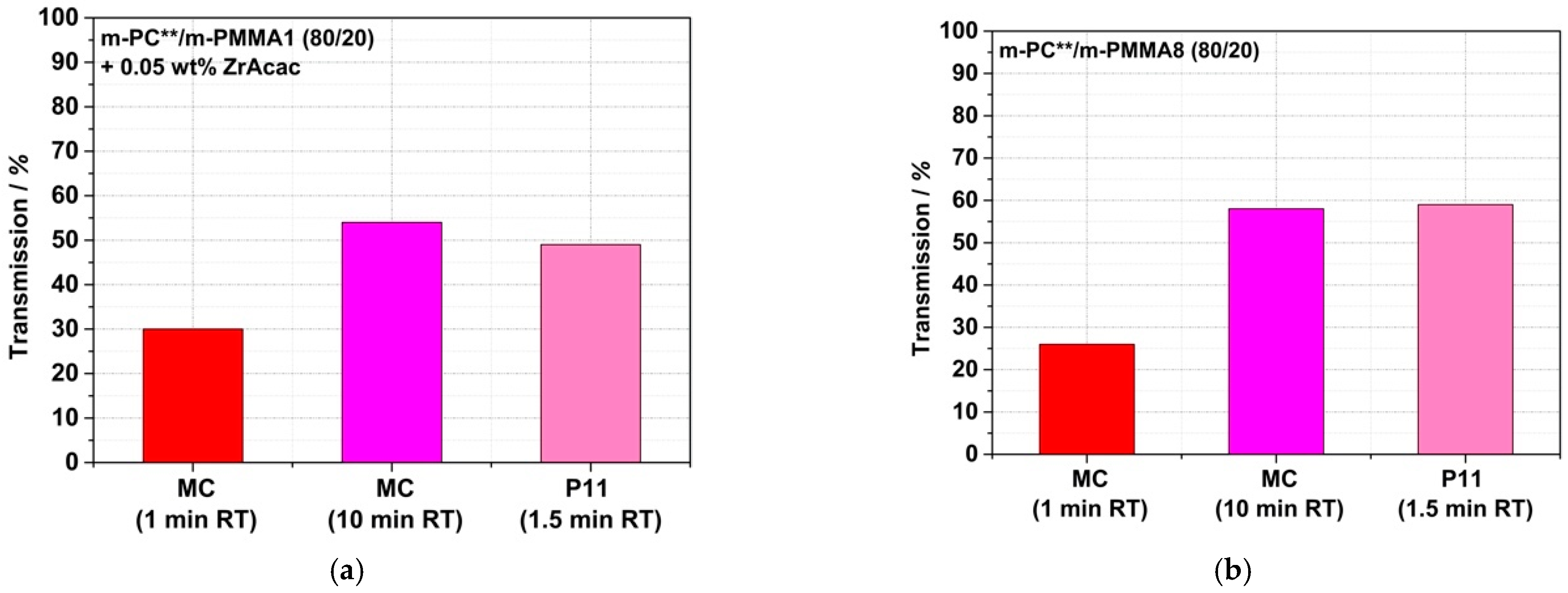
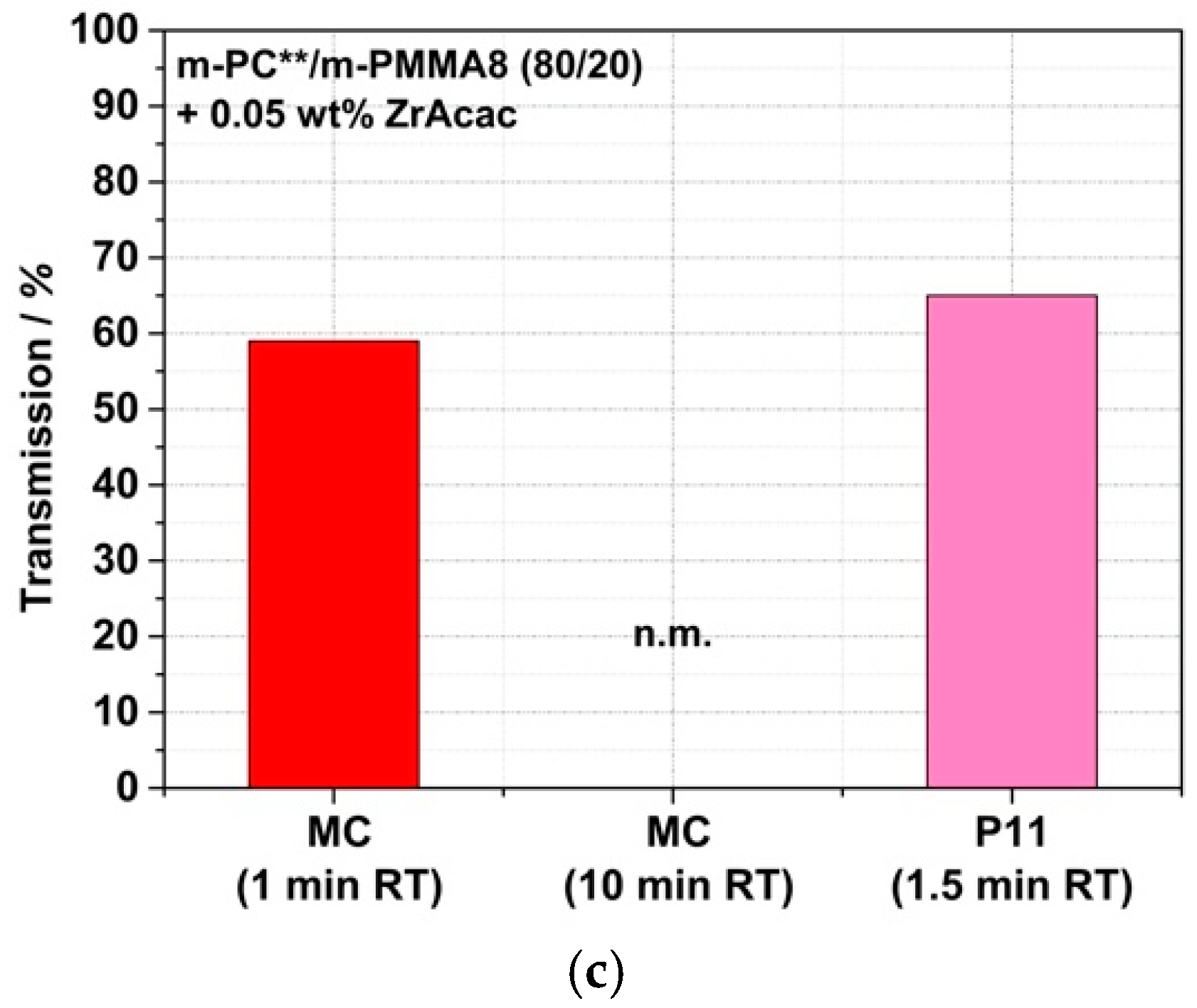
Figure 18 shows a comparison of the transmission values of reactively compounded PC/PMMA blends that were obtained at different RTs in a discontinuous extrusion process under low shear conditions, with those produced in the continuous twin-screw extruder. As expected, the presence of higher shear in the reactive compounding step allows a reduction in the RT that is required to achieve sufficient copolymer formation to result in blend materials revealing high light transmission. Thus, with the continuous high-shear reactive extrusion process, translucent materials were obtained at RTs as low as 1.5 min. On the other hand, in the case of the blend produced with m-PMMA8 in the presence of the ZrAcac catalyst, for which high transmission had been achieved at an RT of only 1 min already in the discontinuous extrusion, no significant further improvement in the light transmission could be achieved by applying the higher-shear continuous process.
Having shown that light-transmitting PC/PMMA blends can be prepared by reactive compounding of modified PC and PMMA, the question remains as to how the reactive blending affects the mechanical properties. In previous studies in which transparent PC/PMMA blends had been prepared by the reactive extrusion of unmodified PC and PMMA polymers using a catalytic transesterification approach, the mechanical properties (i.e., elongation at break) of the blends were drastically deteriorated rather than improved. This undesirable observation turned out to be due to the degradation of the PC molecular weight, which is a side effect due to the reaction mechanism [
19,
21]. The deterioration of the mechanical performance of the blends was so dramatic that the materials had been concluded to be unsuitable for any kind of technical application [
21].
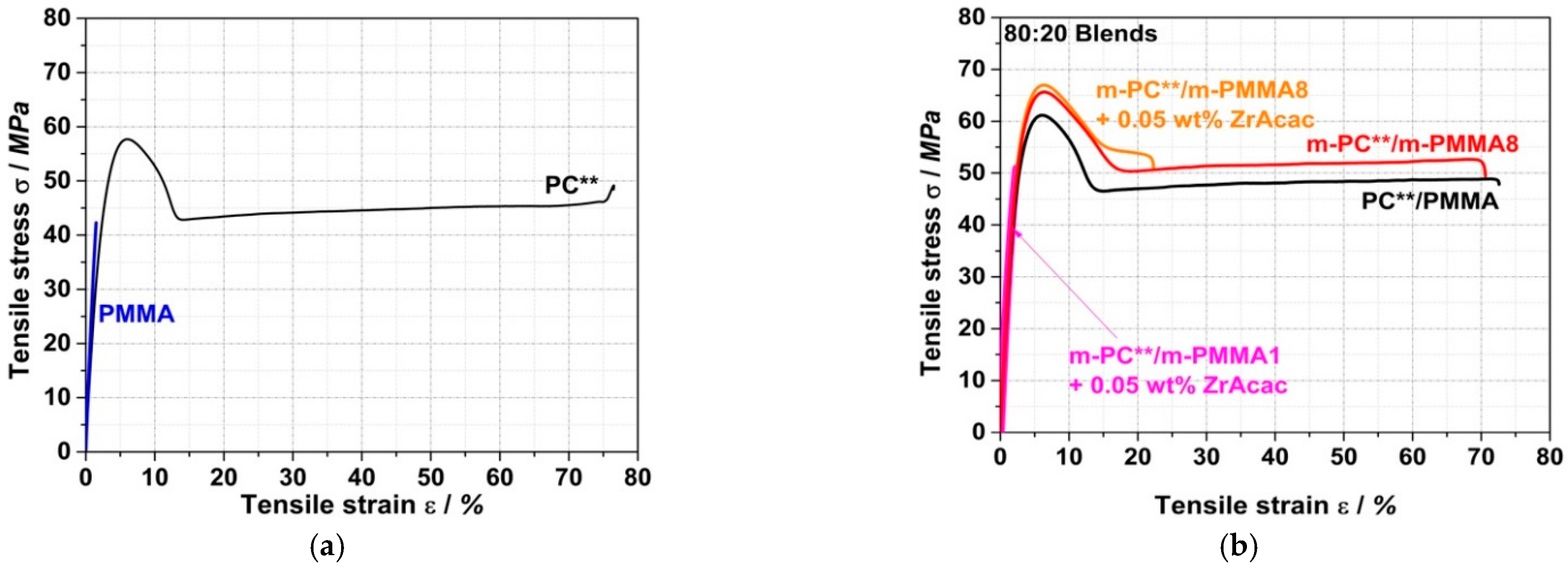
Figure 19 shows a comparison of the stress–strain curves from tensile tests on specimens injection-molded from PC/PMMA (80/20) blends prepared by the continuous extrusion process.
Table 5 summarizes the characteristic tensile and flexural properties and scratch resistance (as pencil hardness) of the traditional and reactively compounded blends and compares the measured values with those of neat PC and PMMA.
The most interesting observation in terms of potential technical applications is a synergistic improvement in the scratch resistance of the PC/PMMA blends. Although the blends investigated here predominantly consist of PC, i.e., they contain only 20 wt% PMMA, the measured pencil hardness appears to mostly reflect the performance of hard PMMA (4H) rather than that of the much softer PC (F). Moreover, the reactively compounded blends with a pencil hardness of 3H surprisingly show a further improvement versus the value of 2H measured for the corresponding blend of unmodified PC and PMMA.
Further synergistic effects are observed in the case of the reactively compounded blends based on m-PMMA8, independently of whether ZrAcac was applied as a catalyst, for the values of ultimate strength σfN measured for the materials in both tensile and flexural tests. This means that both the ultimate tensile and flexural strengths are higher for these PC/PMMA blends than for each of the individual polymers and also higher than for the conventional blend based on unmodified PC and PMMA.
No synergistic effects are observed for the moduli in the tensile and flexural tests for the unmodified PC/PMMA blends. Here, within the limits of measurement accuracy, the moduli correspond well to the mass-weighted averages of the moduli of the individual components of the blend in their respective composition ratios. However, a surprising positive effect is evident in the reactively extruded PC/PMMA blends, which exhibit significantly higher tensile and flexural moduli compared to the unmodified PC/PMMA blend. The observed effects can be explained by the improved phase adhesion and thus improved stress transfer between the PC and PMMA phases, which is enabled by the molecular entanglement of the PC/PMMA copolymer in the PC/PMMA interphases of the polymer blend [
44,
45].
In the present case, since the copolymer formation results from melt coupling by nucleophilic addition and not by a transesterification mechanism, the PC molecular weight is not inherently affected in the PC/PMMA copolymer formation reaction. The PC degradation by hydrolysis caused by trace amounts of residual water and driven by the catalytic effect of ZrAcac is also negligible. This explains the higher tensile and flexural strain at break of the PC/PMMA blend obtained by reactive compounding of m-PC** with m-PMMA8 in the absence of ZrAcac, compared to the much lower values reported in previous transesterification studies [
21].
However, in the two reactively compounded blends prepared in the presence of the catalyst, both the tensile and flexural strains at break are significantly reduced compared to the PC/PMMA blend produced based on unmodified polymers. At this stage of our scientific work, we suspect that the cause of this finding in the case of the blend with m-PMMA8 is the crosslinking of the formed PC/PMMA copolymer, which cannot be avoided at the high number of 18 EP functionalities per polymer molecule and at the high conversion yield of the PMMA of 73% that we achieved (
Table 4). On the other hand, we can only speculate at present about the cause of the even lower tensile and flexural strains at break measured for the blend based on m-PMMA1 in the presence of ZrAcac. In this case, the conversion yield of the GMA-modified PMMA is much lower, i.e., 29% (
Table 4), and the average number of EP functionalities per polymer molecule in the GMA-modified PMMA is only 2. Thus, crosslinking is much less likely in this case. Speculatively, it could be suggested that the ZrAcac catalyst was not well-dispersed in this particular blend, causing macroscopic inorganic defects in the polymeric test specimens. This may have led to a deterioration in the elongation at break. Further investigations (especially replicate tests) are required to verify our established hypotheses and understand the corresponding surprising observations.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}