
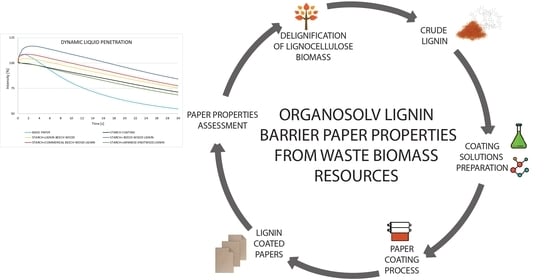
Organosolv Lignin Barrier Paper Coatings from Waste Biomass Resources

 ,
,  ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Isolation and Analysis of Lignin
Size-Exclusion Chromatography (SEC) and Nuclear Magnetic Resonance (NMR)
2.2. Coating Solutions
2.3. Surface Coating
2.4. Characterisation of Coated Papers
2.4.1. Basic Properties (Grammage, Thickness, Specific Density)
2.4.2. Mechanical Properties (Elongation at Break, Burst, Tensile, and Tear Index)
2.4.3. Burst Index
2.4.4. Tear Index
2.4.5. Barrier Properties (Contact Angle, Air Permeability, Water Penetration, Water Vapour Transmission Rate, Oil and Grease Resistance)
2.4.6. Contact Angle
2.4.7. Water Vapour Transmission Rate (WVTR)
2.4.8. Air Permeance of Paper
2.4.9. Oil Resistance
2.4.10. Water Penetration
2.4.11. Statistical Analysis
3. Results
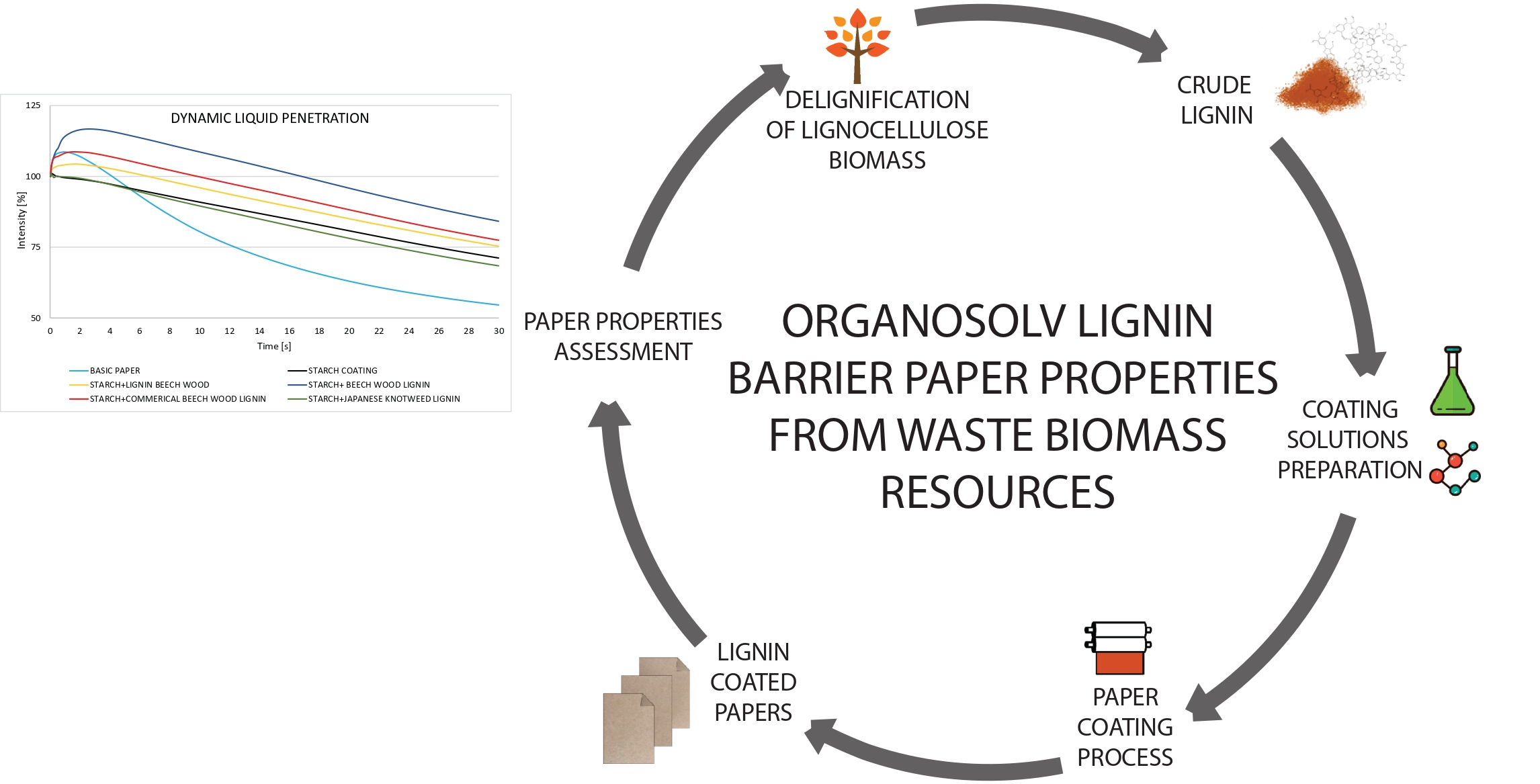
3.1. Analysis of Lignin
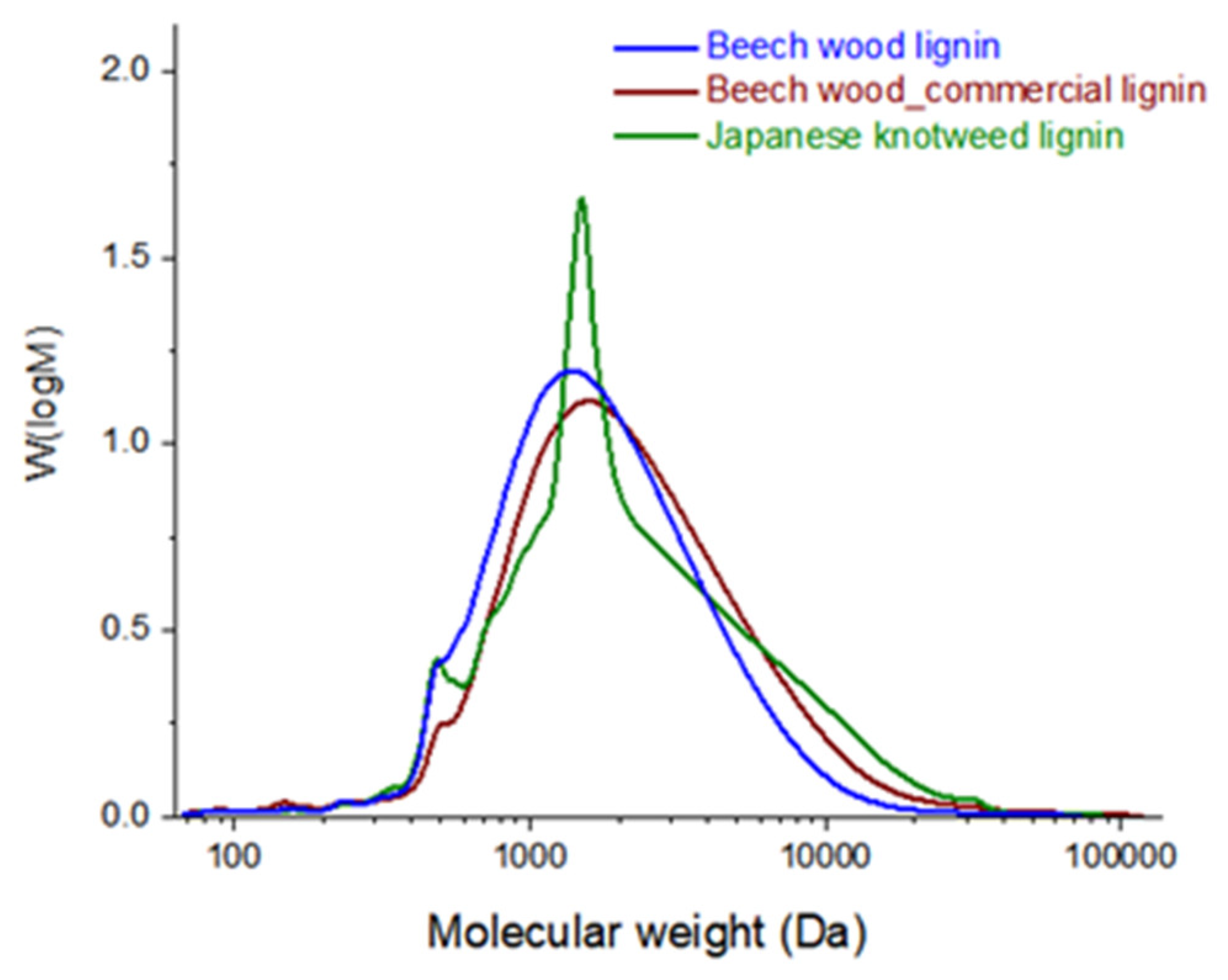
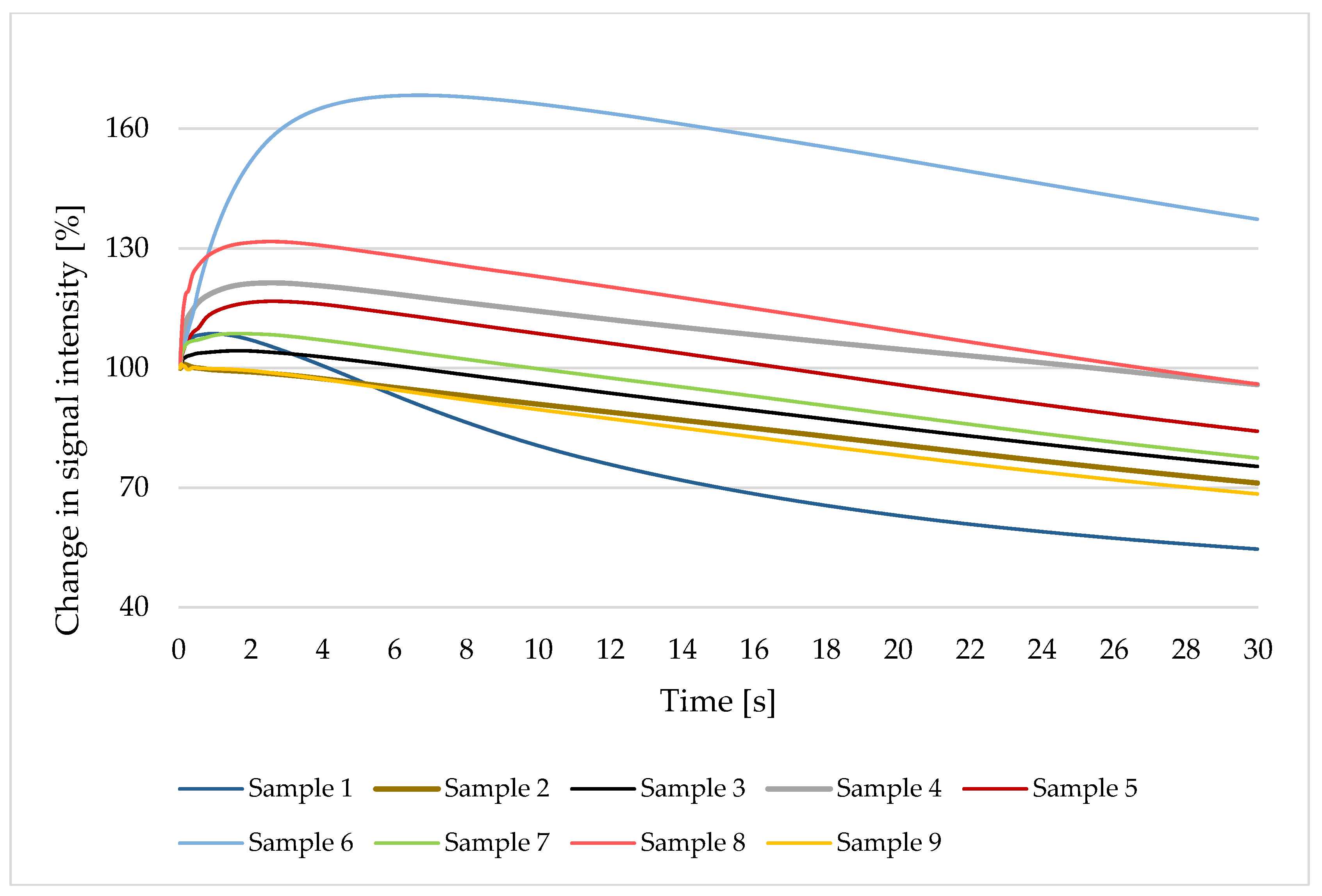
3.2. Analysis of Coated Papers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Azadi, P.; Inderwildi, O.R.; Farnood, R.; King, D.A. Liquid fuels, hydrogen and chemicals from lignin: A critical review. Renew. Sustain. Energy Rev. 2013, 21, 506–523. [Google Scholar] [CrossRef]
- Liao, J.J.; Latif, N.H.A.; Trache, D.; Brosse, N.; Hussin, M.H. Current advancement on the isolation, characterization and application of lignin. Int. J. Biol. Macromol. 2020, 162, 985–1024. [Google Scholar] [CrossRef] [PubMed]
- Mansouri, N.E.; El Salvadó, J. Structural characterization of technical lignins for the production of adhesives: Application to lignosulfonate, kraft, soda-anthraquinone, organosolv and ethanol process lignins. Ind. Crops Prod. 2006, 24, 8–16. [Google Scholar] [CrossRef]
- Singh, R.; Shukla, A.; Tiwari, S.; Srivastava, M. A review on delignification of lignocellulosic biomass for enhancement of ethanol production potential. Renew. Sustain. Energy Rev. 2014, 32, 713–728. [Google Scholar] [CrossRef]
- Wang, W.; Guo, T.; Sun, K.; Jin, Y.; Gu, F.; Xiao, H. Lignin Redistribution for Enhancing Barrier Properties of Cellulose-Based Materials. Polymers 2019, 11, 1929. [Google Scholar] [CrossRef] [PubMed]
- Dessbesell, L.; Paleologou, M.; Leitch, M.; Pulkki, R.; Xu, C. Global lignin supply overview and kraft lignin potential as an alternative for petroleum-based polymers. Renew. Sustain. Energy Rev. 2020, 123, 109768. [Google Scholar] [CrossRef]
- Javed, A.; Ullsten, H.; Rättö, P.; Järnström, L. Lignin-containing coatings for packaging materials. Nord. Pulp Paper Res. J. 2018, 33, 548–556. [Google Scholar] [CrossRef]
- Kopacic, S.; Ortner, A.; Guebitz, G.; Kraschitzer, T.; Leitner, J.; Bauer, W. Technical lignins and their utilization in the surface sizing of paperboard. Ind. Eng. Chem. Res. 2018, 57, 6284–6291. [Google Scholar] [CrossRef]
- Maximova, N.; Laine, J.; Stenius, P. Adsorption of lignin-cationic starch complexes on cellulose fibres and their effect on sheet properties. Pap. Ja Puu/Pap. Timber 2005, 87, 176–182. [Google Scholar]
- Altay, B.N.; Aksoy, B.; Banerjee, D.; Maddipatla, D.; Fleming, P.D.; Bolduc, M.; Cloutier, S.G.; Atashbar, M.Z.; Gupta, R.B.; Demir, M. Lignin-Derived Carbon-Coated Functional Paper for Printed Electronics. ACS Appl. Electron. Mater. 2021, 3, 3904–3914. [Google Scholar] [CrossRef]
- Gumowska, A.; Kowaluk, G.; Labidi, J.; Robles, E. Barrier properties of cellulose nanofiber film as an external layer of particleboard. Clean Technol. Environ. Policy 2019, 21, 2073–2079. [Google Scholar] [CrossRef]
- Hult, E.L.; Koivu, K.; Asikkala, J.; Ropponen, J.; Wrigstedt, P.; Sipilä, J.; Poppius-Levlin, K. Esterified lignin coating as water vapor and oxygen barrier for fiber-based packaging. Holzforschung 2013, 67, 899–905. [Google Scholar] [CrossRef]
- Hult, E.L.; Ropponen, J.; Poppius-Levlin, K.; Ohra-Aho, T.; Tamminen, T. Enhancing the barrier properties of paper board by a novel lignin coating. Ind. Crops Prod. 2013, 50, 694–700. [Google Scholar] [CrossRef]
- Narapakdeesakul, D.; Sridach, W.; Wittaya, T. Recovery characteristics and potential use as linerboard coatings material of lignin from oil palm empty fruit bunches black liquor. Ind. Crops Prod. 2013, 50, 8–14. [Google Scholar] [CrossRef]
- Antonsson, S.; Henriksson, G.; Johansson, M.; Lindström, M.E. Low Mw-lignin fractions together with vegetable oils as available oligomers for novel paper-coating applications as hydrophobic barrier. Ind. Crops Prod. 2008, 27, 98–103. [Google Scholar] [CrossRef]
- Hua, Q.; Liu, L.-Y.; Karaaslan, M.A.; Renneckar, S. Aqueous Dispersions of Esterified Lignin Particles for Hydrophobic Coatings. Front. Chem. 2019, 7, 242–251. [Google Scholar] [CrossRef] [PubMed]
- Mortarotti, E. A process for the manufacturing of paper, particulary corrugated paperboard, and resulting product. European Patent Application No 82200472A, 20 April 1987. [Google Scholar]
- Tamminem, T.; Ropponen, J.; Hult, E.-L.; Puppius-Levlin, K. Functionalized lignin and method of producing the same. European Patent No. EP 2751169, 27 February 2018. [Google Scholar]
- Edye, L.A.; Tietz, A.J. U.S. Patent No. 10,544,545, 28 January 2020. U.S. Patent and Trademark Office: Washington, DC, USA.
- Jasiukaitytė-Grojzdek, E.; Huš, M.; Grilc, M.; Likozar, B. Acid-catalysed α-O-4 aryl-ether bond cleavage in methanol/(aqueous) ethanol: Understanding depolymerisation of a lignin model compound during organosolv pretreatment. Sci. Rep. 2020, 10, 1–12. [Google Scholar] [CrossRef]
- Lecerf, A.; Patfield, D.; Boiché, A.; Riipinen, M.P.; Chauvet, E.; Dobson, M. Stream ecosystems respond to riparian invasion by Japanese knotweed (Fallopia Japonica). Can. J. Fish. Aquat. 2007, 64, 1273–1283. [Google Scholar] [CrossRef]
- Jasiukaitytė-Grojzdek, E.; Kunaver, M.; Crestini, C. Lignin structural changes during liquefaction in acidified ethylene glycol. J. Wood Chem. Technol. 2012, 32, 342–360. [Google Scholar] [CrossRef][Green Version]
- Jasiukaitytė-Grojzdek, E.; Vicente, F.A.; Grilc, M.; Likozar, B. Ambient-pressured acid-catalysed ethylene glycol organosolv process: Liquefaction structure–Activity relationships from model cellulose–Lignin mixtures to lignocellulosic wood biomass. Polymers 2021, 13, 1988. [Google Scholar] [CrossRef] [PubMed]
- Tran, F.; Lancefield, C.S.; Kamer, P.C.J.; Lebl, T.; Westwood, N.J. Selective modification of the β-β linkage in DDQ-treated Kraft lignin Analysed by 2D NMR spectroscopy. Green Chem. 2015, 17, 244–249. [Google Scholar] [CrossRef]
- Zijlstra, D.S.; de Santi, A.; Oldenburger, B.; de Vries, J.; Barta, K.; Deuss, P.J. Extraction of lignin with high β-O-4 content by mild ethanol extraction and its effect on the depolymerization yield. J. Vis. Exp. 2019, 143, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Meng, X.; Crestini, C.; Ben, H.; Hao, N.; Pu, Y.; Ragauskas, A.J.; Argyropoulos, D.S. Determination of hydroxyl groups in biorefinery resources via quantitative 31P NMR Spectroscopy. Nat. Protoc. 2019, 14, 2627–2647. [Google Scholar] [CrossRef] [PubMed]
- Han, J.H.; Krochta, J.M. Physical properties and oil absorption of whey-protein-coated paper. J. Food Sci. 2001, 66, 294–299. [Google Scholar] [CrossRef]
- Sarah, K.; Ulrich, H. Short timescale wetting and penetration on porous sheets measured with ultrasound, direct absorption and contact angle. RSC Adv. 2018, 8, 12861–12869. [Google Scholar] [CrossRef]
- Song, Z.; Xiao, H.; Li, Y. Effects of renewable materials coatings on oil resistant properties of paper. Nord. Pulp Paper Res. J. 2015, 30, 344–349. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Coating Agent | Weight Percentage * (%) | pH Value (Dissolution of Lignin) (25 °C) | pH Value of Coating (25 °C) | Viscosity 100 rpm (mPa∙s) |
|---|---|---|---|---|---|
| Sample 1 | Basic, non-coated paper | / | / | / | / |
| Sample 2 | Starch | 30% | / | 7.84 | 170 |
| Sample 3 | Starch + lignin B | 30% + 10% | / | 7.38 | 270 |
| Sample 4 | Starch + lignin B | 30% + 15% | / | 7.10 | 600 |
| Sample 5 | Starch + lignin B,pH | 30% + 10% | 10.27 | 9.24 | 220 |
| Sample 6 | Starch + lignin B,pH | 30% + 15% | 9.90 | 8.95 | 340 |
| Sample 7 | Starch + lignin F | 3 0% + 10% | 10.60 | 8.00 | 145 |
| Sample 8 | Starch + lignin F | 30% + 15% | 10.75 | 8.70 | 250 |
| Sample 9 | Starch + lignin J | 30% + 10% | 10.25 | 8.80 | 115 |
| Sample 10 | Starch + lignin J | 30% + 15% | 10.70 | 9.95 | 275 |
| Analysis | Characteristic | Units | Beech Wood Lignin | Beech Wood Lignin (Commercial) | Japanese Knotweed Lignin |
|---|---|---|---|---|---|
| 31P NMR | Aliphatic OH | (mmol/g) | 1.06 | 1.51 | 2.96 |
| Phenolic OH | 3.95 | 3.36 | 2.40 | ||
| aliphatic OH/phenolic OH | 0.27 | 0.45 | 1.23 | ||
| Total OH | 5.06 | 4.97 | 5.50 | ||
| 2D HSQC | β-O-4 | per 100 C9 | 0.38 | 1.87 | 19.5 |
| β-5 | - | 1.6 | 5.5 | ||
| β-β | 3.9 | 6.1 | 4.6 | ||
| S/G | 4.1 | 3.1 | 0.9 | ||
| SEC | Mw | Da | 2450 | 3350 | 3600 |
| PDI | 1.87 | 2.17 | 2.42 |
| Sample | Grammage [g/m2] | Thickness [µm] | Specific Density [g/cm3] | Burst Index [kPa∙m2/g] | Tear Index [mNm2/g] | Tensile Index [kN ∙ m/g] | Elongation [%] | Contact Angle [°] (1 s) | Porosity [mL/min] | WVTR at 80% RH [g/m2∙24 h] | KIT Test |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 70.5 ± 0.07 | 55.3 ± 1.6 | 1.27 | 2.64 | 4.06 | 2.21 | 5.87 ± 0.02 | 89.25 ± 3.43 | 2.00 ± 0.14 | 550 (549.9 ± 6.2) | <1 |
| Sample 2 | 73.7 ± 0.11 | 60.5 ± 1.4 | 1.22 | 2.51 | 4.56 | 2.21 | 5.41 ± 0.16 | 36.66 ± 2.30 | 0.00 ± 0.03 | 150 (151.9 ± 0.15) | 8 |
| Sample 3 | 73.5 ± 0.09 | 65.7 ± 1.5 | 1.12 | 2.50 | 4.00 | 2.39 | 5.67 ± 0.05 | 37.10 ± 1.53 | 0.10 ± 0.01 | 120 (117.6 ± 0.00) | 11 |
| Sample 4 | 74.9 ± 0.13 | 65.0 ± 1.9 | 1.15 | 2.45 | 3.77 | 2.41 | 5.31 ± 0.12 | 43.01 ± 2.21 | 0.10 ± 0.02 | 130 (125 ± 7.4) | 8 |
| Sample 5 | 73.8 ± 0.10 | 62.7 ± 1.9 | 1.17 | 2.57 | 3.92 | 2.50 | 6.19 ± 0.03 | 32.32 ± 1.09 | 0.00 ± 0.02 | 120 (115.6 ± 7.4) | 11 |
| Sample 6 | 73.2 ± 0.11 | 61.3 ± 1.6 | 1.14 | 2.49 | 3.95 | 2.26 | 5.39 ± 0.11 | 27.19 ± 1.64 | 0.00 ± 0.03 | 120 (123.6 ± 2.0) | 8 |
| Sample 7 | 74.1 ± 0.16 | 63.3 ± 0.8 | 1.17 | 2.50 | 4.11 | 2.20 | 5.06 ± 0.09 | 32.24 ± 2.02 | 0.05 ± 0.01 | 140 (137 ± 4.4) | 8 |
| Sample 8 | 74.7 ± 0.09 | 62.3 ± 1.2 | 1.20 | 2.42 | 4.11 | 2.26 | 5.04 ± 0.10 | 35.71 ± 1.19 | 0.08 ± 0.02 | 100 (101.1 ± 8.7) | 6 |
| Sample 9 | 72.5 ± 0.15 | 66.2 ± 1.5 | 1.10 | 2.56 | 4.74 | 2.32 | 6.17 ± 0.01 | 36.19 ± 2.32 | 0.05 ± 0.01 | 80 (81.5 ± 4.1) | 8 |
| Sample 10 | 73.7 ± 0.12 | 67.8 ± 1.0 | 1.09 | 2.53 | 4.49 | 2.30 | 5.85 ± 0.08 | 34.73 ± 2.62 | 0.08 ± 0.02 | 100 (97.0 ± 4.2) | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lavrič, G.; Zamljen, A.; Juhant Grkman, J.; Jasiukaitytė-Grojzdek, E.; Grilc, M.; Likozar, B.; Gregor-Svetec, D.; Vrabič-Brodnjak, U. Organosolv Lignin Barrier Paper Coatings from Waste Biomass Resources. Polymers 2021, 13, 4443. https://doi.org/10.3390/polym13244443
Lavrič G, Zamljen A, Juhant Grkman J, Jasiukaitytė-Grojzdek E, Grilc M, Likozar B, Gregor-Svetec D, Vrabič-Brodnjak U. Organosolv Lignin Barrier Paper Coatings from Waste Biomass Resources. Polymers. 2021; 13(24):4443. https://doi.org/10.3390/polym13244443
Chicago/Turabian StyleLavrič, Gregor, Aleksandra Zamljen, Janja Juhant Grkman, Edita Jasiukaitytė-Grojzdek, Miha Grilc, Blaž Likozar, Diana Gregor-Svetec, and Urška Vrabič-Brodnjak. 2021. "Organosolv Lignin Barrier Paper Coatings from Waste Biomass Resources" Polymers 13, no. 24: 4443. https://doi.org/10.3390/polym13244443
APA StyleLavrič, G., Zamljen, A., Juhant Grkman, J., Jasiukaitytė-Grojzdek, E., Grilc, M., Likozar, B., Gregor-Svetec, D., & Vrabič-Brodnjak, U. (2021). Organosolv Lignin Barrier Paper Coatings from Waste Biomass Resources. Polymers, 13(24), 4443. https://doi.org/10.3390/polym13244443