
Effects of the Temperature–Time Regime of Curing of Composite Patch on Repair Process Efficiency

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
3. Theoretical Background
- Thermal and shrinkage stresses are caused by corresponding increase in the temperature and shrinkage
- Elastic modulus of the binder is taken to be constant and equal to
- The binder linear thermal expansion coefficient is taken to be constant and equal to
- Curing process parameters;
- Repair process parameters.
- Curing temperature ;
- Heating rate ;
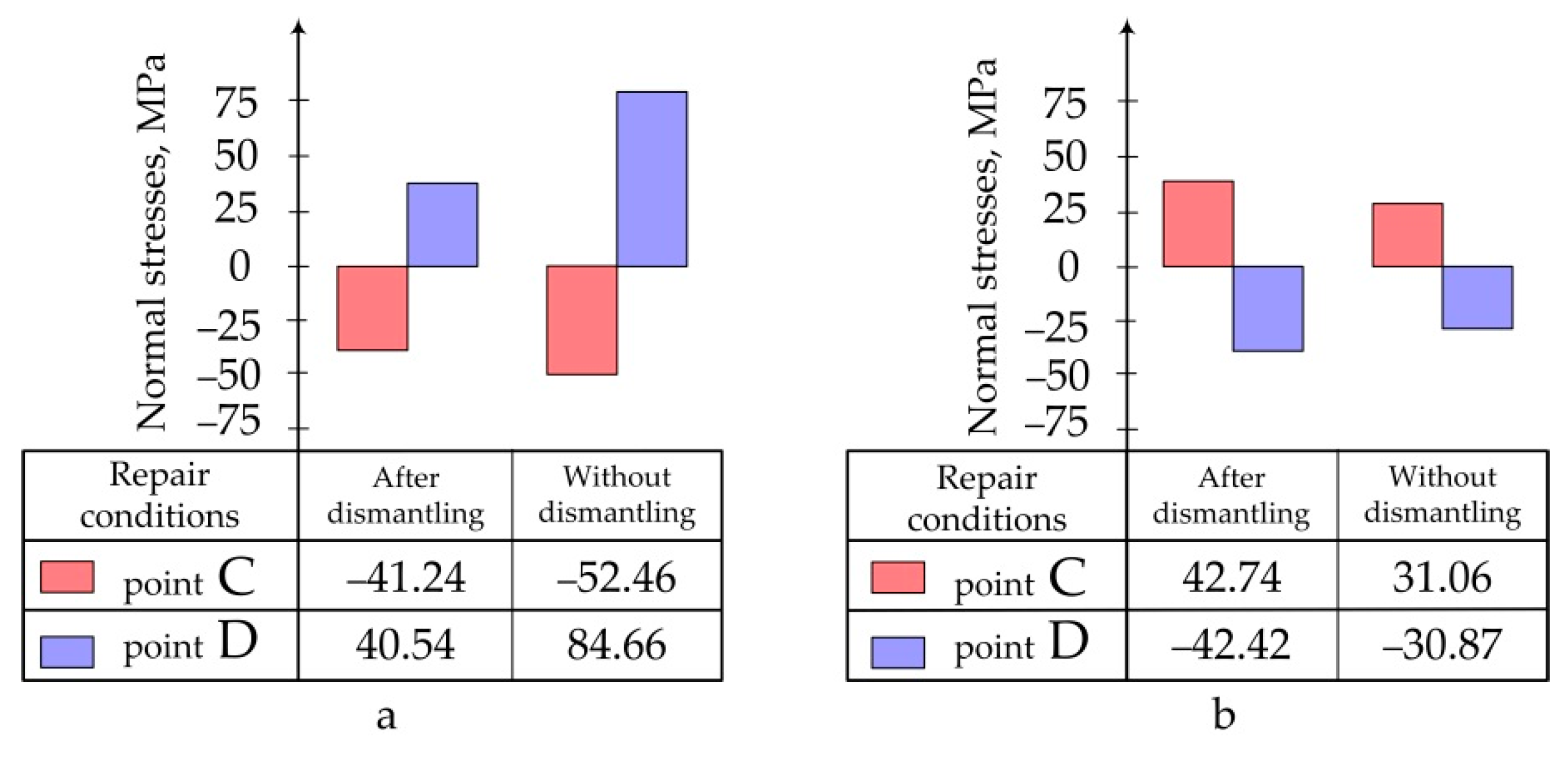
- Conditions for the structure fixation in the repair process;
- Heating method.

- Pictures of stress distribution in the panel and patch at the stage of temperature holding and after cooling of the structure (Figure 5);
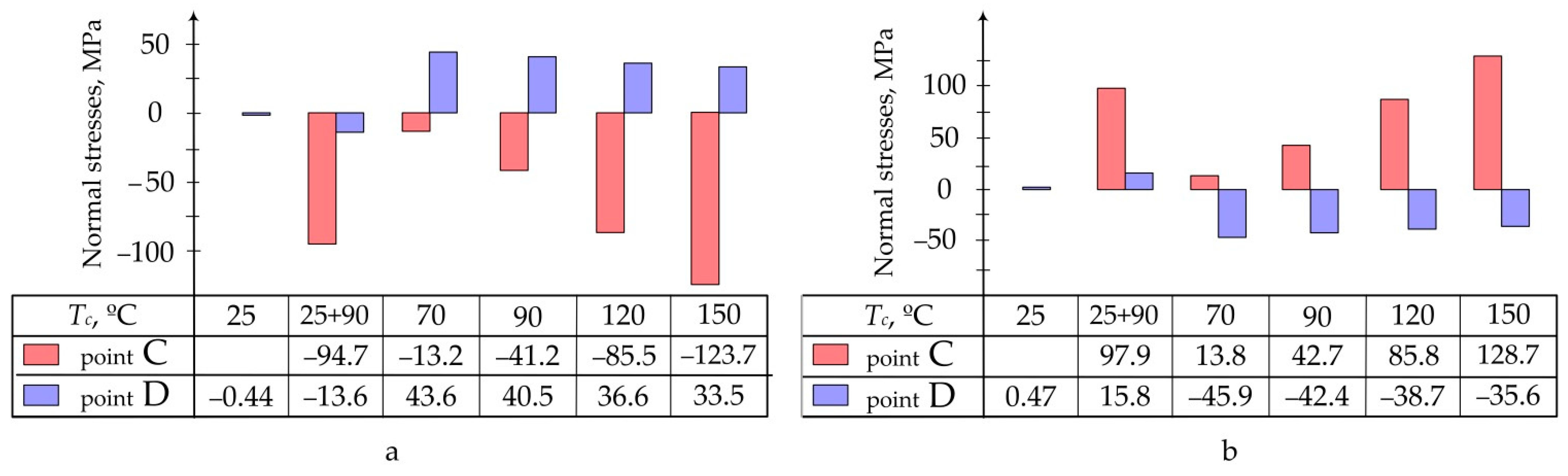
- Diagrams of maximum stresses in the structure during moulding at different temperatures (Figure 6);
- Diagrams of maximum stresses in the structure during moulding at different heating rates (Figure 7).
4. Experimental Research
- Sensors were located directly in the centre of the aluminium plate and patch, where the deformation field is the most uniform one;
- During processing of analytical results, averaged deformations were calculated as follows:where —strain gauge base length.
- Distributed load of 0.0008 MPa equivalent to the action of 11.5 kg load on the patch;
- Temperature change in the curing process;
- Binder shrinkage.
5. Discussion
- In order to ensure the minimum downtime of the structure, and taking into account high complexity of dismantling operations, at the first stage the repair without preliminary dismantling is chosen.
- Taking into account the limitations related to the quality of surface being repaired, the method of the repair patch installation is chosen.
- The choice of materials to be used for repairs should, first of all, be guided by their physico-mechanical characteristics, availability and abundance. Much attention is also paid to the optimal combination of the mechanical and strength characteristics of the structure being repaired, the patch and adhesive used.
- With the use of the current methods, geometric parameters of the repair patch, which ensure the restoration of initial bearing capacity of the structure, are determined.
- For the resulting repair patch geometry, parameters of the curing mode giving rise to occurrence of the minimum residual technological stresses are defined with the use of the developed model. At this time, control of the current stresses in the structure under repair to prevent the failure of adhesive joint at the stage of repair is mandatory.
- The impact of residual technological stresses on the bearing capacity of the repaired structure under the action of operational loads is assessed. If the total value of operational and technological stresses exceeds the permissible level, the following steps to adjust the repair patch geometric parameters are taken:
- If the presence of the residual technological stresses leads to the failure of adhesive layer, plan dimensions of the patch should be increased and/or bevelling of edges is used to reduce the operational shear stresses;
- When the bearing capacity of the structure under repair decreases in general, thickness of the repair patch should be increased. It contributes to the redistribution of stresses and the reduction of the load perceived by the panel. In this case, it can also be necessary to increase plan dimensions of the patch to satisfy the conditions of adhesive layer strength;
- Similar actions are to be taken in case of the violation of the conditions of repair patch strength as well.
- As evidenced in practice, there is no need to repeatedly optimize the curing mode in case of slight adjustment of the repair patch dimensions. Therefore, residual technological stresses occurring in the structure with the adjusted geometry during moulding are determined in accordance with parameters of p. 5, and their acceptability is assessed.
- The sequence of actions described in p. 4–7 should be followed until the set of parameters of the repair process is determined (repair patch geometry + curing mode), which allows for satisfying a condition of restoration of the structure bearing capacity. If no such parameters are found during the search, it is necessary to:
- Return to p. 3 and choose the materials (adhesive and/or PCM) with the higher strength characteristics, and then continue to search for parameters according to the described algorithm;
- When the other materials are not available, or the condition of restoration of the bearing capacity still cannot be satisfied with the use of such materials, it is possible to choose the repair of dismantled panel, i.e., to return to p. 1. However, it is important to note that it is the least effective method in terms of labour costs and time required;
- If in the course of repair of the dismantled panel the bearing capacity fails to reach the specified value, the repair is considered inexpedient, and the damaged structure is replaced by a new one.
6. Conclusions and Further Research
- Take into account the shrinkage, change in physico-mechanical characteristics and rheological processes occurring in the binder during the moulding process;
- Determine the stresses in the structure being repaired at any time, which allows avoiding premature failure of the adhesive joint at the repair stage;
- Take into consideration the impact of the conditions of repair works.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Balakrishnan, V.S.; Seidlitz, H. Potential repair techniques for automotive composites: A review. Compos. Part B-Eng. 2018, 145, 28–38. [Google Scholar] [CrossRef]
- Lovska, A.; Fomin, O. A new fastener to ensure the reliability of a passenger car body on a train ferry. Acta Polytech. 2020, 60, 478–485. [Google Scholar] [CrossRef]
- Mishnaevsky, L. Repair of wind turbine blades: Review of methods and related computational mechanics problems. Renew. Energy 2019, 140, 828–839. [Google Scholar] [CrossRef]
- Lovska, A.; Fomin, O.; Pistek, V.; Kucera, P. Dynamic Load and Strength Determination of Carrying Structure of Wagons Transported by Ferries. J. Mar. Sci. Eng. 2020, 8, 902. [Google Scholar] [CrossRef]
- Golovanevskiy, V.; Kondratiev, A. Elastic Properties of Steel-Cord Rubber Conveyor Belt. Exp. Tech. 2021, 45, 217–226. [Google Scholar] [CrossRef]
- Fomin, O.; Lovska, A. Establishing patterns in determining the dynamics and strength freight car, which exhausted its resource. East. Eur. J. Enterp. Technol. 2020, 6, 21–29. [Google Scholar] [CrossRef]
- Archer, E.; McIlhagger, A. 15-Repair of damaged aerospace composite structures. In Polymer Composites in the Aerospace Industry, 2nd ed.; Irving, P., Soutis, C., Eds.; Woodhead Publishing: Sawston, UK, 2020; pp. 441–459. [Google Scholar] [CrossRef]
- Song, T.; Jiang, B.; Li, Y.; Ji, Z.; Zhou, H.; Jiang, D.; Seok, I.; Murugadoss, V.; Wen, N.; Colorado, H. Self-healing Materials: A Review of Recent Developments. ES Mater. Manuf. 2021, 14, 1–19. [Google Scholar] [CrossRef]
- Sun, D.; Yan, J.; Ma, X.; Lan, M.; Wang, Z.; Cui, S.; Yang, J. Tribological Investigation of Self-Healing Composites Containing Metal/Polymer Microcapsules. ES Mater. Manuf. 2021, 14, 59–72. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Y.; Su, T.; Chen, J.; Zhang, C.; Lai, X.; Jiang, D.; Wu, Z.; Sun, C.; Li, B.; et al. Self-Healing Polymer Composites Based on Hydrogen Bond Reinforced with Graphene Oxide. ES Mater. Manuf. 2019, 4, 31–37. [Google Scholar] [CrossRef]
- Liu, C.; Yin, Q.; Li, X.; Hao, L.F.; Zhang, W.B.; Bao, Y.; Ma, J.Z. A waterborne polyurethane-based leather finishing agent with excellent room temperature self-healing properties and wear-resistance. Adv. Compos. Hybrid Mater. 2021, 4, 138–149. [Google Scholar] [CrossRef]
- Zhou, W.; Ji, X.L.; Yang, S.; Liu, J.; Ma, L.H. Review on the performance improvements and non-destructive testing of patches repaired composites. Compos. Struct. 2021, 263, 113659. [Google Scholar] [CrossRef]
- Plankovskyy, S.; Myntiuk, V.; Tsegelnyk, Y.; Zadorozhniy, S.; Kombarov, V. Analytical methods for determining the static and dynamic behavior of thin-walled structures during machining. In 15th International Scientific-Practical Conference on Mathematical Modeling and Simulation of Systems; Springer: Cham, Switzerland, 2021; Volume 1265, pp. 82–91. [Google Scholar] [CrossRef]
- Wu, H.; Zhong, Y.M.; Tang, Y.X.; Huang, Y.Q.; Liu, G.; Sun, W.T.; Xie, P.T.; Pan, D.; Liu, C.Z.; Guo, Z.H. Precise regulation of weakly negative permittivity in CaCu3Ti4O12 metacomposites by synergistic effects of carbon nanotubes and grapheme. Adv. Compos. Hybrid Mater. 2021. [Google Scholar] [CrossRef]
- Qi, G.; Liu, Y.; Chen, L.; Xie, P.; Pan, D.; Shi, Z.; Quan, B.; Zhong, Y.; Liu, C.; Fan, R.; et al. Lightweight Fe3C@Fe/C nanocomposites derived from wasted cornstalks with high-efficiency microwave absorption and ultrathin thickness. Adv. Compos. Hybrid Mater. 2021, 4, 1226–1238. [Google Scholar] [CrossRef]
- Kondratiev, A.V.; Gaidachuk, V.E. Mathematical Analysis of Technological Parameters for Producing Superfine Prepregs by Flattening Carbon Fibers. Mech. Compos. Mater. 2021, 57, 91–100. [Google Scholar] [CrossRef]
- Dveirin, O.Z.; Andreev, O.V.; Kondrat’ev, A.V.; Haidachuk, V.Y. Stressed State in the Vicinity of a Hole in Mechanical Joint of Composite Parts. Int. Appl. Mech. 2021, 57, 234–247. [Google Scholar] [CrossRef]
- Lovska, A.; Fomin, O.; Pistek, V.; Kucera, P. Dynamic Load Modelling within Combined Transport Trains during Transportation on a Railway Ferry. Appl. Sci. 2020, 10, 5710. [Google Scholar] [CrossRef]
- Kondratiev, A.; Píštěk, V.; Purhina, S.; Shevtsova, M.; Fomina, A.; Kučera, P. Self-Heating Mould for Composite Manufacturing. Polymers 2021, 13, 3074. [Google Scholar] [CrossRef] [PubMed]
- Ugrimov, S.; Smetankina, N.; Kravchenko, O.; Yareshchenko, V. Analysis of Laminated Composites Subjected to Impact. Lect. Notes Netw. Syst. 2021, 188, 234–246. [Google Scholar] [CrossRef]
- Kim, S.S.; Murayama, H.; Kageyama, K.; Uzawa, K.; Kanai, M. Study on the curing process for carbon/epoxy composites to reduce thermal residual stress. Compos. Part A-Appl. Sci. Manuf. 2012, 43, 1197–1202. [Google Scholar] [CrossRef]
- Tiwary, A.; Kumar, R.; Chohan, J.S. A review on characteristics of composite and advanced materials used for aerospace applications. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Liang, G.; Chandrashekhara, K. Cure kinetics and rheology characterization of soy-based epoxy resin system. J. Appl. Polym. Sci. 2006, 102, 3168–3180. [Google Scholar] [CrossRef]
- Adolf, D.B.; Chambers, R.S. A thermodynamically consistent, nonlinear viscoelastic approach for modeling thermosets during cure. J. Rheol. 2007, 51, 23–50. [Google Scholar] [CrossRef]
- Theriault, R.P.; Osswald, T.A.; Castro, J.M. A numerical model of the viscosity of an epoxy prepreg resin system. Polym. Compos. 1999, 20, 628–633. [Google Scholar] [CrossRef]
- O’Brien, D.J.; Mather, P.T.; White, S.R. Viscoelastic properties of an epoxy resin during cure. J. Compos. Mater. 2001, 35, 883–904. [Google Scholar] [CrossRef]
- Zarrelli, M.; Skordos, A.A.; Partridge, I.K. Thermomechanical analysis of a toughened thermosetting system. Mech. Compos. Mater. 2008, 44, 181–190. [Google Scholar] [CrossRef][Green Version]
- Liu, X.D.; Guan, Z.D.; Wang, X.D.; Jiang, T.; Geng, K.H.; Li, Z.S. Study on cure-induced residual stresses and spring-in deformation of L-shaped composite laminates using a simplified constitutive model considering stress relaxation. Compos. Struct. 2021, 272, 16. [Google Scholar] [CrossRef]
- Muliana, A.H. Spatial and temporal changes in physical properties of epoxy during curing and their effects on the residual stresses and properties of cured epoxy and composites. Appl. Eng. Sci. 2021, 7, 100061. [Google Scholar] [CrossRef]
- Courtois, A.; Hirsekorn, M.; Benavente, M.; Jaillon, A.; Marcin, L.; Ruiz, E.; Levesque, M. Viscoelastic behavior of an epoxy resin during cure below the glass transition temperature: Characterization and modeling. J. Compos. Mater. 2019, 53, 155–171. [Google Scholar] [CrossRef]
- Fedulov, B.N. Modeling of manufacturing of thermoplastic composites and residual stress prediction. Aerosp. Syst. 2018, 1, 81–86. [Google Scholar] [CrossRef]
- Zhang, G.M.; Wang, J.H.; Ni, A.Q.; Li, S.X. Process-induced residual stress of variable-stiffness composite laminates during cure. Compos. Struct. 2018, 204, 12–21. [Google Scholar] [CrossRef]
- Liu, C.; Shi, Y.Y. A thermo-viscoelastic analytical model for residual stresses and spring-in angles of multilayered thin-walled curved composite parts. Thin-Walled Struct. 2020, 152, 106758. [Google Scholar] [CrossRef]
- Bondarchuk, D.A.; Fedulov, B.N.; Fedorenko, A.N.; Lomakin, E.V. The analysis of residual stresses in layered composites with [0°/90°] layup. PNRPU Mech. Bull. 2019, 2019, 17–26. [Google Scholar] [CrossRef]
- Bondarchuk, D.; Fedulov, B. Process modeling of carbon-epoxy composites: Residual stress development during cure and analysis of free edge effects. Aviation 2019, 23, 15–22. [Google Scholar] [CrossRef]
- Cho, J.; Sun, C.T. Modeling thermal residual stresses in composite patch repairs during multitemperature bonding cycles. J. Aircr. 2003, 40, 1200–1205. [Google Scholar] [CrossRef]
- Bhujbal, P.K.; Pathan, H.M. Temperature Dependent Studies on Radio Frequency Sputtered Al Doped ZnO Thin Film. Eng. Sci. 2020, 10, 58–67. [Google Scholar] [CrossRef]
- Taylor, S.; Chao, J.; Long, L.; Vlastos, N.; Wang, L. Temperature-dependent Optical Characterization of VO2 Thin Film Prepared from Furnace Oxidation Method. ES Mater. Manuf. 2019, 6, 62–67. [Google Scholar] [CrossRef]
- Djokic, D.; Johnston, A.; Rogers, A.; Lee-Sullivan, P.; Mrad, N. Residual stress development during the composite patch bonding process: Measurement and modeling. Compos. Part A-Appl. Sci. Manuf. 2002, 33, 277–288. [Google Scholar] [CrossRef]
- Findik, F.; Unal, H. Development of thermal residual strains in a single sided composite patch. Compos. Part B-Eng. 2001, 32, 379–383. [Google Scholar] [CrossRef]
- Kondratiev, A.; Prontsevych, O. Stabilization of physical-mechanical characteristics of honeycomb filler based on the adjustment of technological techniques for its fabrication. East. Eur. J. Enterp. Technol. 2018, 5, 71–77. [Google Scholar] [CrossRef]
- Riccio, A.; Ricchiuto, R.; Di Caprio, F.; Sellitto, A.; Raimondo, A. Numerical investigation of constitutive material models on bonded joints in scarf repaired composite laminates. Eng. Fract. Mech. 2017, 173, 91–106. [Google Scholar] [CrossRef]
- Albedah, A.; Mohammed, S.; Bouiadjra, B.B.; Bouiadjra, B.A.B.; Benyahia, F. Effect of the patch length on the effectiveness of one-sided bonded composite repair for aluminum panels. Int. J. Adhes. Adhes. 2018, 81, 83–89. [Google Scholar] [CrossRef]
- Czapski, P.; Jakubczak, P.; Lunt, A.J.G.; Kazmierczyk, F.; Urbaniak, M.; Kubiak, T. Numerical and experimental studies of the influence of curing and residual stresses on buckling in thin-walled, CFRP square-section profiles. Compos. Struct. 2021, 275, 114411. [Google Scholar] [CrossRef]
- Yuan, Z.Y.; Wang, Y.J.; Yang, G.G.; Tang, A.F.; Yang, Z.C.; Li, S.J.; Li, Y.; Song, D.L. Evolution of curing residual stresses in composite using multi-scale method. Compos. Part B-Eng. 2018, 155, 49–61. [Google Scholar] [CrossRef]
- Kondratiev, A. Improving the mass efficiency of a composite launch vehicle head fairing with a sandwich structure. East. Eur. J. Enterp. Technol. 2019, 6, 6–18. [Google Scholar] [CrossRef]
- Kondratiev, A.; Píštěk, V.; Smovziuk, L.; Shevtsova, M.; Fomina, A.; Kučera, P. Stress–strain behaviour of reparable composite panel with step–variable thickness. Polymers 2021, 13, 3830. [Google Scholar] [CrossRef] [PubMed]
- Database of Material Properties during the Repair Process: FP6 SENARIO Report: D5.1; INASMET Fundacion: San Sebastian, Spain, 2010; p. 55.
- Shevtsova, M.; Smovziuk, L. Prompt Repair of Damaged Aircraft Skin Panels; National Aerospace University “Kharkiv Aviation Institute”, Ed.; National Aerospace University “Kharkiv Aviation Institute” Publisher: Kharkiv, Ukraine, 2016. (In Russian) [Google Scholar]
- Hanzlik, R.; Pawlowski, H.; Dorworth, L.C. Optimization of cure cycles using an ESR (Encapsulated Sample Rheometer). In Proceedings of the International SAMPE Conference and Exhibition 2020, Seattle, WA, USA, 4–7 May 2020. [Google Scholar]
- Kondratiev, A.; Gaidachuk, V.; Nabokina, T.; Kovalenko, V. Determination of the influence of deflections in the thickness of a composite material on its physical and mechanical properties with a local damage to its wholeness. East. Eur. J. Enterp. Technol. 2019, 4, 6–13. [Google Scholar] [CrossRef]
- Vasiliev, V.V.; Morozov, E.V. Chapter 1-Mechanics of a Unidirectional Ply. In Mechanics and Analysis of Composite Materials, 4th ed.; Vasiliev, V.V., Morozov, E.V., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–73. [Google Scholar] [CrossRef]
- Arena, M.; Viscardi, M. Strain State Detection in Composite Structures: Review and New Challenges. J. Compos. Sci. 2020, 4, 60. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Components | Binder EA9396 | Carbon Fibre | |
|---|---|---|---|
| Characteristics | |||
| Elastic modulus, MPa | 2750 | 290,000 | |
| Poisson’s ratio | 0.35 | 0.07 | |
| Linear thermal expansion coefficient α·10−6, 1/C | 85 at T ≤ 65 °C 75 at 65 °C < T ≤ 95 °C 70 at 95 °C < T ≤ 105 °C 65 at 105 °C < T ≤ 125 °C 50 at T > 125 °C | −0.64 | |
| Volumetric content in PCM | 0.45 | 0.55 | |
| Number of Regime | Heating Rate V, °C/min | Curing Temperature Tc, °C | Curing Time tc, °min | Note |
|---|---|---|---|---|
| 1 | – | 25 | 7200 | Standard mode recommended by the manufacturer [49] |
| 2 | 1 | 90 | 60 | Mode No.1 + additional heat treatment |
| 3 | 1 | 66 | 60 | Accelerated mode, recommended by the manufacturer |
| 4 | 1 | 70 | 60 | – |
| 5 | 1 | 90 | 60 | – |
| 6 | 1 | 120 | 60 | – |
| 7 | 1 | 150 | – | – |
| 8 | 0.5 | 90 | 60 | – |
| 9 | 3 | 90 | 60 | – |
| 10 | 5 | 90 | 60 | – |
| Number | Curing Mode |
|---|---|
| 1 | Holding at T = 28 °C (1 h); heating to T = 70 °C at the rate of 1 °C/min; |
| holding at T = 70 °C (1 h); atmospheric cooling | |
| 2 | Holding at T = 28 °C (1 h); heating to T = 90 °C at the rate of 1 °C/min; |
| holding at T = 90 °C (1 h); atmospheric cooling | |
| 3 | Holding at T = 28 °C (1 h); heating to T = 150 °C at the rate of 1 °C/min; |
| atmospheric cooling | |
| 4 | Holding at T = 28 °C (1 h); heating to T = 90 °C at the rate of 3 °C/min; |
| holding at T = 90 °C (1 h); atmospheric cooling |
| Point | Deformations in Carbon Fibre Composite Patch | Deformations in Aluminium Panel | Shear Deformation | ||||
|---|---|---|---|---|---|---|---|
| Exp. | Analytical | Error, % | Exp. | Analytical | Error, % | Analytical | |
| Curing mode 1 | |||||||
| C | −1.69 × 10−4 | −1.60 × 10−4 | 5.79% | 3.59 × 10−4 | 3.43 × 10−4 | 4.70% | 5.31 × 10−5 |
| D | 5.05 × 10−5 | 1.89 × 10−4 | — | −7.55 × 10−4 | −8.53 × 10−4 | 12.29% | −6.21 × 10−5 |
| Curing mode 2 | |||||||
| C | −3.06 × 10−4 | −2.85 × 10−4 | 7.07% | 8.11 × 10−4 | 7.78 × 10−4 | 4.12% | 1.10 × 10−4 |
| D | 2.63 × 10−5 | 1.61 × 10−4 | — | −7.19 × 10−4 | −8.21 × 10−4 | 13.35% | −5.47 × 10−5 |
| Curing mode 3–Failure of adhesive joint | |||||||
| C | −6.56 × 10−4 | −6.01 × 10−4 | 8.82% | 1.59 × 10−3 | 1.90 × 10−3 | 17.78% | 2.40 × 10−4 |
| D | −2.41 × 10−3 | 1.31 × 10−4 | — | −6.35 × 10−4 | −8.79 × 10−4 | — | −4.57 × 10−5 |
| Curing mode 4 | |||||||
| C | −3.46 × 10−4 | −2.49 × 10−4 | 32.48% | 7.27 × 10−4 | 5.24 × 10−4 | 32.35% | 7.92 × 10−5 |
| D | 4.41 × 10−5 | 1.99 × 10−4 | — | −7.30 × 10−4 | −1.09 × 10−3 | 39.43% | −8.71 × 10−5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kondratiev, A.; Píštěk, V.; Smovziuk, L.; Shevtsova, M.; Fomina, A.; Kučera, P.; Prokop, A. Effects of the Temperature–Time Regime of Curing of Composite Patch on Repair Process Efficiency. Polymers 2021, 13, 4342. https://doi.org/10.3390/polym13244342
Kondratiev A, Píštěk V, Smovziuk L, Shevtsova M, Fomina A, Kučera P, Prokop A. Effects of the Temperature–Time Regime of Curing of Composite Patch on Repair Process Efficiency. Polymers. 2021; 13(24):4342. https://doi.org/10.3390/polym13244342
Chicago/Turabian StyleKondratiev, Andrii, Václav Píštěk, Lina Smovziuk, Maryna Shevtsova, Anna Fomina, Pavel Kučera, and Aleš Prokop. 2021. "Effects of the Temperature–Time Regime of Curing of Composite Patch on Repair Process Efficiency" Polymers 13, no. 24: 4342. https://doi.org/10.3390/polym13244342
APA StyleKondratiev, A., Píštěk, V., Smovziuk, L., Shevtsova, M., Fomina, A., Kučera, P., & Prokop, A. (2021). Effects of the Temperature–Time Regime of Curing of Composite Patch on Repair Process Efficiency. Polymers, 13(24), 4342. https://doi.org/10.3390/polym13244342