Highlights
HDPE nanocomposites were developed using injection molding.
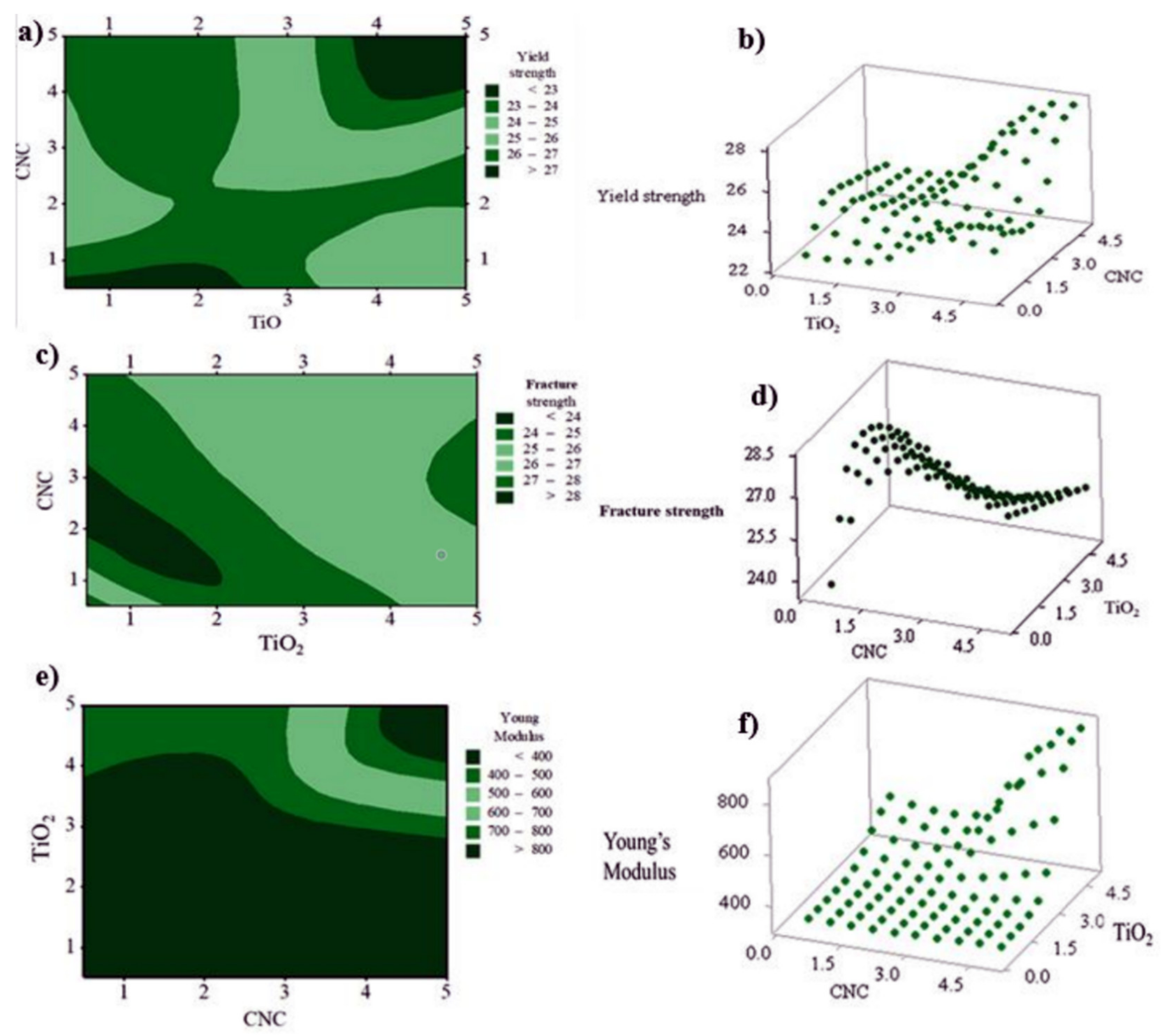
The impact of the type and size of the nanofillers and the compatibilizing agent on the mechanical properties (i.e., fracture strength, yield strength, and Young’s modulus, etc.) of the developed nanocomposites was analyzed.
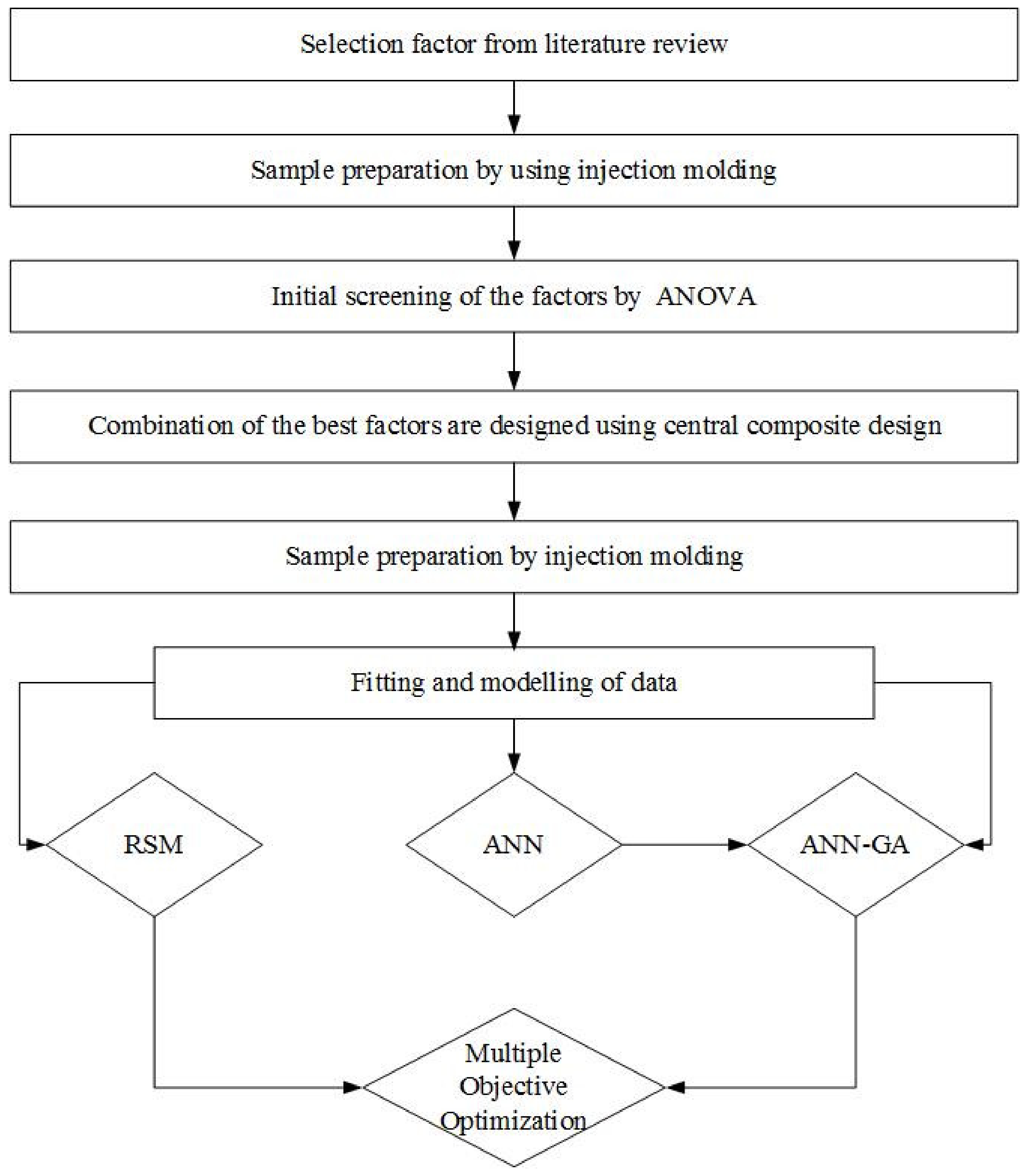
Both statistical (i.e., ANOVA, RSM) and machine learning techniques (i.e., ANN, GA, ANN-GA) were used to assess the effect of nanofillers and the compatibilizing agent on the durability of the developed HDPE nanobiocomposites.
Nano-TiO2 and cellulose nanocrystals were found to have a positive impact on improving the mechanical integrity of the HDPE nanobiocomposites.
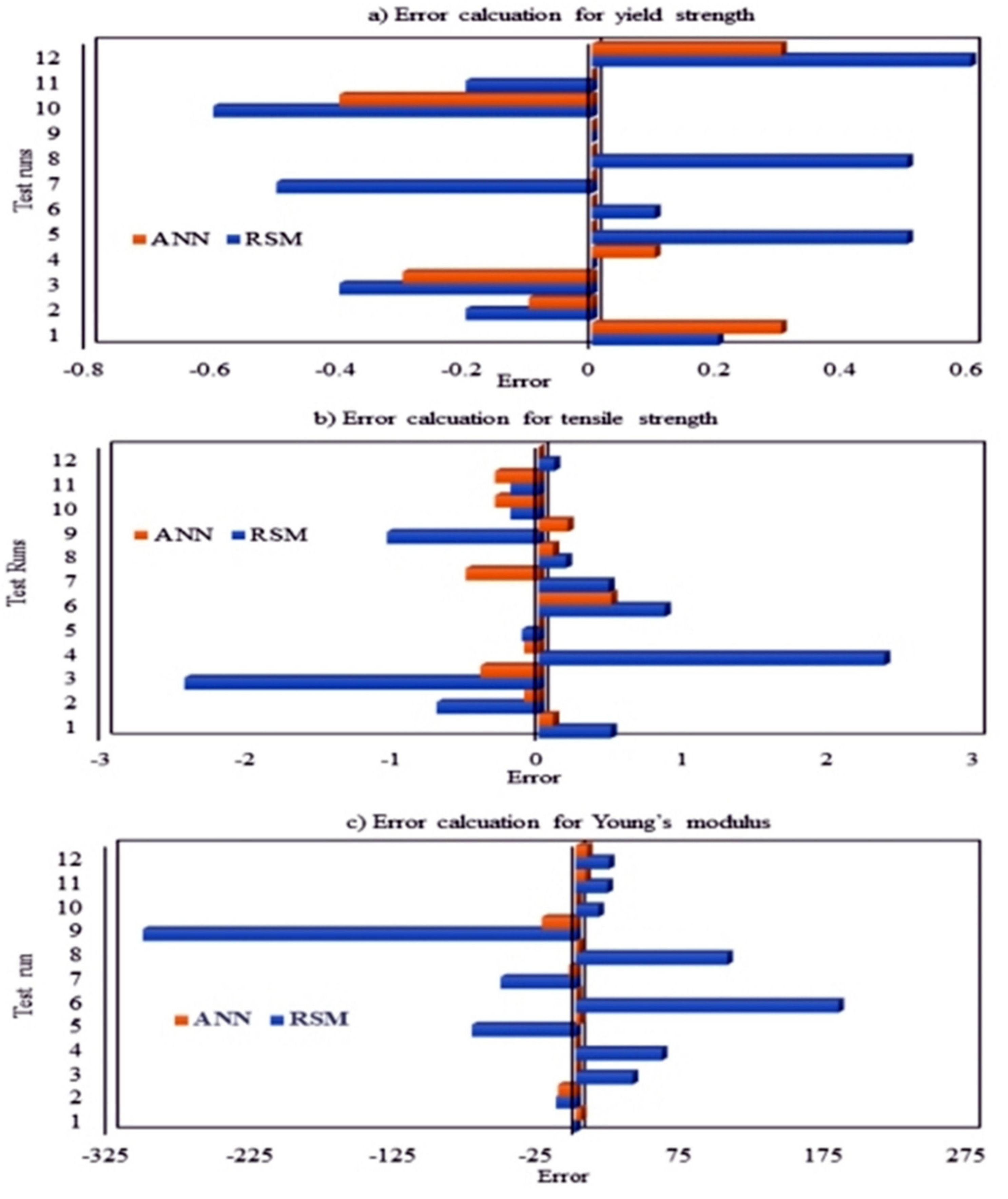
Artificial neural network with genetic algorithm (ANN-GA) provided a better prediction with minimum error than the response surface methodology.
1. Introduction
The success of the designed biomaterials to replace natural scaffolds depends on their ability to facilitate cell growth. More specifically, they should aid the cross-talk between cells, growth factors, and protein, thereby initiating cell adhesion, proliferation, and differentiation [
1,
2]. For these procedures to occur in the proper sequence, an extracellular matrix having the required mechanical integrity (i.e., durability) and biocompatibility is much needed [
3]. Over the last few decades, polymers have proven to be excellent candidates, exhibiting the properties required for materials to be in the extracellular matrices. Polyurethane [
4], poly(lactic acid) [
5,
6], polyester [
7,
8], and polyethylene [
9,
10] are among the most commonly used polymers in tissue engineering. In this study, high-density polyethylene (HDPE) was considered the base polymer due to its long-reported success in tissue engineering. To be more specific, HDPE is an organic polymer and possesses good mechanical and physical properties, excellent chemical resistance, and biocompatibility, which make it suitable for various biological applications [
11].
Earlier, metal oxides, carbon nanotubes, natural fibers, etc. were being added to the polymer as fillers to reduce the production cost of polymeric materials. Over time, these fillers, particularly nanofillers, have become an inseparable part of polymer composites [
12]. The application of nanofillers is not only limited to improving polymers’ mechanical properties, but also to enhance their conductivity, biocompatibility, thermal stability, and so on. In simple words, fillers should provide the properties, which are inherently absent in the polymer, without changing its intrinsic features, or adding extra weight, or affecting its processability [
12,
13]. Among the inorganic nanofillers, titanium dioxide has proven to be an excellent candidate to be combined with HDPE, owing to its recommendable mechanical properties, thermal degradation, reduction of ultraviolet (UV) light, and resistance to corrosion [
14]. The combination of HDPE and titanium dioxide has shown some promising results in tissue engineering [
9,
15,
16].
In the past few decades, CNCs have gained much interest owing to their strong physical, mechanical property, nanoscale dimension, high surface area, and low density. These biopolymers can easily be modified to be biodegradable and renewable [
15,
16]. More specifically, CNCs individually has a young’s modulus of 167.5 GPa and impressive mechanical strength [
17]. Due to these attributes, this study also considers the impact of incorporating CNCs into the polymer mix as one of the design parameters. Moreover, n-TiO
2 and n-CNCs have been proven to improve the cell adhesion and proliferation of chondrocytes and to demonstrate antimicrobial properties [
9,
15,
18,
19,
20].
However, the binding of polar nanoparticles to the non-polar polymer matrix remains a critical concern in nanocomposites design. Typically, compatibilizers or coupling agents are added to the composites to modify the composites’ interfaces. These agents may include saline [
21,
22], itaconic acid [
23], and graft copolymers of maleic anhydride [
24,
25]. In this study, two different coupling agents, such as polyethylene grafted maleic anhydride and 3-(Trimethoxysilyl) propyl methacrylate, have been considered. In polyethylene grafted maleic anhydride, the maleic anhydride can be bonded with the metal oxides, e.g., TiO
2, SiO
2, etc., while the polyethylene part of the coupling agent would have a physical interaction with the polyethylene composite matrix [
26,
27]. Typically, the nanoparticles have a high surface-to-volume ratio, attributed to a significant amount of surface energy and Vander Walls forces. These energies attract the nanoparticles to each other leading to the formation of aggregates onto the polymeric surfaces. On the other hand, saline coupling agents such as 3-(Trimethoxysilyl) propyl methacrylate increase the surface area and ensure a uniform distribution of the filler on the polymeric surfaces [
21,
28]. The mechanism of the compatibilizing agents’ binding to polyethylene is postulated and illustrated in
Supplementary Figure S1 (polyethylene grafted maleic anhydride) and
Figure S2 (3-(Trimethoxysilyl) propyl methacrylate).
The selection of the nanofillers and compatibilizers, their size, and their concentration vary significantly depending on the sought properties of the biomaterials and their potential application(s). It involves vigorous experimentation to tune up these parameters. However, the experimental runs required and the time duration needed can be reduced using statistical analyses and computational techniques [
9,
29]. Recently, multivariate statistical analyses have been popularly adopted, through which researchers can identify the optimal combination of the design factors and their interaction Typically, the research design involves the following steps: (1) determining the mathematical model coefficient from the relationship between the factors (i.e., independent variables) and the responses (i.e., dependent variables), (2) estimation of the predicted response, and (3) evaluation of the adequacy of the model. There are different techniques for multivariate analyses ranging from simpler ones such as factorial design to many complex ones such as the response of surface methodology (RSM) [
30,
31]. Box and Wilson were the first to develop RSM [
32] to evaluate the interactions of various variables together and to specify an empirical equation depicting the impact of the variables and their interaction to the measured response(s). RSM has been used to optimize the fabrication method(s) of polymer nanocomposites [
33,
34], to evaluate the influence of numerous process variables on the technique(s) under consideration [
34,
35], and to quantify the effect of several different parameters on the properties of polymer nanocomposites [
36,
37]. However, only a linear relationship between the factors and the responses can be developed using RSM. Indeed, the nonlinear relationship with a complex situation is beyond the scope of the RSM method [
30,
31].
However, most of the practical problems deal with the nonlinear relationship between the dependent and independent variables [
38]. Hence, artificial intelligence and machine learning have garnered significant interest in modeling the experimental data, as these models can develop and compute nonlinear relationships by exploiting the available experimental data [
39,
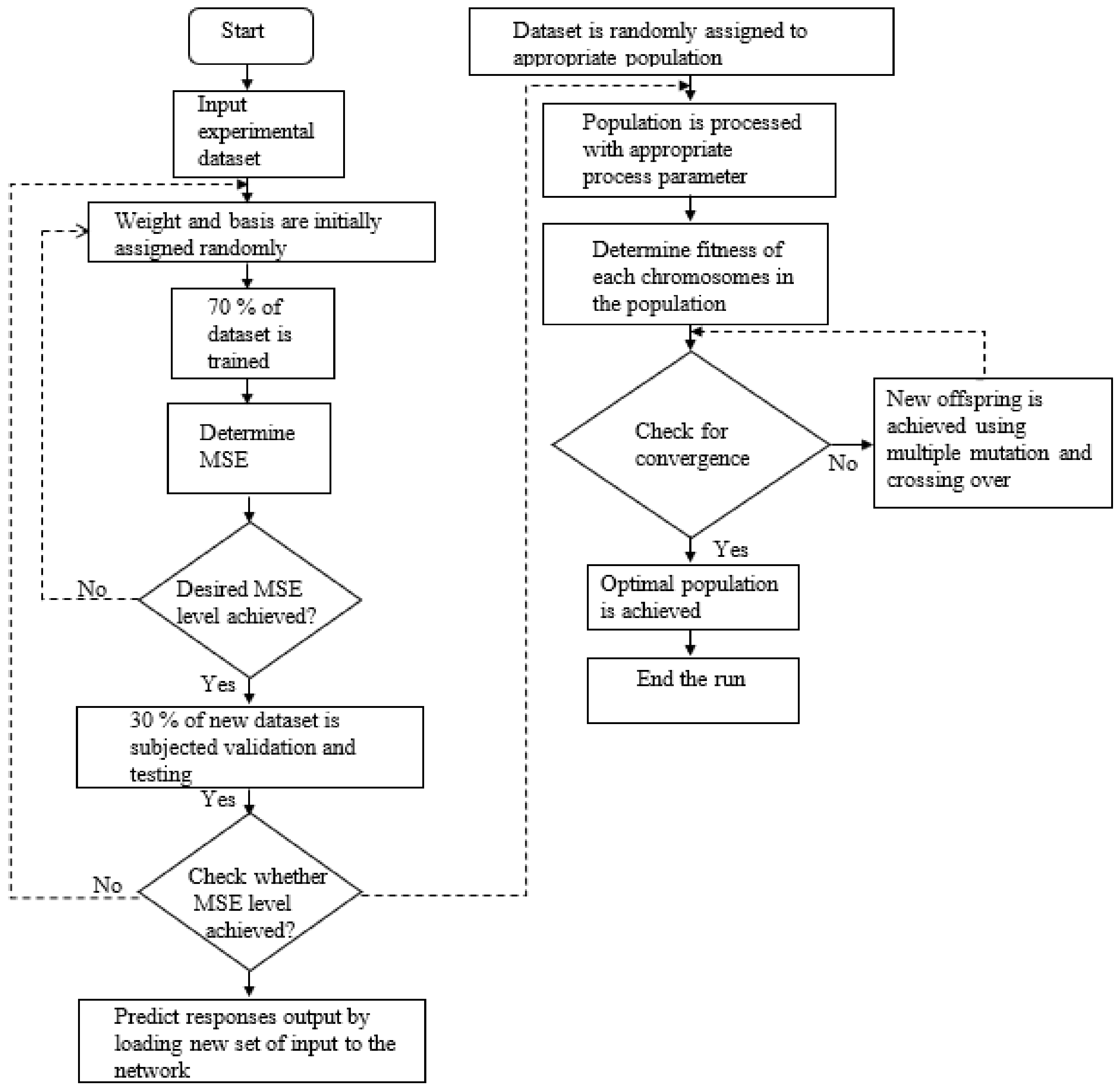
40]. An established model can significantly reduce the routine testing involved in developing new polymer composites. The techniques of machine learning include artificial neural network (ANN), genetic algorithm, support vector regression (SVR), etc. [
41,
42]. ANN can model complex data without the need for extensive experimental data [
43,
44]. This benefit can be explored to model and predict the properties of the polymer nanocomposites using ANN [
45,
46]. Although ANN establishes nonlinear relationships, it can be time-consuming and can lead to false convergence or enables local convergence, and overfitting [
41,
42]. However, these error(s) can be minimized using a genetic algorithm (GA) [
47]. GA is based on the evolutionary computational technique using the principle of the survival of the fittest or natural selection [
44,
48]. In this method, [
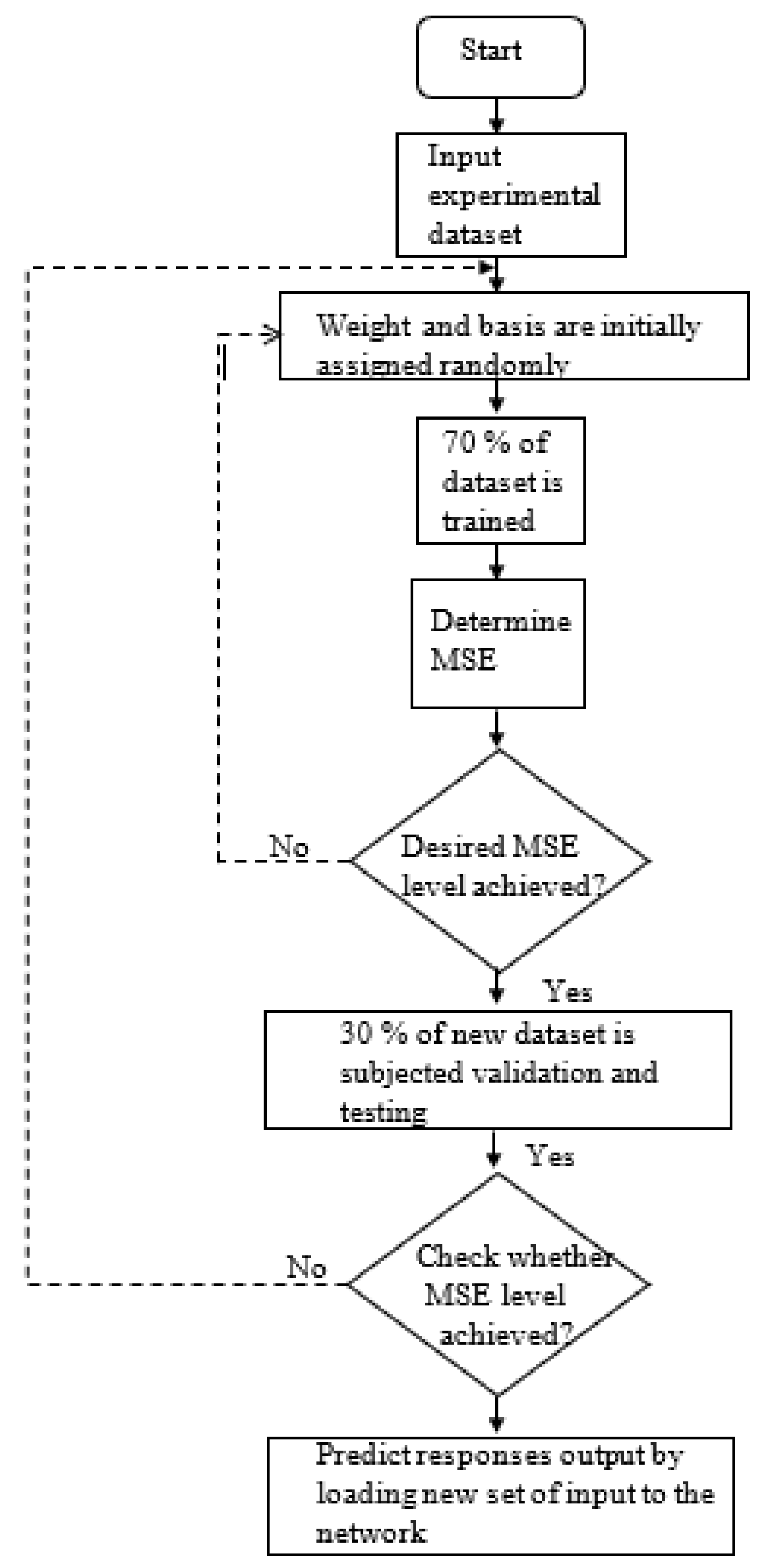
49] the undesired overfitting can be minimized by splitting the data into training and testing sets, and by dealing with higher population size [
50]. Owing to these benefits, several studies have implemented the genetic algorithm to develop novel polymer nanocomposites [
51,
52].
To the best of our knowledge, the detailed and systematic approach using both statistical and machine learning techniques has not yet been implemented to determine the influence of the nanofiller(s) and compatibilizing agent on the mechanical integrity of HDPE nanocomposites. In this study, HDPE-nanofillers-compatibilizing agents nanocomposites were fabricated and characterized. The experimental dataset was then exposed to a single or combination of several different statistical and computational techniques to reduce the predicted error(s) and to generate the best model by using the experimental findings. A preliminary analyss of these results has been reported in [
10]. The initial objective of this study is to eliminate the factors that have no influence or negative impact on the HDPE nanocomposites’ properties. Then, this study aims to develop a relationship between the factors (i.e., size and concentration of TiO
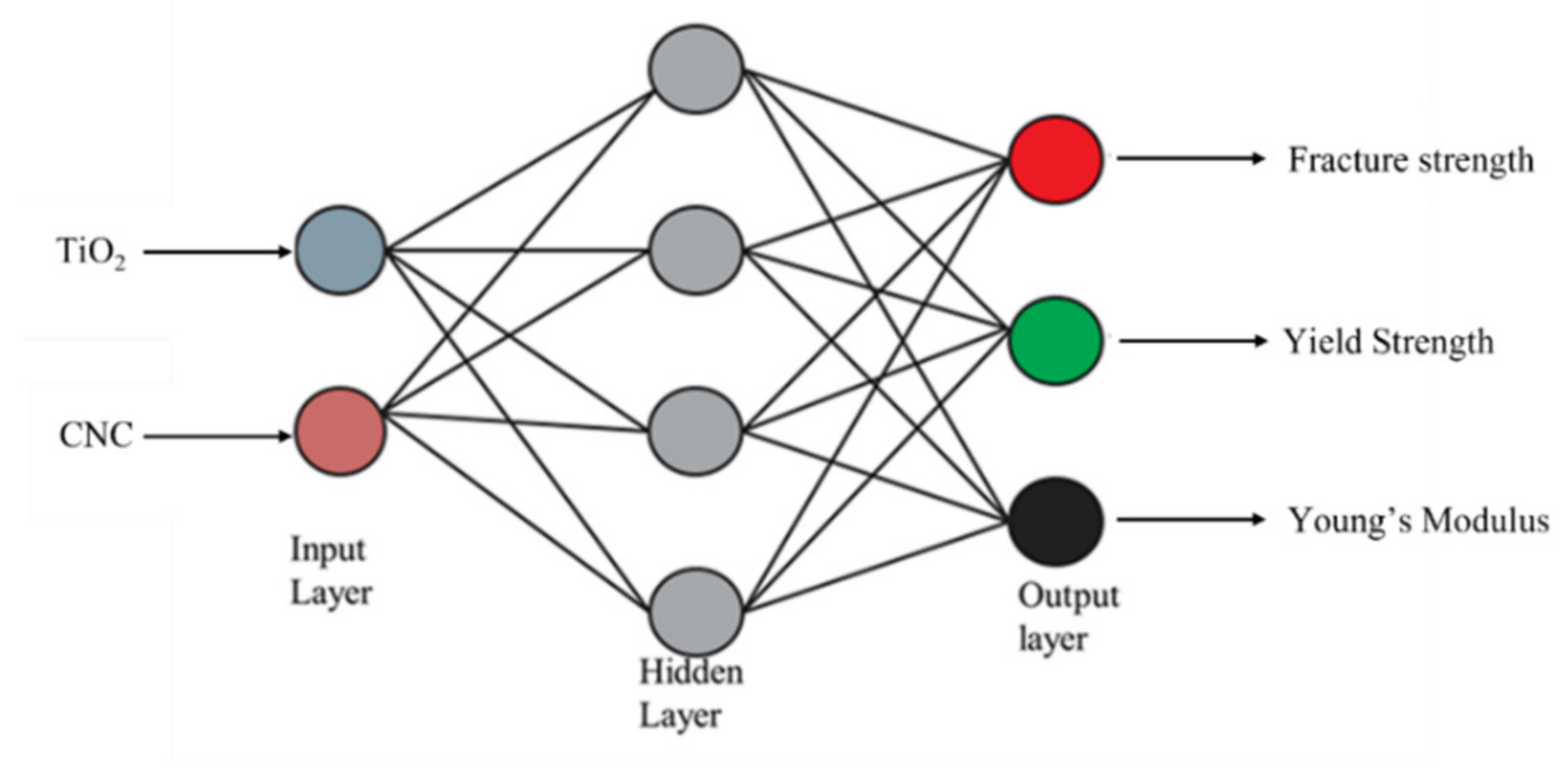
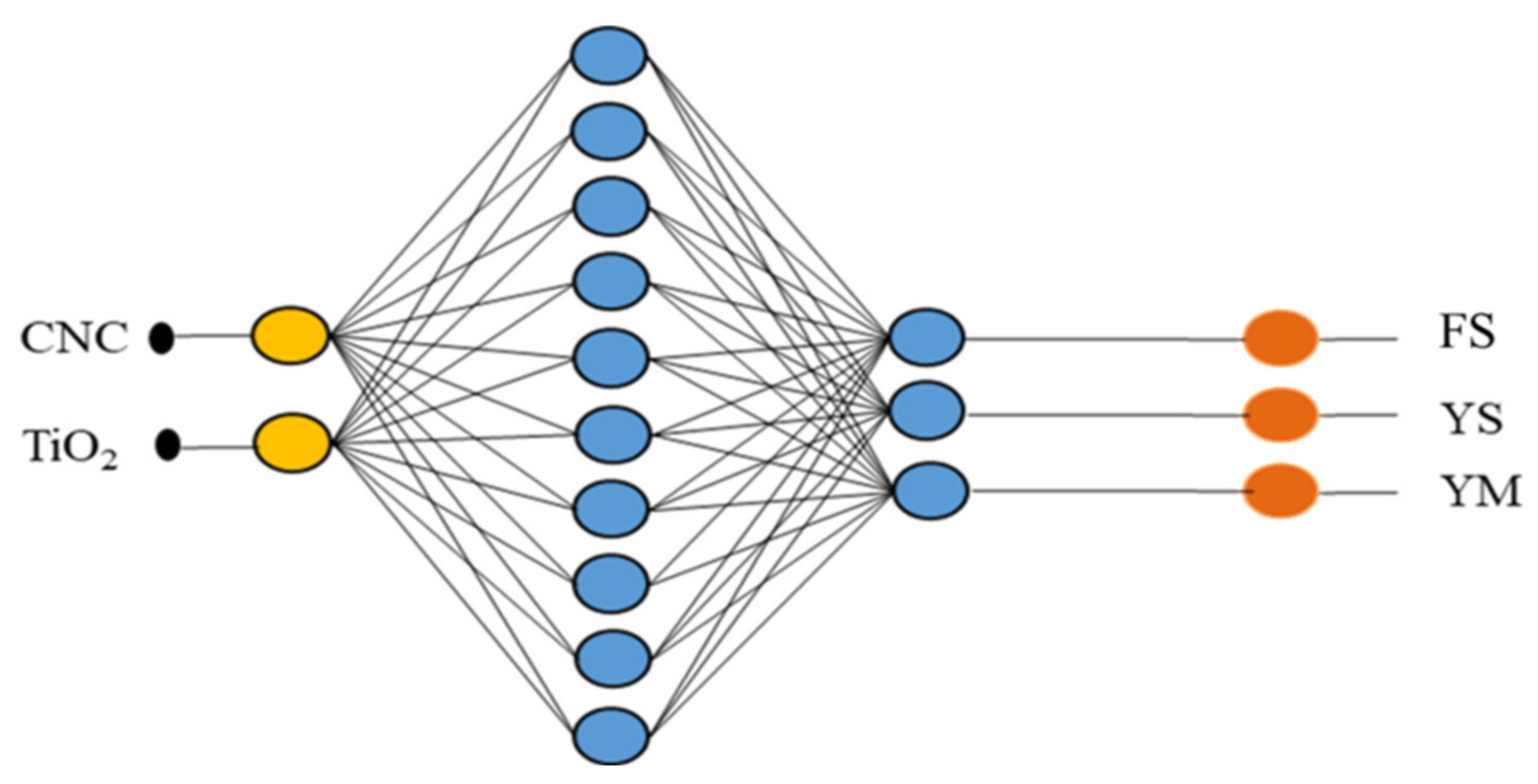
2, the concentration of CNC, the effect of coupling agents, etc.) and responses (i.e., fracture strength (FS), yield strength (YS), Young’s modulus (YM) of the developed nanobiocomposites) to enhance the durability of the HDPE nanobiocomposites using nanofillers and coupling agents. TiO
2 and CNCs nanofillers and polyethylene grafted maleic anhydride and 3(Trimethoxysilyl) propyl methacrylate coupling agents are considered as the factors. The final objective of this work is to find the best synergy of the ingredient(s) to improve the mechanical properties of HDPE nanobiocomposites by using ANOVA, RSM, ANN, and genetic algorithm (GA). However, the risk of undesirable local optimization in this regard is grossly overlooked in the literature. In this study, ANN-GA approach has been implemented to minimize the chances of local optimization.
4. Conclusions
While developing nanobiocomposites, thermomechanical characteristics play a crucial role in their performance depending on the application of interest. Polyethylene has proven to be an excellent candidate for the polymer matrix in bone and cartilage tissue engineering. However, achieving mechanical integrity similar to the natural tissue or organ is still an unresolved issue. A wide range of ingredients (i.e., nanofillers) is commonly incorporated into the polymer matrix to improve the mechanical durability of the nanocomposites on a trial-and-error basis. Nevertheless, this trial-and-error method is tedious, expensive, and at times unreliable. However, the statistical and machine learning techniques can be conveniently used to minimize the time and expenses required for rigorous experimentation. As per our knowledge, systematic multivariable optimization of the key factors that improve the mechanical durability of the HDPE nanobiocomposites using both statistical and machine learning algorithms has not yet been reported. The current study can be concluded as follows:
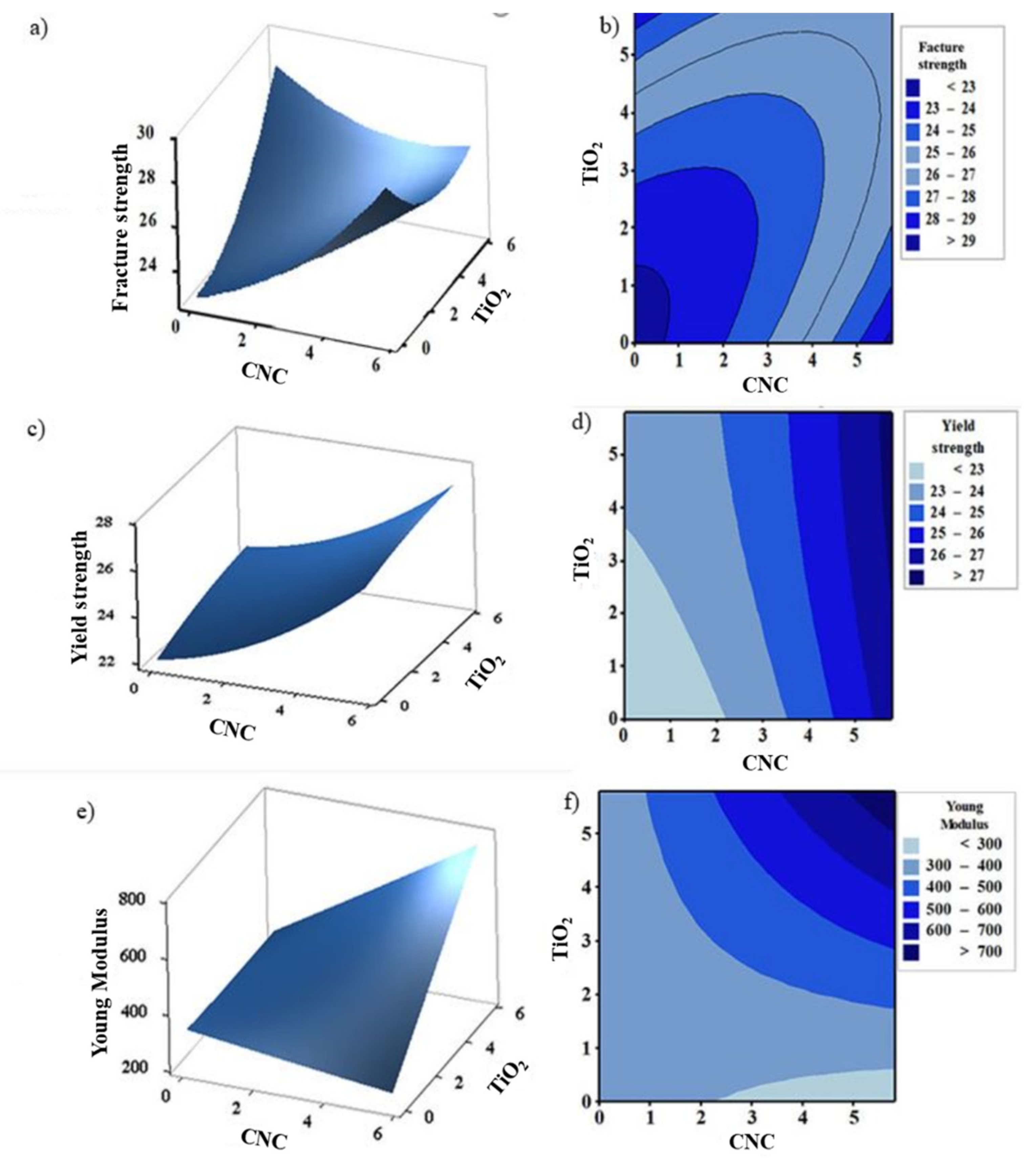
(1) Initially, five factors (i.e., n-TiO2, n-CNC, PEgMAH, M-(n-TiO2), size of the nanofillers), and three responses (yield strength, fracture strength, and Young’s modulus) were chosen and screened for the insignificant factors by ANOVA using a full factorial design experiment. The concentrations of TiO2 and CNCs nanofillers were found to be the significant factors to improve the mechanical durability of the HDPE nanobiocomposites.
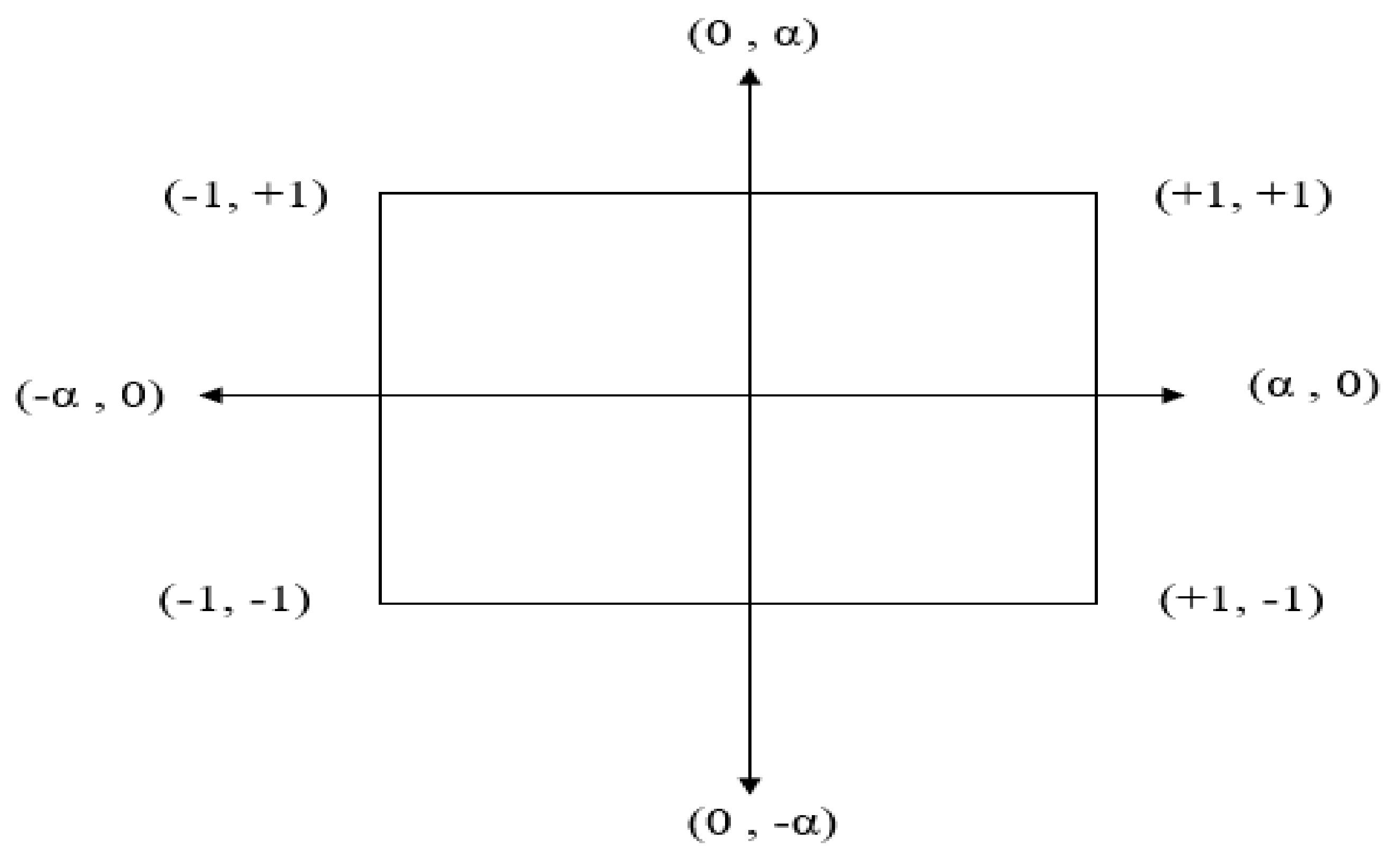
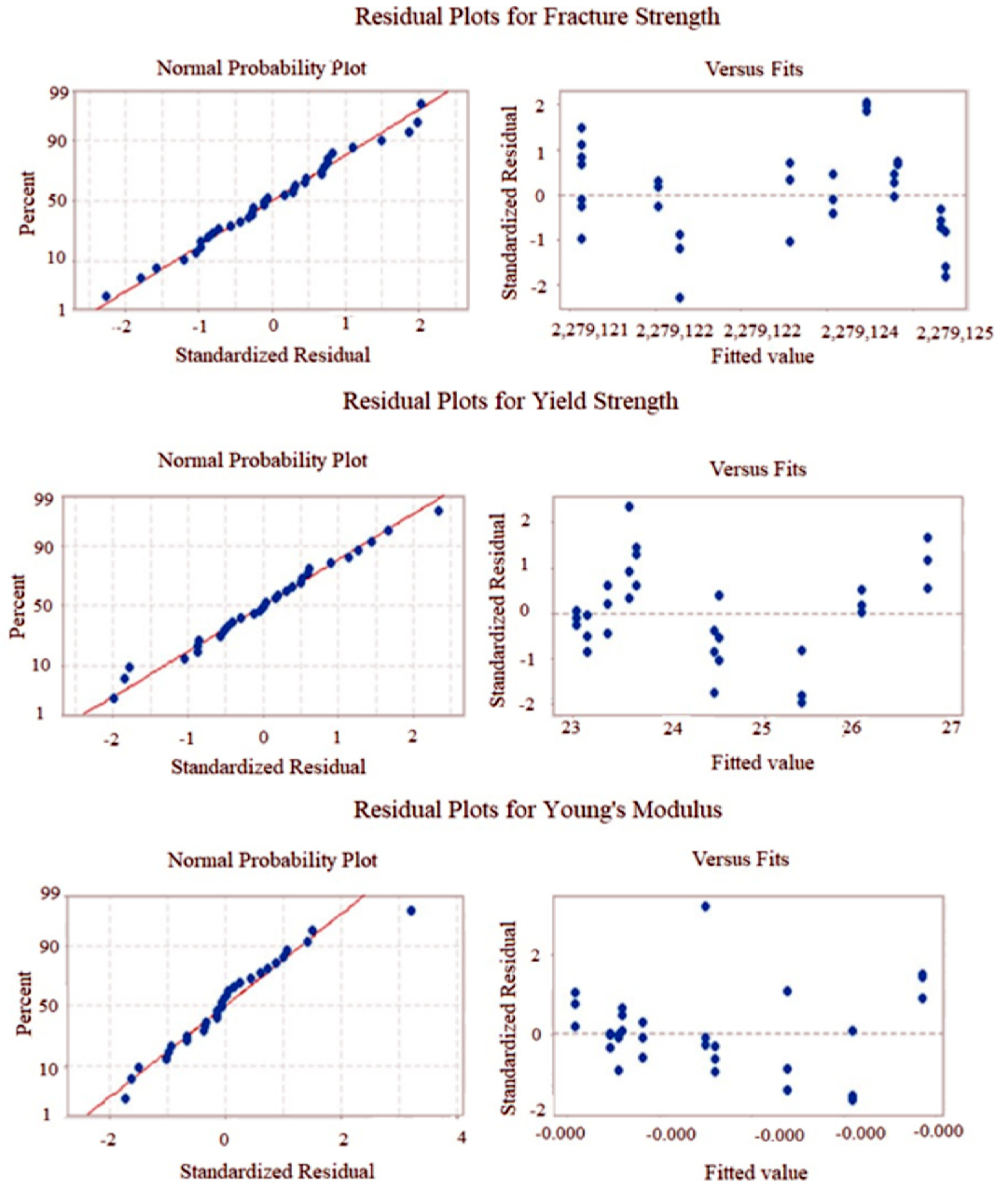
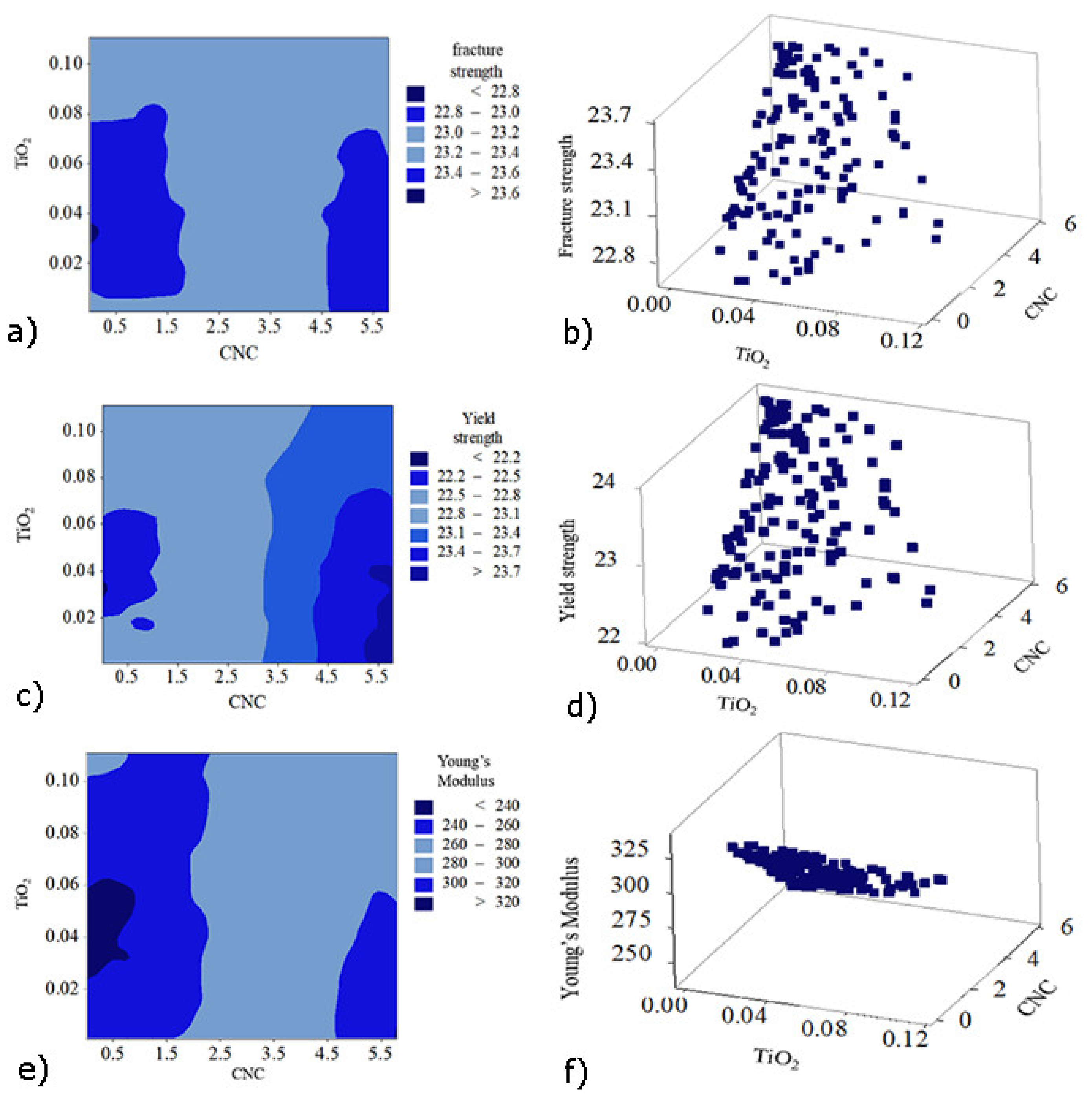
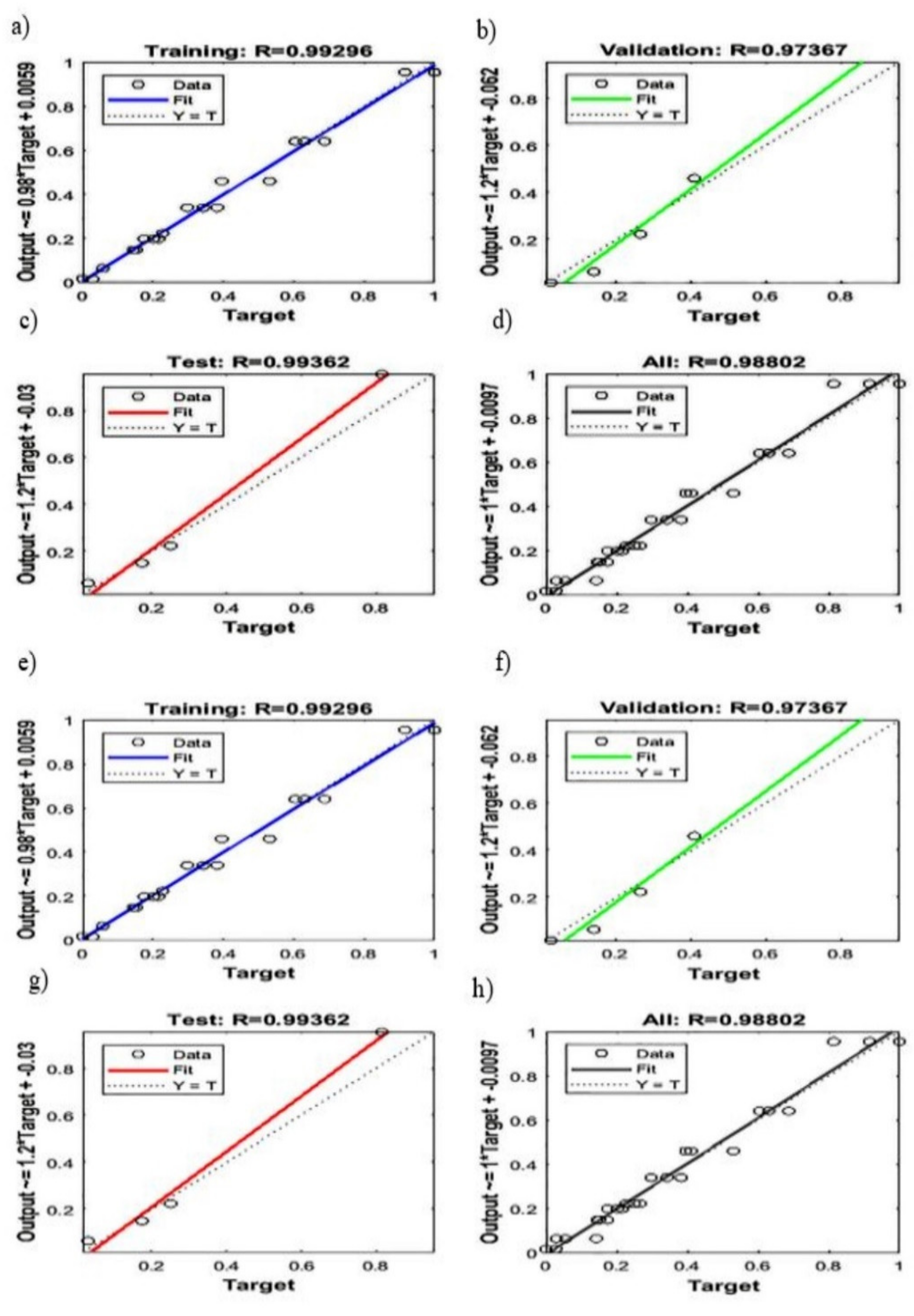
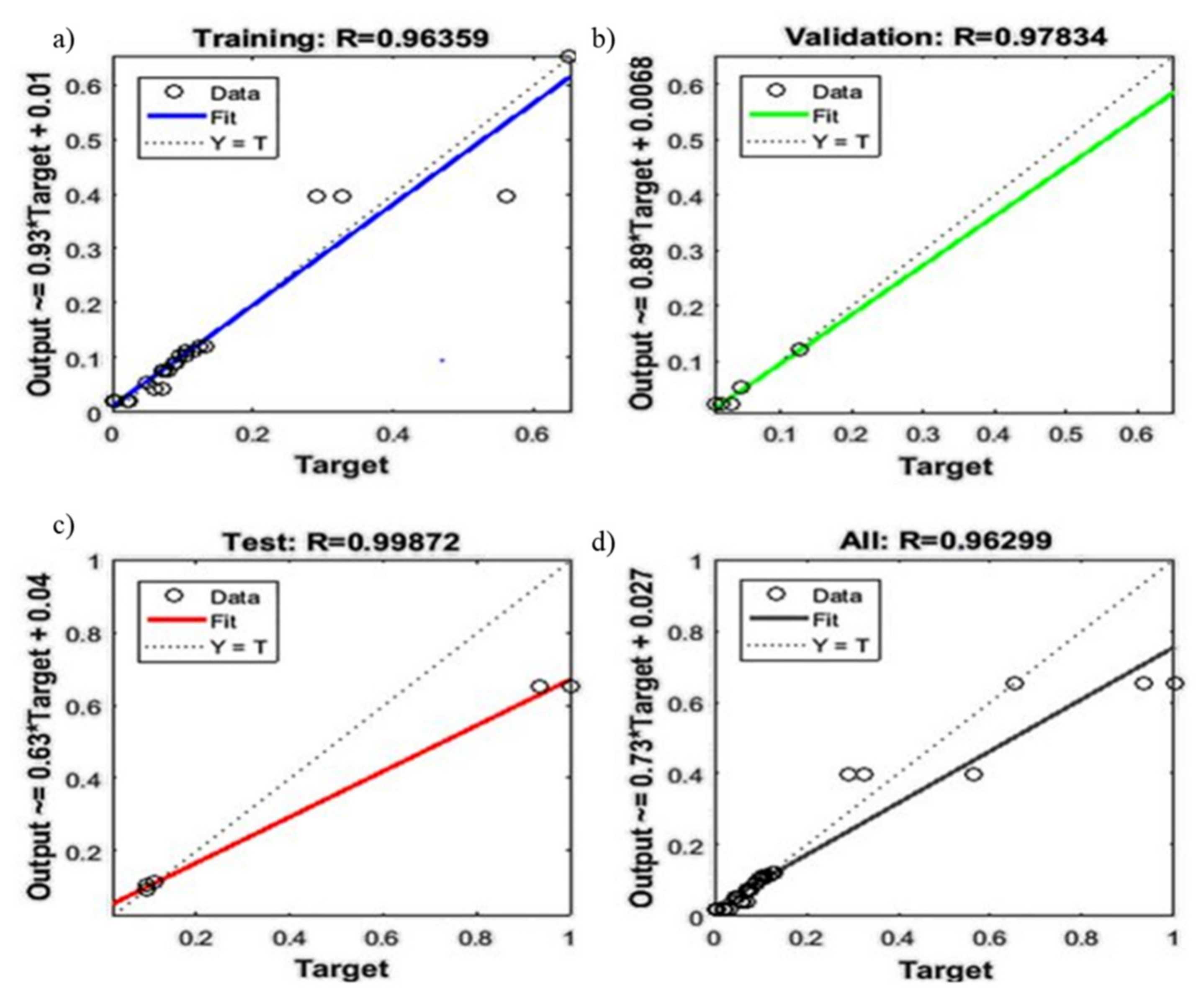
(2) Upon confirming the significant factors, a central composite design was used to develop a new set of experiments using the significant factor (i.e., TiO2 and CNCs nanofillers) only. The resulting data were then modeled using the response surface methodology (RSM) and artificial neural network (ANN). Due to its ability to predict the new inputs, ANN has been found to be better than RSM in predicting the mechanical properties of the developed nanobiocomposites by varying the two significant factors (i.e., TiO2 and CNCs nanofiller).
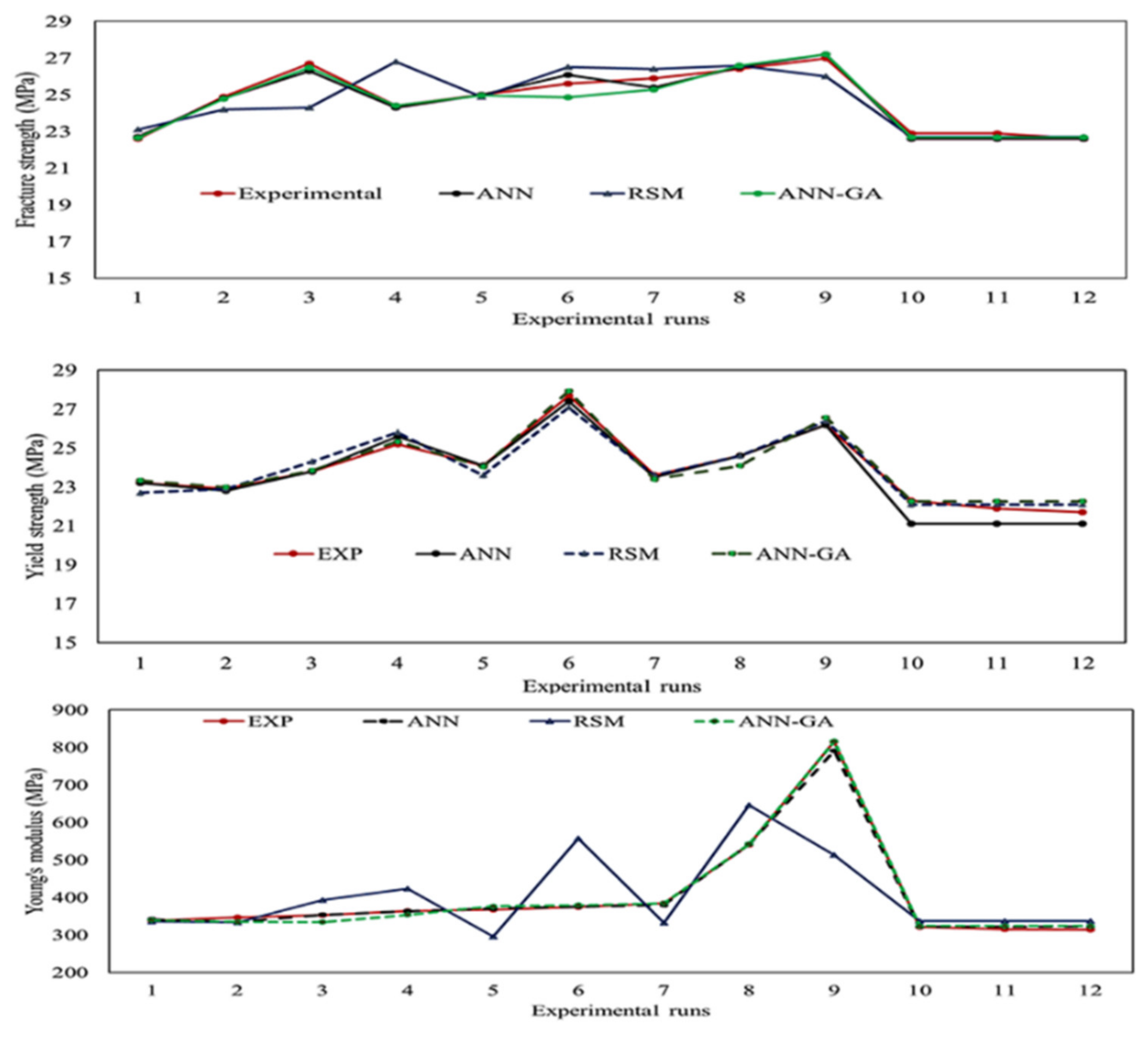
(3) Later in this study, the same data were optimized with ANN-GA and it was found that the predicted data obtained from ANN and ANN-GA are more or less the same, confirming that the modeled dataset was not locally optimized and/or overfitting did not occur.
(4) Finally, the ANN-GA multi-objective optimization predicted the mechanical properties of the developed HDPE nanobiocomposites similar to the experimental ones, and the maximum fracture strength, yield strength, and Young’s modulus were predicted to be 28 MPa, 27.9 MPa, and 670 MPa, respectively, upon the incorporation of TiO2 and CNC nanofillers of less than 5 wt.%.
Based on the modeled results, the proposed approach may be considered a promising method to optimize the amount and type of nanofillers that need to be added to the polymer matrix. The responses (i.e., mechanical integrity) can be safely predicted through this procedure for any chosen concentration of TiO2 and CNC nanofillers.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}