
Experimental Investigation on the Buckling Capacity of Angle Steel Strengthened at Both Legs Using VaRTM-Processed Unbonded CFRP Laminates


Abstract
:
1. Introduction
2. Materials and Methods
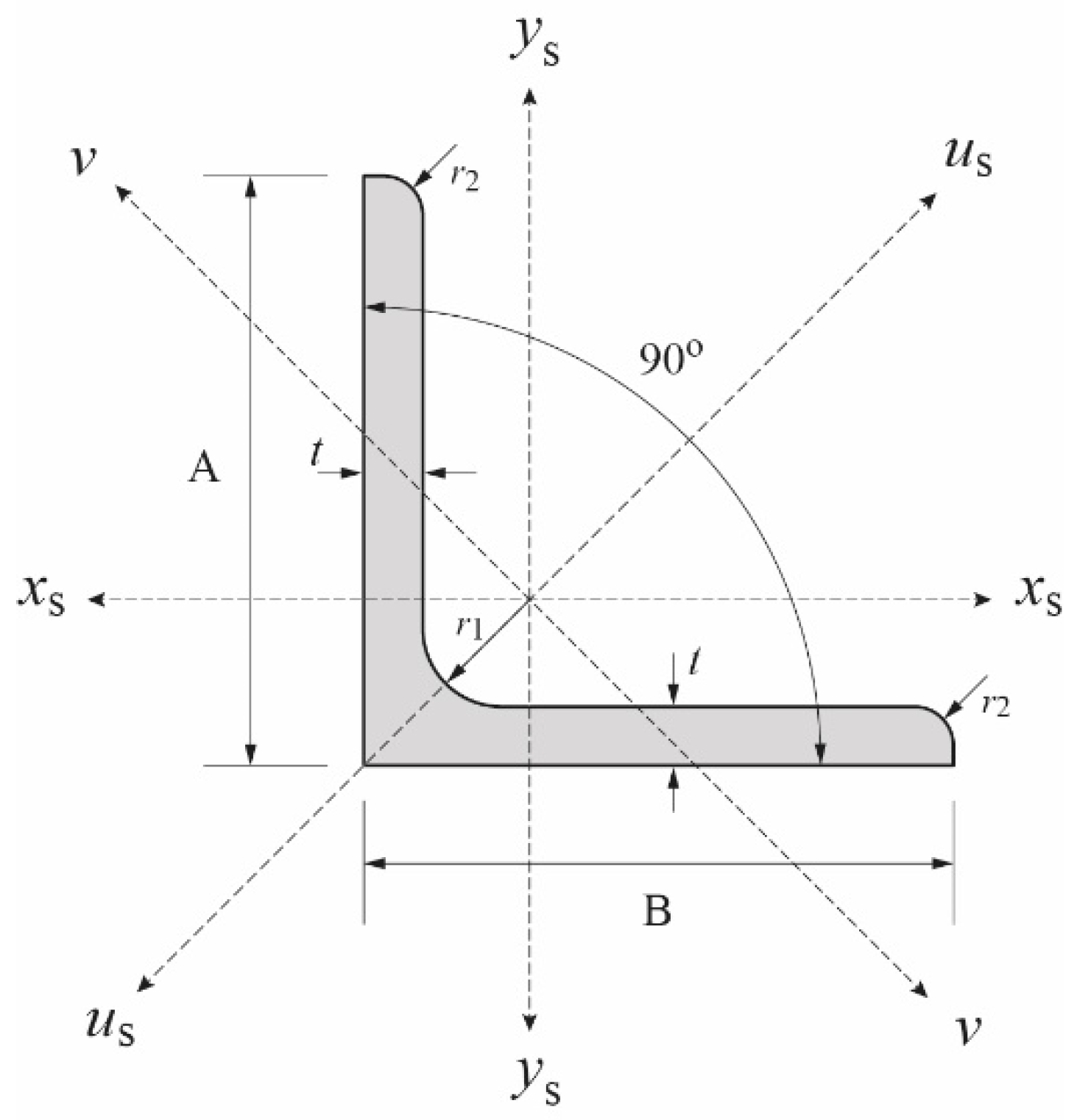
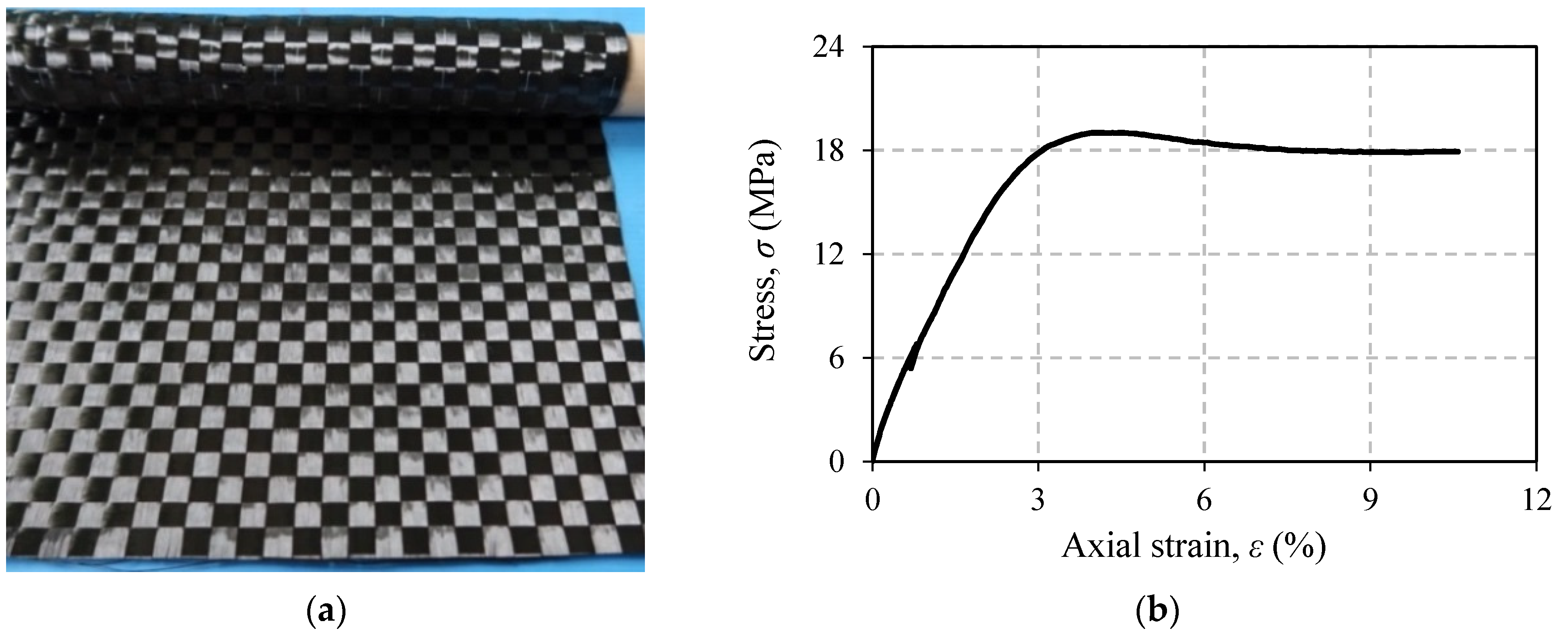
2.1. Materials
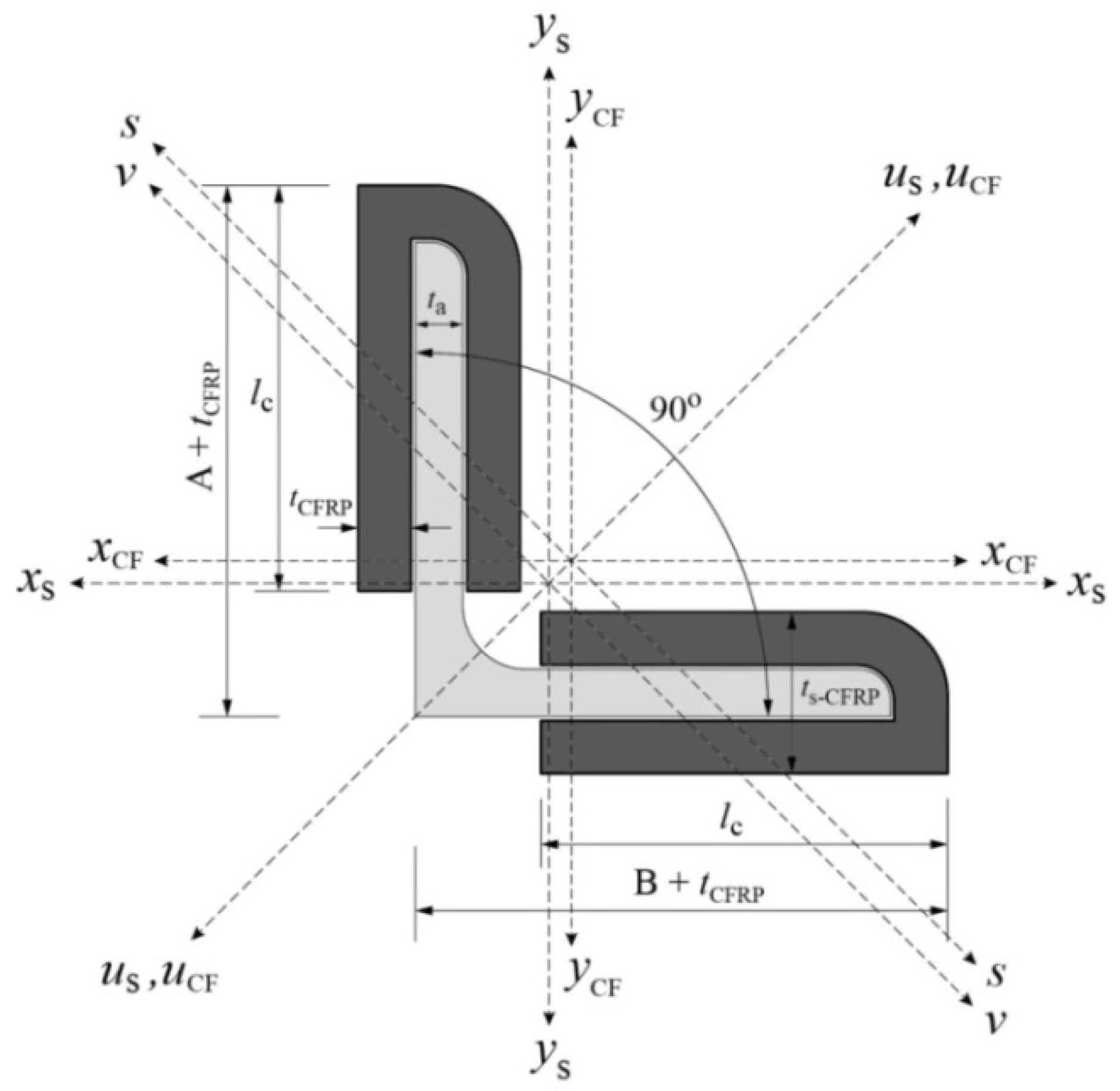
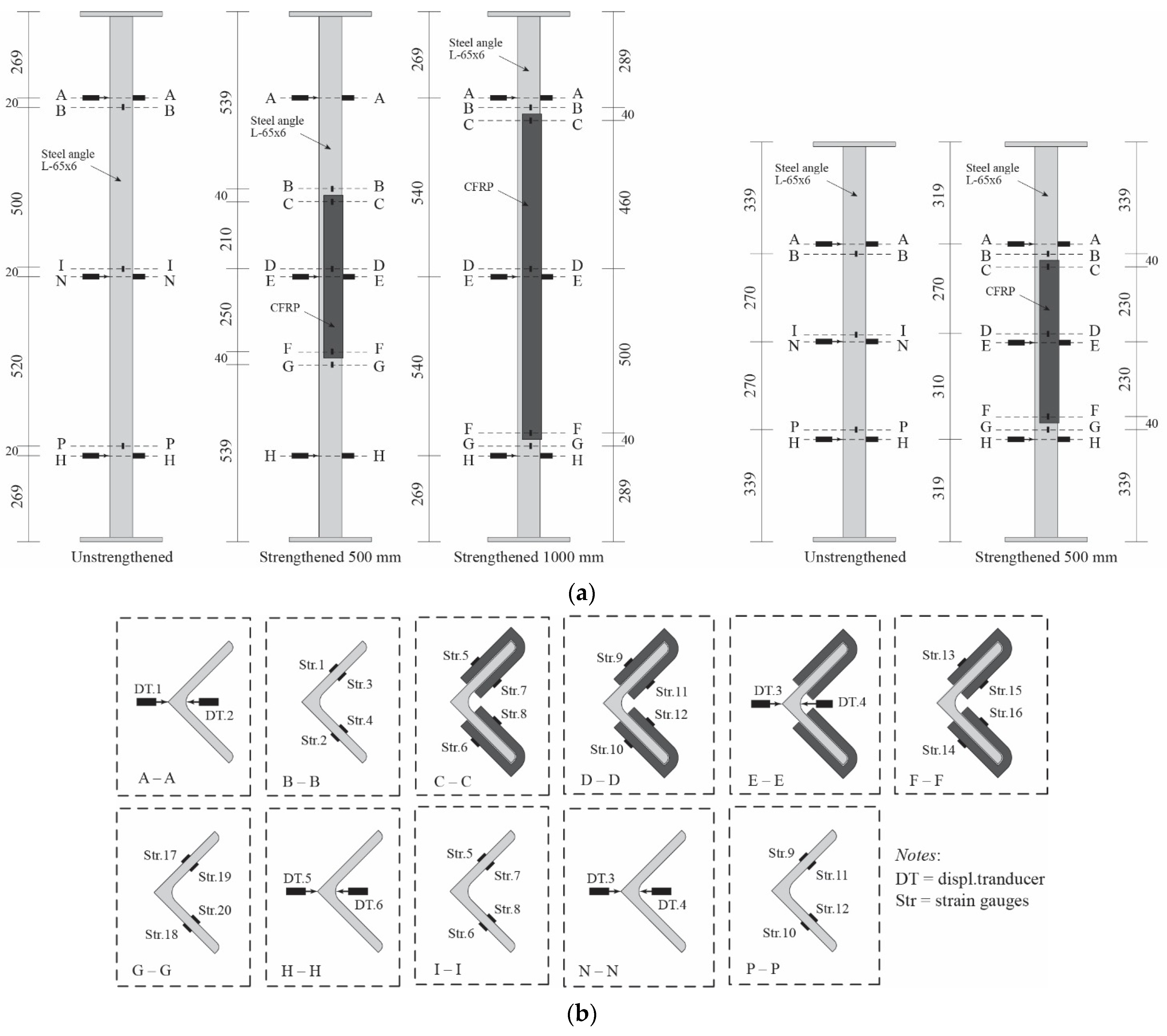
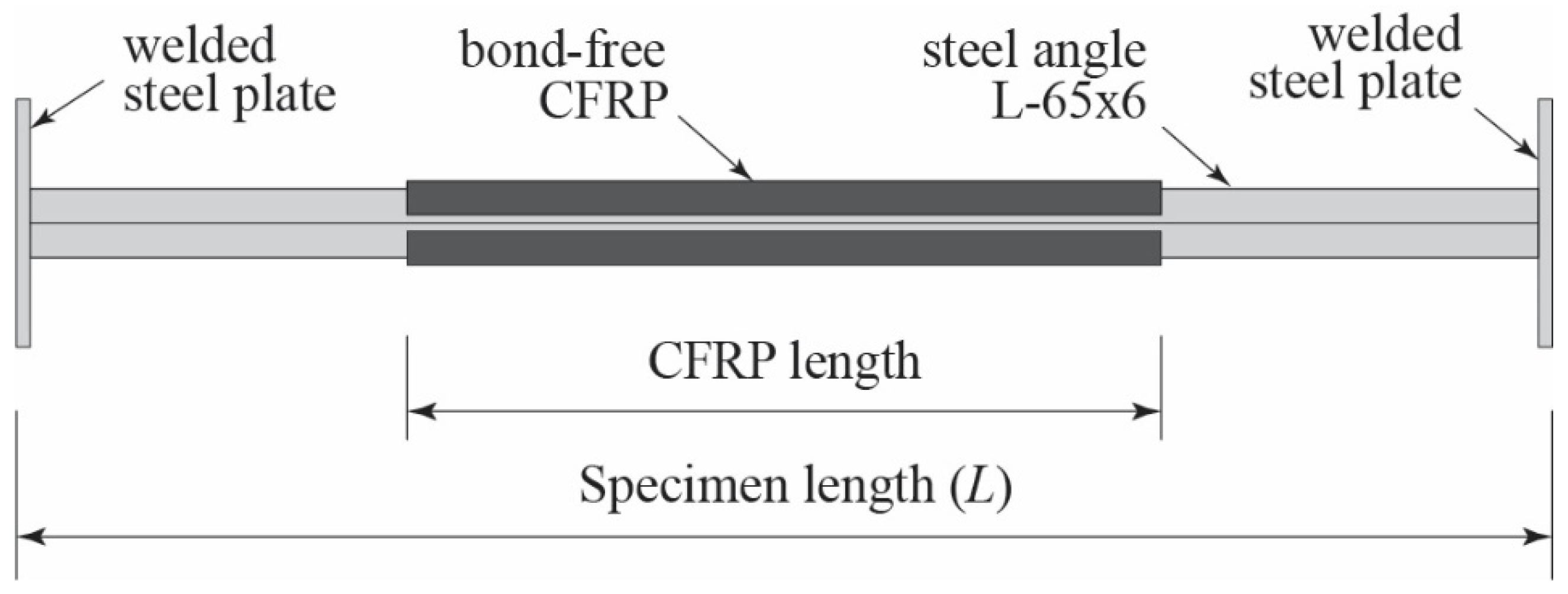
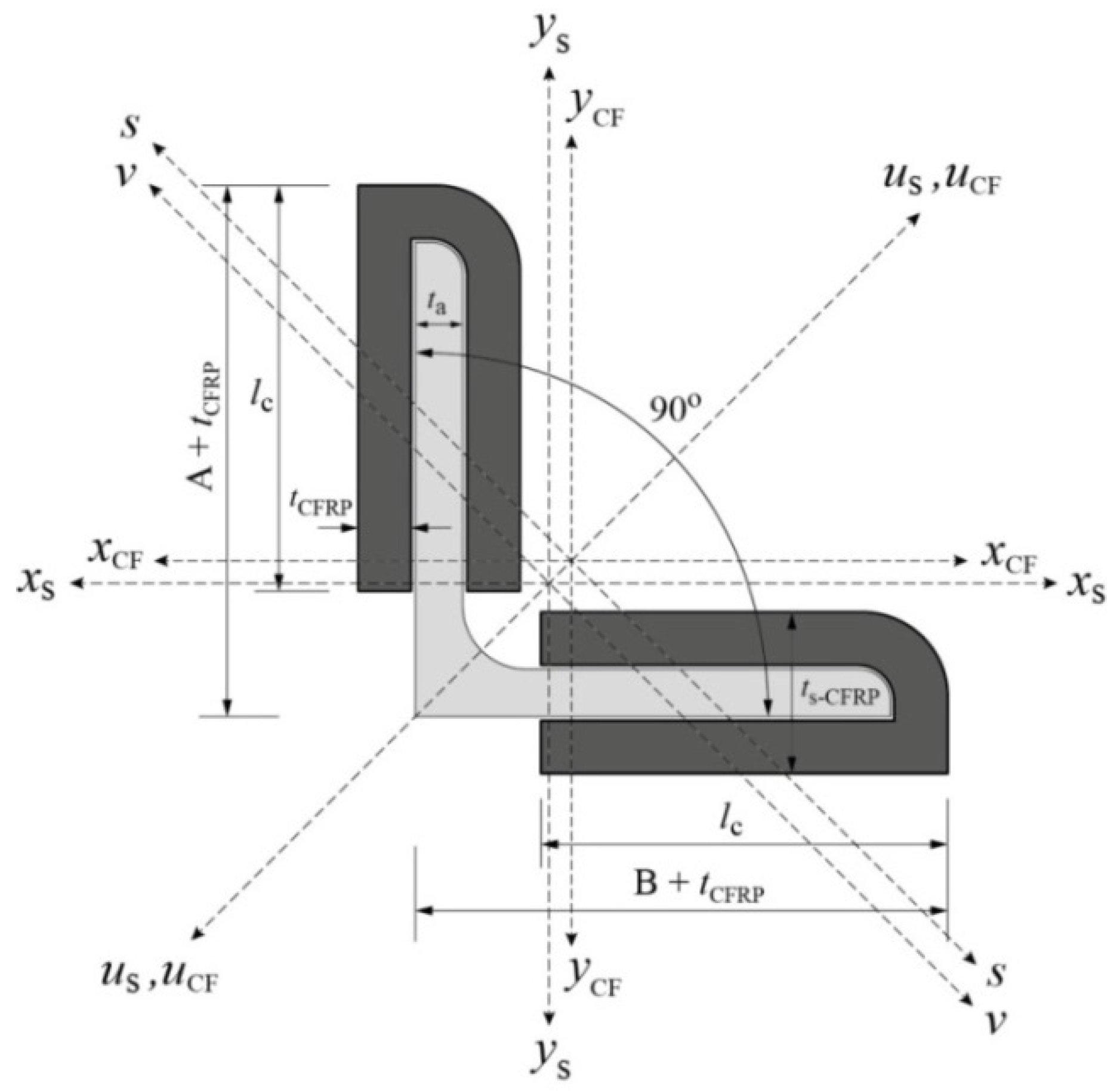
2.2. Description of Specimens
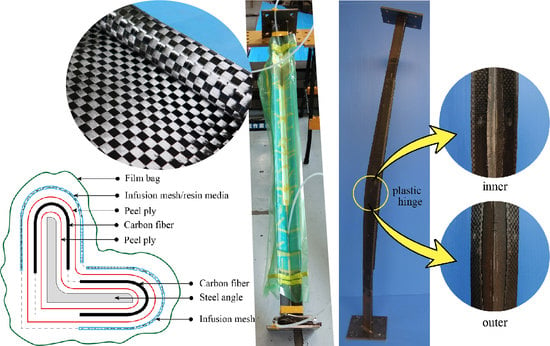
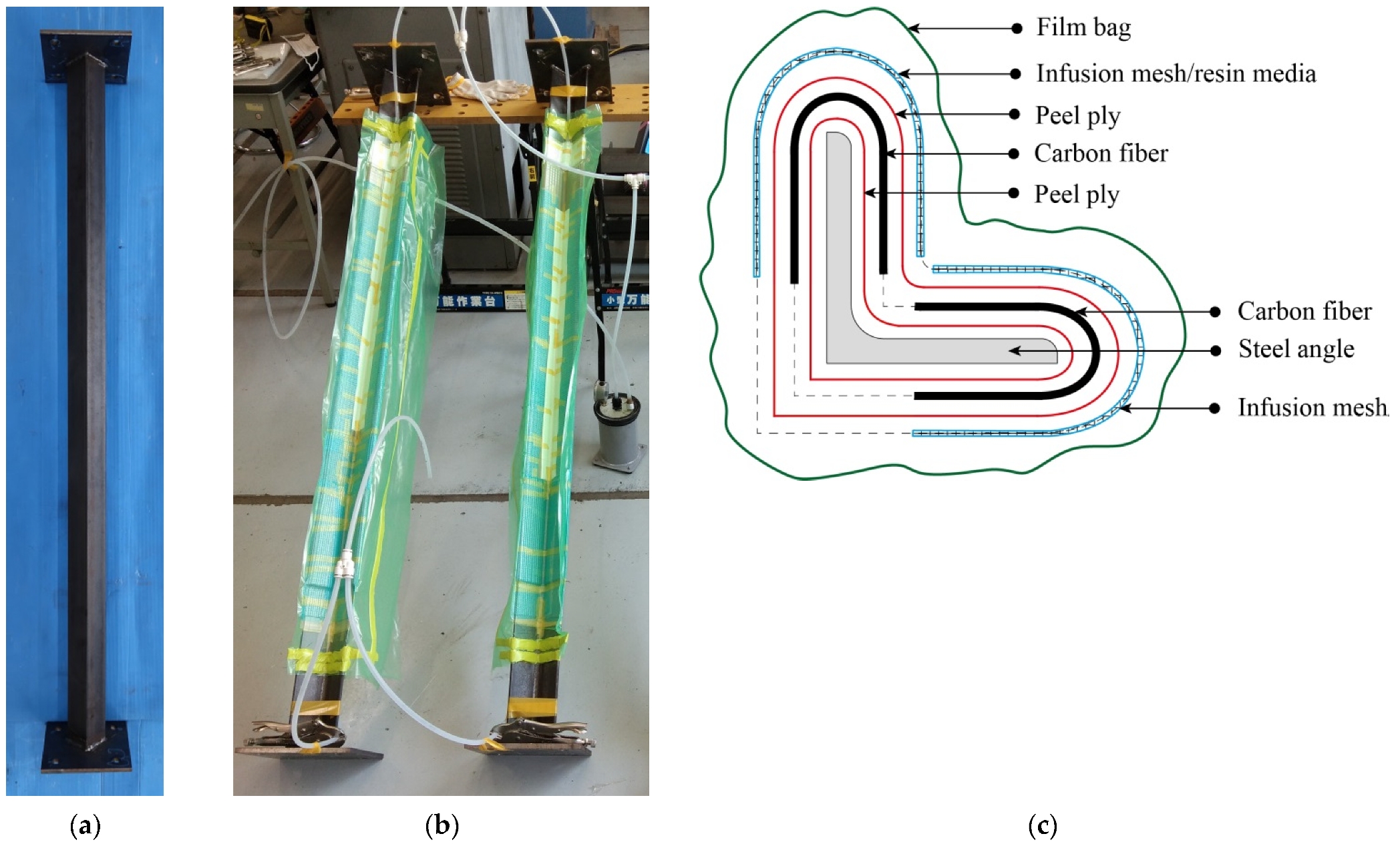
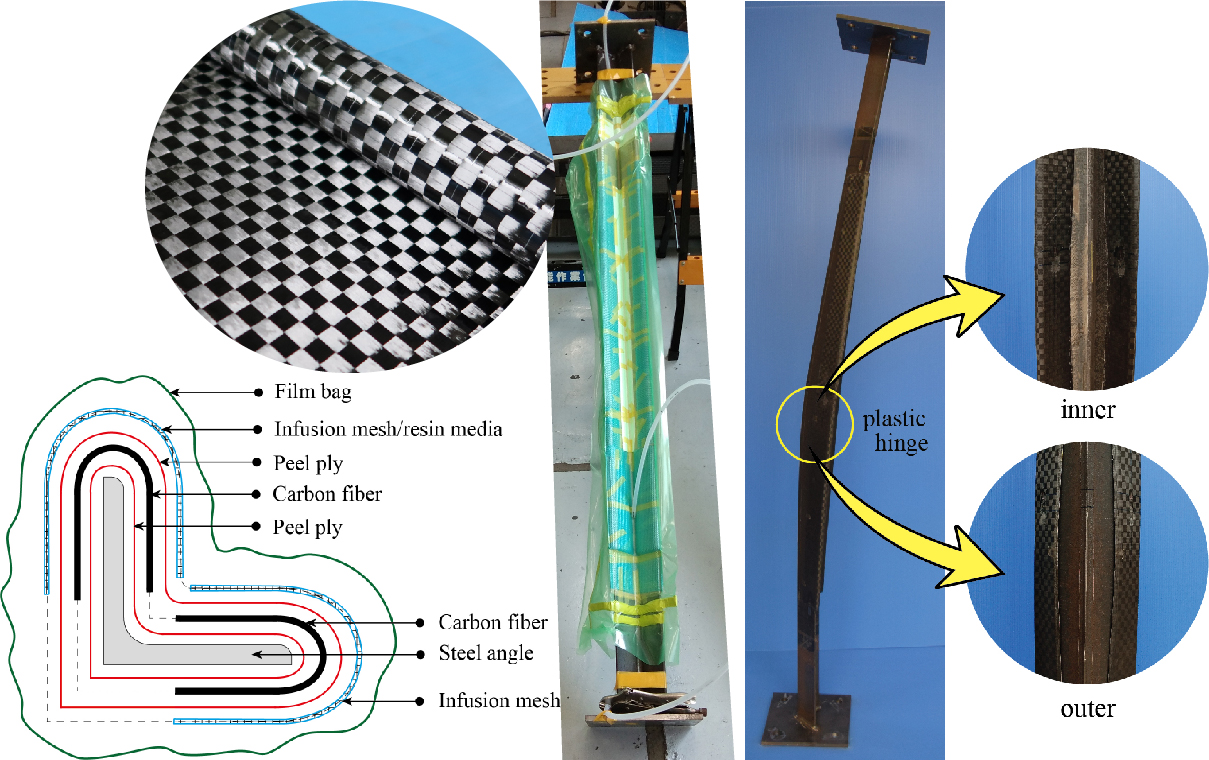
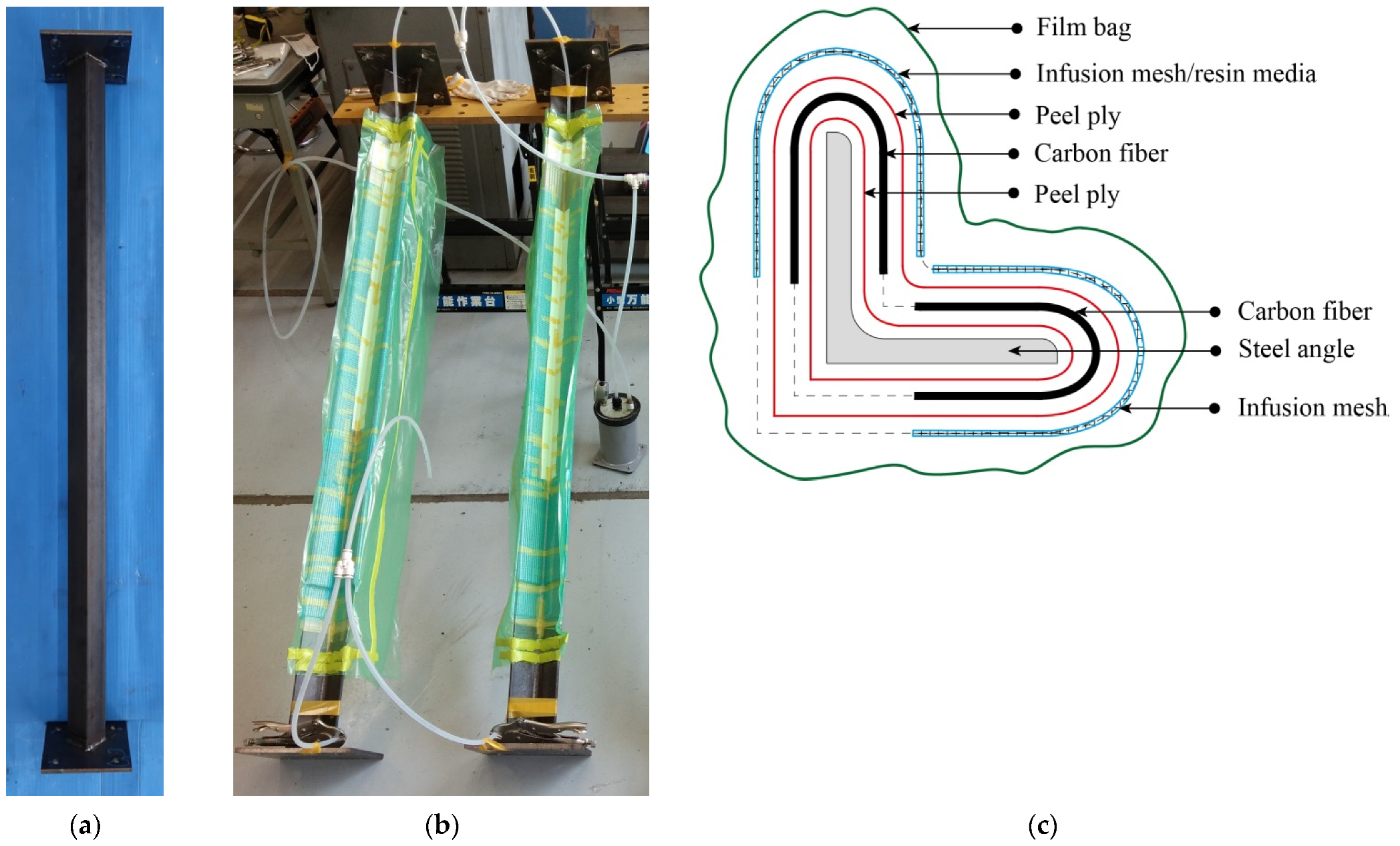
2.3. Specimens Preparation
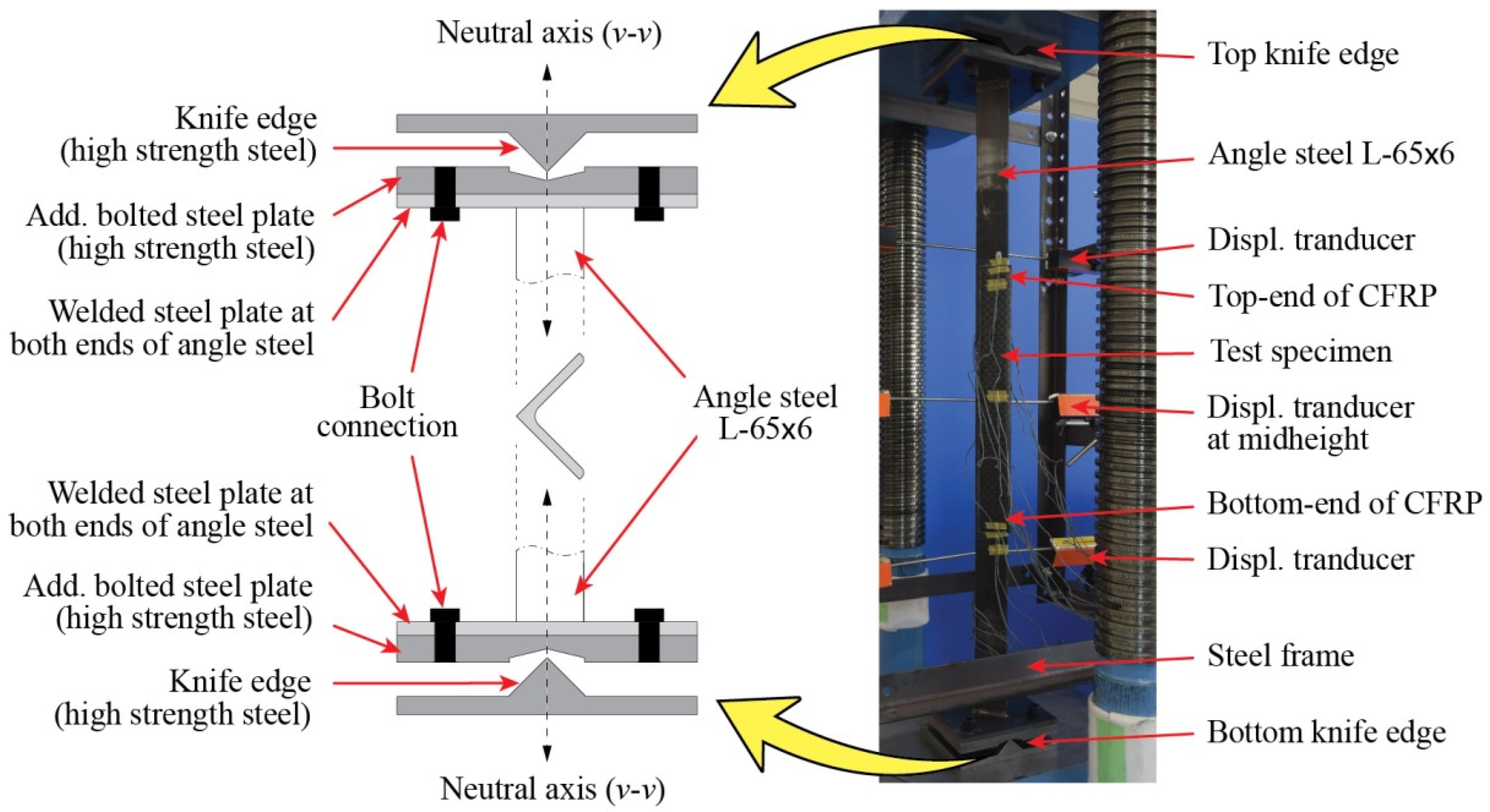
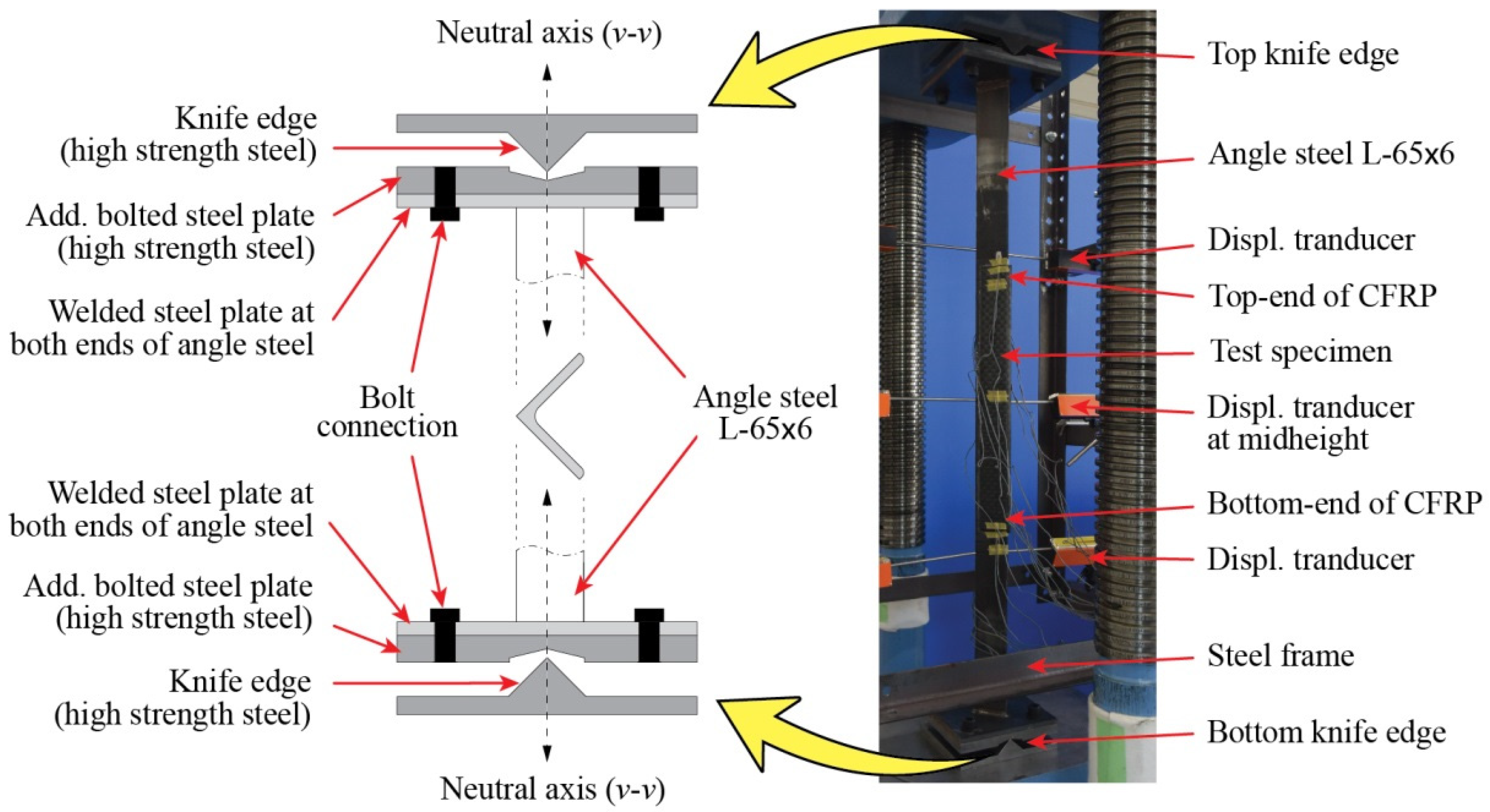
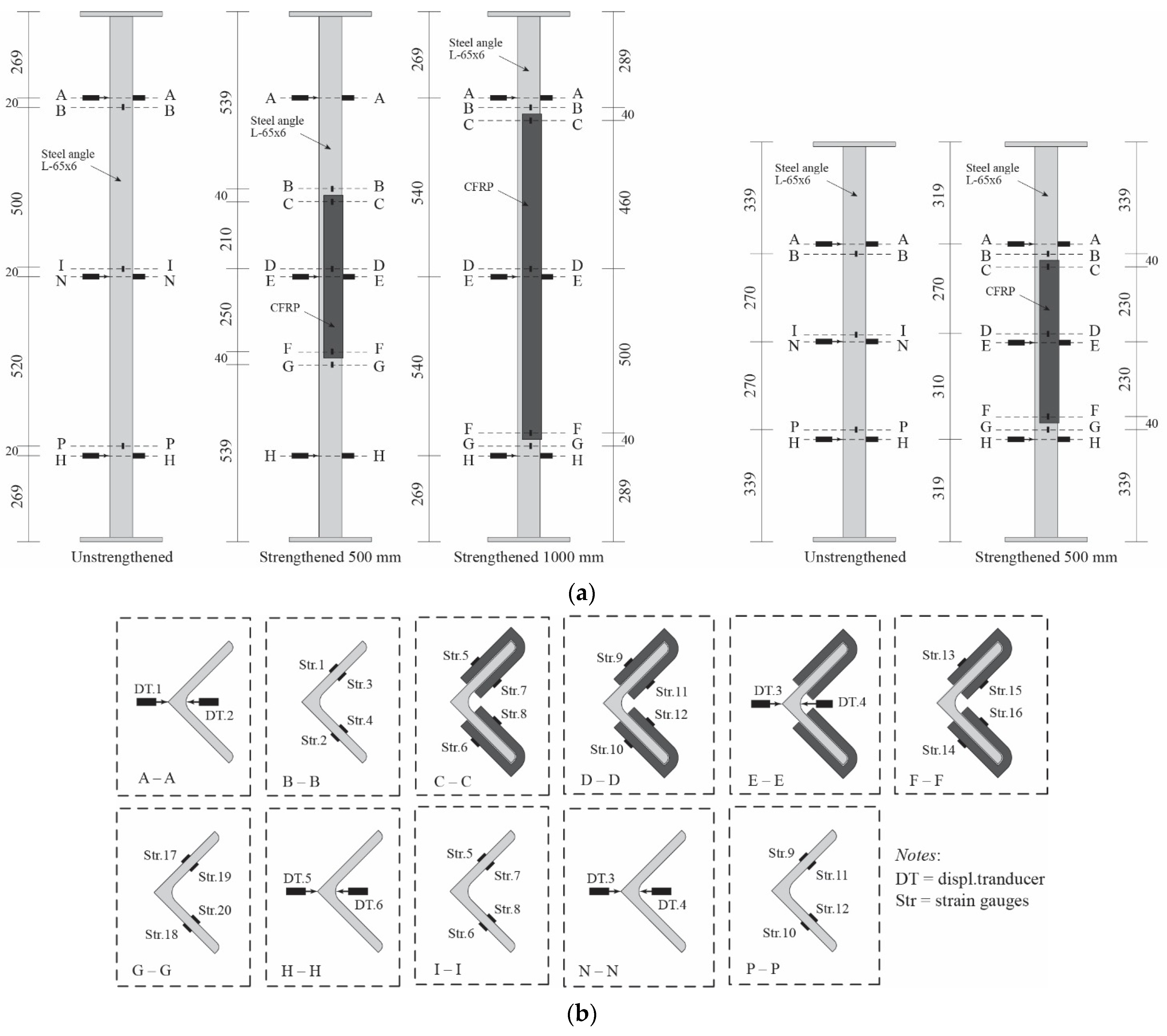
2.4. Test Setup and Instrumentation
3. Results and Discussion
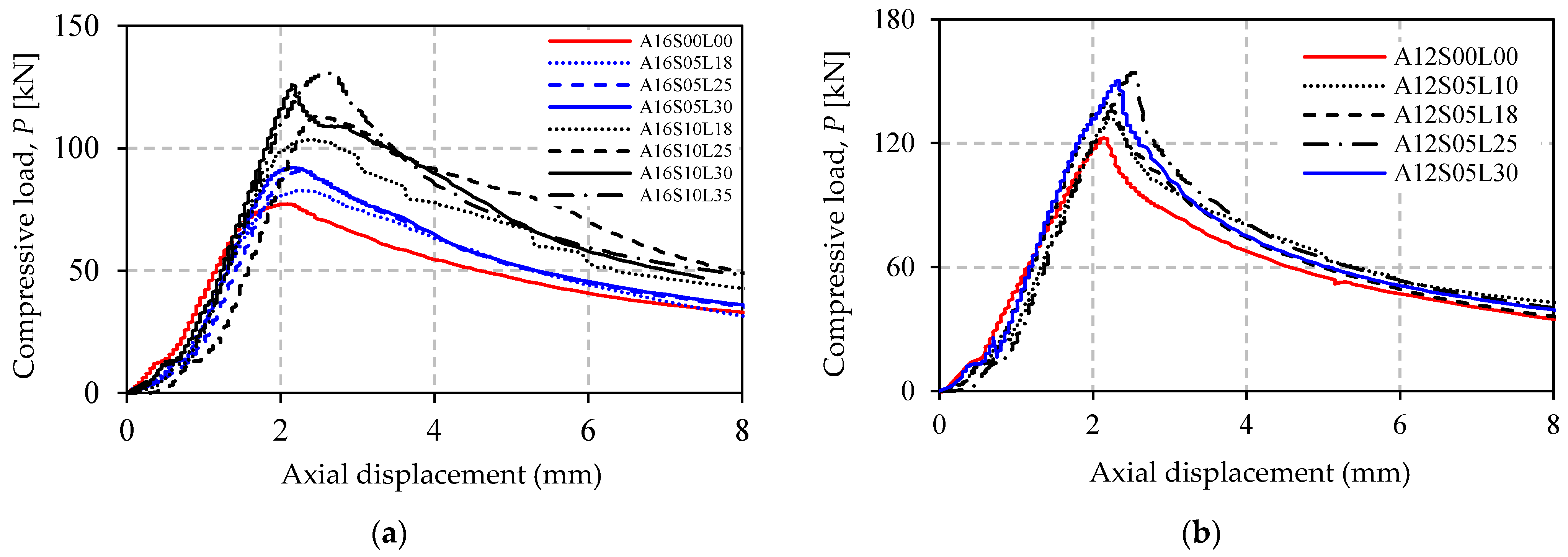
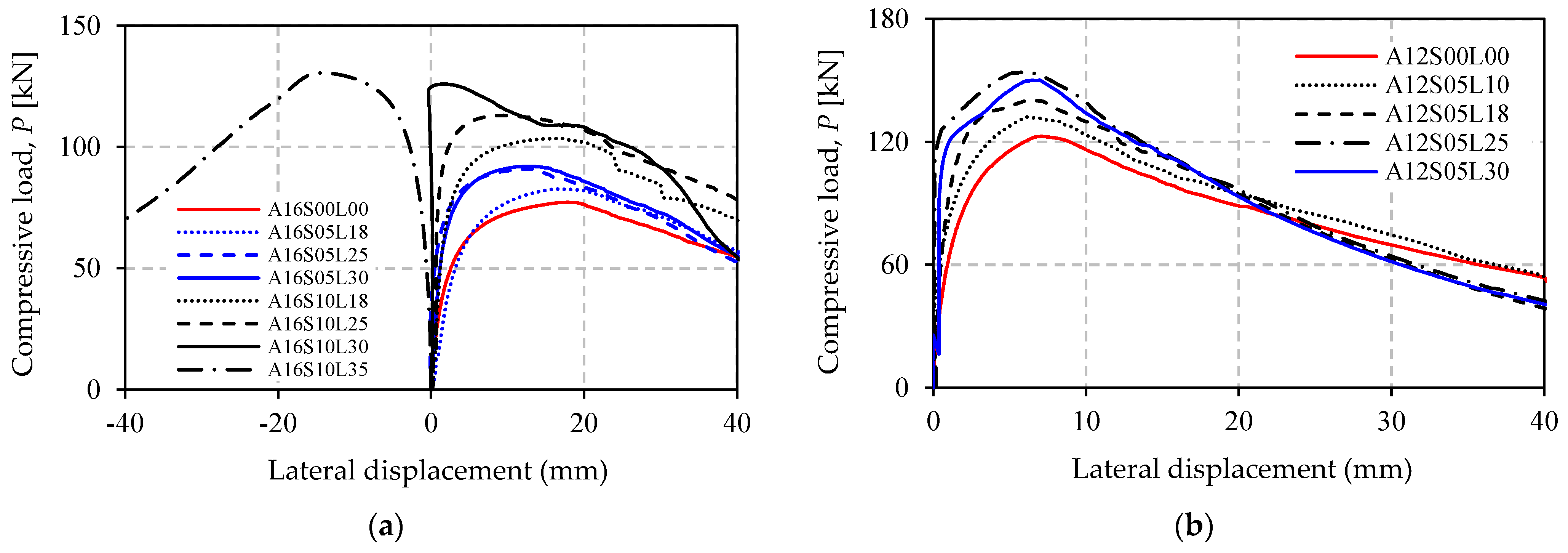
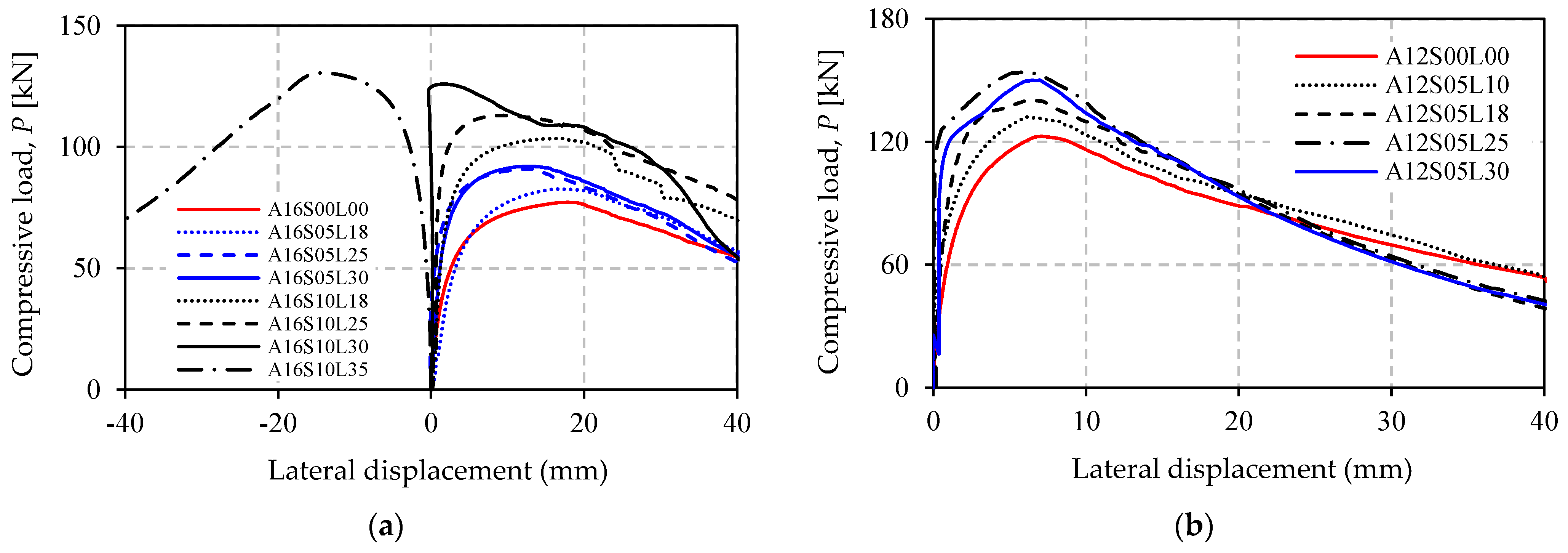
3.1. Load–Displacement Response
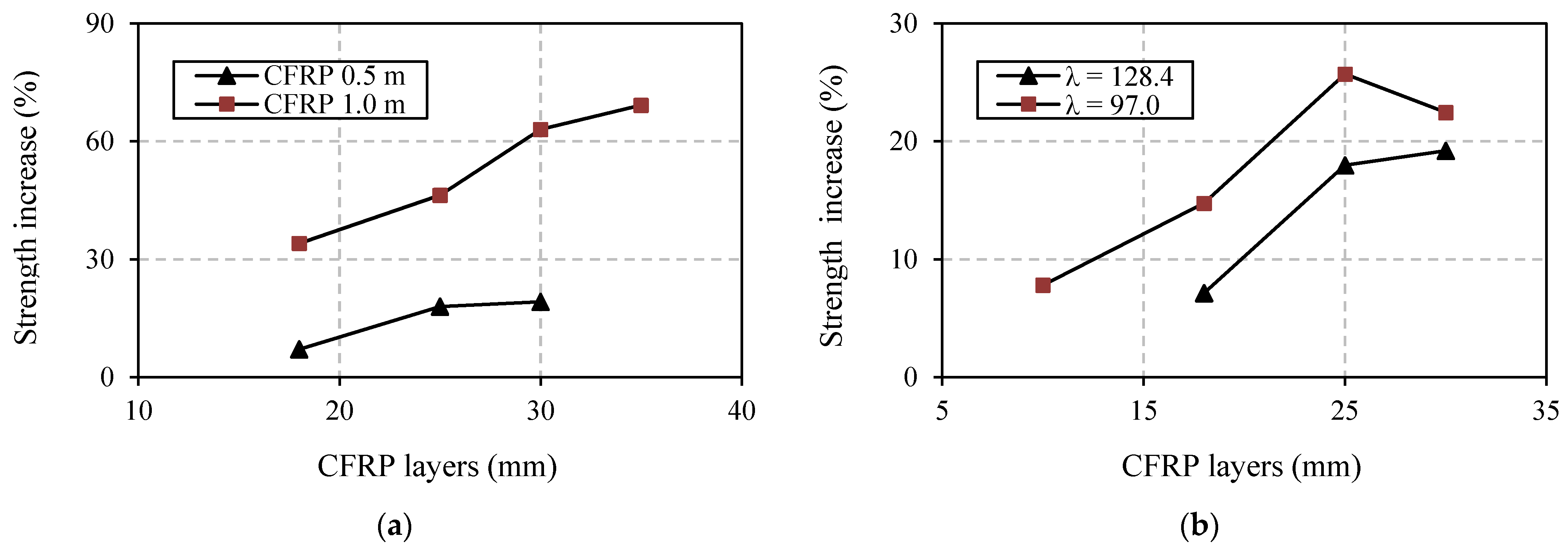
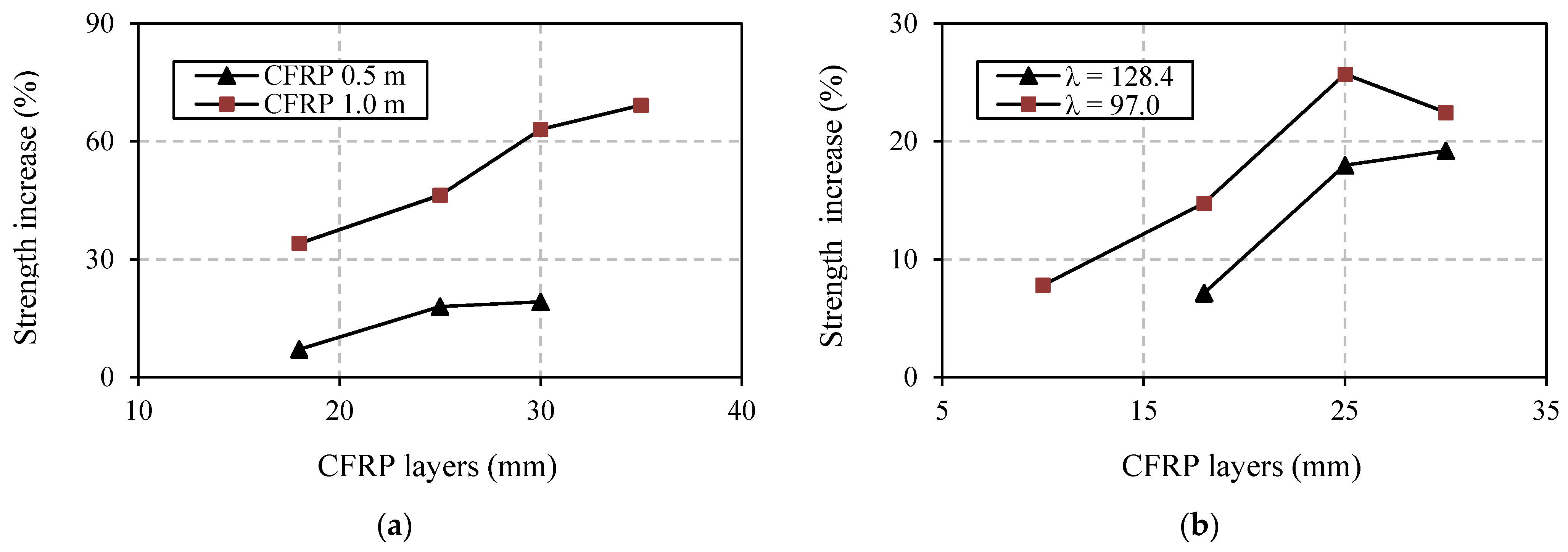
3.2. Effect of Number of CFRP Layers
3.3. Effect of CFRP Length
3.4. Effect of Different Slenderness of Steel
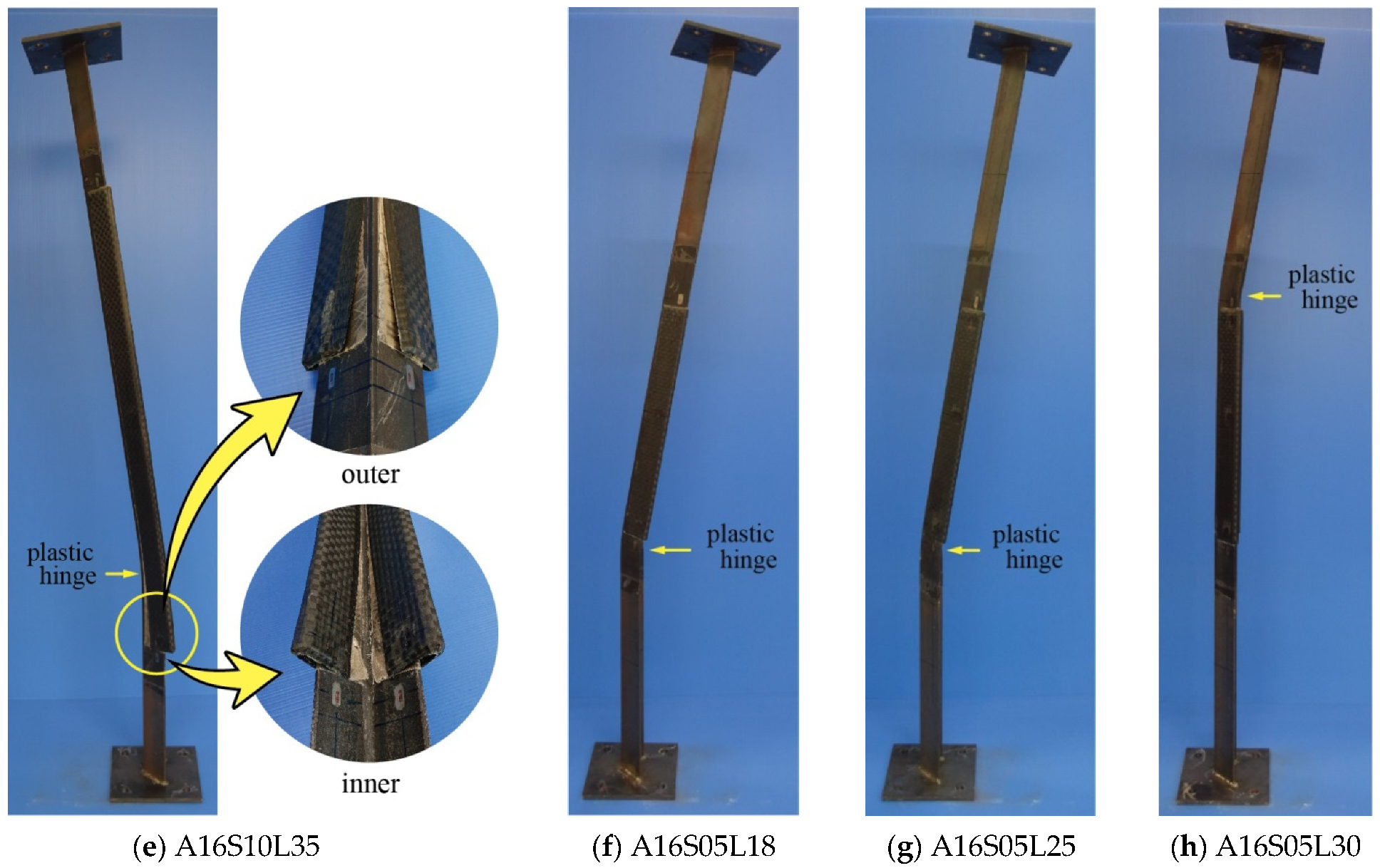
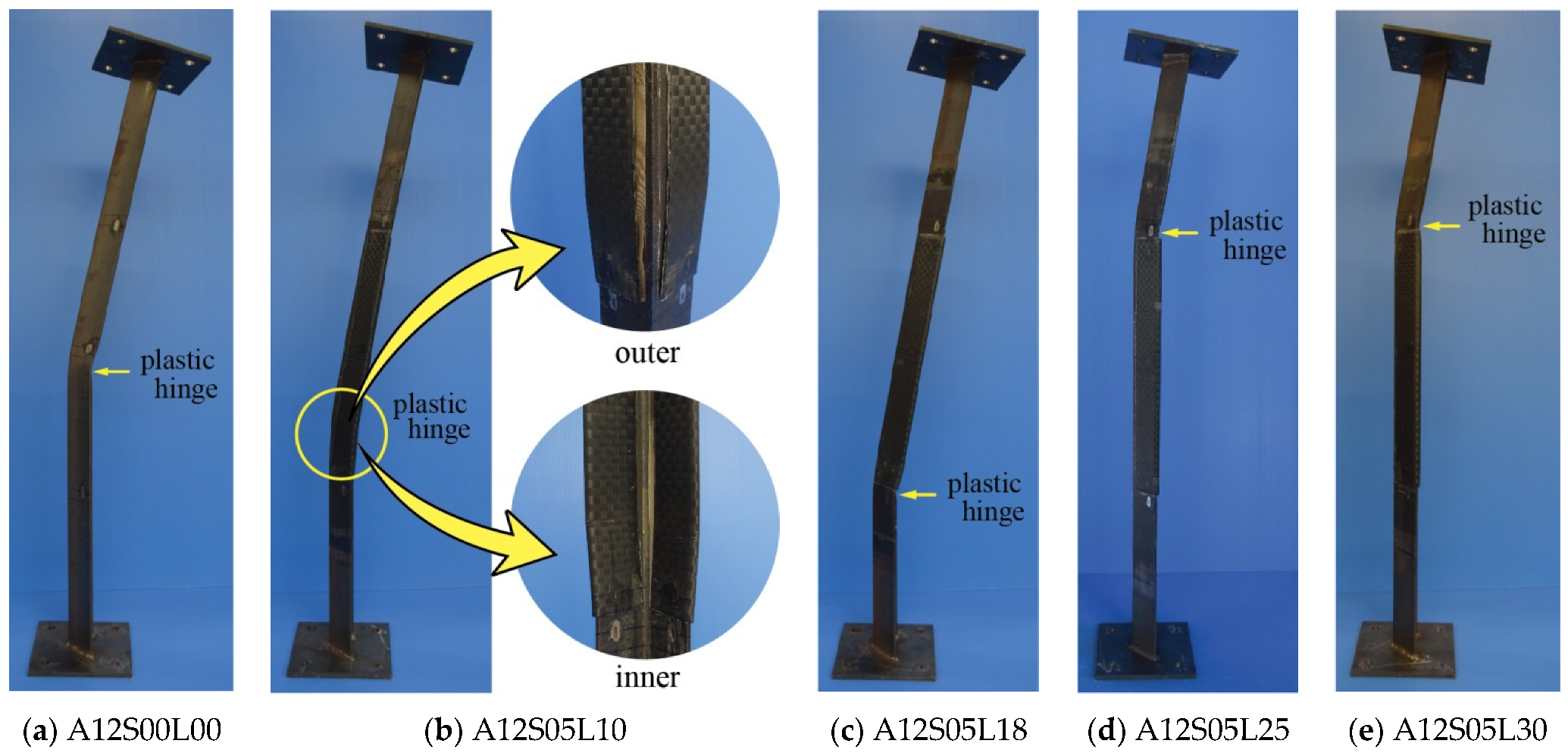
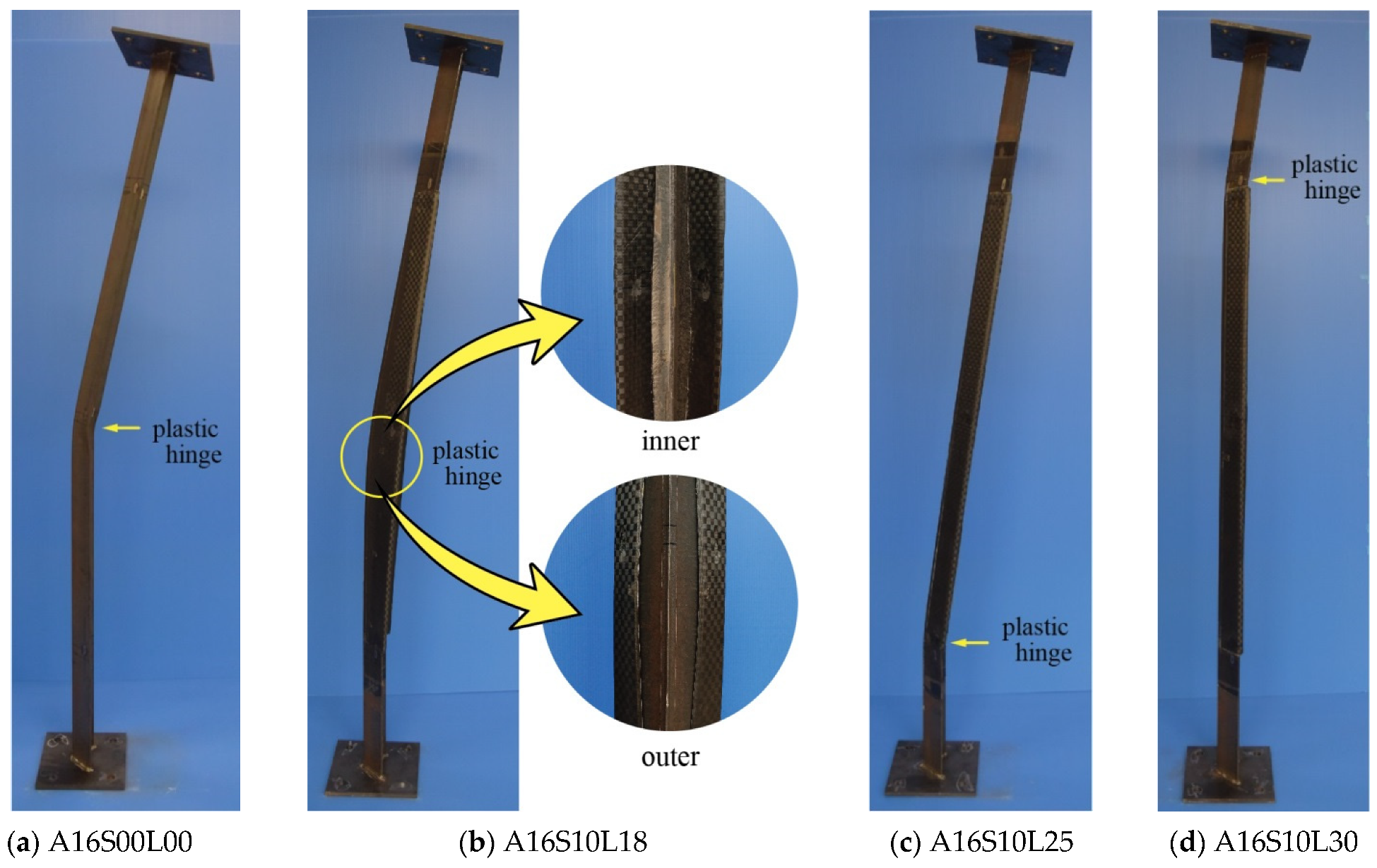
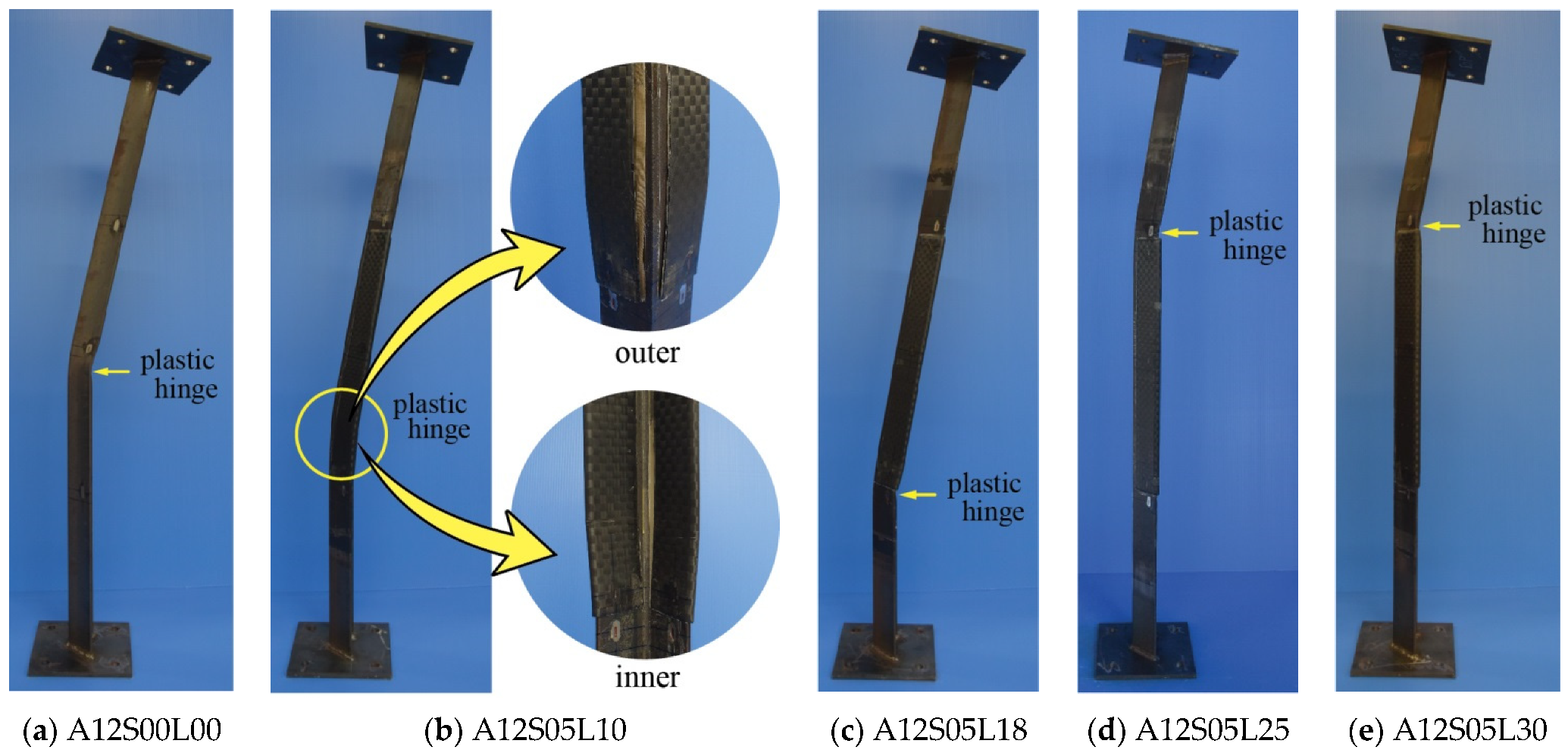
3.5. Failure Modes
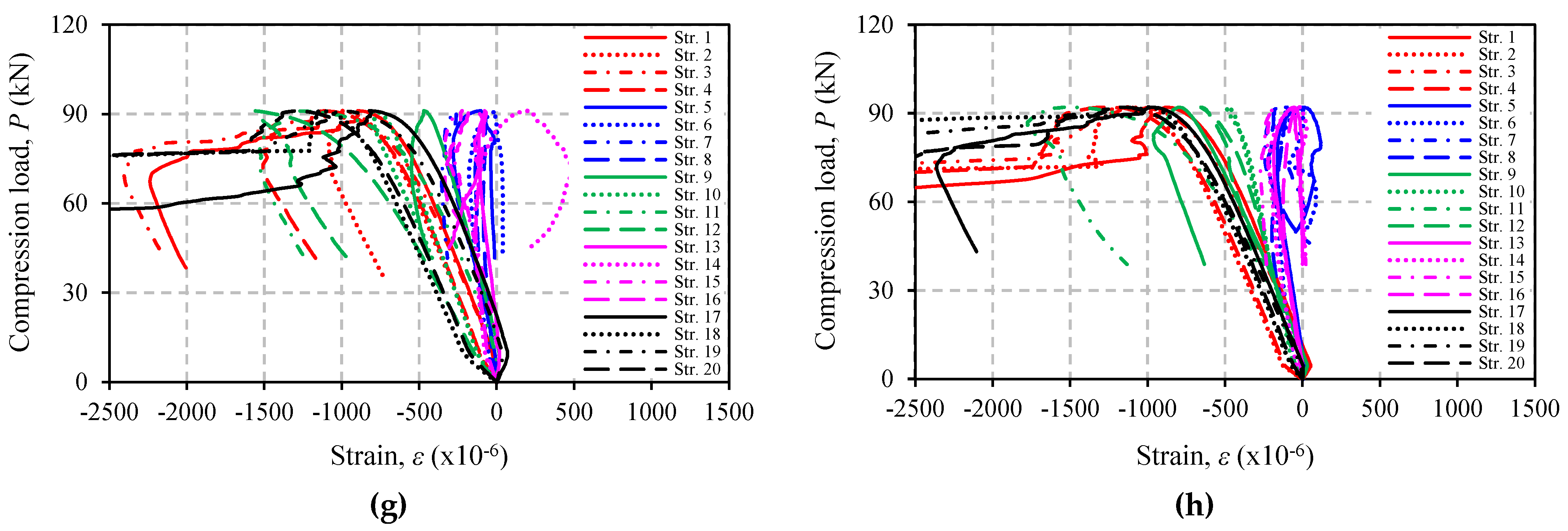
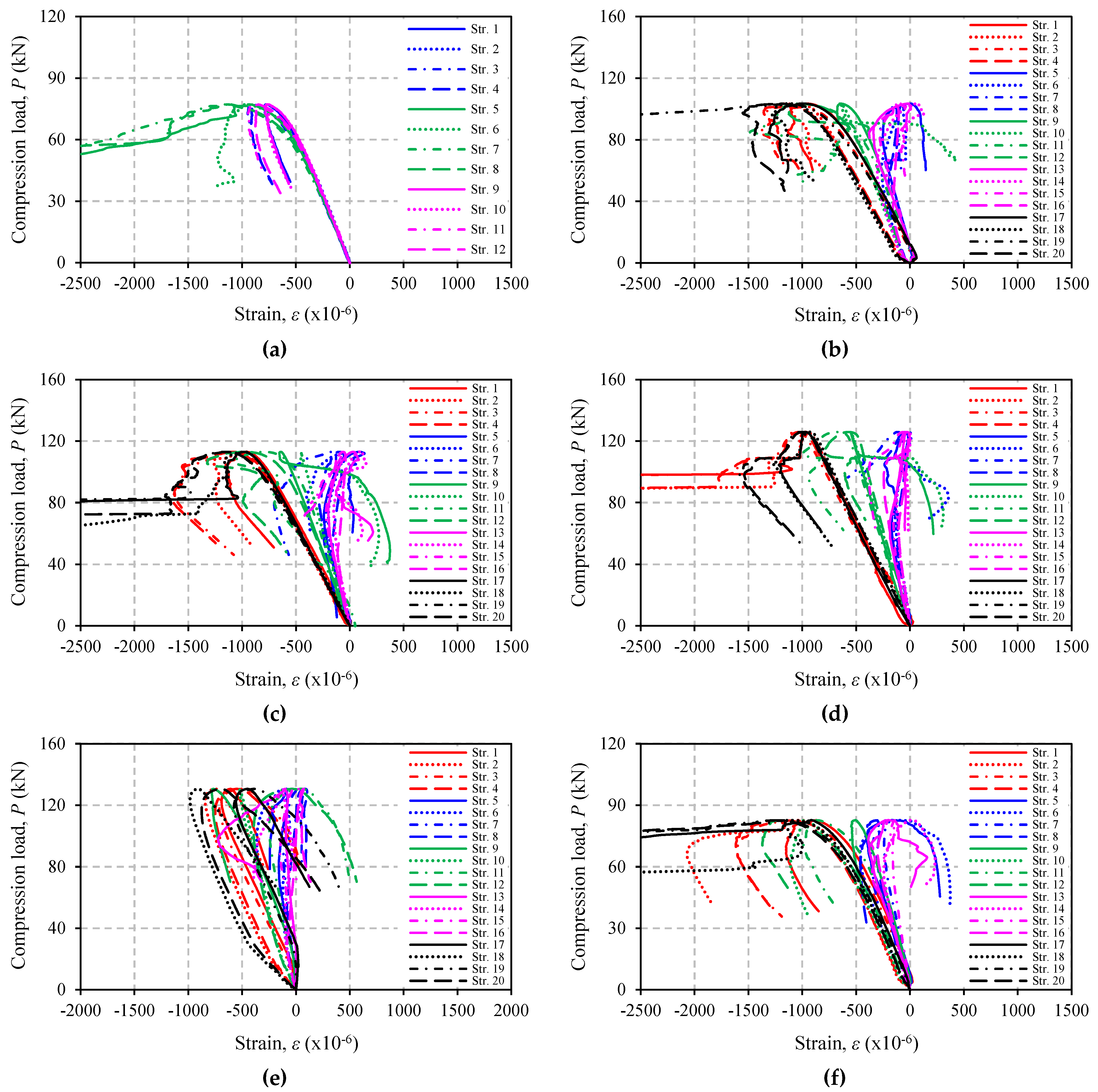
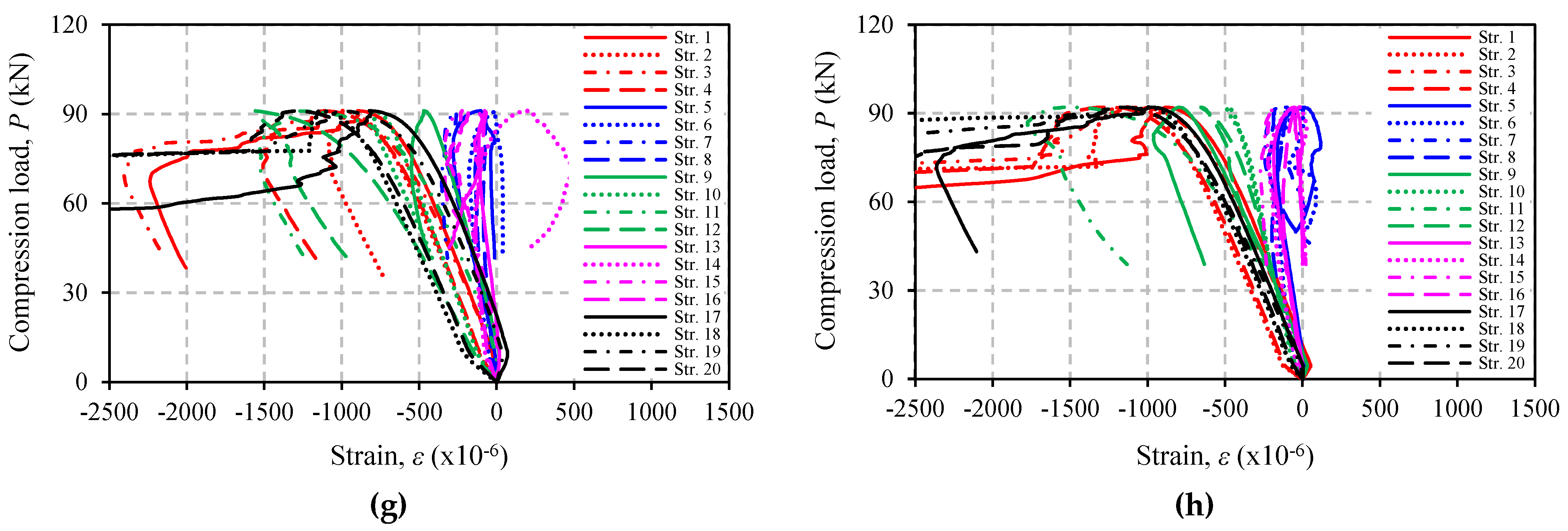
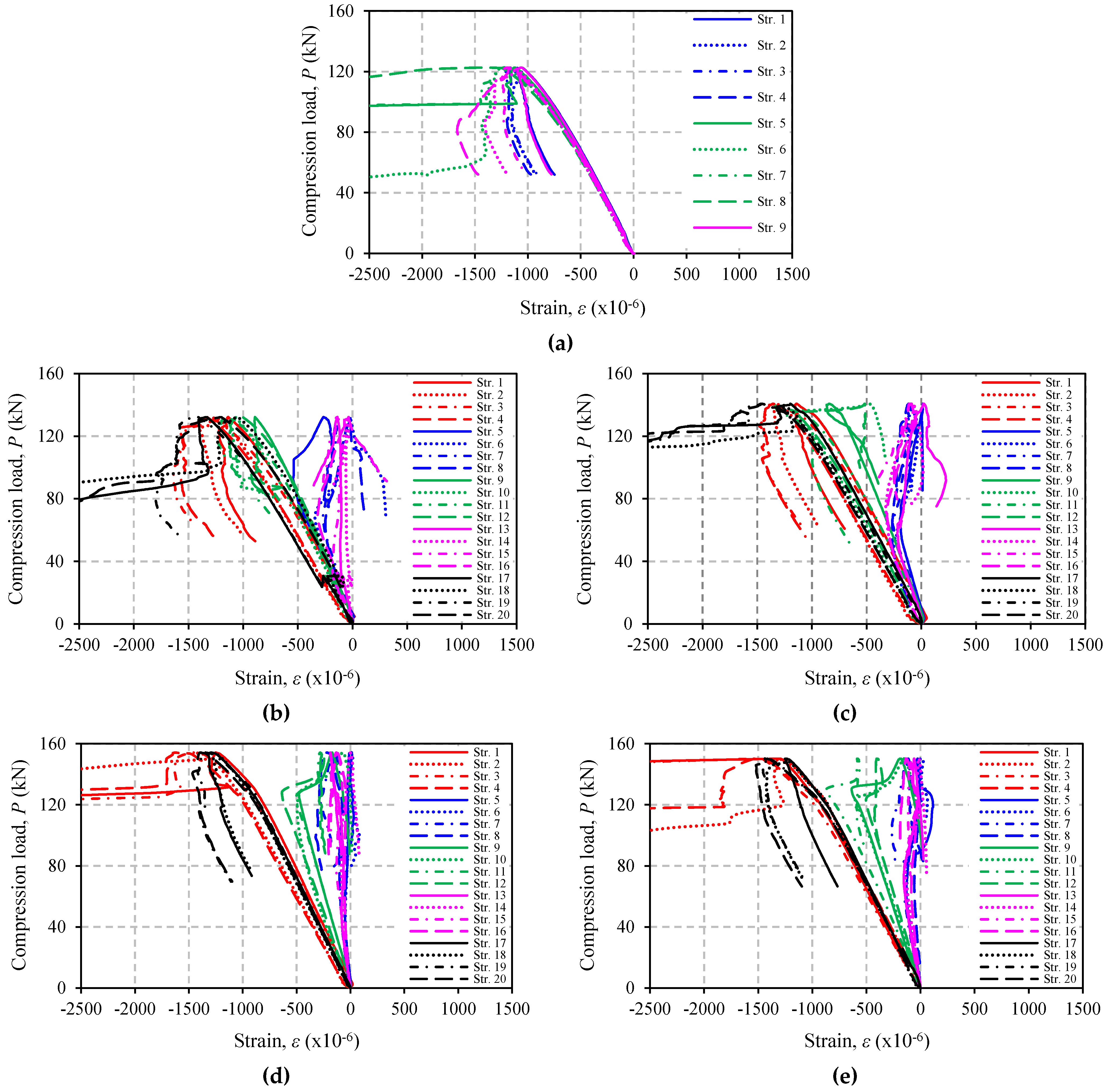
3.6. Strain Response
4. Conclusions
- Unbonded CFRP strengthening can successfully increase the buckling capacity of the angle steel. The strengthening effect varies, and the maximum load increase is 69.13%;
- The buckling capacity of angle steel increases with increasing number of CFRP layers and CFRP length. In addition, to strengthen without changing CFRP length, the increase in buckling capacity is greater for specimens with shorter angle steel (smaller angle steel’s slenderness ratio);
- Based on the position of the plastic hinge, failure modes of the unbonded CFRP strengthened specimens can be divided into two: plastic hinge at around the end of CFRP (outside CFRP strengthening zone), and plastic hinge within the CFRP strengthening zone. Both failure modes are affected by flexural stiffness of the CFRP laminates;
- The VaRTM process is the best alternative for making CFRP. The CFRP fabricated through the VaRTM process has a higher fiber volume content of around 60%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Trung, K.L.; Lee, K.; Lee, J.; Lee, D.H.; Woo, S. Experimental study of RC beam–column joints strengthened using CFRP composites. Compos. Part B 2010, 41, 76–85. [Google Scholar] [CrossRef]
- Salama, A.S.D.; Hawileh, R.A.; Abdalla, J.A. Performance of externally strengthened RC beams with side-bonded CFRP sheets. Compos. Struct. 2019, 212, 281–290. [Google Scholar] [CrossRef]
- Rahai, A.; Akbarpour, H. Experimental investigation on rectangular RC columns strengthened with CFRP composites under axial load and biaxial bending. Compos. Struct. 2014, 108, 538–546. [Google Scholar] [CrossRef]
- Farahbod, F.; Mostofinejad, D. Experimental study of moment redistribution in RC frames strengthened with CFRP sheets. Compos. Struct. 2011, 93, 1168–1177. [Google Scholar] [CrossRef]
- Chen, W.; Shou, W.; Qiao, Z.; Cui, S. Seismic performance of non-ductile RC frames strengthened with CFRP. Compos. Struct. 2019, 221, 110870. [Google Scholar] [CrossRef]
- Siwowski, T.W.; Siwowska, P. Experimental study on CFRP-strengthened steel beams. Compos. Part B 2018, 149, 12–21. [Google Scholar] [CrossRef]
- Weerasinghe, K.A.B.; Gamage, J.C.P.H.; Fawzia, S.; Thambiratnam, D.P. Experimental investigation on flexural behaviour of vertically-curved circular-hollow steel sections strengthened with externally bonded carbon fibre reinforced polymer. Eng. Struct. 2021, 236, 112040. [Google Scholar] [CrossRef]
- Doroudi, Y.; Fernando, D.; Hosseini, A.; Ghafoori, E. Behavior of cracked steel plates strengthened with adhesively bonded CFRP laminates under fatigue Loading: Experimental and analytical study. Compos. Struct. 2021, 266, 113816. [Google Scholar] [CrossRef]
- Chataigner, S.; Benzarti, K.; Foret, G.; Caron, J.F.; Gemignani, G.; Brugiolo, M.; Calderon, I.; Pinero, I.; Birtel, V.; Lehmann, F. Design and testing of an adhesively bonded CFRP strengthening system for steel structures. Eng. Struct. 2018, 177, 556–565. [Google Scholar] [CrossRef]
- Chataigner, S.; Wahbeh, M.; Sanchez, D.G.; Benzarti, K. Fatigue strengthening of steel bridges with adhesively bonded CFRP laminates: Case study. J. Compos. Constr. 2020, 24, 05020002. [Google Scholar] [CrossRef]
- Imran, M.; Mahendran, M.; Keerthan, P. Experimental and numerical investigations of CFRP strengthened short SHS steel columns. Eng. Struct. 2018, 175, 879–894. [Google Scholar] [CrossRef]
- Karimian, M.; Narmashiri, K.; Shahraki, M.; Yousefi, O. Structural behaviors of deficient steel CHS short columns strengthened using CFRP. J. Constr. Steel Res. 2017, 138, 555–564. [Google Scholar] [CrossRef]
- Ghaemdoust, M.R.; Narmashiri, K.; Yousefi, O. Structural behaviors of deficient steel SHS short columns strengthened using CFRP. Constr. Build. Mat. 2016, 126, 1002–1011. [Google Scholar] [CrossRef]
- Linghoff, D.; Al-Emrani, M.; Kliger, R. Performance of steel beams strengthened with CFRP laminate—Part 1: Laboratory tests. Compos. Part B 2010, 41, 509–515. [Google Scholar] [CrossRef]
- Kadhim, M.M.A.; Wu, Z.; Cunningham, L.S. Experimental and numerical investigation of CFRP-strengthened steel beams under impact load. J. Struct. Eng. 2019, 145, 04019004. [Google Scholar] [CrossRef] [Green Version]
- Tafsirojjaman, T.; Fawzia, S.; Thambiratnam, D.; Zhao, X.L. Behaviour of CFRP strengthened CHS members under monotonic and cyclic loading. Compos. Struct. 2019, 220, 592–601. [Google Scholar] [CrossRef]
- Chen, T.; Qi, M.; Gu, X.L.; Yu, Q.Q. Flexural strength of carbon fiber reinforced polymer repaired cracked rectangular hollow section steel beams. Int. J. Polym. Sci. 2015, 2015, 204861. [Google Scholar] [CrossRef]
- Altaee, M.J.; Cunningham, L.S.; Gillie, M. Experimental investigation of CFRP strengthened steel beams with web openings. J. Constr. Steel Res. 2017, 138, 750–760. [Google Scholar] [CrossRef]
- Wu, C.; He, L.; Ghafoori, E.; Zhao, X.L. Torsional strengthening of steel circular hollow sections (CHS) using CFRP composites. Eng. Struct. 2018, 171, 806–816. [Google Scholar] [CrossRef]
- Chahkand, N.A.; Jumaat, M.Z.; Sulong, N.H.R.; Zhao, X.L.; Mohammadizadeh, M.R. Experimental and theoretical investigation on torsional behaviour of CFRP strengthened square hollow steel section. Thin-Walled Struct. 2013, 68, 135–140. [Google Scholar] [CrossRef]
- Hatami, F.; Ghamari, A.; Rahai, A. Investigating the properties of steel shear walls reinforced with carbon fiber polymers (CFRP). J. Constr. Steel Res. 2012, 70, 36–42. [Google Scholar] [CrossRef]
- Poul, M.K.; Alahi, F.N.; Zhao, X.L. Experimental testing on CFRP strengthened thin steel plates under shear loading. Thin-Walled Struct. 2016, 109, 217–226. [Google Scholar] [CrossRef]
- Sahebjam, A.; Showkati, H. Experimental study on the cyclic behavior of perforated CFRP strengthened steel shear walls. Arch. Civ. Mech. Eng. 2016, 16, 365–379. [Google Scholar] [CrossRef]
- Lu, Y.; Li, W.; Li, S.; Li, X.; Zhu, T. Study of the tensile properties of CFRP strengthened steel plates. Polymers 2015, 7, 2595–2610. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Zheng, Y.; Li, J.; Zhang, L.; Deng, J. Experimental study on tensile behaviour of steel plates with centre hole strengthened by CFRP plates under marine environment. Int. J. Adhes. Adhes. 2018, 84, 18–26. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Zhang, N.; Wang, Q.Y. Tensile behaviour of open-hole and bolted steel plates reinforced by CFRP strips. Compos. Part B 2016, 100, 101–113. [Google Scholar] [CrossRef]
- Colombi, P.; Poggi, C. Strengthening of tensile steel members and bolted joints using adhesively bonded CFRP plates. Constr. Build. Mat. 2006, 20, 22–33. [Google Scholar] [CrossRef]
- Yiyan, L.; Haojun, Z.; Suli, L. Experimental study on tensile properties of steel plate bonded by CFRP. J. Wuhan Univ. Technol. Mat. Sci. Ed. 2008, 23, 727–732. [Google Scholar]
- Shaat, A.; Fam, A.Z. Slender steel columns strengthened using high-modulus CFRP plates for buckling control. J. Compos. Constr. 2009, 13, 2–12. [Google Scholar] [CrossRef]
- Ahmed, E.Y.S.; Shaat, A.A.; Abdallah, E.A. CFRP-strengthened HSS columns subject to eccentric loading. J. Compos. Constr. 2018, 22, 04018025. [Google Scholar] [CrossRef]
- Ritchie, A.; Fam, A.; MacDougall, C. Strengthening long steel columns of S-sections against global buckling around weak axis using CFRP plates of various moduli. J. Compos. Constr. 2015, 19, 04014074. [Google Scholar] [CrossRef]
- Yu, T.; Fernando, D.; Teng, J.G.; Zhao, X.L. Experimental study on CFRP-to-steel bonded interfaces. Compos. Part B 2012, 43, 2279–2289. [Google Scholar] [CrossRef]
- Teng, J.G.; Yu, T.; Fernando, D. Strengthening of steel structures with fiber-reinforced polymer composites. J. Constr. Steel Res. 2012, 78, 131–143. [Google Scholar] [CrossRef]
- Katrizadeh, E.; Narmashiri, K. Experimental study on failure modes of MF-CFRP strengthened steel beams. J. Constr. Steel Res. 2019, 158, 120–129. [Google Scholar] [CrossRef]
- Narmashiri, K.; Jumaat, M.Z.; Sulong, N.H.R. Strengthening of steel I-beams using CFRP strips: An investigation on CFRP bond length. Adv. Struct. Eng. 2012, 15, 2191–2204. [Google Scholar] [CrossRef]
- Zeng, J.J.; Gao, W.Y.; Liu, F. Interfacial behavior and debonding failures of full-scale CFRP-strengthened H-section steel beams. Compos. Struct. 2018, 201, 540–552. [Google Scholar] [CrossRef]
- Li, C.; Ke, L.; He, J.; Chen, Z.; Jiao, Y. Effects of mechanical properties of adhesive and CFRP on the bond behavior in CFRP-strengthened steel structures. Compos. Struct. 2019, 211, 163–174. [Google Scholar] [CrossRef]
- Ritchie, A.; MacDougall, C.; Fam, A. Enhancing buckling capacity of slender s-section steel columns around strong axis using bonded carbon fibre plates. J. Reinf. Plast. Compos. 2015, 34, 771–781. [Google Scholar] [CrossRef]
- Teng, J.G.; Fernando, D.; Yu, T.; Zhao, X.L. Treatment of steel surfaces for effective adhesive bonding. In Proceedings of the 5th International Conference on FRP Composites in Civil Engineering (CICE), Beijing, China, 27–29 September 2010. [Google Scholar]
- Yoresta, F.S.; Nhut, P.V.; Matsumoto, Y. Finite element analysis of axial compression steel members strengthened with unbonded CFRP laminates. Materials 2020, 13, 3540. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, T.C.; Bai, Y.; Zhao, X.L.; Al-Mahaidi, R. Mechanical characterization of steel/CFRP double strap joints at elevated temperatures. Compos. Mat. 2011, 93, 1604–1612. [Google Scholar] [CrossRef]
- Li, S.; Zhu, T.; Lu, Y.; Li, X. Effect of temperature variation on bond characteristics between CFRP and steel plate. Int. J. Polym. Sci. 2016, 2016, 5674572. [Google Scholar] [CrossRef]
- Al-Shawaf, A.; Zhao, X.L. Adhesive rheology impact on wet lay-up CFRP/steel joints’ behaviour under infrastructural zubzero exposures. Compos. Part B 2013, 47, 207–219. [Google Scholar] [CrossRef]
- Abanilla, M.A.; Li, Y.; Karbhari, V.M. Durability characterization of wet layup graphite/epoxy composites used in external strengthening. Compos. Part B 2006, 37, 200–212. [Google Scholar] [CrossRef]
- Heshmati, M.; Haghani, R.; Al-Emrani, M. Durability of bonded FRP-to-steel joints: Effects of moisture, de-icing salt solution, temperature and FRP type. Compos. Part B 2017, 119, 153–167. [Google Scholar] [CrossRef] [Green Version]
- Yoresta, F.S.; Maruta, R.; Mieda, G.; Matsumoto, Y. Unbonded CFRP strengthening method for buckling control of steel members. Constr. Build. Mat. 2020, 241, 118050. [Google Scholar] [CrossRef]
- Uddin, N.; Vaidya, U.; Shohel, M.; Perez, J.C.S. Cost-effective bridge-girder strengthening using vacuum-assisted resin transfer molding (VARTM). Adv. Compos. Mat. 2004, 13, 255–281. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Cross-Section Dimension (mm) | Yield Stress (MPa) | Tensile Strength (MPa) | Elastic Modulus (MPa) |
|---|---|---|---|---|
| L-65x6 | A = B = 65; t = 6.0; r1 = 8.5; and r2 = 4.0 | 333 | 448 | 205,000 |
| Type | Orientation of Fiber | Tensile Strength (MPa) | Elastic Modulus (MPa) | Thickness (mm) |
|---|---|---|---|---|
| BT70-20 | 0o | 2900 | 230,000 | 0.056 |
| 90o | 2900 | 230,000 | 0.056 |
| Specimen Name | Number of CFRP Layers (ply) | CFRP Length (mm) | Buckling Length (mm) | Angle Steel’s Slenderness Ratio |
|---|---|---|---|---|
| Group A | ||||
| A16S00L00 | - | - | 1636 | 128.4 |
| A16S10L18 | 18 | 1000 | 1636 | 128.4 |
| A16S10L25 | 25 | 1000 | 1636 | 128.4 |
| A16S10L30 | 30 | 1000 | 1636 | 128.4 |
| A16S10L35 | 35 | 1000 | 1636 | 128.4 |
| A16S05L18 | 18 | 500 | 1636 | 128.4 |
| A16S05L25 | 25 | 500 | 1636 | 128.4 |
| A16S05L30 | 30 | 500 | 1636 | 128.4 |
| Group B | ||||
| A12S00L00 | - | - | 1236 | 97.02 |
| A12S05L10 | 10 | 500 | 1236 | 97.02 |
| A12S05L18 | 18 | 500 | 1236 | 97.02 |
| A12S05L25 | 25 | 500 | 1236 | 97.02 |
| A12S05L30 | 30 | 500 | 1236 | 97.02 |
| Specimen Name | CFRP Thickness (mm) | Fiber Content (%) | Max. Load (kN) | Strengthening Effect (%) |
|---|---|---|---|---|
| Group A | ||||
| A16S00L00 | - | - | 77.22 | - |
| A16S10L18 | 3.34 | 60.35 | 103.5 | 34.03 |
| A16S10L25 | 4.58 | 61.15 | 113.0 | 46.34 |
| A16S10L30 | 5.50 | 61.11 | 125.9 | 63.04 |
| A16S10L35 | 6.38 | 61.47 | 130.6 | 69.13 |
| A16S05L18 | 3.39 | 59.44 | 82.72 | 7.123 |
| A16S05L25 | 4.65 | 60.22 | 91.10 | 17.97 |
| A16S05L30 | 5.62 | 59.84 | 92.05 | 19.20 |
| Group B | ||||
| A12S00L00 | - | - | 122.7 | - |
| A12S05L10 | 1.97 | 56.76 | 132.2 | 7.742 |
| A12S05L18 | 3.30 | 61.17 | 140.8 | 14.75 |
| A12S05L25 | 4.78 | 58.59 | 154.2 | 25.67 |
| A12S05L30 | 5.60 | 59.96 | 150.2 | 22.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoresta, F.S.; Nhut, P.V.; Nakamoto, D.; Matsumoto, Y. Experimental Investigation on the Buckling Capacity of Angle Steel Strengthened at Both Legs Using VaRTM-Processed Unbonded CFRP Laminates. Polymers 2021, 13, 2216. https://doi.org/10.3390/polym13132216
Yoresta FS, Nhut PV, Nakamoto D, Matsumoto Y. Experimental Investigation on the Buckling Capacity of Angle Steel Strengthened at Both Legs Using VaRTM-Processed Unbonded CFRP Laminates. Polymers. 2021; 13(13):2216. https://doi.org/10.3390/polym13132216
Chicago/Turabian StyleYoresta, Fengky Satria, Phan Viet Nhut, Daiki Nakamoto, and Yukihiro Matsumoto. 2021. "Experimental Investigation on the Buckling Capacity of Angle Steel Strengthened at Both Legs Using VaRTM-Processed Unbonded CFRP Laminates" Polymers 13, no. 13: 2216. https://doi.org/10.3390/polym13132216
APA StyleYoresta, F. S., Nhut, P. V., Nakamoto, D., & Matsumoto, Y. (2021). Experimental Investigation on the Buckling Capacity of Angle Steel Strengthened at Both Legs Using VaRTM-Processed Unbonded CFRP Laminates. Polymers, 13(13), 2216. https://doi.org/10.3390/polym13132216