3.2. Thermal and Chemical Analysis
From the DSC curves, various thermal properties such as the onset melting temperature
Tom, the peak melting temperature
Tpm, the onset crystallization temperature
Toc, and the peak crystallization temperature
Tpc were extracted and summarized in
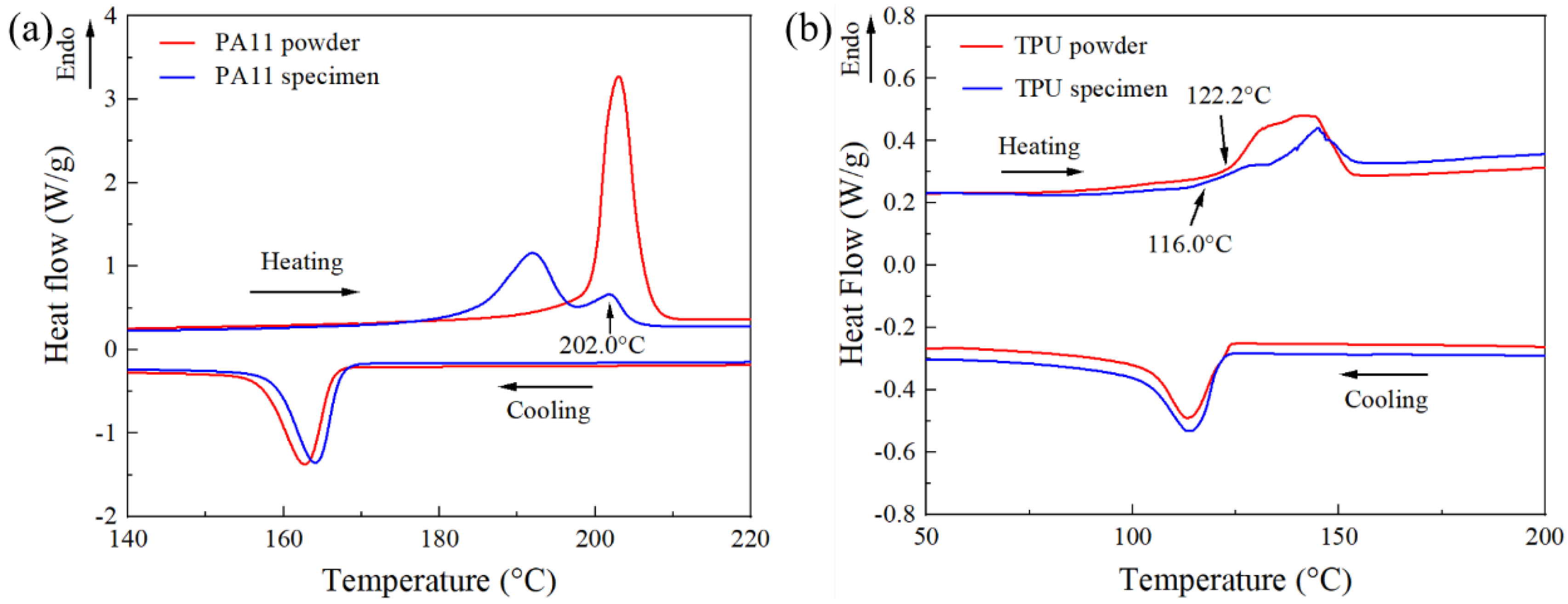
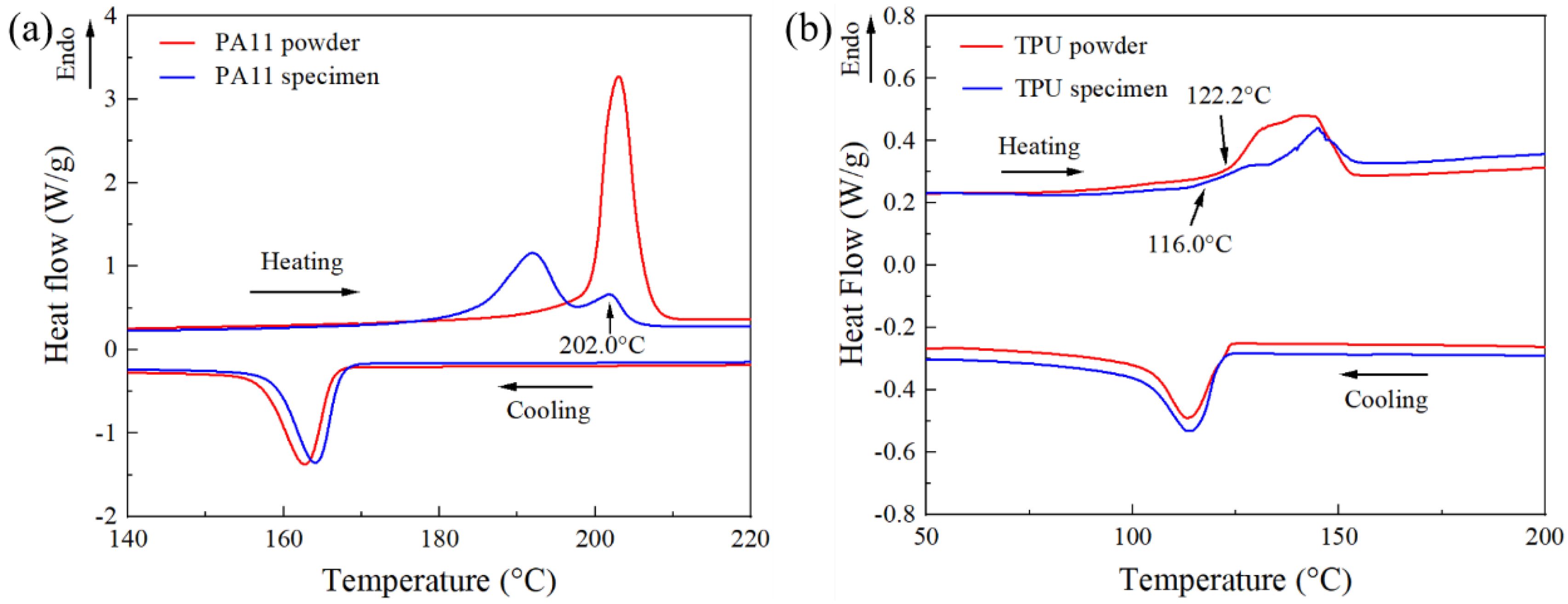
Table 1. The DSC curve of the PA11 powder (
Figure 3a) presented a distinct endothermic peak and exothermic peak at 202.9 °C and 162.7 °C, respectively. The large difference between
Tom and
Toc signified a large supercooling region, which is a desirable property for material feedstock in PBF processes as it can significantly reduce crystallization of the polymer melt during the fabrication process. The reduced crystallization of printed polymeric parts during the printing process helped to decrease the shrinkage of the printed parts, hence relieving the accumulation of internal stresses within the parts and guaranteeing the processability of the polymeric material.
The DSC curve of the PA11 specimen showed two endothermic peaks, a main endothermic peak at 192.0 °C, and a smaller shoulder endothermic peak at 201.8 °C. The presence of a shoulder peak is a common phenomenon in SLS-printed PA12, but not in MJF-printed PA12 [
7,
20,
21]. It has been confirmed that the shoulder peak was a result of the partial un-melting of powder particles. This indicated that a portion of the PA11 powder particles, particularly the larger particles, could not melt completely due to insufficient heat energy received during the MJF fusing process, which resulted in the presence of un-melted powder particle cores in the polymer parts [
29]. This conclusion was further affirmed by the similarities between the shoulder peak (201.8 °C) and the
Tpm of the powder (202.9 °C). The crystallinity of the PA11 specimen was calculated to be 26.2%, which was higher than that of the SLS-printed PA11 (19.8%) [
30]. The increased crystallinity in the MJF-printed PA11 specimens could stem from the carbon black that was deposited into the specimens through the fusing agent. These carbon blacks acted as nucleation sites, thereby accelerating the crystallization process.
The DSC curves of the TPU powder and the TPU specimen (
Figure 3b) exhibited broad endothermic peaks, which are commonly observed in TPU materials because of their complex morphology [
15]. The
Tom of the TPU powder was observed to be higher than that of the TPU specimen. The lower
Tom of the TPU specimen could be caused by the disordering of the hard segment crystallites with short-range order that were formed during the cooling and annealing process [
15]. The
Tom (122.2 °C) of the TPU powder was close to its
Toc (123.9 °C), which could be detrimental to the printing process as the preheating temperature should be higher than the
Toc to prevent any part warpage from residual stresses. However, there was no part warpage or shrinkage observed in the TPU specimens. This observation was also shared by Verbelen et al. [
16] who observed no visible warpage in TPU samples printed using SLS. This could be due to the minimal shrinkage experienced by the hard segments during recrystallization, which in turn caused minimal part distortion. This implied that the absence of a sintering window will not have a significantly adverse effect on the TPU processability for the MJF process as the recrystallization of TPU parts during the printing process does not warp the printed parts severely.
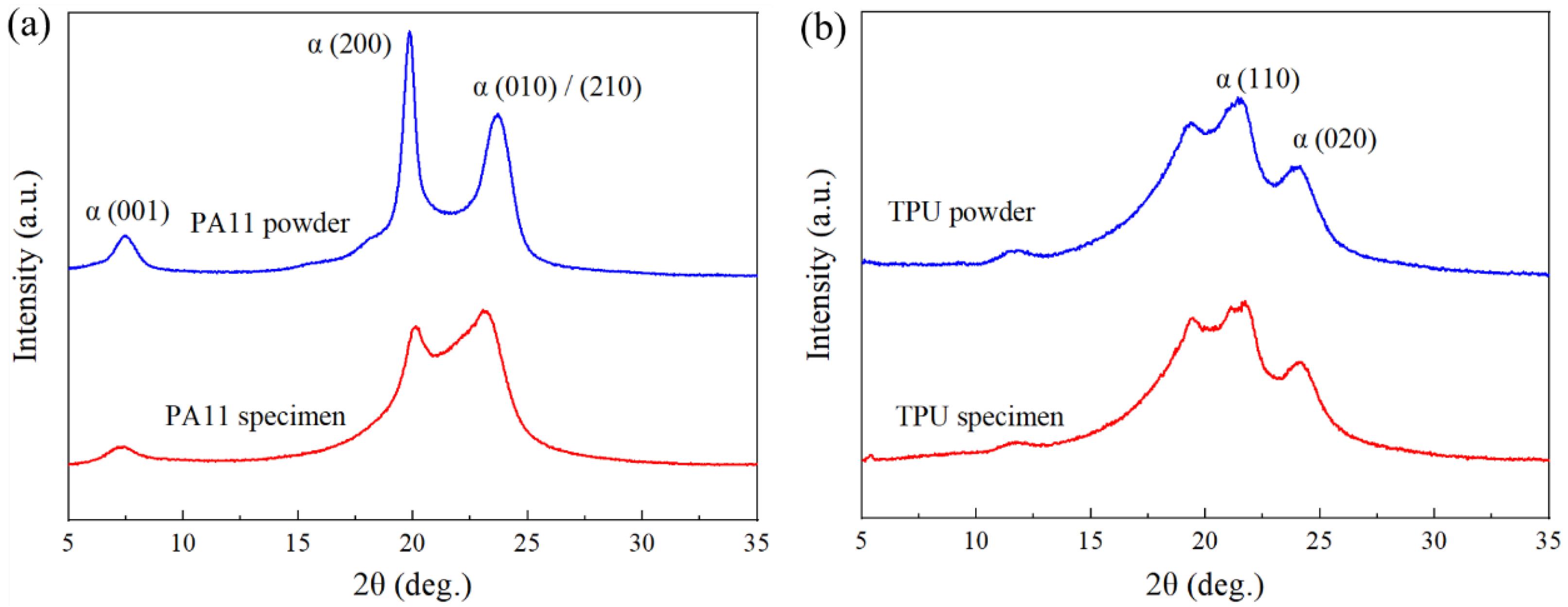
The XRD patterns of the PA11 powder and PA11 specimen are shown in
Figure 4a. Both diffraction patterns reflected similar diffraction peaks at 7.4°, 20.0°, and 23.3°, which corresponded to the triclinic α-form (001), (200), and (010)/(210) planes, respectively [
30,
31]. However, the diffraction pattern of the PA11 specimen showed a smaller gap and a less prominent separation between the main diffraction peaks as compared to the PA11 powder. This diffraction pattern corresponded to the triclinic α’ phase, which was formed upon cooling the polymer melt (pseudohexagonal
phase) below the Brill transition temperature after the MJF process [
32]. In contrast to the α phase, which remains stable up to its melting temperature, the α’ crystals will transform into
crystals above the Brill transition temperature. However, as the melting temperature of the α’ crystals are lower than that of the
crystals, a portion of the α’ crystals melt before it can transform to
phase [
31]. This phenomenon could be seen in the DSC curve of PA11 (
Figure 3a), where the
Tom of the PA11 specimen was much lower than that of the PA11 powder. The diffraction patterns of both the TPU powder and TPU specimen are shown in
Figure 4b. Both the TPU powder and TPU specimen possessed characteristic peaks at 2
angles of 19.5°, 21.0°, and 24.0°, indicating that no chemical reactions occurred during the printing process. The diffraction peaks at 21.0° and 24.0° were assigned to the (110) and (020) planes of the monoclinic α-form of poly(ethylene adipate) [
33].
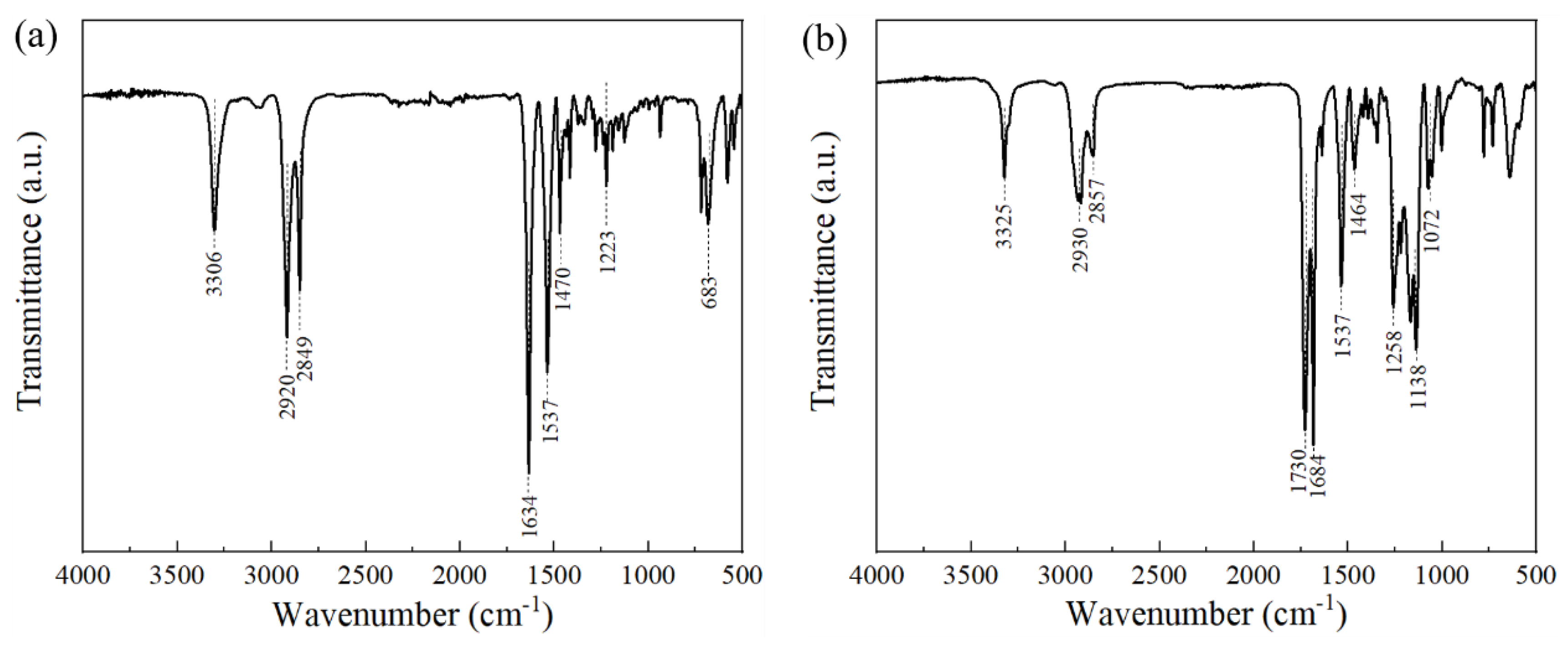
The infrared spectra of both powders and their respective peak assignments are summarized in
Figure 5 and
Table 2. The infrared spectra of the PA11 powder exhibited the typical characteristic peaks of PA11 and were similar to the PA11 powders manufactured by Rilsan [
25,
34]. The infrared spectra of the TPU powder displayed peaks that matched the characteristic absorption bands of polyurethane corresponding to N–H (3325 cm
−1), C–H (2800–3000 cm
−1 and 1464 cm
−1), and the vibration of amide groups (1464 cm
−1) [
35]. The peaks at 1138 cm
−1 and 1258 cm
−1 corresponding to the polyether components were also reflected in the spectra of the TPU powder.
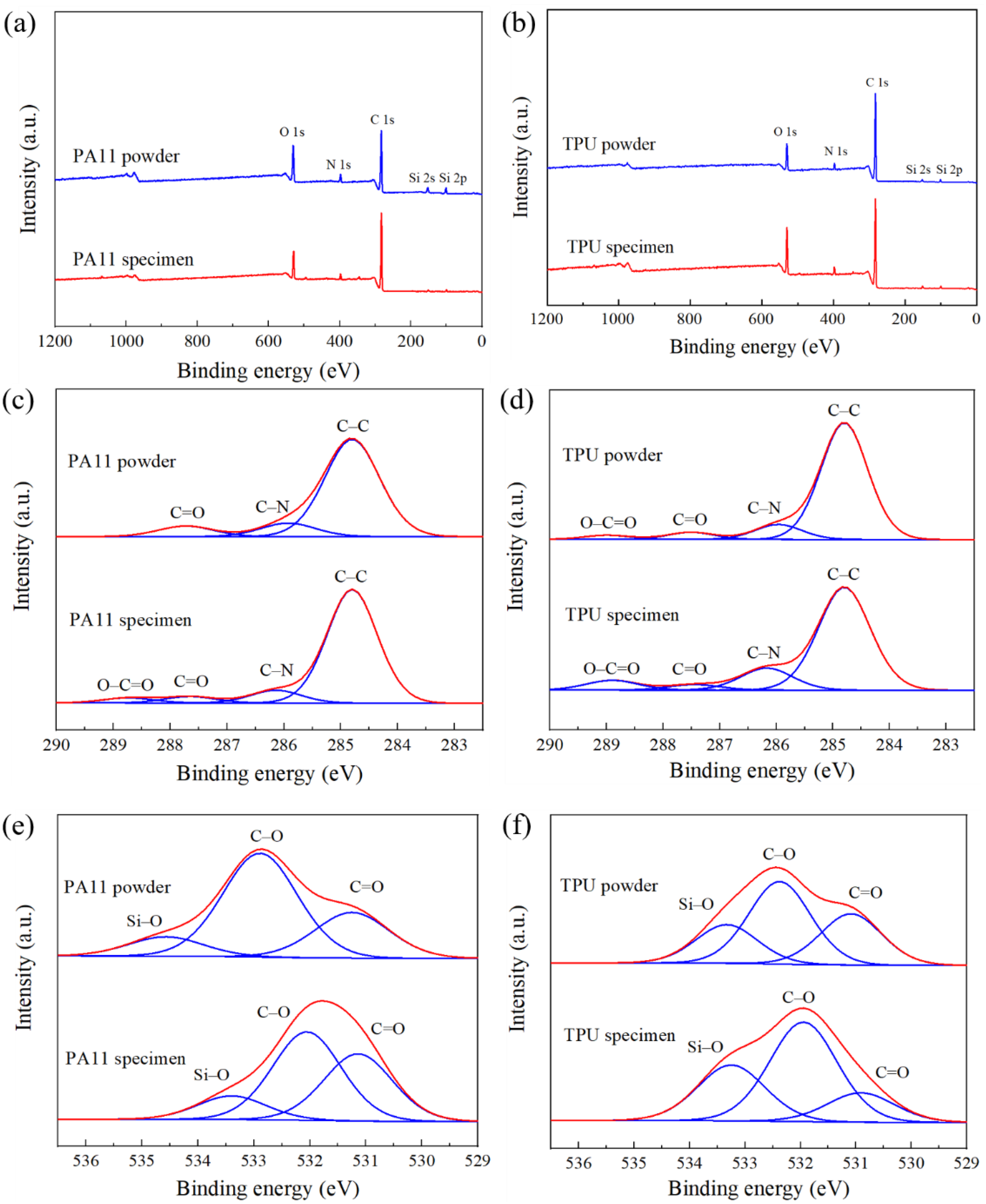
The XPS spectra of both PA11 and TPU powders and their respective specimens are illustrated in
Figure 6a,b respectively. The spectra of both materials reflected three distinct peaks at 530 eV, 398 eV, and 283 eV, which corresponded to the S-shell orbital chemical shift of oxygen, nitrogen, and carbon, respectively. Several minor peaks that were assigned to Si chemical bonds were also observed. The presence of these elements stemmed from the inorganic powdered additives that were added to improve the powder flowability and oxidation resistance of the PA11 and TPU powders [
36]. The chemical state of carbon and oxygen in the PA11 and TPU powders and their respective specimens were identified using a high-resolution scan (
Figure 6c–f). The composition of the chemical bonds for the PA11 and TPU powders and specimens are summarized in
Table 3.
3.4. Mechanical Performance
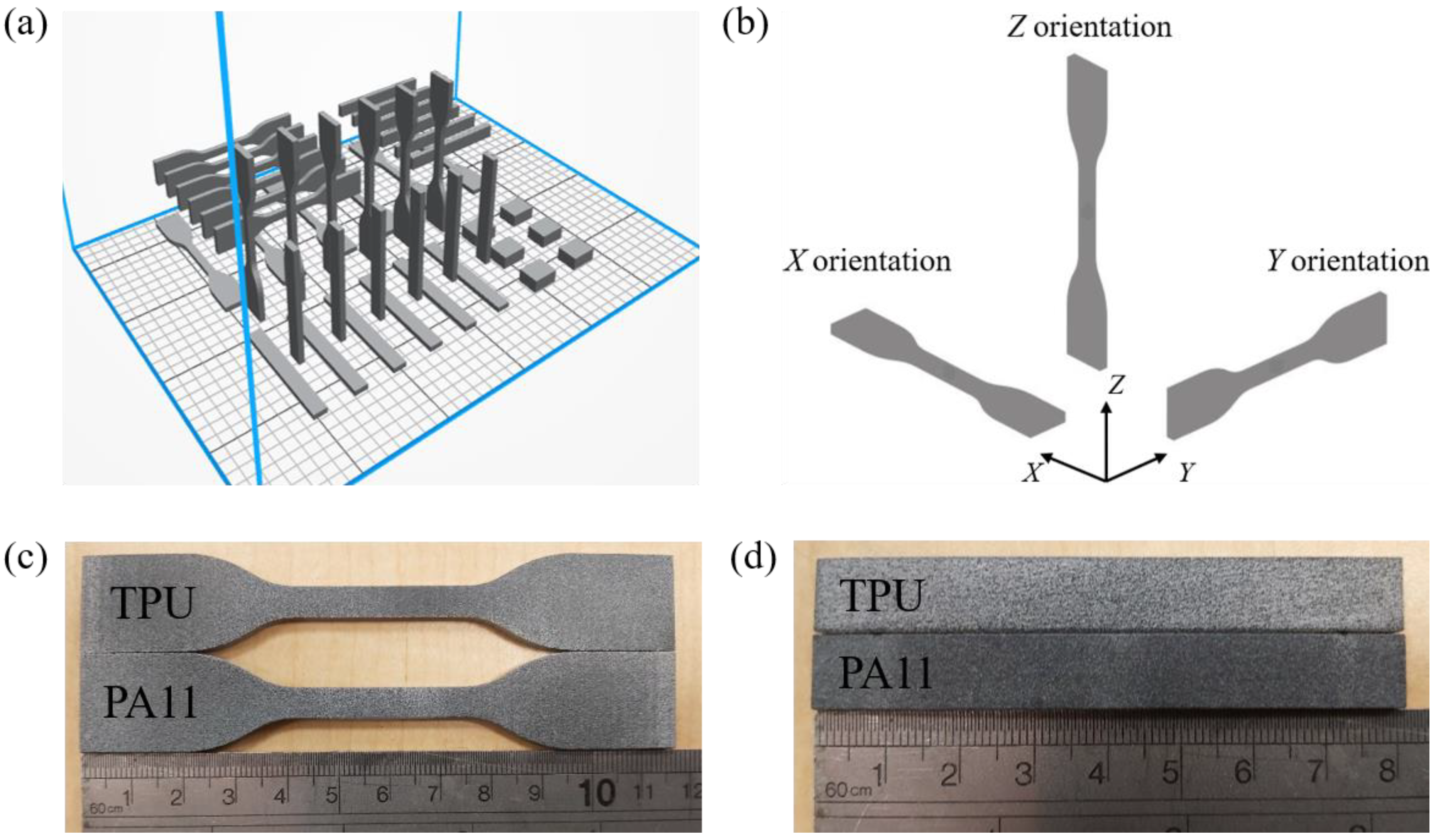
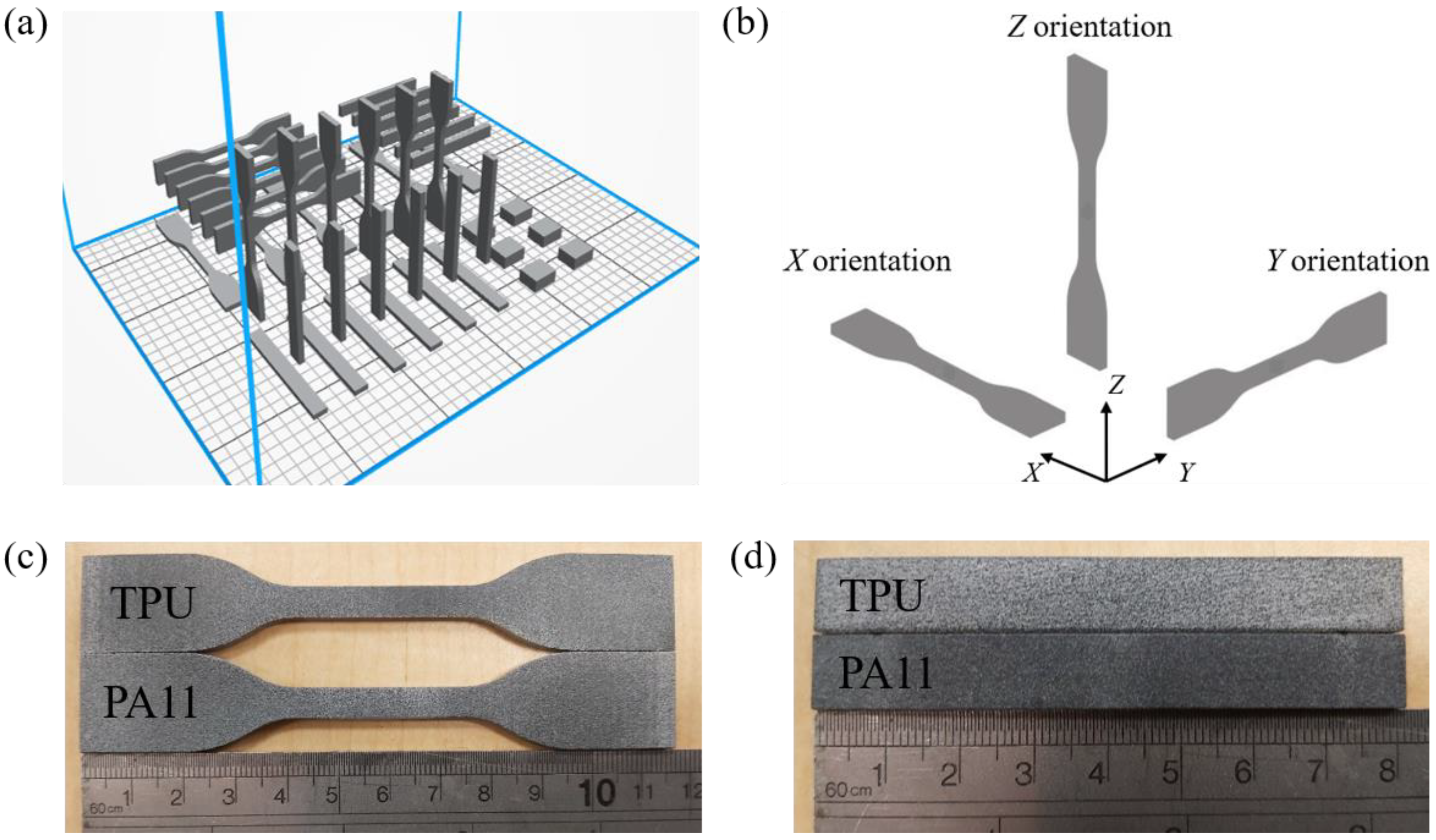
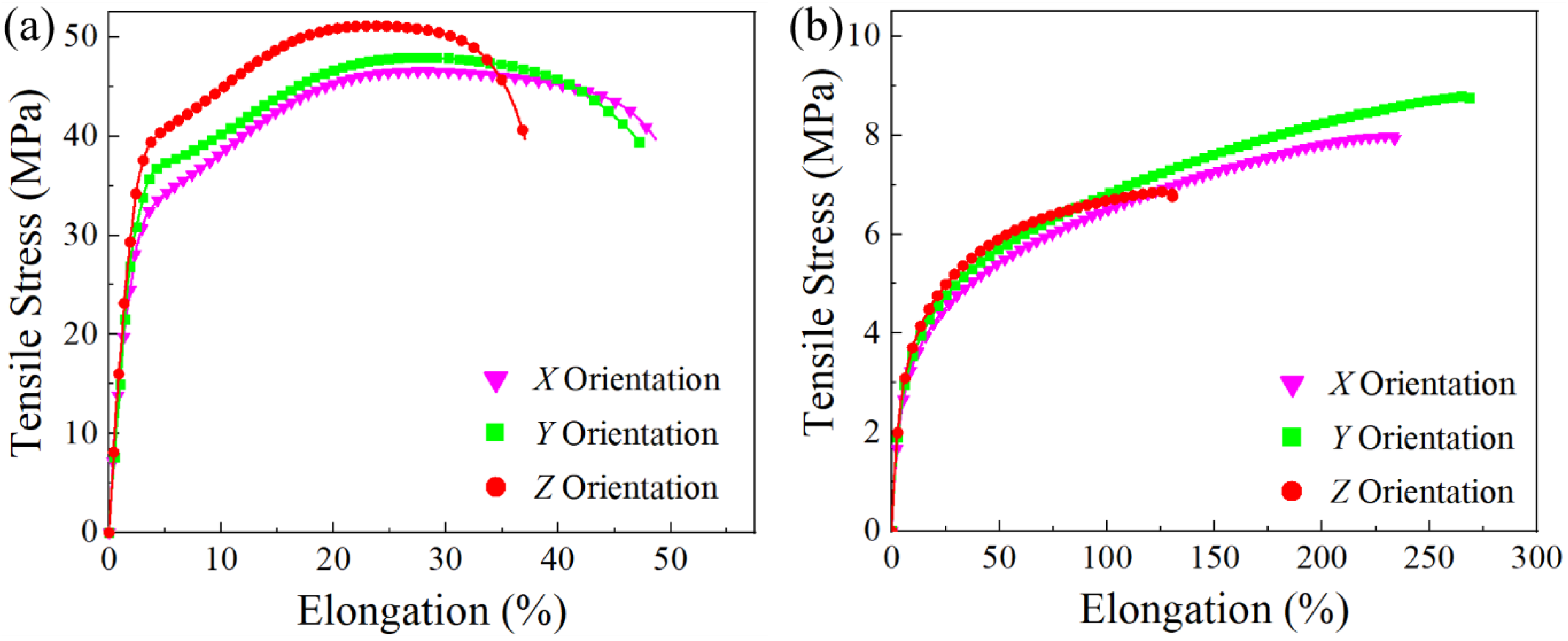
The tensile and flexural tests were conducted on the PA11 and TPU specimens in the different build orientations to assess their mechanical performance and anisotropy.
Figure 8 shows a tensile property comparison of the PA11 and TPU specimens with respect to the build orientations. The specimens printed along the
X, Y, and
Z build orientation are defined as the
X,
Y, and
Z specimens hereafter.
Table 5 summarizes the tensile properties of the PA11 and TPU specimens. Obvious anisotropy in the tensile strength of the PA11 specimens was observed. The
X and
Y specimens displayed almost identical ultimate tensile strength (UTS) and elongation at break (
εab). The
Z specimens exhibited a significant increase in UTS (50.9 MPa) and elastic modulus (1319.8 MPa), but with a decrease in
εab (32.1%). These results were consistent with several publications [
18,
19,
22], and the enhanced tensile strength of the
Z specimens could be attributed to the increased material density caused by the weight of the fused powder compressing on the preceding layers in the vertical direction. Moreover, the
Z specimens also received a higher IR exposure from the increased number of the overhead IR lamp sweeps due to the increased number of layers sliced for the
Z specimens [
22]. The higher IR exposure, coupled with the continuous heat conduction from the carbon black in the fusing agent, enabled a deeper depth of energy penetration that led to the re-melting of the previous layers, hence achieving better interfacial bonding [
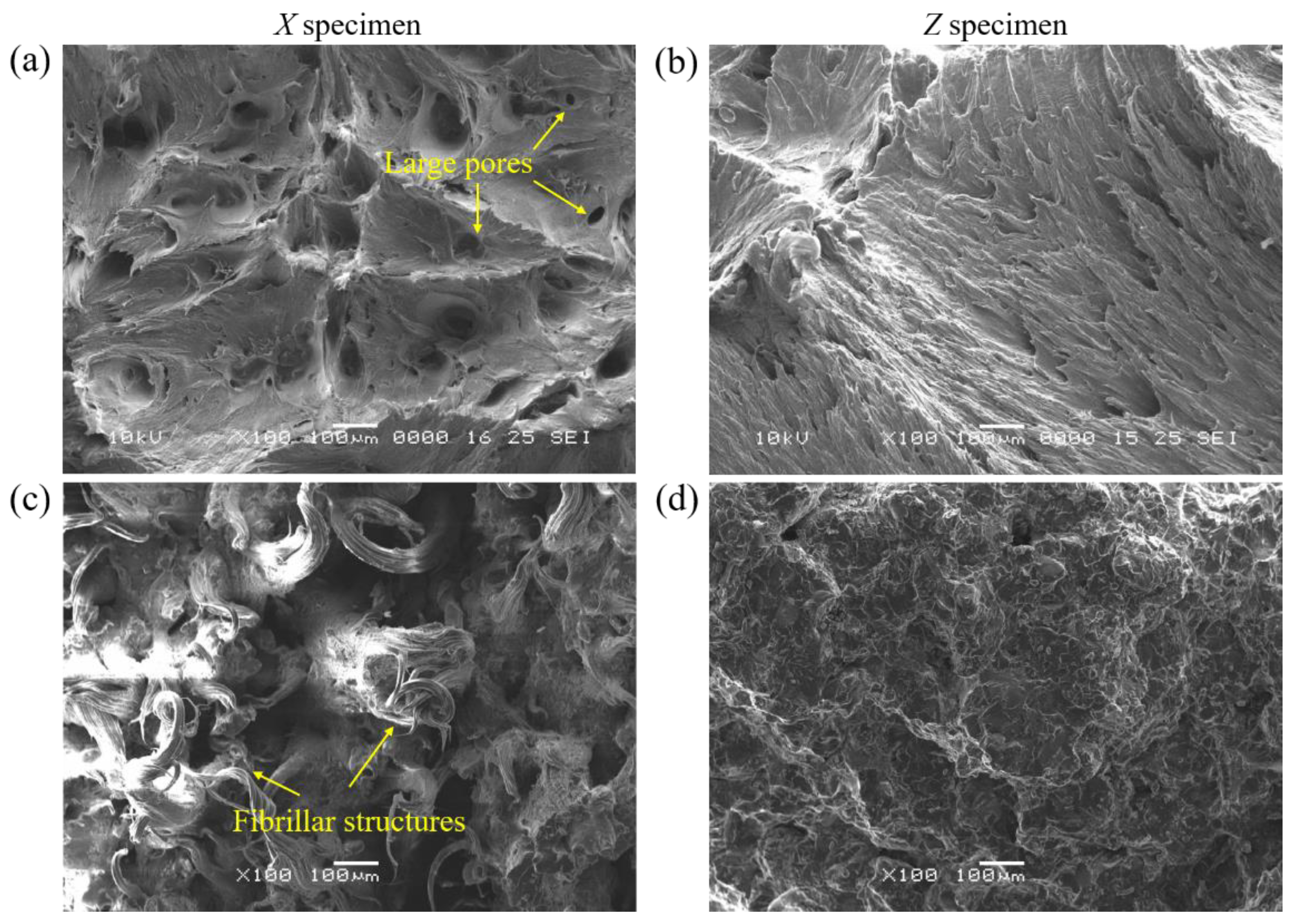
7]. The observation of fracture surfaces was in line with these analyses. Numerous large pores were present on the fracture surface of the
X specimen but were not observed in the
Z specimen fracture surface (
Figure 9a,b).
Noticeable anisotropy was observed for the TPU specimens, where the
Z specimens exhibited the lowest UTS and
εab. This phenomenon was the opposite of other MJF-printed materials such as PA11 and PA12, which exhibited the highest UTS in the
Z specimens. Fibrillar structures were observed on the fracture surface of the
X specimen (
Figure 9c,d), which signified the occurrence of strain hardening that was formed through the stretching and alignment of soft and hard segments parallel to the strain direction. In contrast, the absence of fibrillar structures on the fracture surface of the
Z specimen indicated that there was limited strain hardening, which could be further confirmed from the tensile curve. The reduction in elongation and strain hardening resulted in a lower tensile strength for the
Z specimens. As the preheating temperature of the printing process (106 °C) was lower than the
Toc of the TPU powder, the molten TPU began to crystallize before the end of the printing process. This resulted in poorer mixing between layers and weaker interlayer bonding, thereby causing a reduction in the
εab and limiting the strain hardening of the
Z specimens.
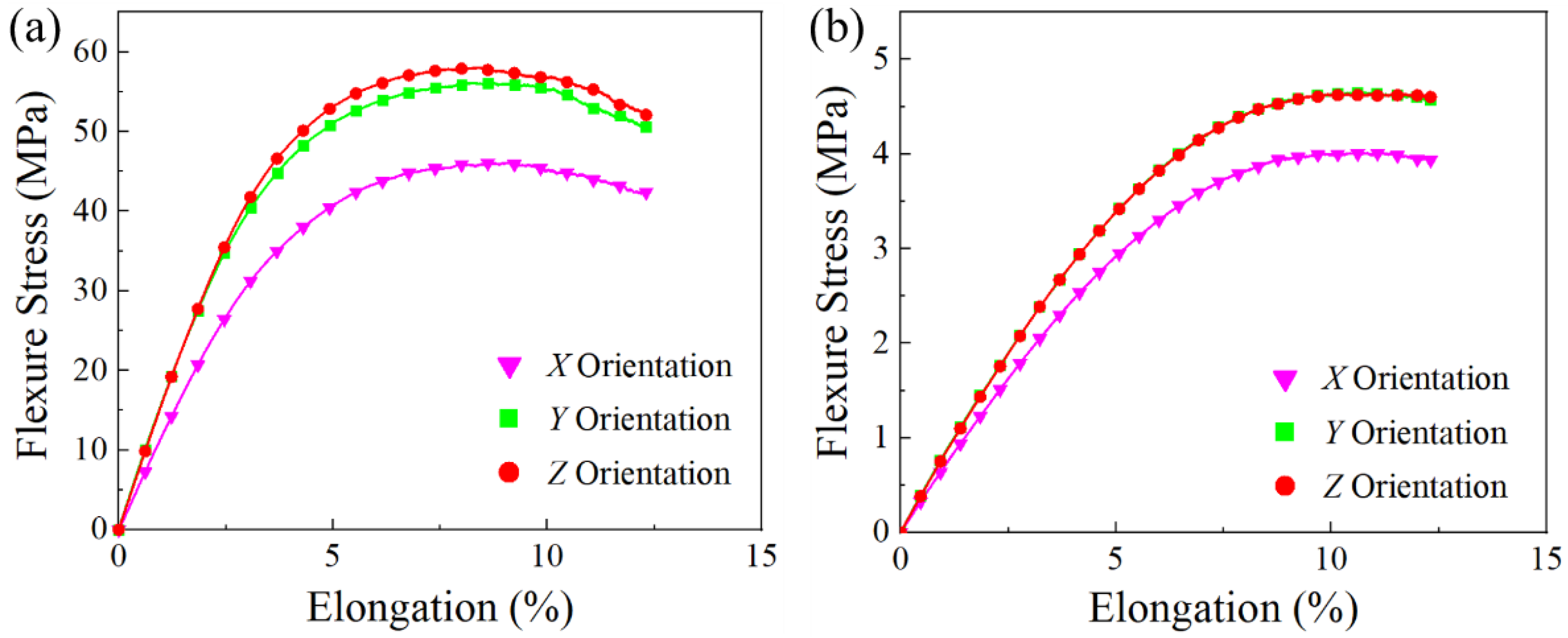
Table 6 summarizes the flexural properties of the PA11 and TPU specimens.
Figure 10 shows the flexural property comparison of the PA11 and TPU specimens with respect to build orientation. The flexural performance of the PA11 and TPU specimens followed a similar trend where the flexural strength and modulus of the specimens was highest in the
Z orientation and lowest in the
X orientation. This trend was also in line with published reports on MJF-printed PA12 specimens [
6,
37]. Significant variance was observed in the flexural properties of the specimens printed along the different build orientations, where the
X specimens exhibited considerably poorer flexural properties as compared to the
Y and
Z specimens.
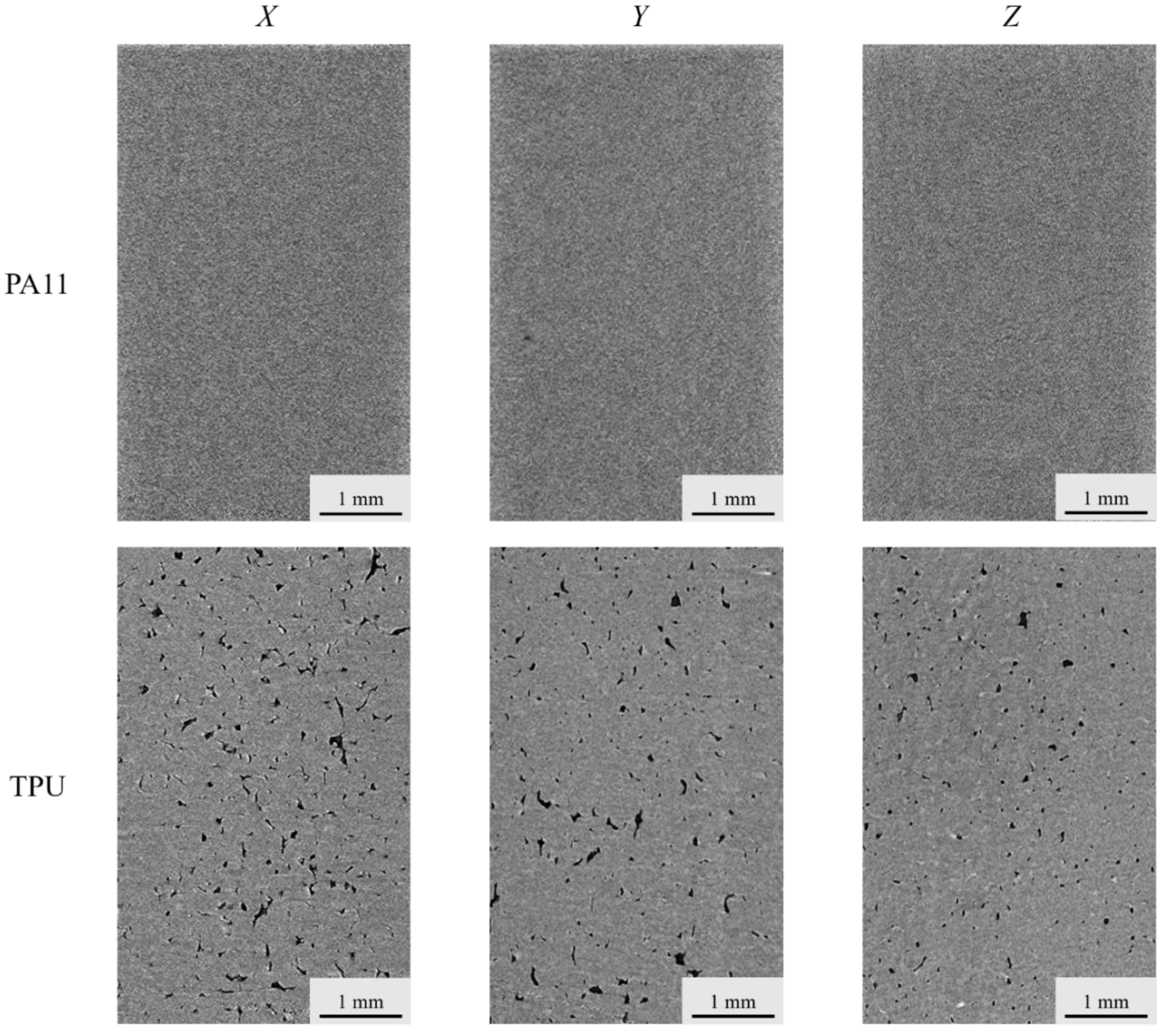
The significant variance in flexural properties could be the result of the varying porosity of specimens printed along different build orientations. The trend observed for the increase in flexural strength was the opposite of the trend observed for the increase in porosity, which implied that the drop in flexural strength was affected by higher part porosity. This result was in line with the work of O’Connor and Dowling [
37], who reported that the flexural strength of MJF-printed PA12 and glass bead reinforced PA12 specimens decreased with the increase in their porosity, signifying that the porosity of the parts had a larger impact on the flexural properties of the printed specimens as opposed to its tensile properties.
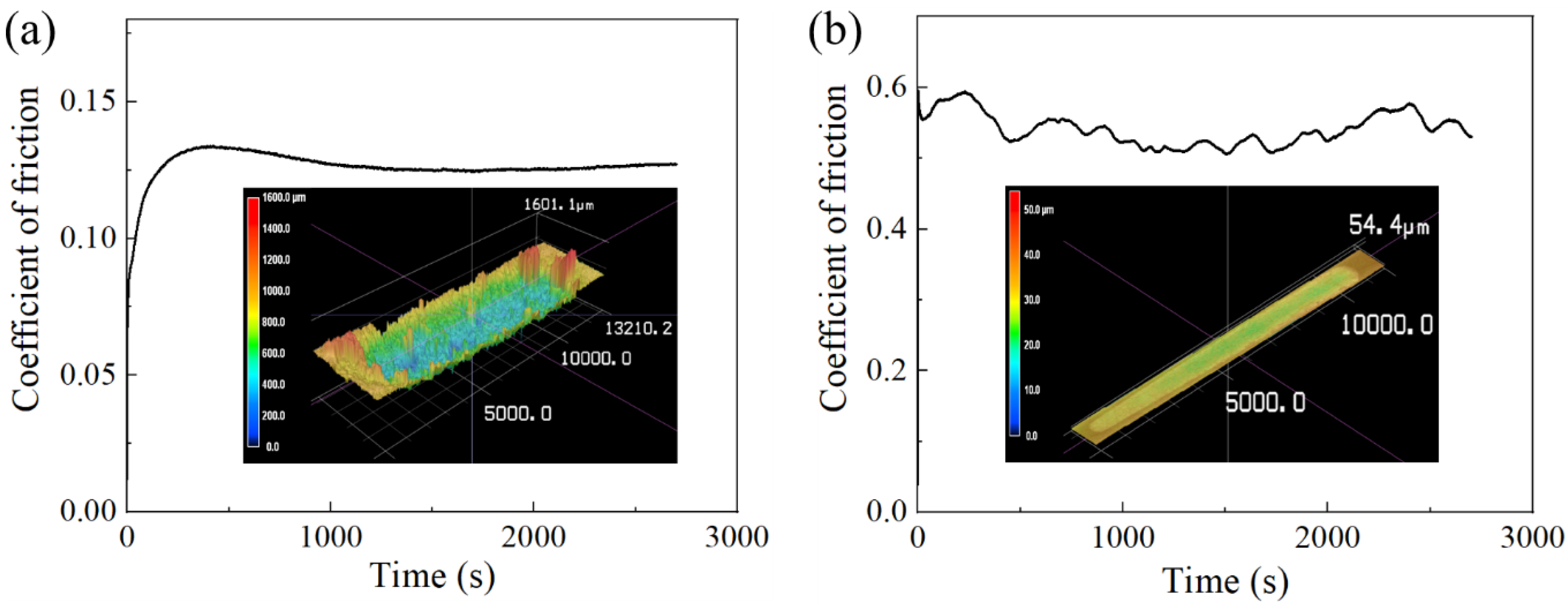
The coefficient of friction (COF) and wear profile of the PA11 and TPU specimens are shown in
Figure 11, and the wear volume and wear rate of the PA11 and TPU specimens are compiled in
Table 7. The PA11 specimen possessed an average COF of 0.125 and experienced little material loss with a wear rate of 8.68 × 10
−5 mm
3/Nm, which indicated that it was highly resistant to sliding abrasion. Initially, the COF of the PA11 specimen was observed to gradually increase until it reached a maximum value before decreasing into a steady value. This transient state observed in the initial stage was characteristic of the running-in period, where the asperities and irregularities of both mating surfaces were removed under the moving load [
38]. The PA11 molecules removed under the sliding load were transferred onto the Si
3N
4 ball, forming a smooth and thin low-shear transfer film. This film reduced the friction between the mating surfaces, thereby resulting in a subsequent drop in COF to a steady-state value [
39].
In contrast, the TPU specimen had an average COF of 0.55 and experienced significant material loss with a wear rate of 0.012 mm
3/Nm. The high wear rate of TPU is a common trait that is shared among elastomers due to the presence of high adhesive forces between contacts in addition to abrasive forces from asperities. The running-in period of the TPU specimen was significantly shorter compared to that of the PA11 specimen. As TPU has a much higher wear rate than PA11, the irregularities on the TPU surface were removed very quickly under the same load of 35 N, thereby shortening the running-in stage. There was also significant fluctuation in the COF of the TPU specimen, which stemmed from the stick-slip phenomenon that occurred as the sliding direction of the Si
3N
4 ball changed [
35].
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}