3.1. Evaluation of the Compounding Process
The effect of the compounding methodology was evaluated from its mechanical properties. It is well accepted in the literature that tensile and flexural strength and modulus are highly dependent on reinforcement dispersion, orientation, content, and chemical structure [
22]. Reinforcement aggregates produce a discontinuity in the polymer matrix and difficult the stress transmission and material’s deformation. Thus, poor interaction between the polymer matrix and the reinforcement can lead to poor mechanical properties [
23]. Nonetheless, a thermal degradation due to the processing method could also lead to a reduction of the mechanical properties.
PLA nanocomposites reinforced with 4% of polar nanoclays (PLA+4%N) were produced with the masterbatch and the direct mixing methodologies. The polar nanoclays were chosen as reference reinforcement as the highly polar behaviour of this material will add another difficulty in the mixing process. The results from the mechanical testing are shown in
Table 1.
Young’s modulus showed an increment in PLA nanocomposites regarding the polymer matrix using both methodologies. The values were higher for the masterbatch methodology, but the slight difference between both compounding methods seems to not be enough to be considered representative. However, the increase regarding the polymer matrix seems to indicate that the 4%
w/
w can be adequately dispersed in the PLA matrix besides the methodology used. Tensile resistance showed almost the same value as PLA, a little bit lower in the case of the direct compounding methodology. In that case, any reinforcement effect is observed by the nanoclays in the PLA matrix as the tensile strength is maintained. A similar effect is observed in the deformation. A small increment is obtained in PLA+4%N Masterbatch, but the difference is too low to be considered significant. The similar values seem to indicate a poor interaction with the filler and the presence of an intercalated structure. This type of structure was expected as different studies showed that just small quantities of nanoclays, and usually organic modified ones, obtained the fully exfoliated nanoclay layers by melt compounding methods [
12,
24,
25].
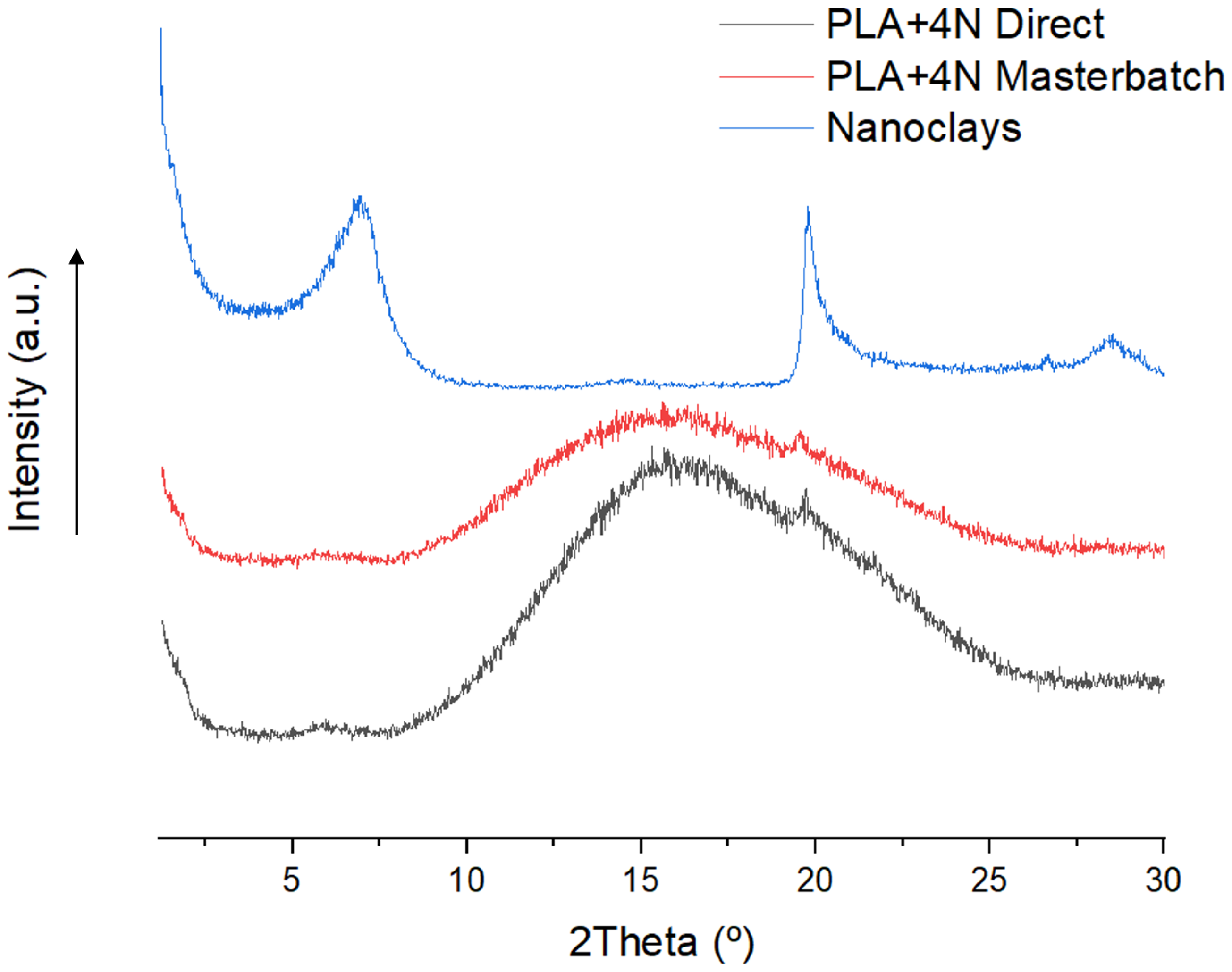
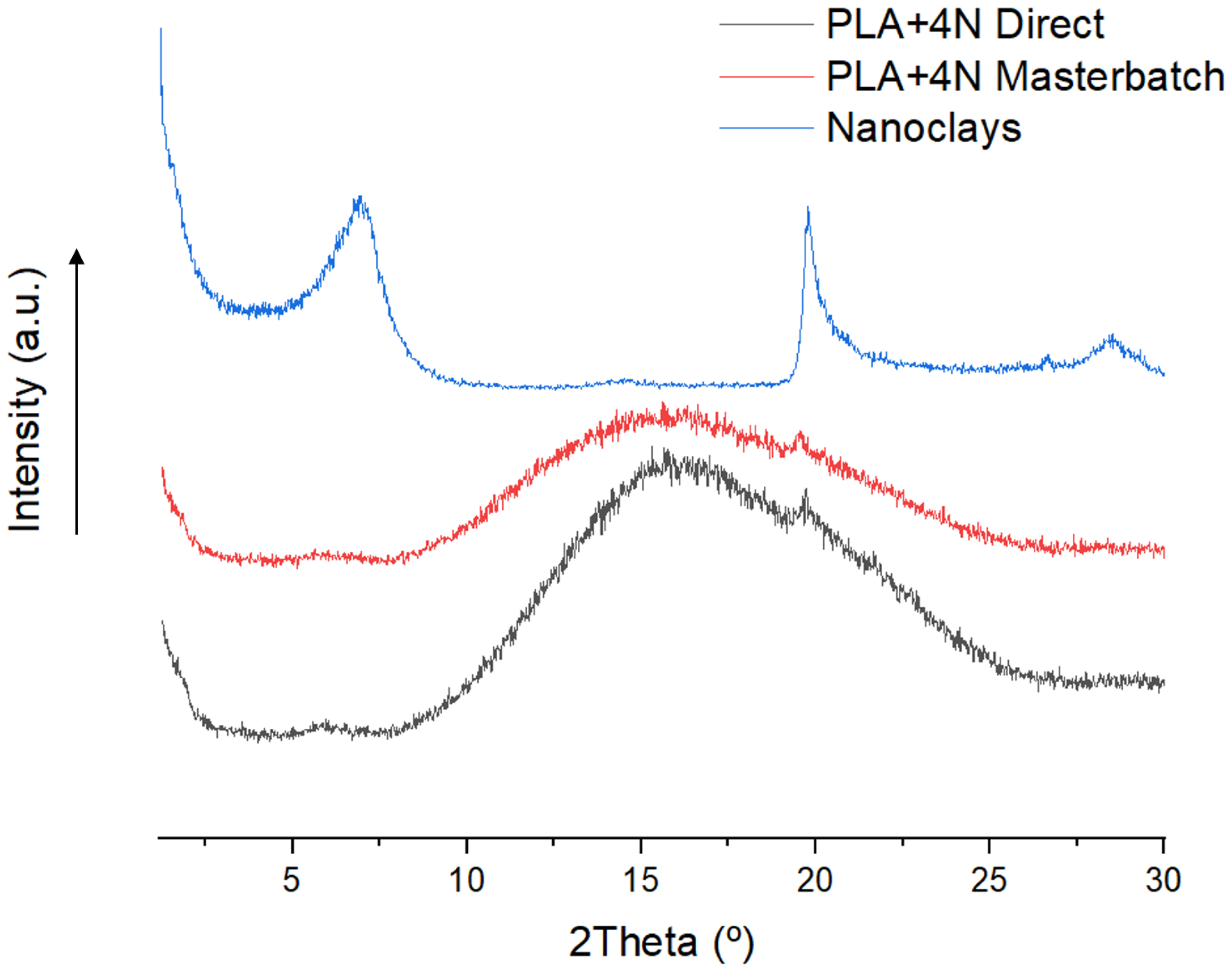
The XRD of the composites materials was performed in order to determine the intercalation effect of the samples.
Figure 1 shows the obtained results.
Nanoclay materials used showed a peak corresponding to the plane 001 around 2θ ≈ 6.9°. However, the diffractograph of the composite materials showed a small peak corresponding to this plane at 2θ ≈ 6.0°. The shift in the d-spacing from 1.27 nm of the nanoclays, in the range obtained in the literature [
24,
25], to a distance of 1.47 nm and 1.46 nm for the masterbatch and directly prepared composites, indicates some degree of intercalation of the nanoclays in the nanocomposites [
26]. The other broad peak around 16° in nanocomposites corresponds to the PLA amorphous and overlaps with the nanoclay peak around 20°. Moreover, the intensity of the nanoclay peak in the masterbatch methodology and also the broader and less intense peak of the PLA in that methodology could lead to considering better intercalation and some exfoliation of the nanoclays in the masterbatch procedure.
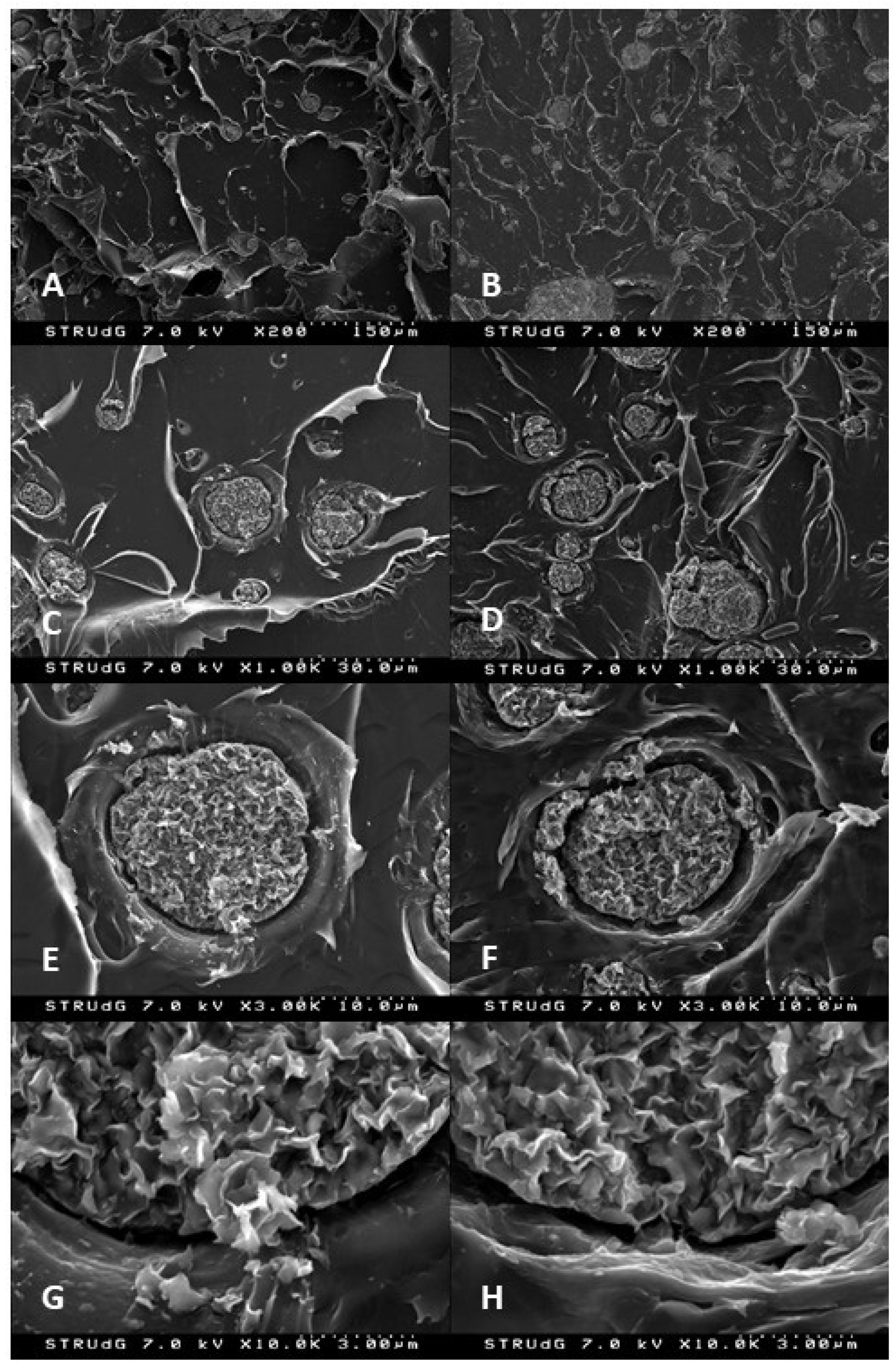
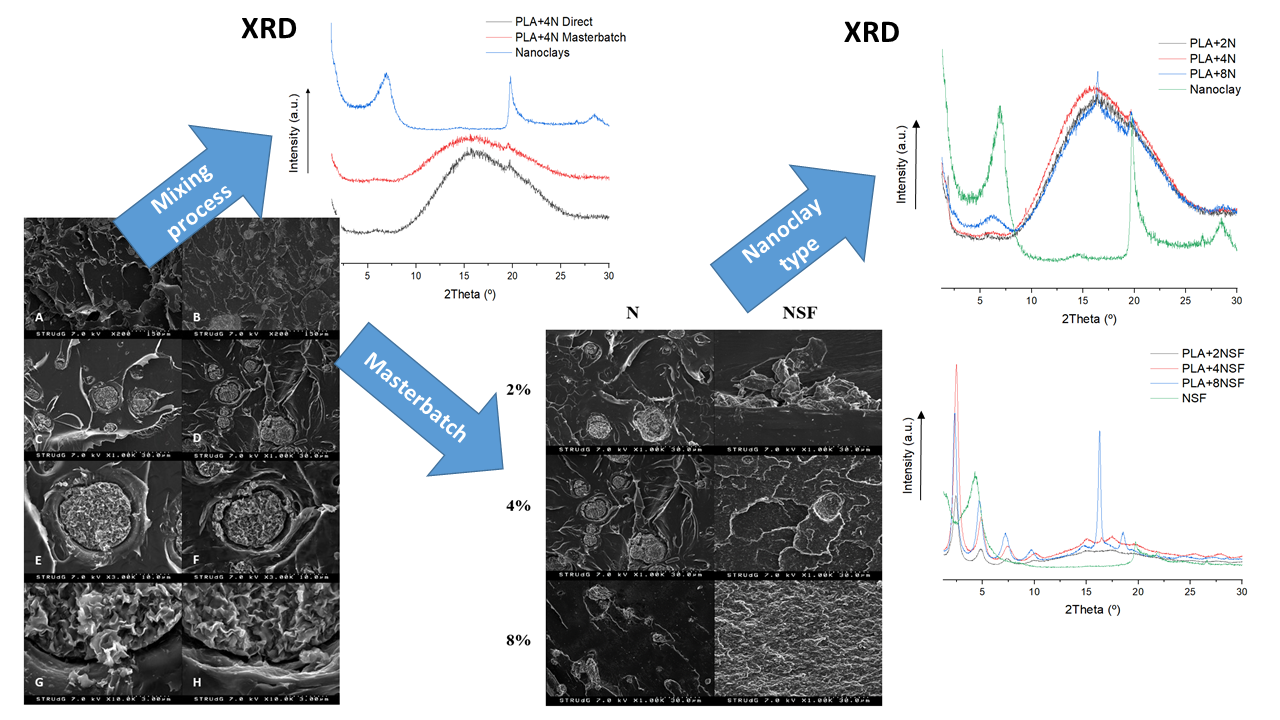
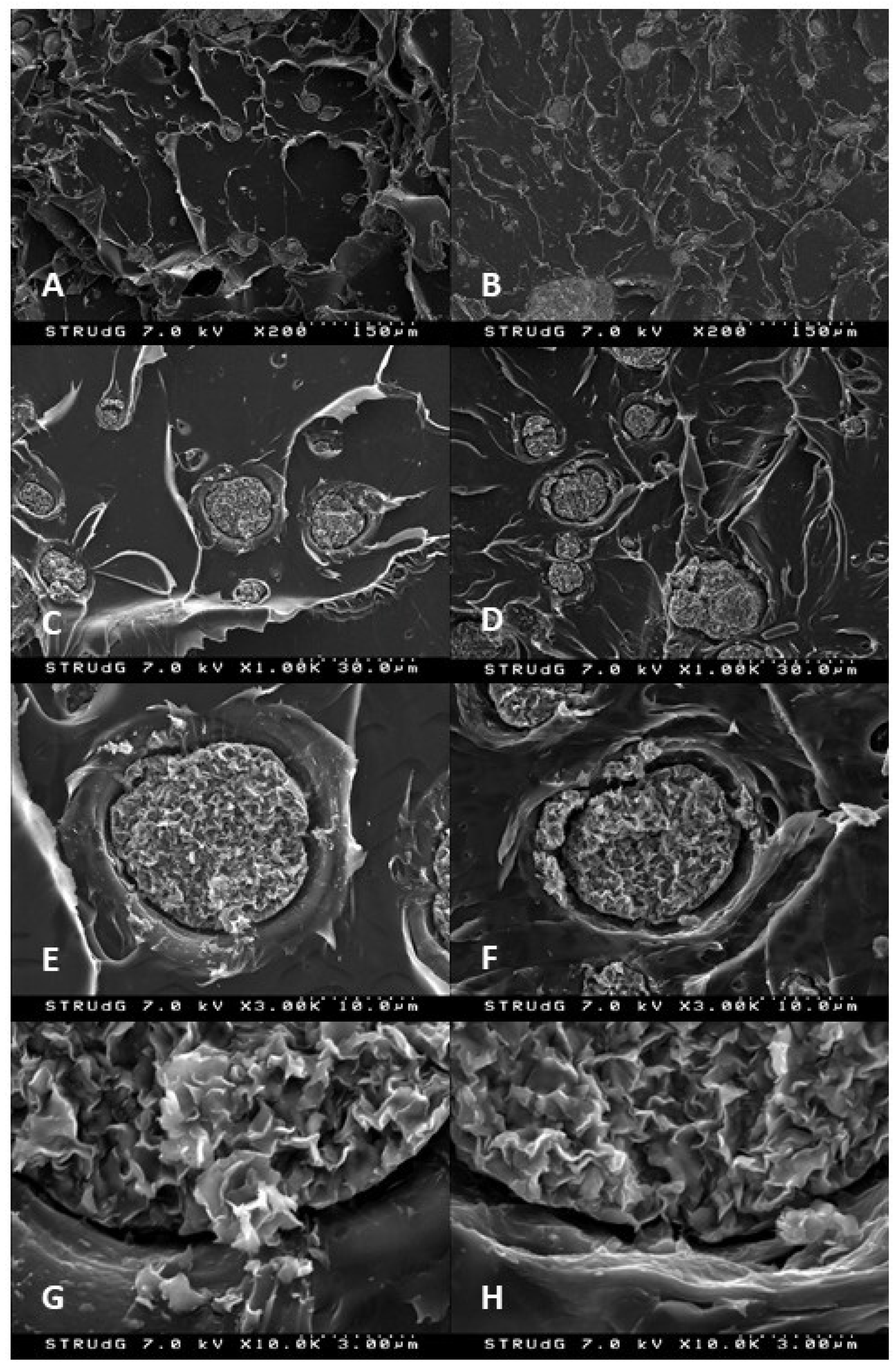
SEM micrographs of the tensile fractures were measured for both methodologies (
Figure 2). A particle dispersed structure could be observed for both methodologies (
Figure 2A,B). Nanoclay aggregates could be easily observed in both cases. This was expected as it is difficult to obtain a good dispersion of them by direct melting and in nanoclay reinforcement with a higher content than 2–3%. Better dispersions are observed in other polymers when a liquid dispersion is performed [
27,
28,
29]. The magnified images demonstrate the poor affinity of nanoclays with the polymer matrix as void volume could be observed around the aggregates (
Figure 2C–F). Moreover, at ×10,000 magnification, it is possible to observe layers of nanoclays separated from the aggregate and incorporated into the polymer, indicating some degree of intercalated structure, as was previously considered in the nanocomposites.
The results obtained from the XRD and the mechanical properties indicated a slightly better dispersion of the nanoclays by the masterbatch methodology. Such methodology facilitates the production of these kinds of nanocomposites regarding direct melting at is easy and safe to control the nanoclay addition to the polymer matrix. Moreover, it includes a two-steps processing which could produce some effect on the thermal stability of nanocomposites. Parallel, the effect of nanoclays on the thermal stability of PLA is well known [
30,
31,
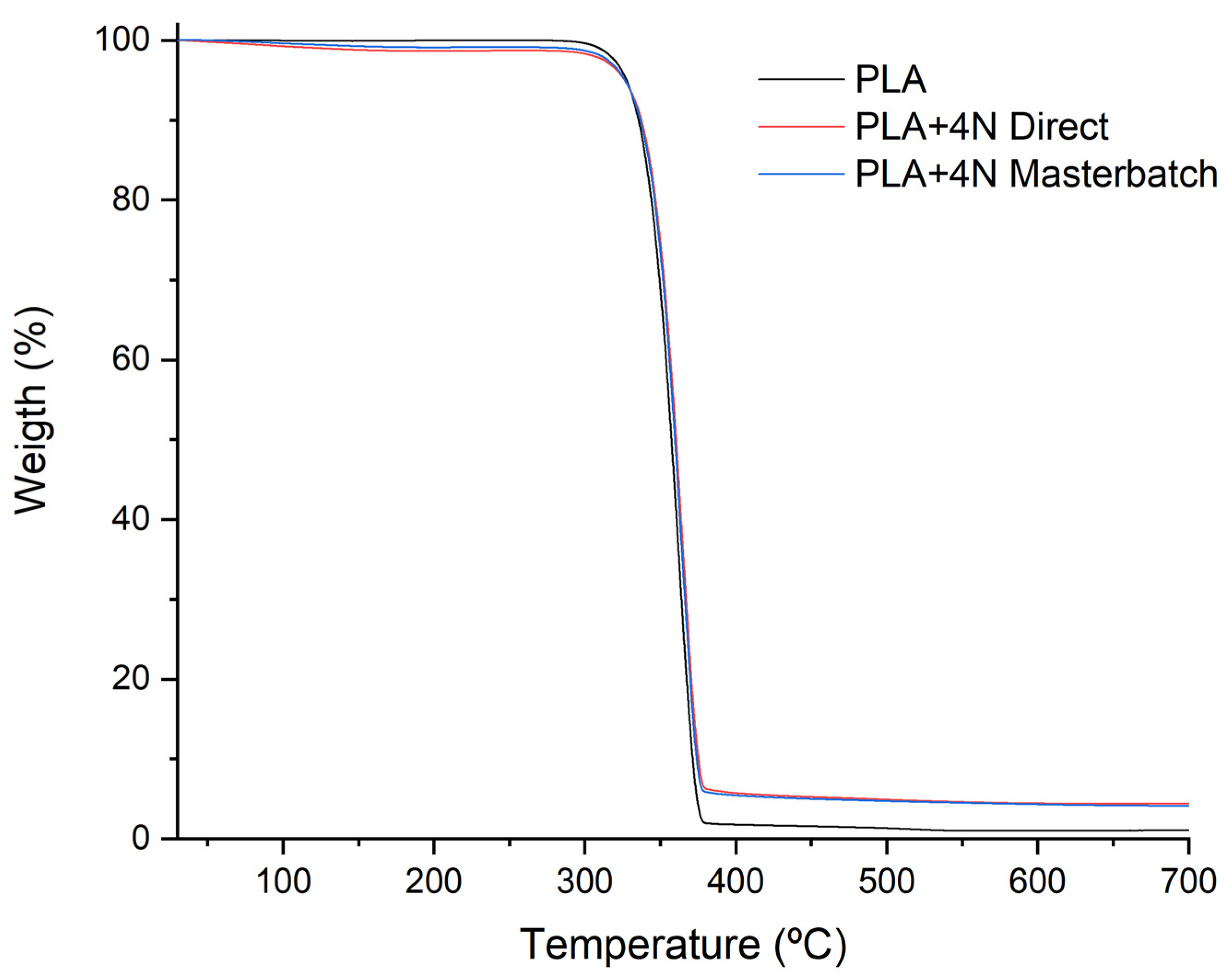
32]. The addition of nanoclays usually led to a slight increment of the degradation temperature of the matrix when a correct dispersion and exfoliation are obtained. The thermal stability was analysed through TGA (
Figure 3).
The TGA results do not show any significant changes between both methodologies. One single degradation step is observed in the TGA corresponding to the polymer degradation (
Figure 3).
Table 2 shows the temperatures extracted from the graph. It could lead to considering no effect of the masterbatch two-steps procedure. An increment of the T
10% is observed in both methodologies, and also a slight displacement of the T
max temperature. This was expected as the mechanical results seem to indicate an adequate dispersion and the presence of some intercalated layers [
12,
22]. The slightly higher results of PLA+4%N Brabender could be related to the additional step of the masterbatch methodology. However, the differences do not seem to affect significantly the degradation temperatures. The residue of both samples is close to the expected as 4% of mineral content is loaded in the material.
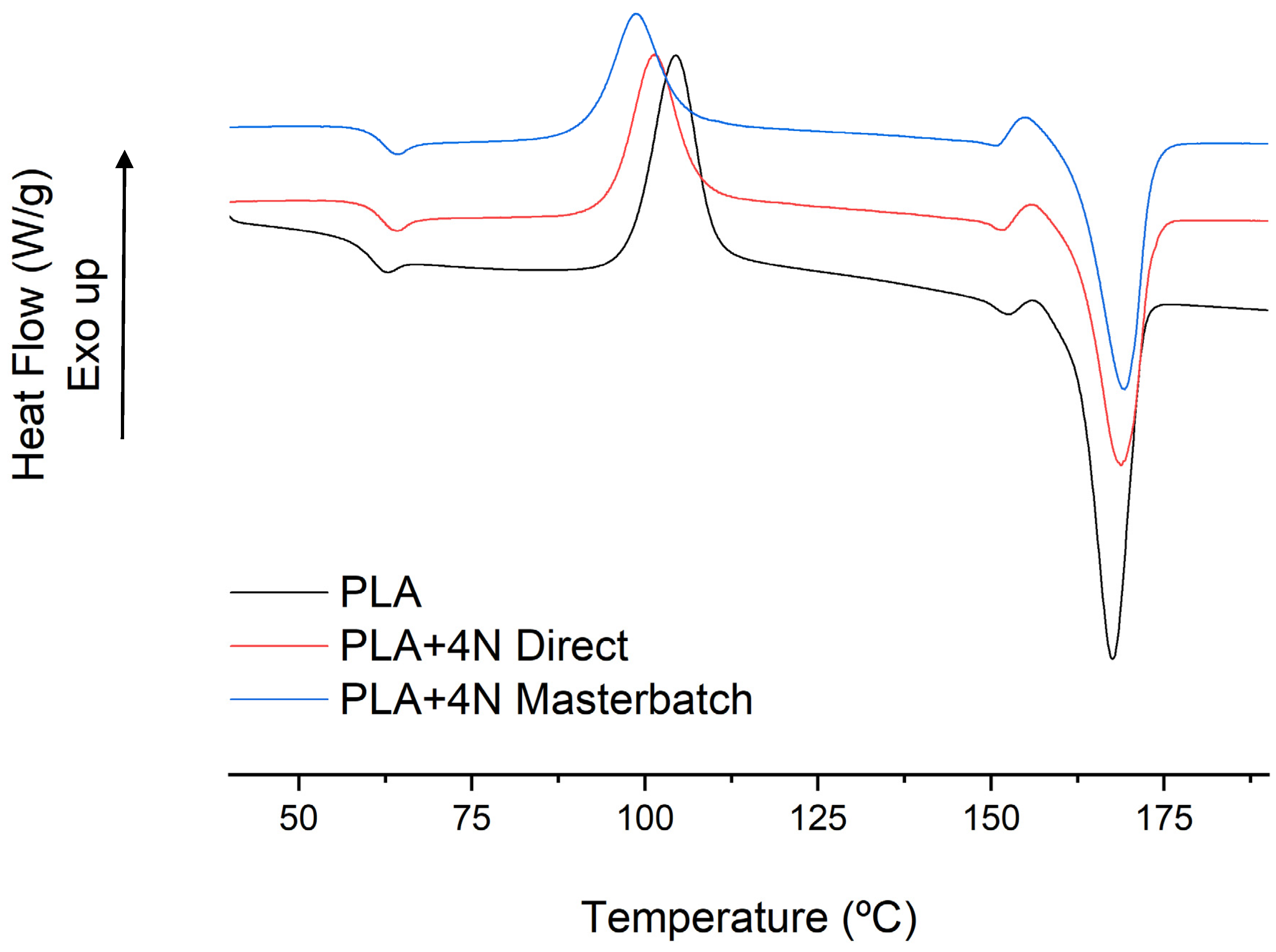
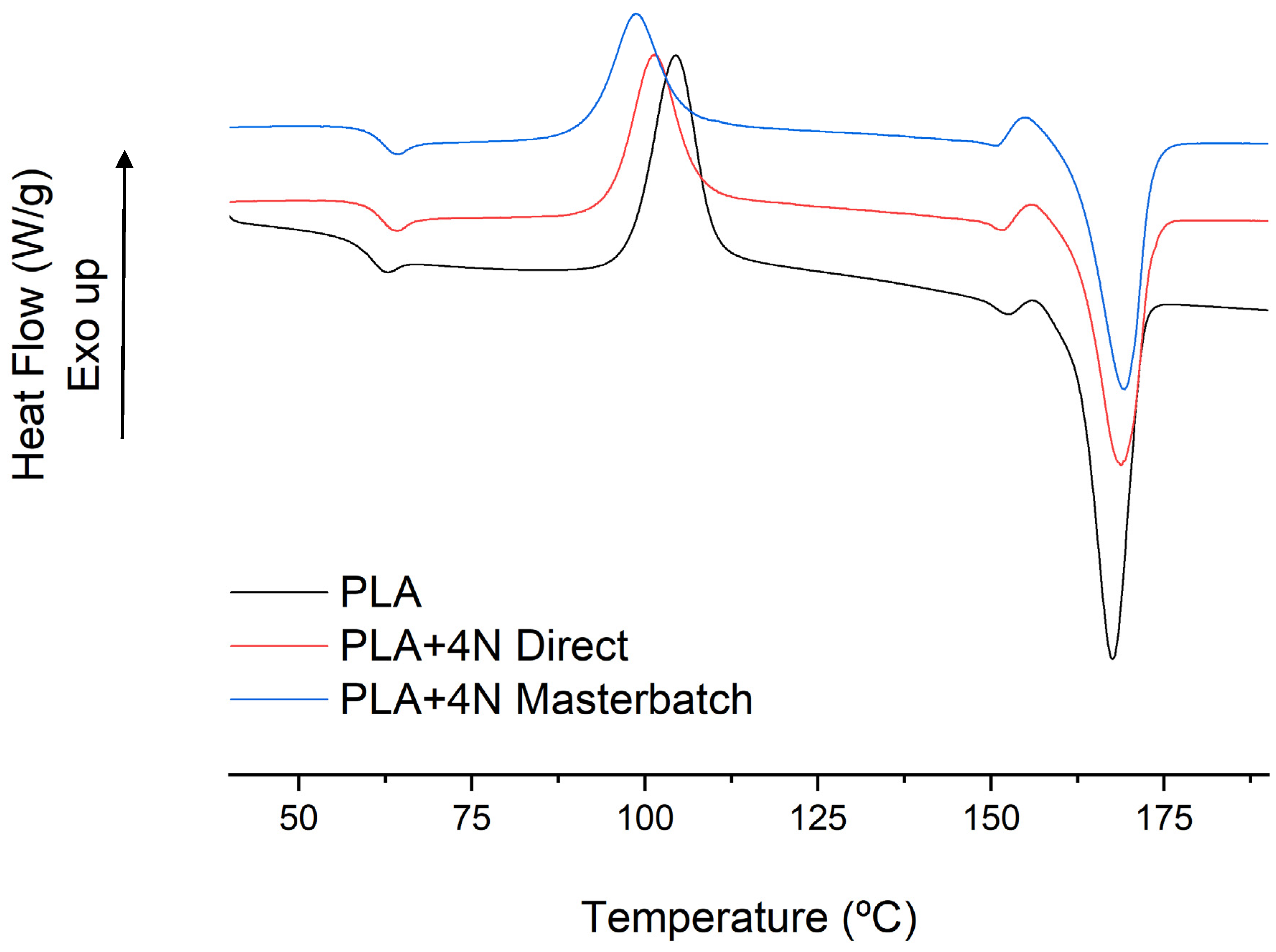
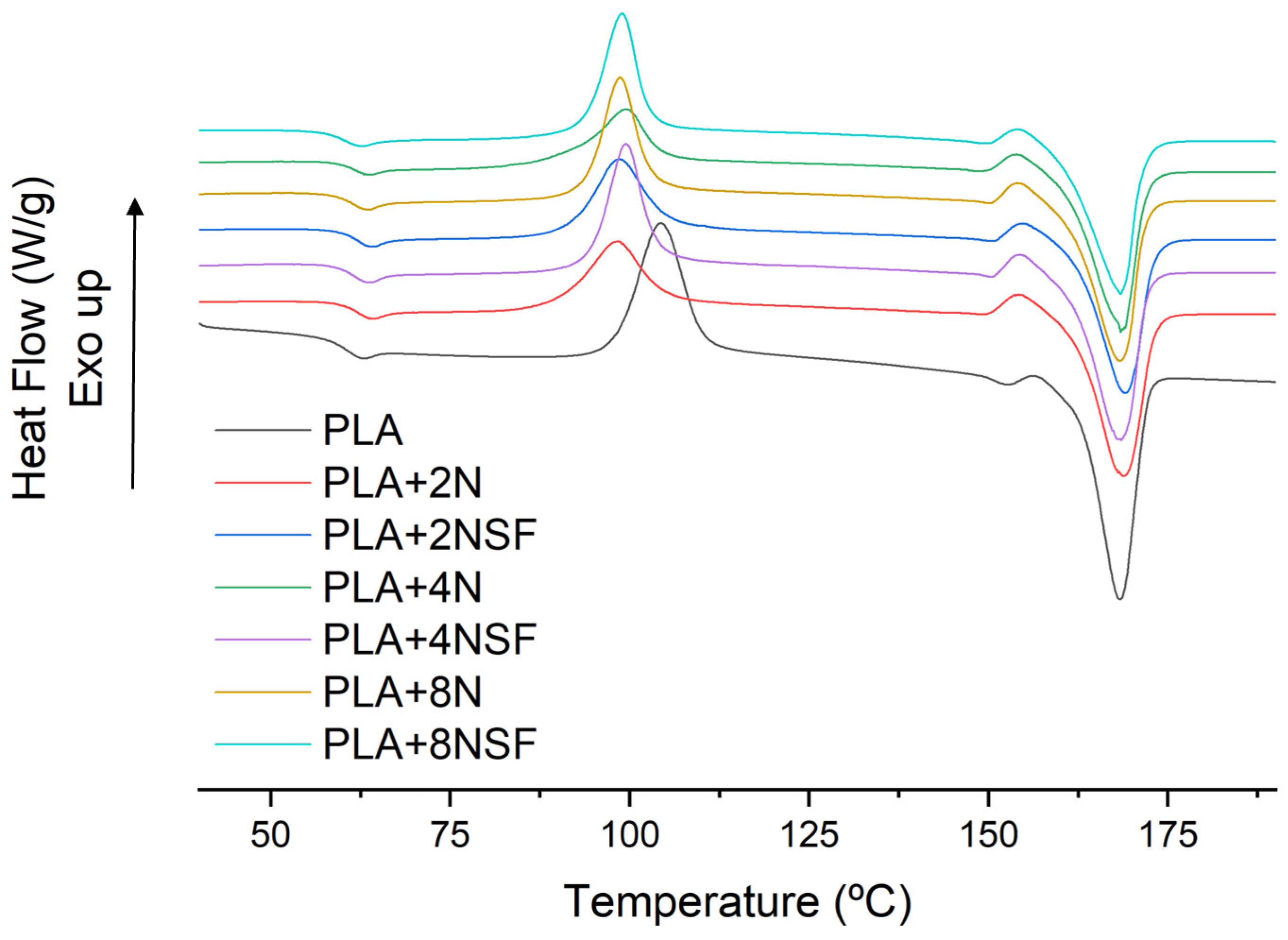
DSC of the samples was performed to evaluate the effect of the compounding in the main transition temperatures of the matrix. Moreover, changes in these temperatures could affect the working temperatures of the materials. DSC thermographs after erasing the thermal history are shown below in
Figure 4:
A displacement, around 2 °C, of the glass transition temperature (T
g) of the PLA is observed in nanocomposites. The displacement reinforces the hypothesis of the production of an intercalated structure in nanocomposites, as these structures can inhibit the polymer mobility at low quantities of nanoclays [
33,
34]. Highly dispersed and exfoliated materials with good compatibility with PLA showed a plastifying effect [
35]. The melting process is slightly affected by the addition of nanoclays. The same phase change is observed and a small displacement in the melting temperature from 167.5 °C to 168.8 and 169.3 °C in the direct and masterbatch methodologies, respectively. Nonetheless, the crystallinity decreased from 53.6% for PLA to 39.8 and 37.8% for the direct and masterbatch methodologies, respectively. The reduction in crystallinity is usually associated with a strong interaction between polymer and nanoclays and is generally found in organically modified nanoclays and exfoliated samples [
36]. In intercalated nanocomposites, a nucleating effect is showed generally but with smaller spherulites [
37]. Although the reduction of the crystallinity can indicate an exfoliated structure, the cold crystallization behavior is associated with intercalated structures. Moreover, it is in concordance with the observed in the previous assays and the SEM indicated a small degree of intercalation. The cold crystallization of PLA shows a reduction of the temperature and a broader peak for the nanocomposites, with the lower temperature obtained for the masterbatch methodology. The temperature peaks of the cold crystallization were 104.3 °C for the neat PLA, 101.4 °C for direct processing, and 98.7 °C for the masterbatch one. Thus, the reduction in crystallinity could be also related to the poor interaction of the matrix and the nano reinforcements, which was clearly observed in the SEM micrographs.
The masterbatch process was selected over the direct mixing because it produced slightly better results and facilitates the process although two mixings are required, one for the production of the concentrated masterbatch and the second one for the composite production. The acquisition of a concentrated sample led to avoid working with the nanoclays in a dust form and to be more accurate during the mixture of the phases and healthier. The results are quite representative as the Gelimat kinetic mixer is semi-industrial equipment. Moreover, it is one of the reasons that masterbatch technology has been established in colorants for plastics manufactures. On the other hand, in the direct mixing, the composite was obtained in long-time mixings (5 min) in lab-scale equipment. Industrial processes are generally done in a screw-extruder with shorter production times and probably lower dispersion results than the obtained in the lab-scale equipment.
3.2. Comparison between Nanoclay Type and Composition
Once the methodology was established, composite materials modified by the addition of polar nanoclays and surface modified nanoclays, referenced as PLA+X%NSF, were prepared and mechanically characterized.
Table 3 shows the results obtained.
Surface-modified nanoclays are expected to have a better dispersion due to their higher affinity with the polymer. Thus, the use of the masterbatch technology could improve its dispersion. The highest tensile moduli were obtained for surface-modified nanoclays (NSF). This could be related to that better dispersion of the clays and probably a higher degree of intercalation. In the case of polar nanoclays, the increment of the nanoclay content had a lower impact than in the NSF nanoclays. Previously, an intercalated structure was considered for PLA+4%N, and a similar structure can be expected for both nanofillers although it is expected to be higher in NSF types. The reduction in deformation is also a clear indication of that intercalated structures as it is not highly reduced at low contents. In the case of 2% nanocomposites, a more exfoliated structure could be the cause of higher mechanical properties [
13,
36]. Nonetheless, the reduction of the tensile resistance and the deformation with the nanofiller content is reduced in polar composites in comparison with NSF. This effect can be associated with the reduction of the molecular weight of PLA observed in organic modified nanoclay-reinforced composites [
30]. The addition of another thermal step in the compounding process can intensify this degradation, resulting in lower mechanical properties. Nevertheless, in terms of mechanical performance, all the composites seem to be able to compete with common plastics for food packaging such as PE, PP, and PET.
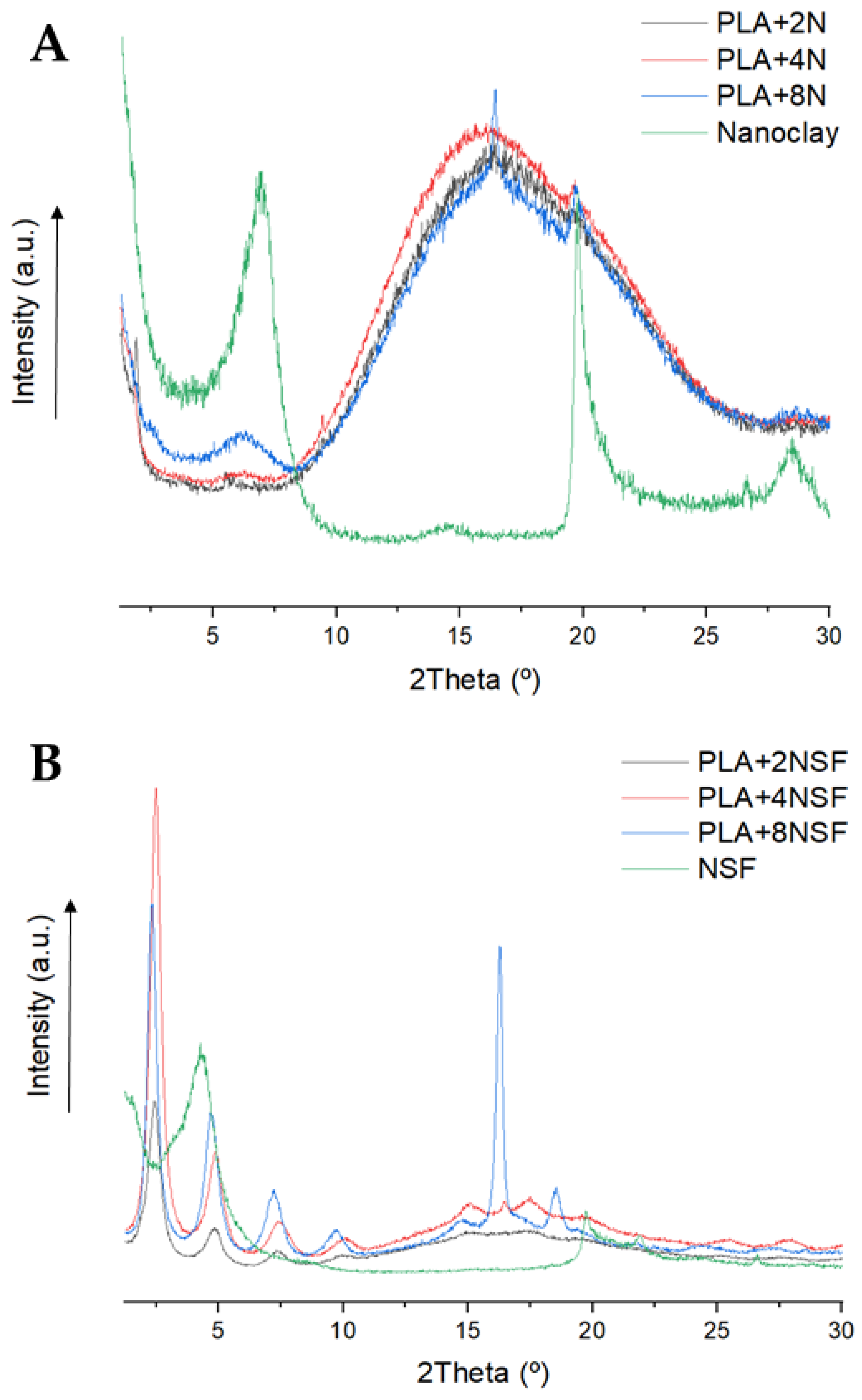
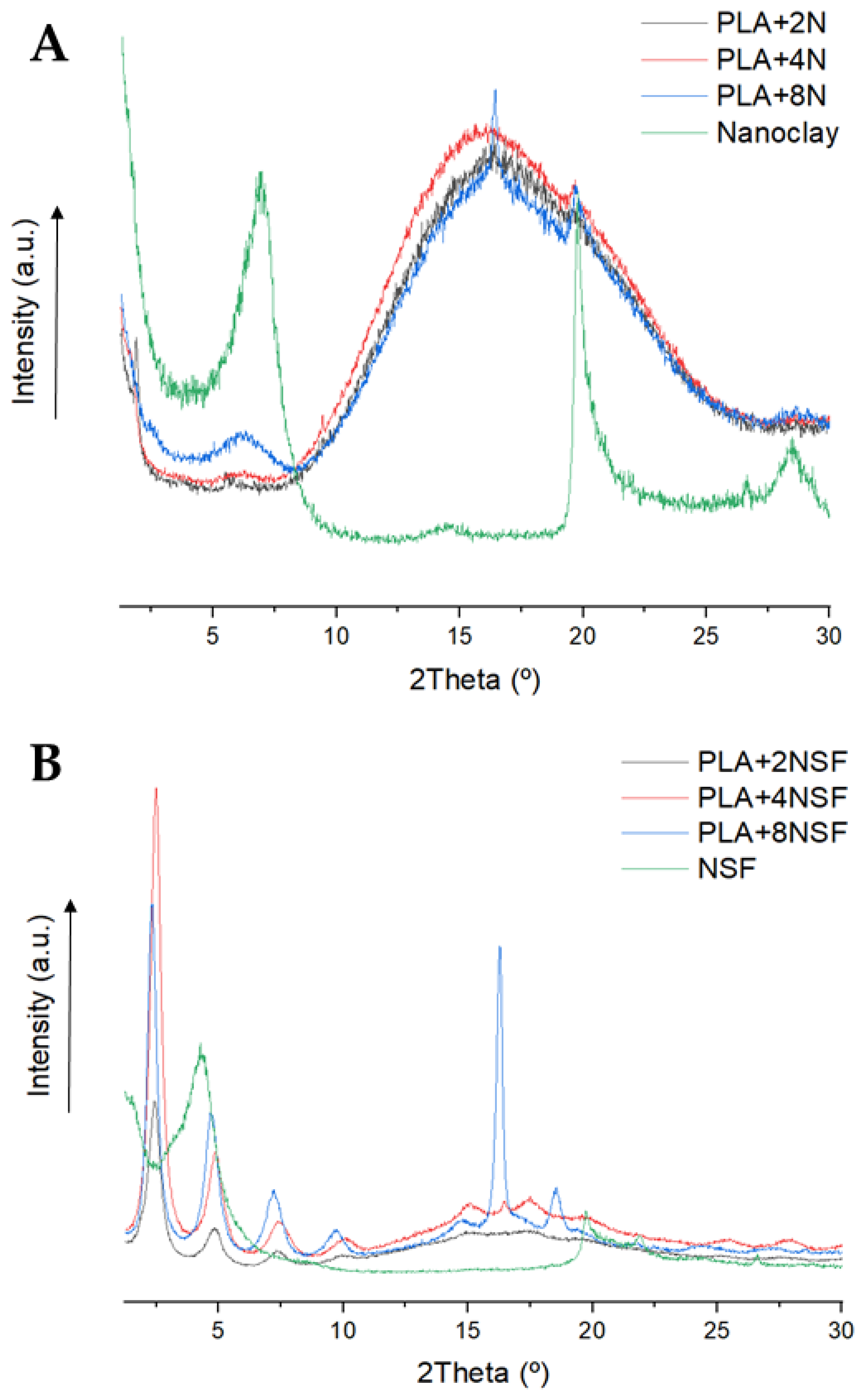
The exfoliation and intercalation of the nanoclays in the materials were also studied by XRD. The XRD patterns of polar nanoclays and NSF nanocomposites are shown in
Figure 5.
A clear different XRD pattern was obtained for both types of composites. In the polar nanoclay nanocomposites, the peak around 6.0° related to the nanoclays is not clearly observed in the composite with 2%
w/
w. That result could be related to a highly exfoliated and intercalated material, however, the low quantity of the sample could also difficult its detection as in higher contents the intensity of the peak is also low [
36]. Nonetheless, the 2θ angle is shifted to lower angles than the observed ones in nanoclays that corresponded with higher the d-spacing of that plane. Moreover, the distance is increased when the content is reduced, indicating higher intercalation in lower contents. Thus, the 2%-reinforced material could be also exfoliated.
In the NSF-reinforced nanocomposites, four peaks are clearly observed for the nanocomposites in the range of 1.2 to 10° and three peaks appear in the PLA amorphous when the nanoclay content is increased in the material. Moreover, the peaks between 1.2 to 10° are not observed in NSF, where just two peaks around 1.6 and 4.2° are observed. The nanoclays were probably separated and intercalated, so a different behaviour was observed from powder to composites. The d-spacings related to the nanoclay layers around 5° and 7° showed values of 1.8–2 nm and 1.2 nm, respectively [
38,
39]. In the case of the basal peak corresponding to the peak around 2°, the d-spacing is 3.6–3.7 nm [
40]. The values are quite similar to those reported in the literature and the small differences observed indicate some grade of intercalation. Nonetheless, it seems the intercalation degree of these nanoclays is not so high and the improvements in the mechanical properties are more devoted to particle sizes and correct dispersion and interaction with PLA.
Different behaviour is observed in PLA from both composites. In the polar nanocomposites, the broad peak is related to a high amorphous material (the crystallinity reported in the initial form obtained from DSC indicates values ranging from 16 to 20%). In the NSF-reinforced composites, the increment of the NSF content led to the apparition of some peaks, the main one around 16.5°. The apparition of these peaks could be related to a different crystalline structure in PLA, and similar results are observed in annealed samples [
41]. Nonetheless, the results obtained from the 1st melting of the DSC showed lower crystallinity values and no different phases are observed in the melting indicating different crystalline phases. Other authors proposed that these peaks could be related to degradation. Moreover, a small peak is observed also in the PLA+8%N composite that could be related to the degradation phenomena [
18,
42]. A degradation in the material is in concordance with the observed in the resistance and deformation behaviour in the mechanical properties.
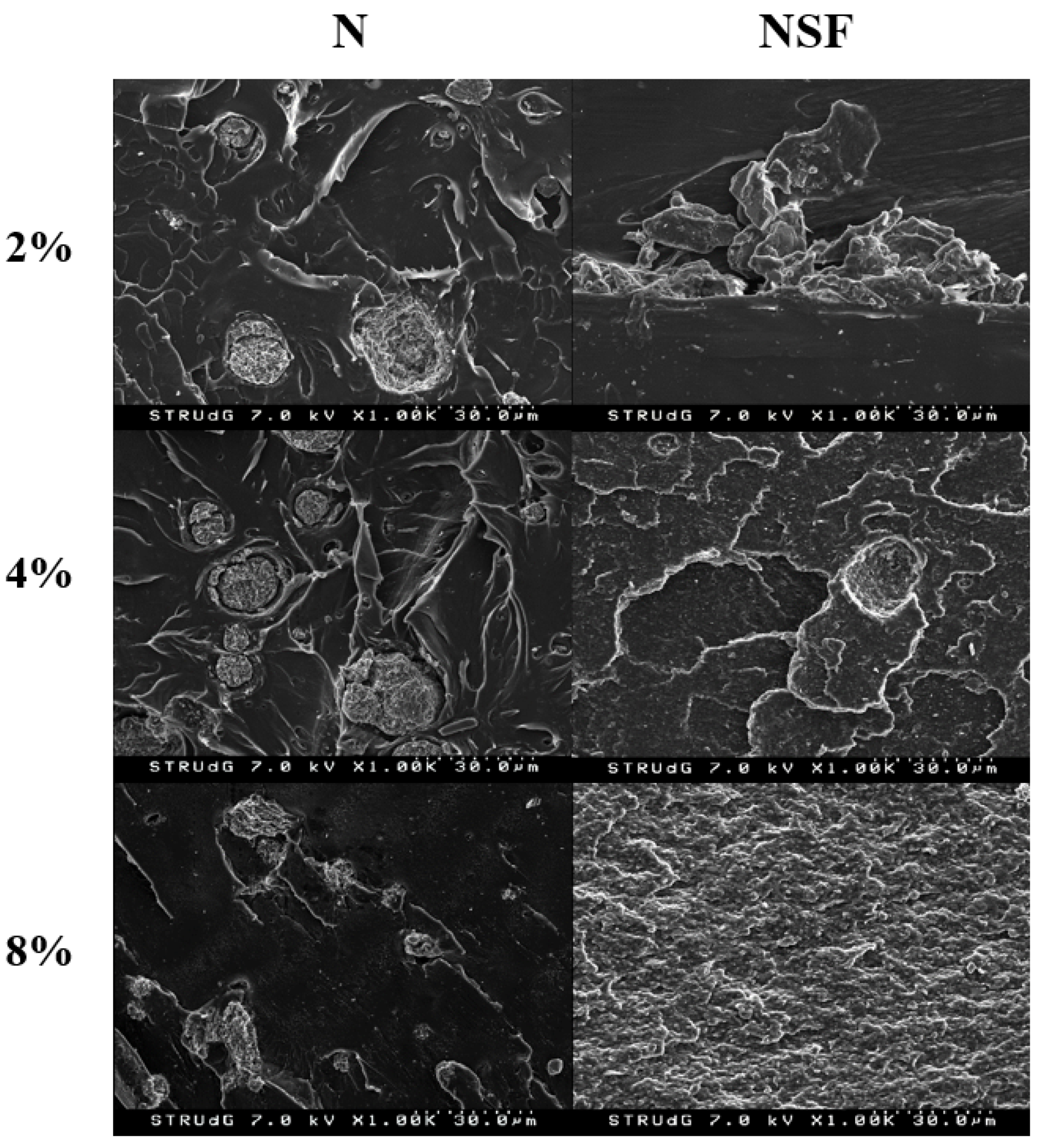
SEM micrographs, produced of all the materials, are shown in
Figure 6. Nanocomposites with a 2% reinforcement showed clear differences in the particle size, indicating a better dispersion in the NSF type. Nonetheless, small and intercalated ones seem to be also found in polar nanoclays. In the case of 4%, NSF types are clearly more dispersed however a roughness surface is appreciated in the polymer. However, this could be related to the correct dispersion of nanoclays, as is observed in the literature [
27,
43,
44], such a huge degree which is clearly increased in the 8%-reinforced nanoclay nanocomposite seems to correspond with polymer degradation. In the case of polar samples with 8% filler, the samples show less appreciable nanoclays, probably due to bigger aggregates.
Thermal stability and main transition temperatures were also analyzed to understand the effect of nanoclay type and content in the processability of the material as it seems to have a huge impact on the properties of the nanocomposites and mainly in NSF types. The results obtained from the TGA are shown in
Table 4.
Two different behaviors are observed from the TGA results: the NSF-reinforced materials showed a clear reduction of the starting temperatures, and the nanoclay contents also harm the starting temperature of the degradation. In the T
5%, the increment of the nanoclay content and the NSF type showed lower temperatures, with a maximum of 24 °C for the PLA+8%NSF material. In T
10%, a reduction is not noticeable as in the T
5%, but again the same tendency is observed. Nonetheless, a small shift (4 °C) to higher temperatures is observed for hydrophilic nanoclays. The results are in concordance with the assumption in the previous test of a higher PLA degradation in NSF nanocomposites during the process. Similarities have been observed in the literature with surface-modified and organic reinforcements [
32,
45]. On the other hand, the T
max is increased for all the materials and mainly for NSF nanocomposites. It could be related to the thermal stabilization of nanoclays and stronger interactions with PLA [
25]. The residue is increased with the nanoclay content, but always higher in the polar nanoclays due to the higher inorganic content that does not degrade.
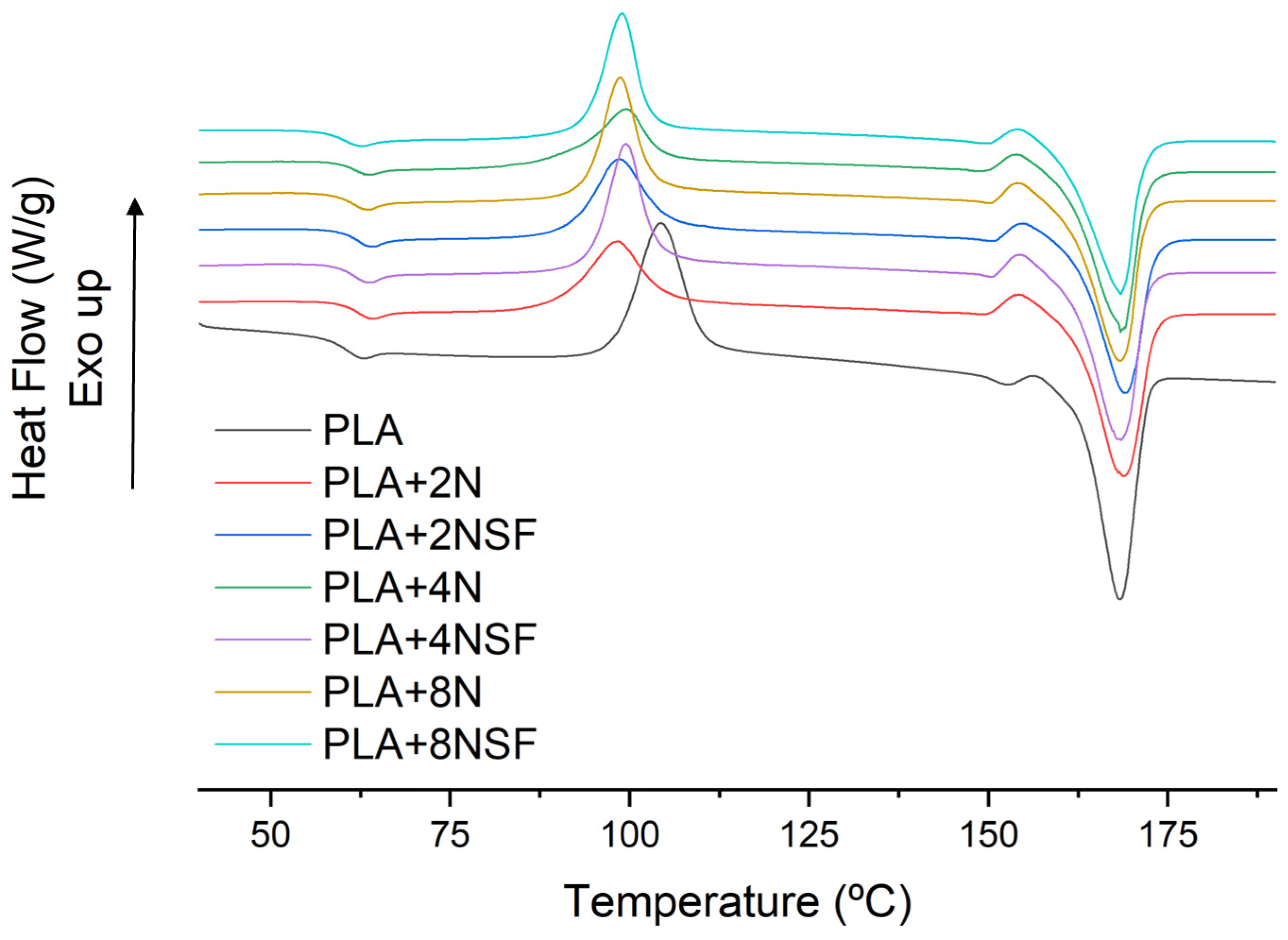
Main transition temperatures were also analysed. DSC thermographs are shown in
Figure 7.
Main temperatures, enthalpy of the melting, and the cold crystallization and crystallinities are shown in
Table 5 for better discussion. The T
g shifted in all the materials to higher temperatures due to the presence of nanoclays. However, the lower shifts were obtained for NSF and high contents. The lower shifts of NSF can be related to the degradation observed in TGA and the mechanical properties obtaining lower chains. The effect of the high content is also related to the lower intercalation of the nanoclay layers. The T
c of NSF is lower than the observed for hydrophilic nanoclays but enthalpy is higher than the polar ones. It is probably due to the higher dispersion and of them, enhancing the crystallization. Moreover, the lower temperatures could be also associated with the degradation of the PLA. In addition, two different peak behaviors were observed for both types of nanoclays. Hydrophilic nanoclays produced a broader peak while the NSF ones had a narrow peak. The difference in the peak behavior could be also related to the degradation of polymer chains, which could enhance also the crystallinity content. However, the melting behavior is almost the same with slightly higher temperatures for the hydrophilic ones. The enthalpy and crystallinity of the samples during the melting are almost the same for both nanoclays when the same content is used. Thus, a higher crystal content is formed during the cold crystallization of the NSF materials, while it seems that polar can enhance better the crystallization during the cooling process of the materials. The difference can be related to the higher interaction of PLA with NSF that can disturb the crystal growth during the cooling process. Moreover, a negative effect is observed in the crystallinity of all the materials due to the presence of nanoclays.
3.3. Mechanical Assessment in a Product
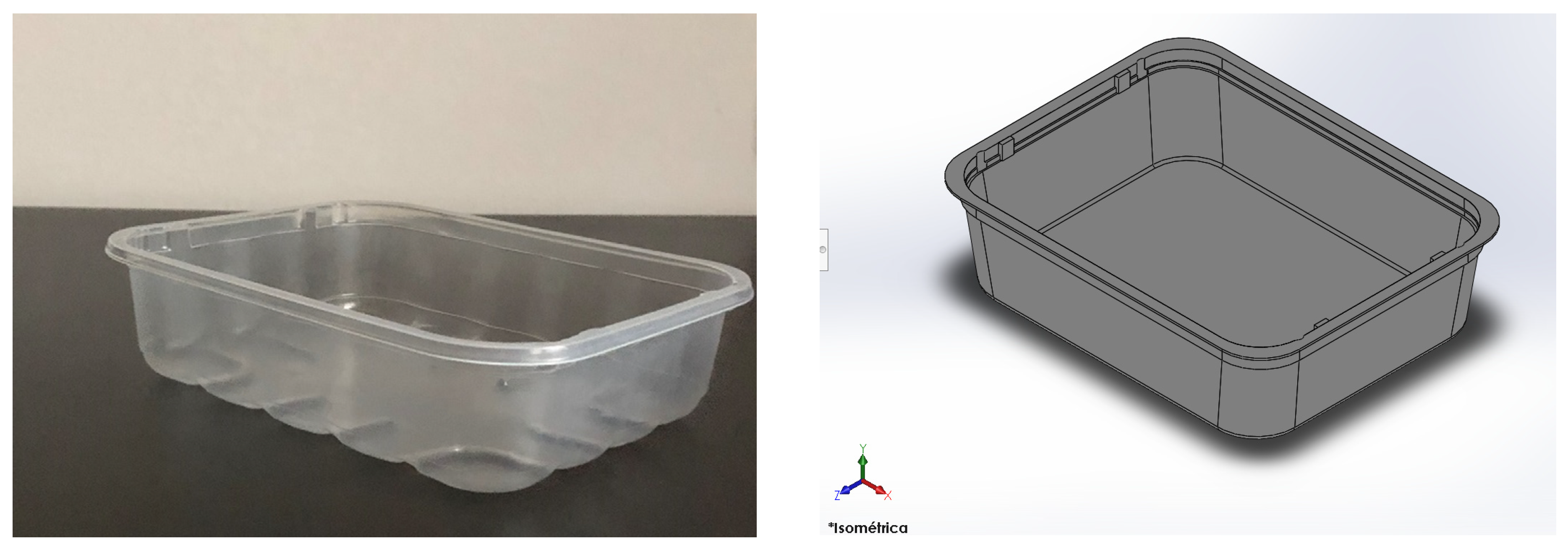
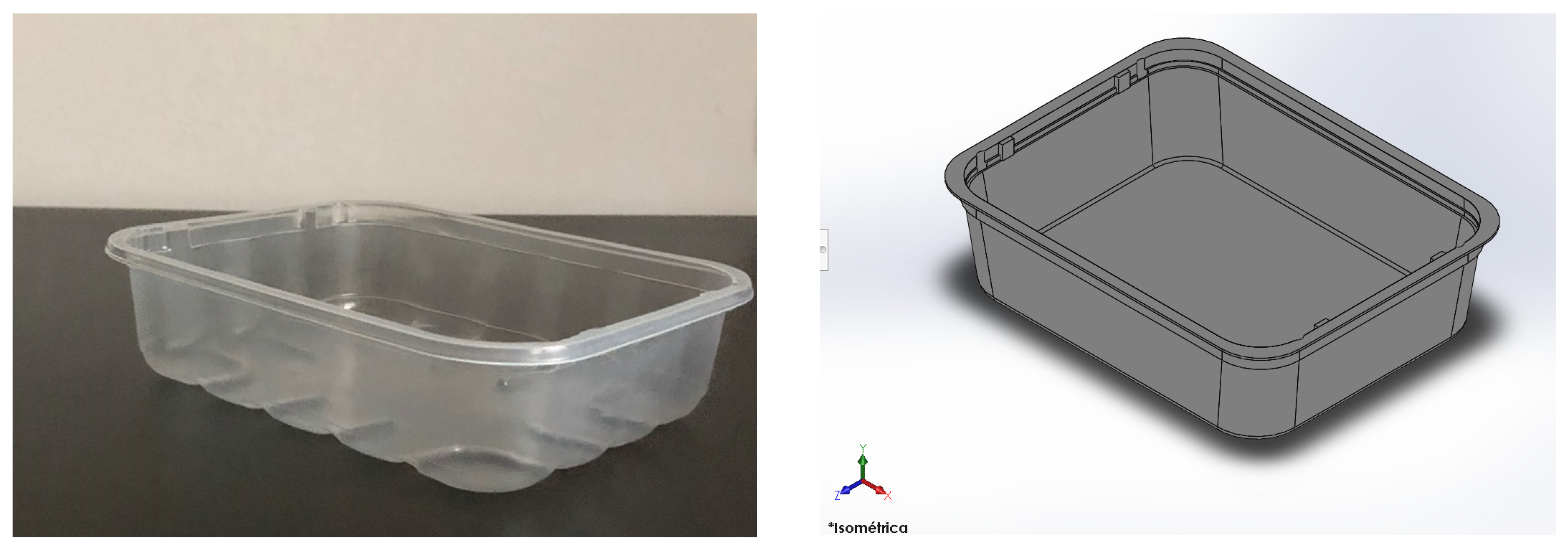
The mechanical assessment of the materials was simulated in a commercial food tray. The tray, as mentioned above, was designed from a real design. The real product and digital mock-up are shown in
Figure 8.
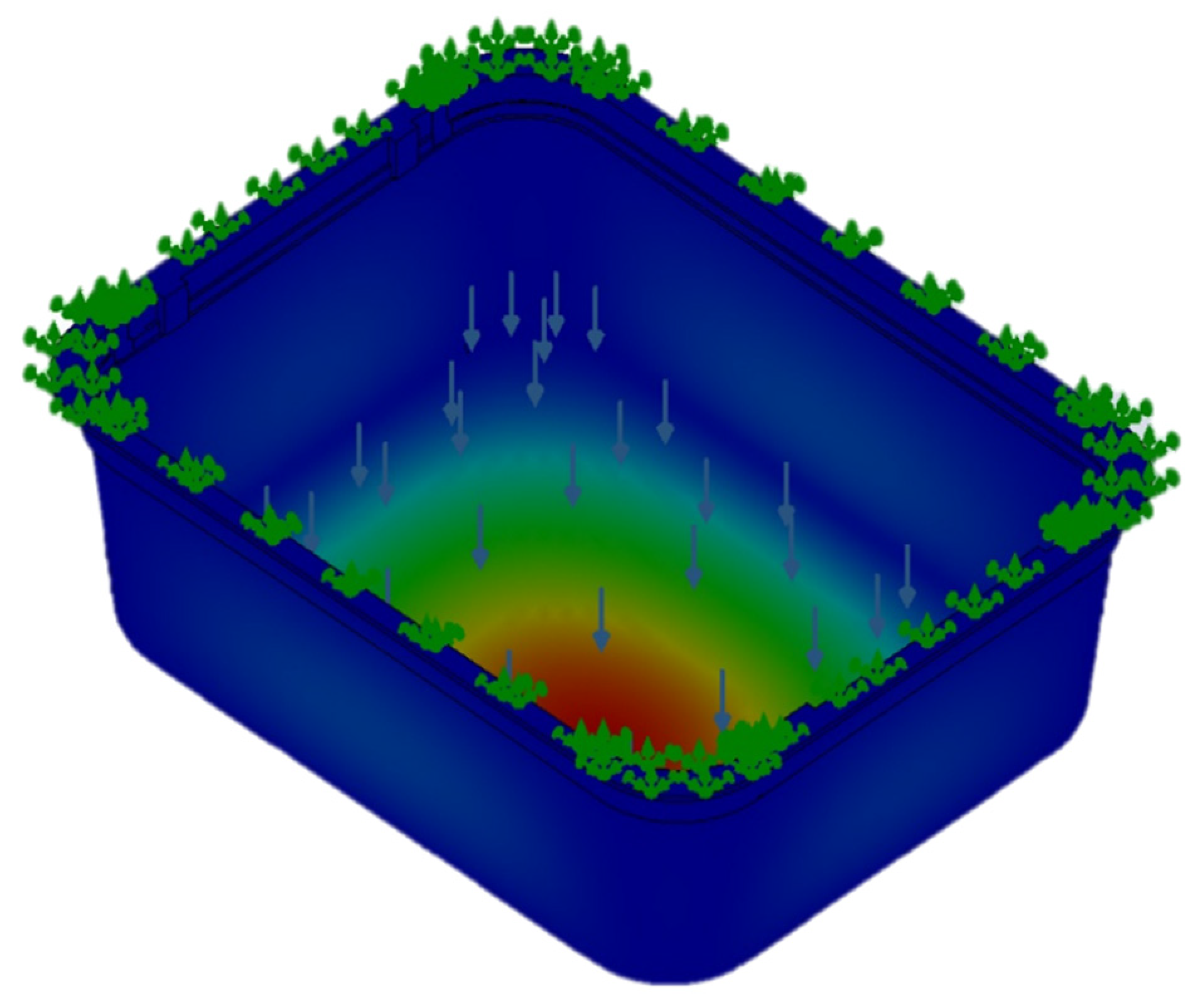
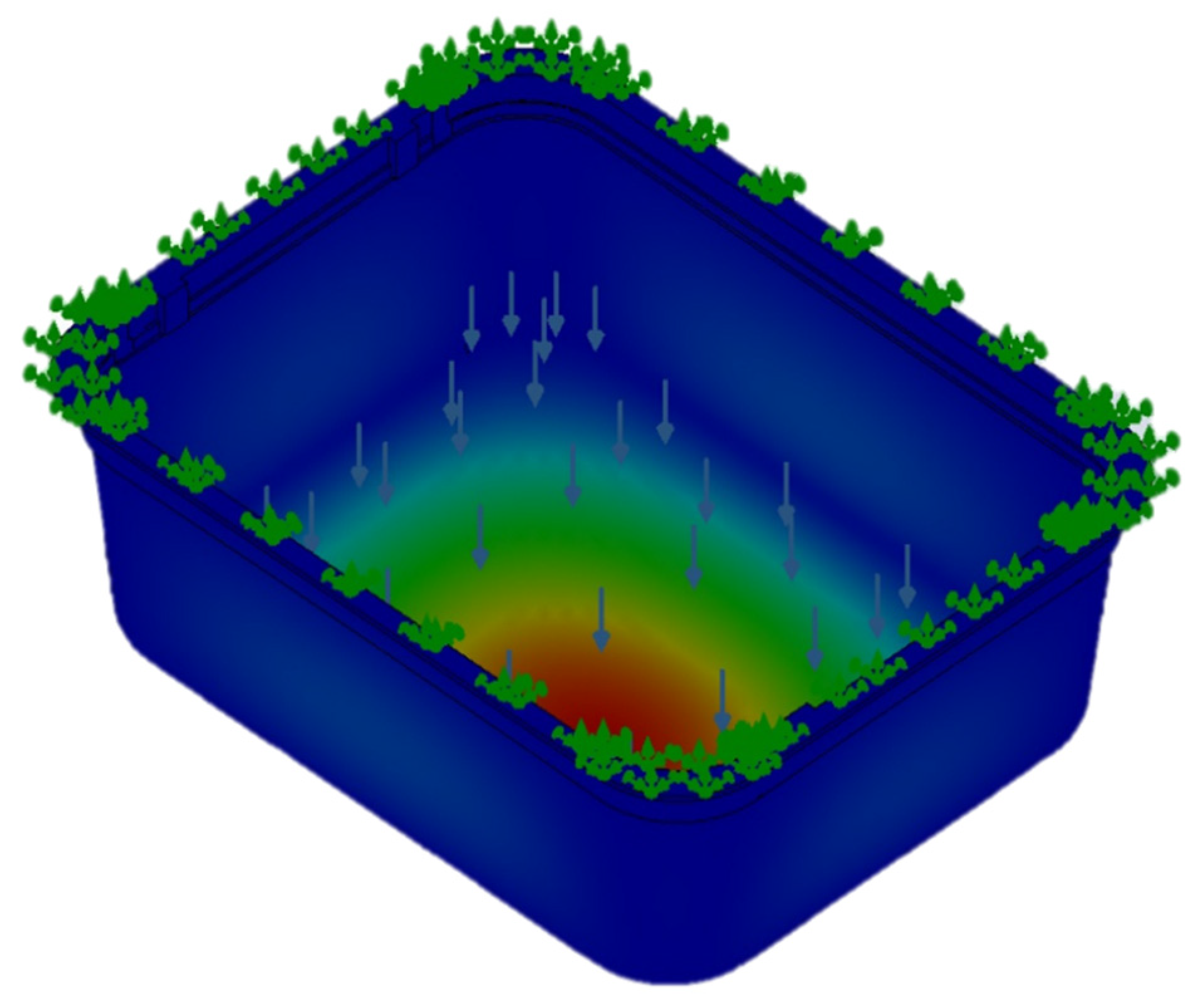
The digital mock-up is a simplified version of the real one. The most significant change is that the mock-up did not consider the bottom ribs. These ribs are used to stiffen the tray bottom and were avoided in order to increases the easiness of thin walls meshing and avoid stress concentration phenomena in the rib corners due to the difficulty of meshing small fillet radius. The load was evaluated at 10 kN force and was placed in the inner bottom area of the tray. This load doubles the maximum product content for such trays. This safety factor was introduced as a stress increase factor. All degrees of freedom were limited for the upper area of the tray. This restriction was imposed to study the vertical deformation of the tray and avoid flexion loads in the walls and the upper border. An example of the results for the deformation is shown in
Figure 9.
The results of the von Misses tensions, the maximum deformation, and the safety factor are shown in
Table 6 for commercial materials and
Table 7 for the nanocomposites obtained in this work. As expected, as the loads or the geometry was the same for all tested materials, no changes are observed in the Von Misses tensions, which are concentrated in the creases of the food tray. The maximum deformation is observed in the center of the tray. However, the deformation is reduced when the stiffness of the material is increased. The lowest deformations are obtained for the NSF materials, but also polar nanoclay-reinforced materials showed the same or lower deformation than PLA and the other commercial polymers. The safety factor has to be over 1 to be considered as acceptable material for the product. For the food tray, all the analyzed materials showed higher safety factors than 30. Nonetheless, the high safety factors in PLA nanocomposites, competitive again the commercial ones, means that changes in the design (as a change in the thickness of the tray) can be done with successful results.
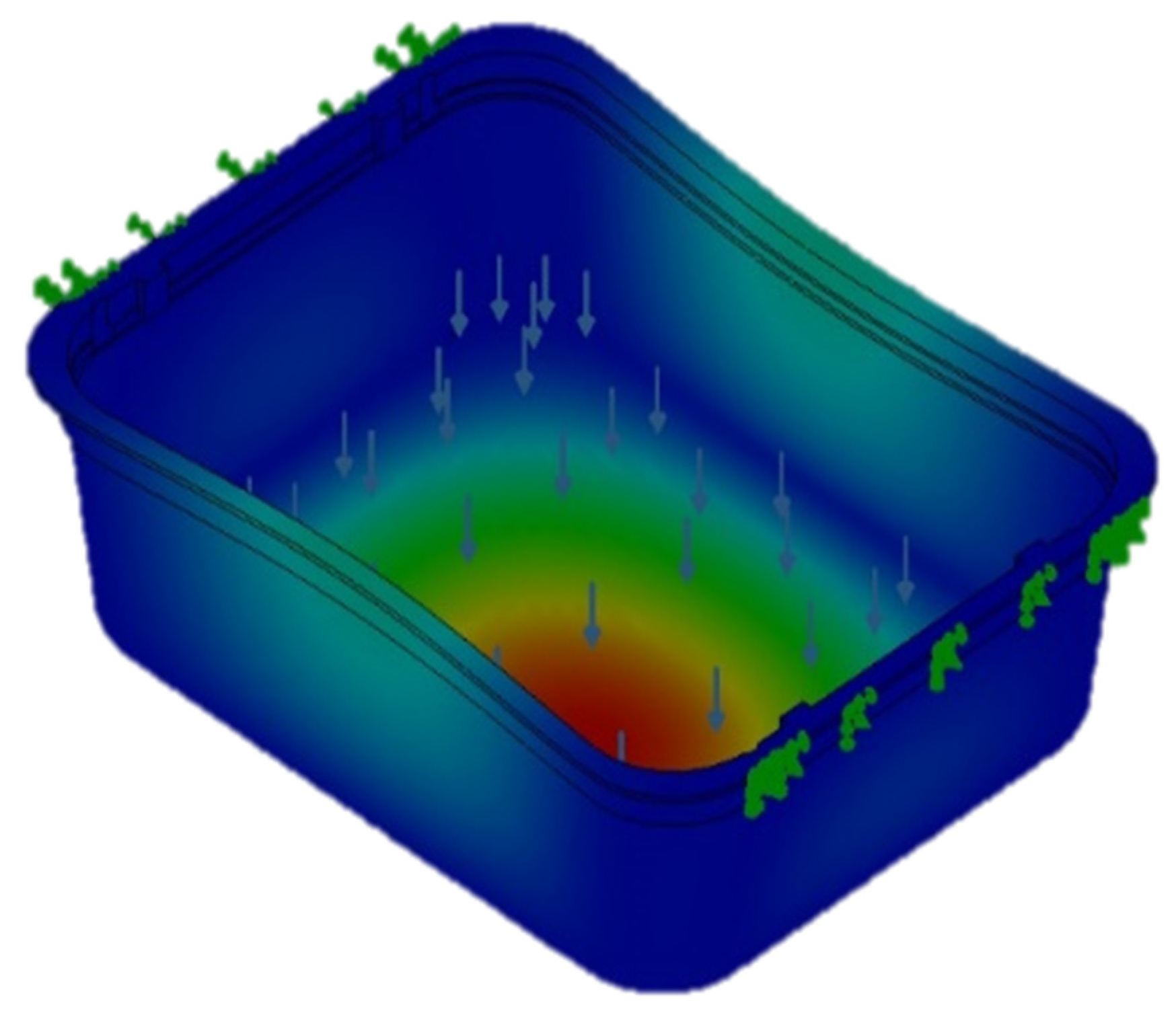
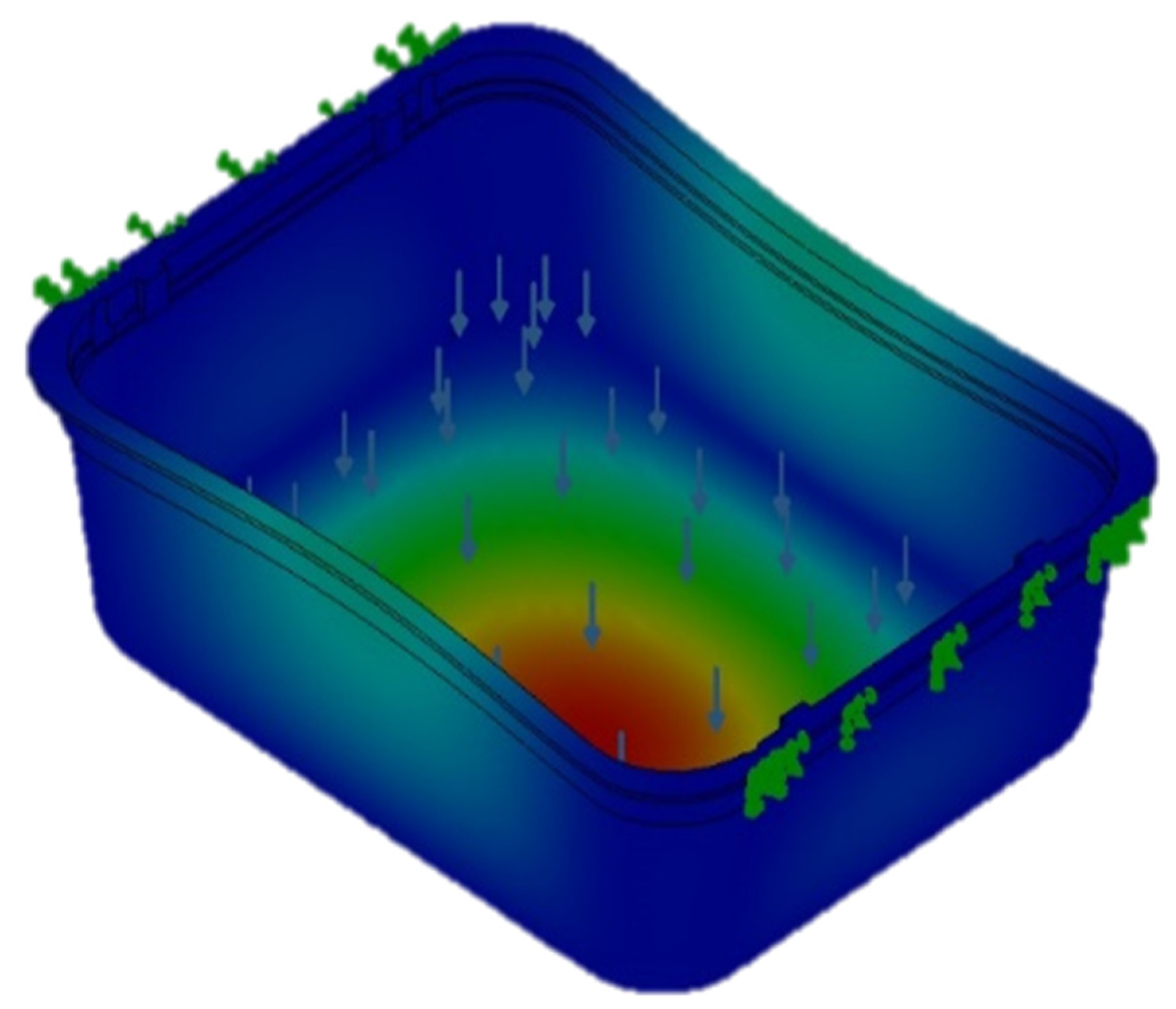
Another simulation mimicking the handling of the tray was carried out. The movement degrees of freedom of two opposite borders were limited as such borders are the preview handling areas. (
Figure 10). The applied load was 10 kN following the logic of the previous analysis. Allowing the deformation non fixed borders allows flexural loads on the vertical walls. As a consequence, a deformation is observed in the lateral parts of the food tray. Nonetheless, the maximum tensions were the same or increased slightly from the previous one (
Table 8 and
Table 9). The deformations were slightly increased for all the studied materials, but the same trend was observed. The safety factor was slightly reduced but in all the cases the value was over 30. It must be stated that the model presents a regular wall thickness, while the thermoformed tray has not. Thus, a 30 safety factor can be considered appropriate but does not avoid the necessity for experimental tests.
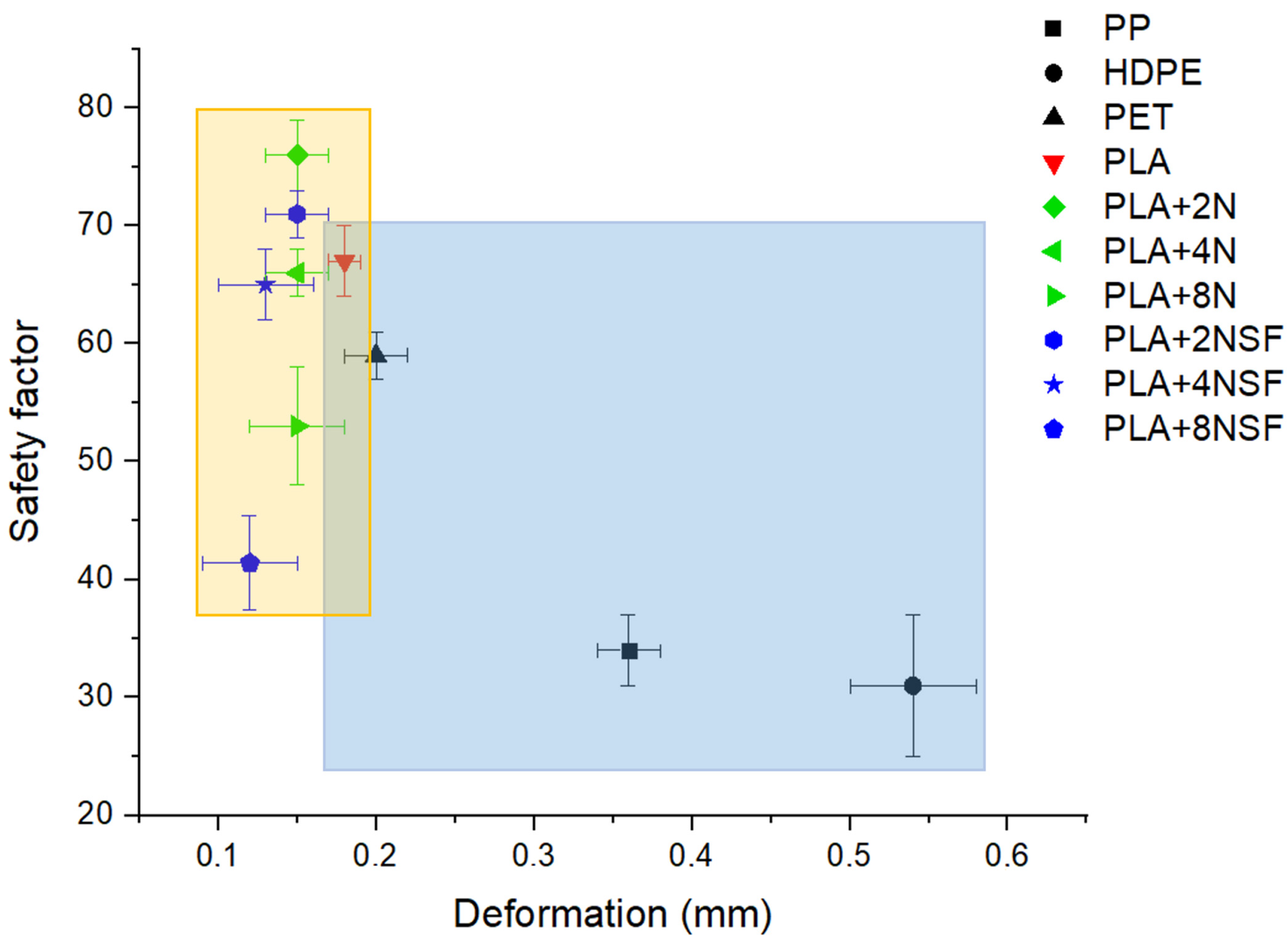
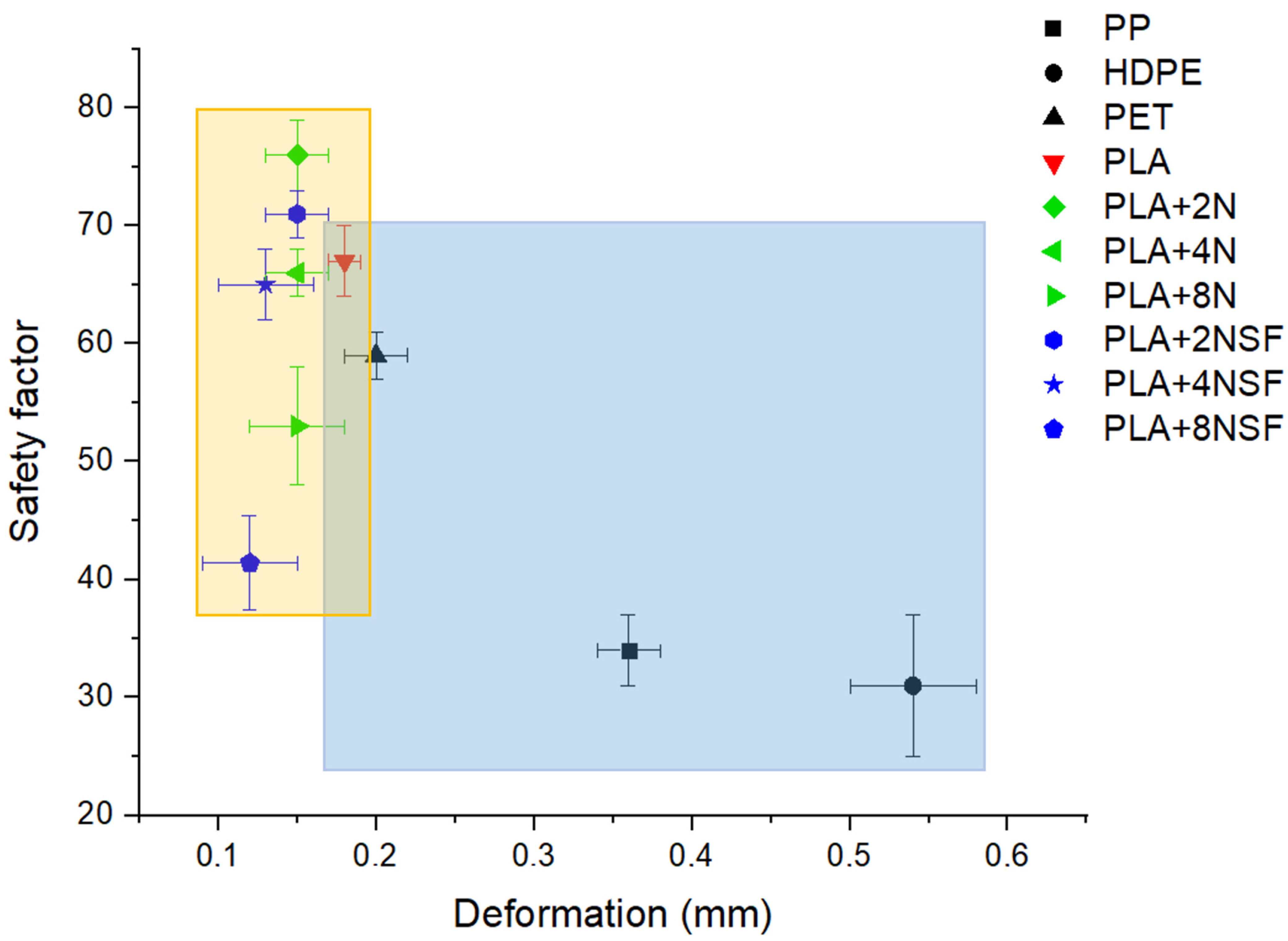
Figure 11 shows the ratings obtained by commercial polymers used for food packaging and the produced nanocomposites in terms of deformation and safety factors. The blue square marks the ranges defined by the safety factors and deformations obtained with commercial materials, and the yellow square denotes the area defined by nanoclay composites. The safety factor is sufficiently high in all the cases to ensure a satisfactory deployment of the materials as a food tray. The safety factor can be reduced by decreasing the thickness of the tray wall, but this can compromise the ability of the composite films to be thermoformed. Thus, the authors prefer using the same thickness found in the original product. Main differences in the behaviors of the materials were found in their deformations under use. While commercial materials showed deformations below 1 mm, specifically in the range between 0.18 and 0.55 mm, nanoclay composites showed deformations lower than any commercial material. In the case of the tray, such differences can be neglected because are difficult to detect by any user. Thus, nanoclay composites showed a better deformation than commercial materials. Deformation is a milestone in application and design. High deformations or visually recognizable ones are undesired and in the case of packaging, a high deformation can cause a negative visual effect of the packed material. The use of nanocomposites ensures a safety factor comparable to commercial materials and lower deformations which enables its use for the application without any design change.
3.4. LCA Preliminary Results
A preliminary LCA was performed using the sustainability pack for the common plastics (HDPE, PP, and PET). The plastic production and use were fixed in Europe with a one-year use of the plastics. The geographical production and use were fixed in Europe where the tax of recyclability, energy recovery, and landfill is known for the last 2019 [
5]. Moreover, no recyclable materials were used for the calculus of the manufacture of the injection mold food tray as this use is still incipient in food packaging. The software has no data for plain PLA and nanocomposites but they were recalculated from literature data. PLA global potential warming (GPW) was obtained from LCA Naturworks inventories [
46]. The end life of PLA was considered 100% landfill and the data from composting values in the literature were used [
47,
48]. The GPW associated with transport and product manufacture was initially obtained from literature, however, due to the high differences (also in the case of PET), the values were recalculated from the Solidworks parameter and applying the matrix density. PLA-nanoclay composite calculus was obtained from the combination of the PLA and nanoclay data and related to the phase weight [
49]. However, in the case of nanoclays, two assumptions were made: The material value for polar nanoclays is approximately half of the surface-modified nanoclays due to the modification and purification associated with that reaction, highly energetically costly; and there is no value associated to the landfill of these materials.
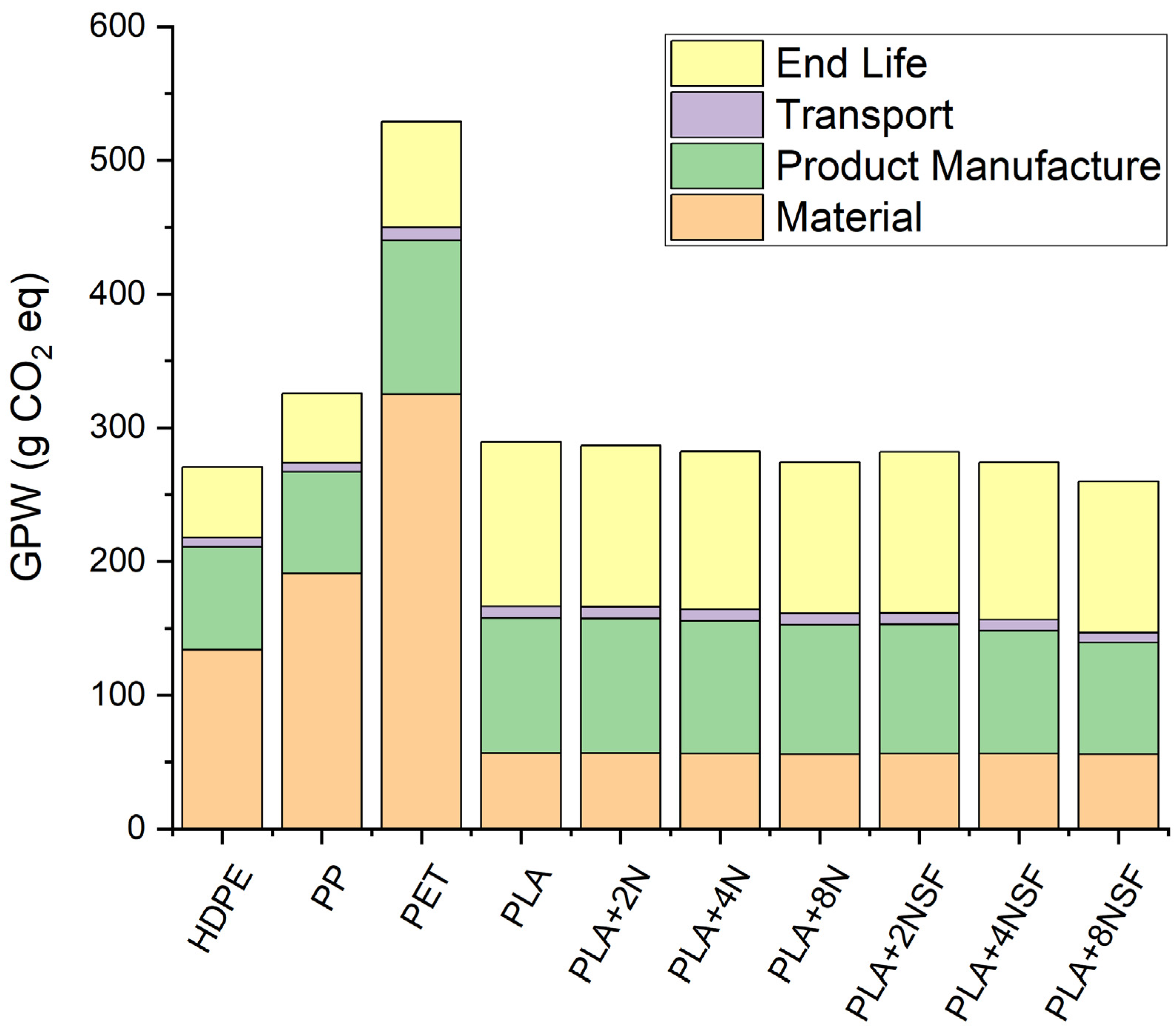
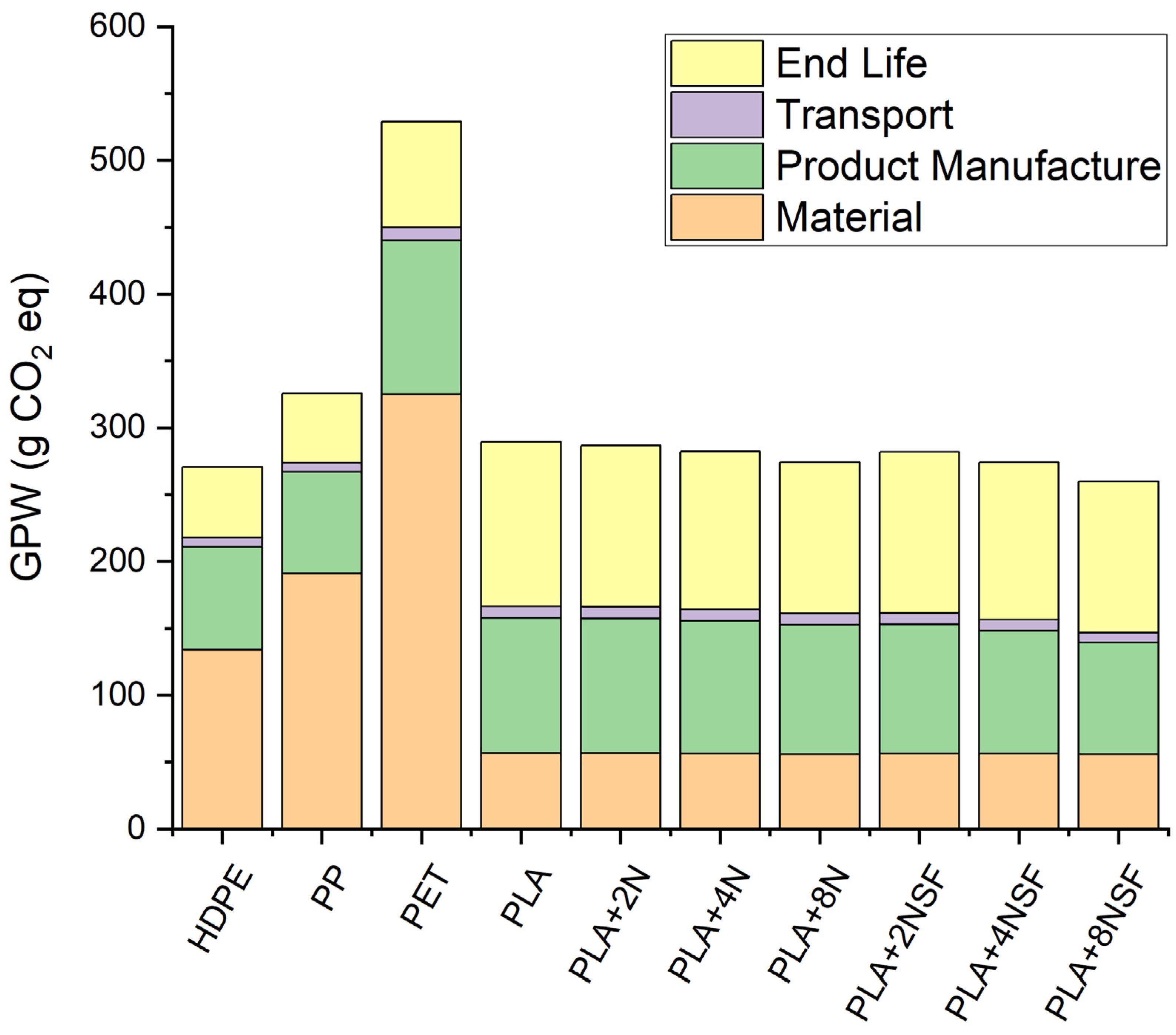
Figure 12 shows the sustainability of PLA and PLA nanocomposites in comparison to the common plastics used for their manufacture in terms of GWP. The most important reduction in GWP is associated with material production. PLA has a GWP of 0.6 kg CO
2/ kg of PLA. It is clear the sustainability of the PLA matrix in comparison with PE, PP, and PET, which achieved values of 1.8–1.9, 1.6–1.9, and 2–2.4 kg CO
2/kg polymer, respectively. The low GWP of PLA is due to the CO
2 uptake of the raw material used for its production during the growth of the plant. Product manufacture and transport are mainly related to the density and viscosity, and process temperatures of the material, and a slightly higher value is obtained in PET, PLA, and PLA-nanocomposites. The end life value of the studied materials showed significant differences regarding renewable and petrol-based materials. In the case of HDPE, PP, and PET, the end of life is mainly related to the recyclability of the materials and the energy recovery. The burning of the material produces a high quantity of warming gases. The landfill tax has a poor effect on this value as these plastics have a low degradation rate. On the other hand, the values of PLA and PLA nanocomposites are related to the gases produced during the composting of the materials, which generally have higher potential warming values in terms of g CO
2 equivalents than the CO
2. Moreover, these gases can be collected and used for energy production. Thus, the higher value does not have to be directly understood as a more unsustainable material at its end of useful life. Moreover, PLA is recyclable which was not considered in the calculus. The recyclability of PLA can reduce this value.
The increment of the nanoclay content in the PLA composites has a small reduction of the GWP values. Nonetheless, the reduction is really small to be considered important and is mainly related to the density values of these materials.
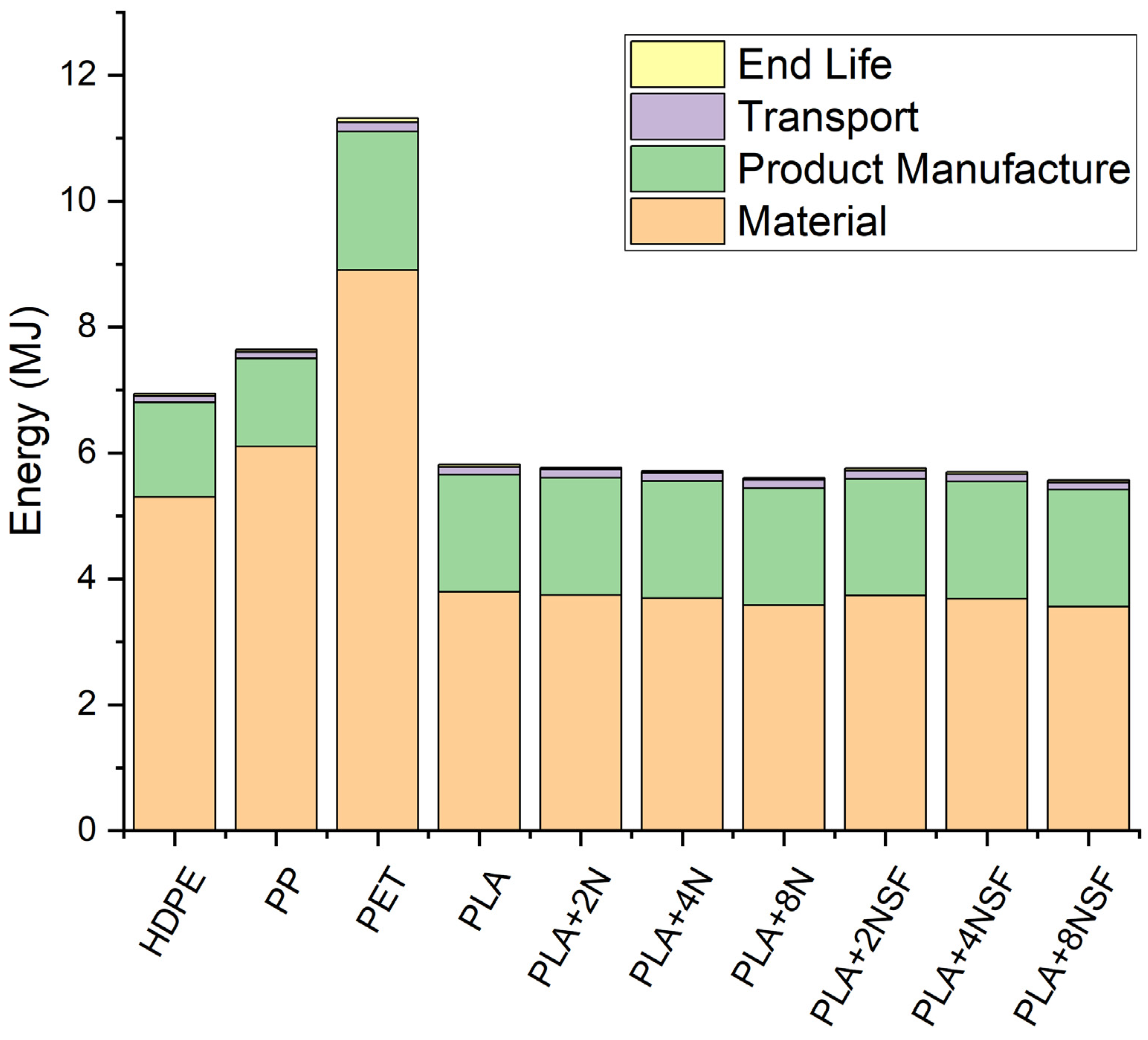
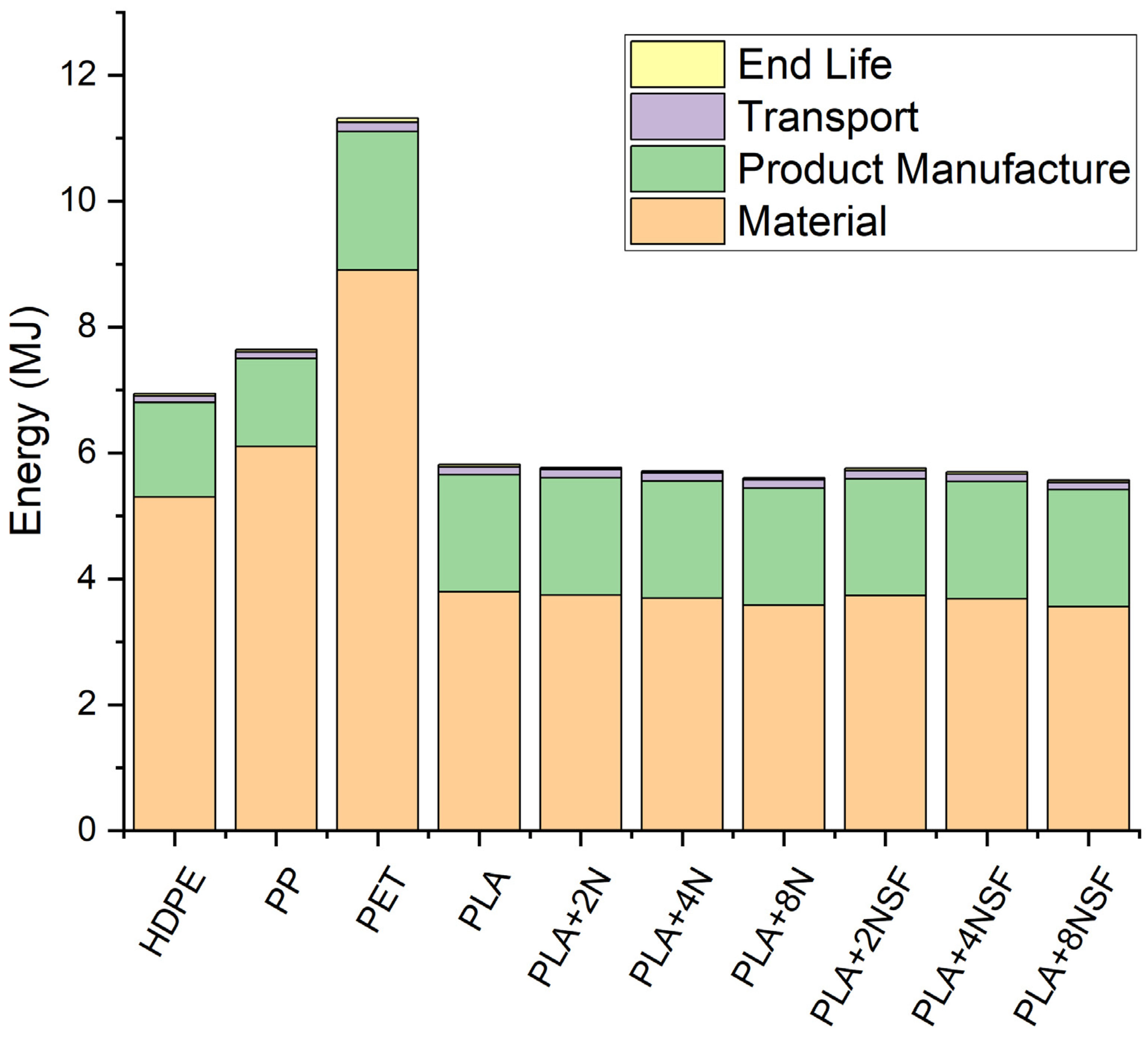
In terms of energy, the same recalculations were done for PLA and PLA-nanocomposites, except the product manufacture as the value is similar to the obtained in the literature and this value was preferred against recalculations. The results are represented in
Figure 13.
Similar behavior is observed in terms of energy. The most consuming material was PET, followed by HDPE and PP. PLA materials showed smaller values as the raw material production is really small in comparison with the extraction from petrol. Product manufacture and transport are similar in all the cases as the equipment is supposed to be similar and the effect of the fluid properties and density has a small effect. In the case of transport, the energy is really small that the increment in the weight due to the higher density has a poor effect. End life energy is really small that it is not appreciable in
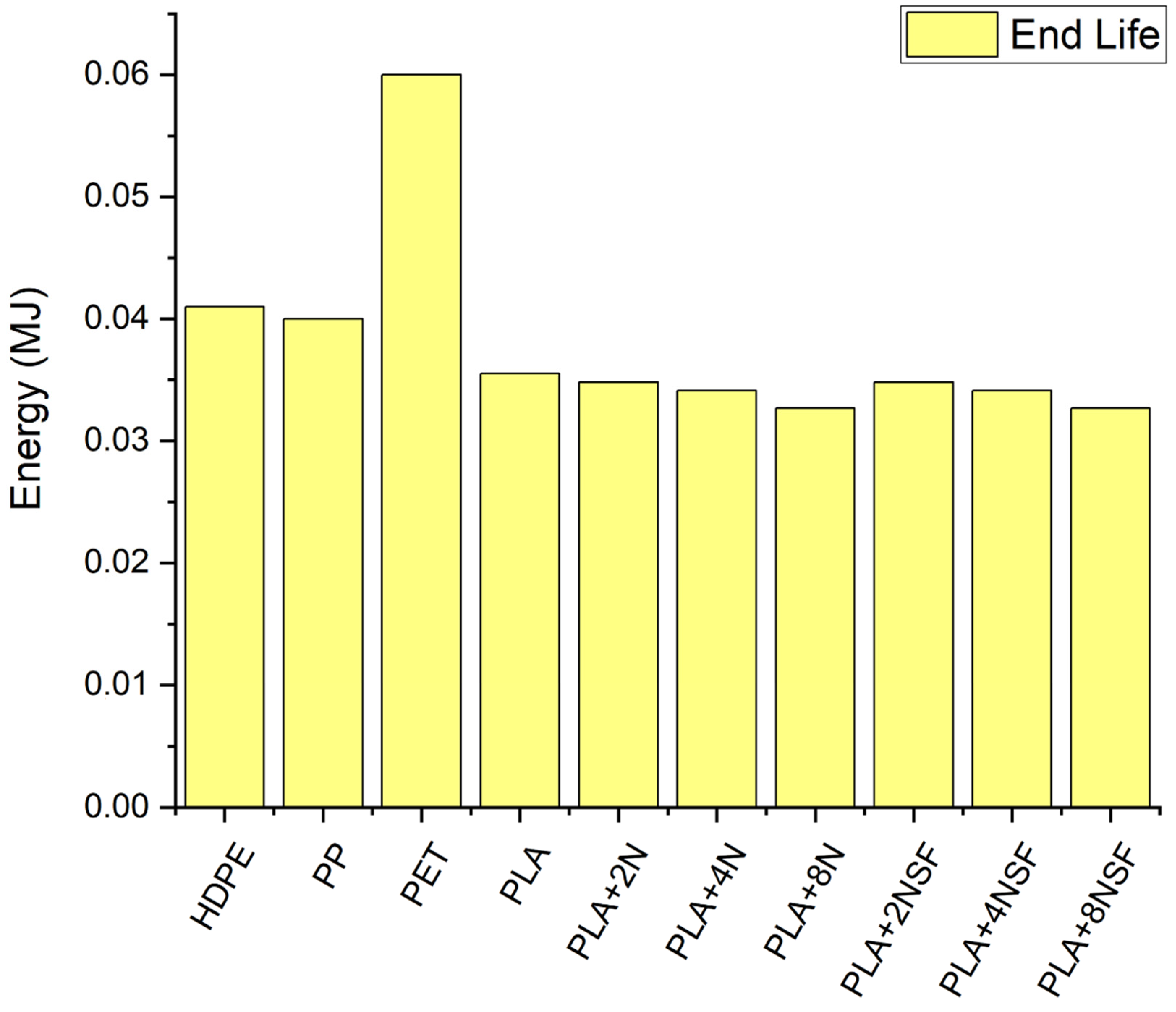
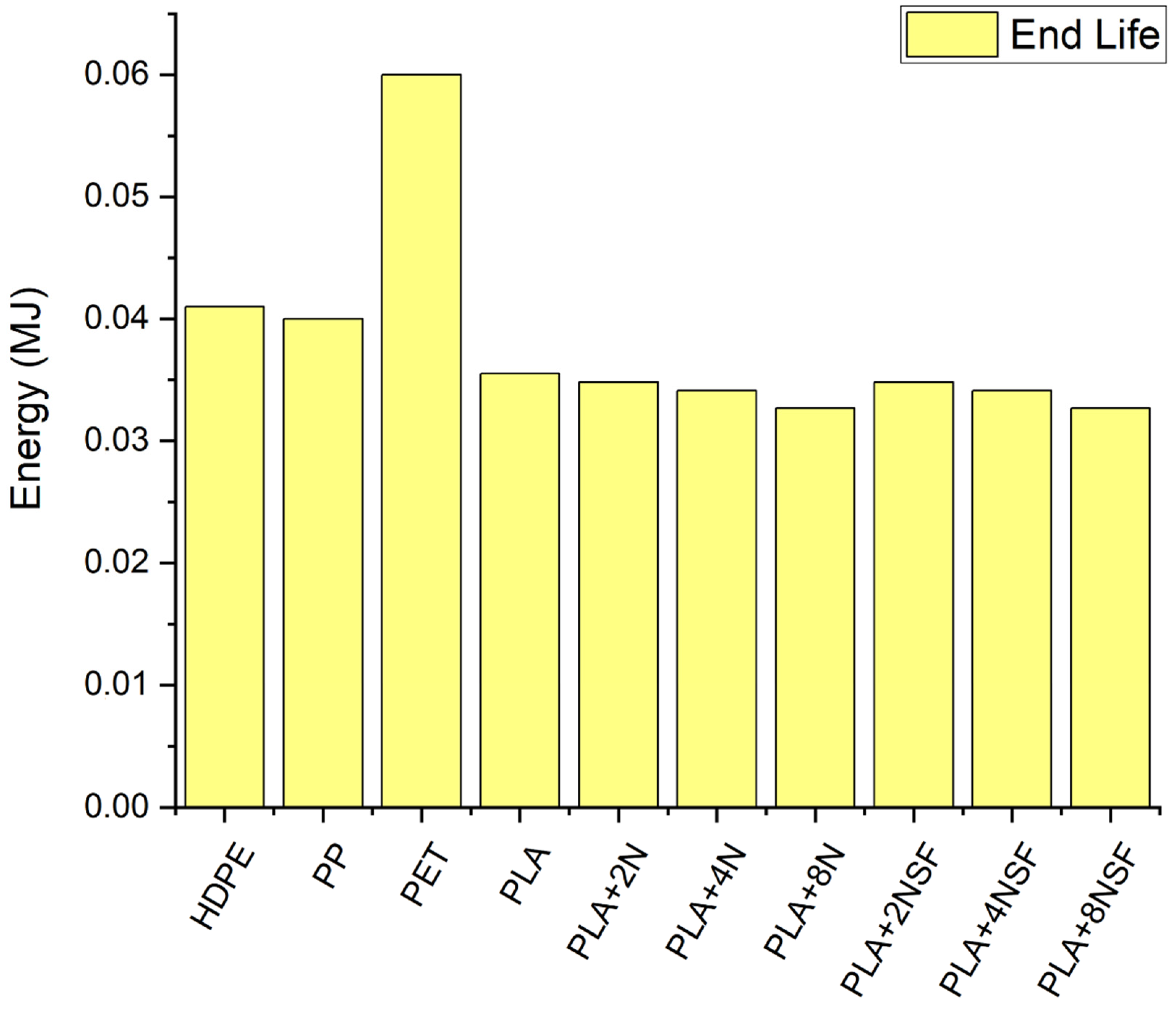
Figure 13. A magnification of the results is shown in
Figure 14.
In terms of energy, the end life of the PLA and PLA nanocomposites are the lower values, the lowest being the PLA+8%NSF, but the difference is smaller as observed in the total energy. The high energy consumption of the PLA materials is due to the composting conditions. Moreover, a reduction of the energy is obtained in the petrol-based polymers due to the energy recovering considered in the calculus of the end of life. However, as mentioned above, PLA and PLA nanocomposites were just considered for compositing while they can be recycled. The effect of the recyclability is smaller than the composting process and implying more sustainable materials.


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}