1. Introduction
In recent decades, with the development of polymer manufacturing technology [
1,
2,
3,
4], the share of plastic gears in the gear market has gradually increased. Compared with metal gears, plastic gears have obvious advantages [
5] such as low weight, low cost, self-lubrication, strong ability to absorb shock and vibration, etc. Therefore, it is widely used in frontier such as medical devices, aerospace, and industrial robots [
6,
7]. The latest additive manufacturing and 3D printing processes manufacturing is a great breakthrough for plastic gears manufacturing, but it is mainly used in small batch production [
8]. At present, plastic gears are mainly manufactured by injection molding [
9,
10,
11] because of its low production cost and short production cycle. The injection molding technology for conventional gears is mature and can basically meet the use requirements. However, for micro-nano manufacturing grade small module plastic gears (gears with module less than or equal to 1 mm are usually called small module gears), there are still many challenges to be addressed in micro-injection molding [
12,
13]. The biggest issue faced by small module plastic gears is the serious shortage of dimensional accuracy. Due to the inherent shrinkage of polymer [
14,
15,
16], plastic parts could experience a non-linear shrinkage in the stage of pressure holding and cooling, resulting in deviation between the final plastic part and the mold cavity geometry. Moreover, the overall size of small module plastic gears is smaller, and the shape deviation has a more significant impact on its dimensional accuracy. Low dimensional accuracy will affect the stability of gear transmission, produce vibration, and noise, and accelerate the fracture of tooth root and gear wear [
17,
18]. It will inevitably shorten the service life of small module plastic gears [
19].
The key to solve the problem of insufficient dimensional accuracy of small module plastic gears is to control the non-linear shrinkage of plastic parts in the molding process. Different from conventional module gears, small module gears have smaller specific surface area and smaller convection and radiation heat dissipation resistance during cooling. The heat transfer at the interface [
20,
21,
22,
23] during melt molding is complex and changeable, so the uneven heat transfer at various parts of the gear is more obvious. The premise of shrinkage control is to understand the shrinkage characteristics of small module plastic gears. However, because the forming process of plastic gears is not visualized and the experimental conditions are difficult to control, it is difficult for researchers to quantitatively describe the shrinkage characteristics of plastic gears in the production process. It is also impossible to selectively control the influencing factors in the molding process of small module plastic gears. To study the forming process of small module plastic gears visually, it is of great significance to use computer numerical simulation technology [
24,
25,
26] to simulate the forming shrinkage behavior of gears. It can not only reduce the cost of research and development experiments but also greatly shorten the production cycle. At present, the finite element analysis software Moldflow can simulate the polymer manufacturing process completely and accurately [
27,
28].
Shrinkage behavior of plastic parts is related to many factors such as processing equipment, material properties, mold structure, plastic parts geometry, and injection molding process parameters [
29,
30,
31]. For gears whose dimensions have been determined in practical production, the key concern is the influence of injection molding process parameters on shrinkage. Gear injection molding process parameters are mainly divided into three factors: time, pressure, and temperature. Various factors affecting the cooling shrinkage process of small module plastic gears should be comprehensively considered through characteristics analysis [
32,
33]. At the same time, there are many injection molding process parameters, which will consume a lot of time during test adjustment. Many scholars have studied the process parameters of conventional gear injection molding and found that Taguchi method plays a great role in reducing the number of tests and adjusting the process parameters [
34,
35,
36,
37]. Moreover, it is found that many parameters have little influence on the warpage and shrinkage deformation of microstructure parts, which is helpful to further reduce the complexity of research.
In view of the challenges mentioned above, Zhu et al. found that combination of shrinkage directions and shrinkage distances of points on an injection-molded part determine shrinkage ratios for various dimensions of the part, and shrinkage directions are more influential to shrinkage ratios of dimensions, which offered a unique approach to understand the shrinkage principles of injection-molded parts [
38]. Ghazali et al. successfully analyzed the plastic gear injection molding process using MPI software [
39]. Ramkumar et al. found that Taguchi optimization and ANOVA method are very useful in determining the most important molding process parameters that affect volume shrinkage and optimizing control parameters to achieve minimum part shrinkage [
40]. Eghbal Hakimian et al. also used the Taguchi method to assist numerical simulation to analyze the influence of injection molding parameters and thermoplastic composites on the maximum warpage of injection-molded micro gears [
41]. However, the injection gate of the micro gear is set in the gear teeth, which is inconsistent with the actual production. Jain et al. developed a 3D model of industrial size plastic gear using pro E and analyzed the flow of plastic gears [
42]. Mehat et al. used MPI simulation software to simulate and analyze the injection molding process of polymer gear. Using the Taguchi optimization method, it was found that the process parameters that have great influence on gear shrinkage are melt temperature, packing pressure, and packing time [
43].
At present, most researchers’ research on shrinkage of plastic gears mainly stays at the stage of large and medium module. There is little research on the non-linear shrinkage characteristics of small module plastic gears. Furthermore, the research target parameters only stay in the stage of maximum warping shrinkage deformation of gears, and there is no targeted research on dimensional deviation. Therefore, it is a great challenge to optimize the molding accuracy of small module plastic gears at present.
In this paper, aiming at the non-linear shrinkage problem of injection-molded small modulus plastic gear, a practical numerical approach was proposed to characterize the nonlinear shrinkage and optimize dimensional deviation of small module plastic gears. Moldflow was used to simulate the warping shrinkage deformation and intuitively predict the gear-forming shrinkage process. The 3D shrinkage model of gear was successfully exported, and the shrinkage characteristics of small module plastic gears were studied. Based on the characteristics research, taking the key dimensional deviation of small module gears (addendum circle diameter and root circle diameter) as the response target, the orthogonal experiments were designed. The influence relationship between key process parameters and key dimensional deviation of small module gears and its influence contribution ratio was obtained. Under the guidance of the best combination of parameters in orthogonal experiments, a high-speed cooling technology of moldboard-cavity combination for small module plastic gears was proposed. Although there is no experimental verification in this paper, the viscosity model and constitutive model adopted by the material are all from Moldflow material database. Based on the wide application of Moldflow in practical engineering and compared with the research results of other scholars, the obtained results provide credible theoretical basis for die cavity design and shrinkage control and have great guiding value.
4. Conclusions
Non-linear shrinkage in the forming process of small module plastic gears leads to serious shortage of dimensional accuracy. In this study, a practical numerical approach was proposed to characterize the non-linear shrinkage and optimize the dimensional deviation of the small module plastic gears. First, based on Moldflow simulation technology, the shrinkage characteristics of injection-molded small module plastic gears were analyzed. Then, the influence relationship between molding process parameters and key dimensional deviation were obtained through analysis of orthogonal experiments. Finally, the key dimensional deviation was optimized by the high-speed cooling technology of gears plate-cavity combination. Key findings of this study include:
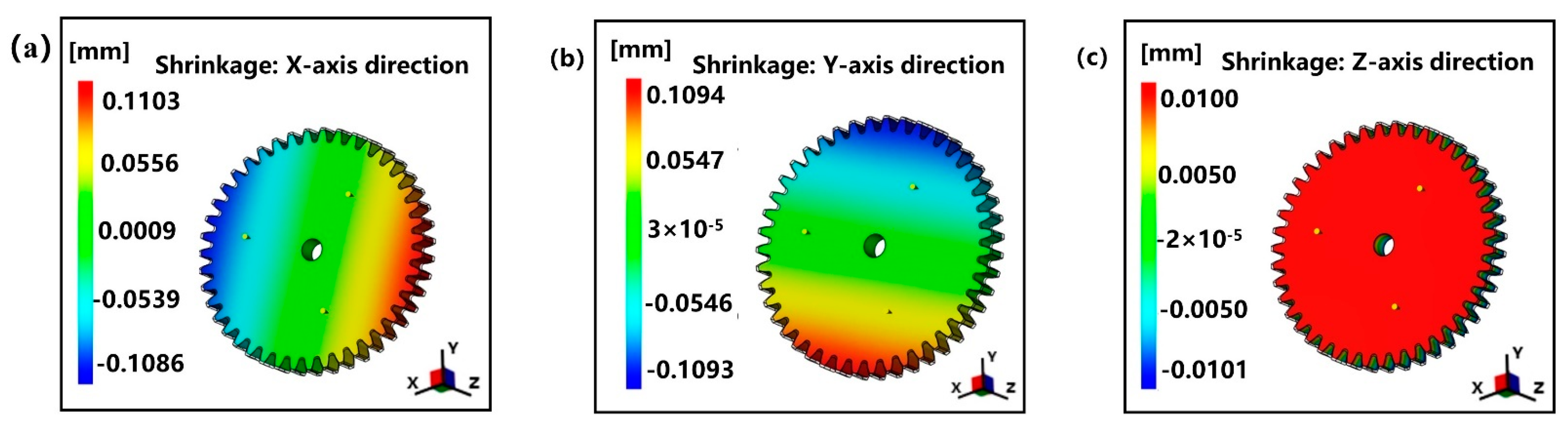
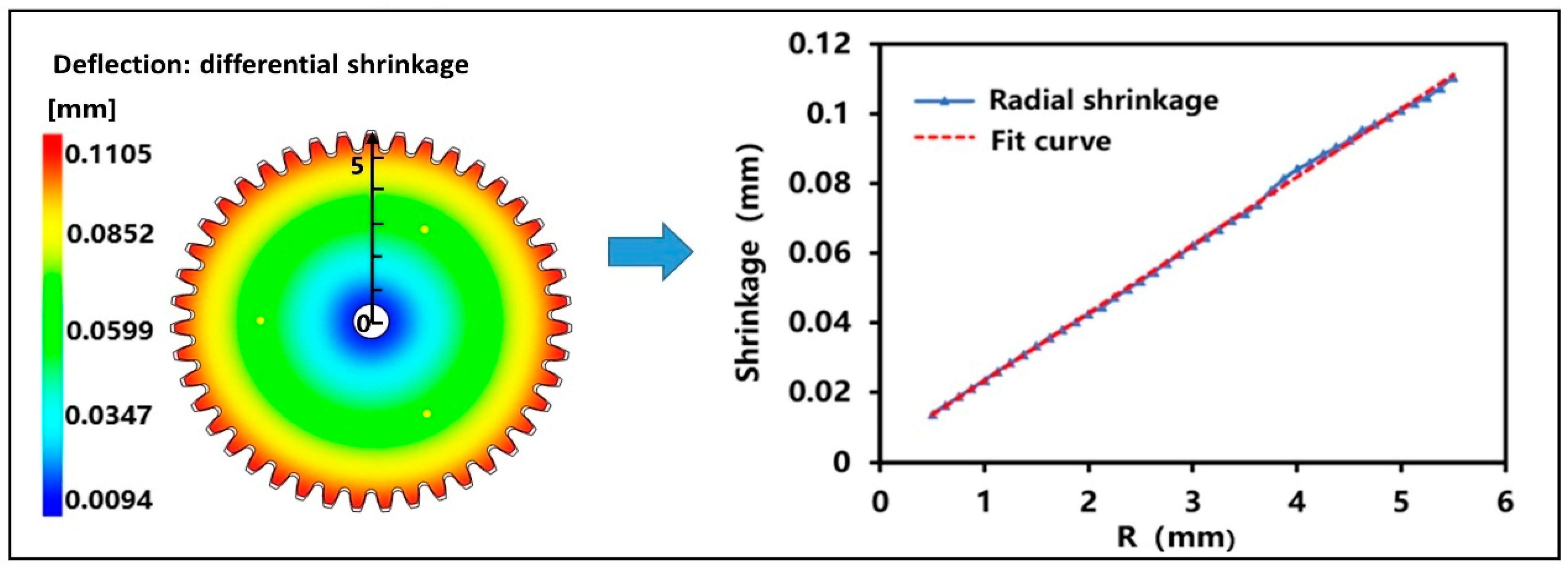
1. The dimensional accuracy of small module plastic gears mainly depends on the non-linear shrinkage in the forming process. The shrinkage of gear teeth is the largest, especially the diameter of addendum circle and root circle.
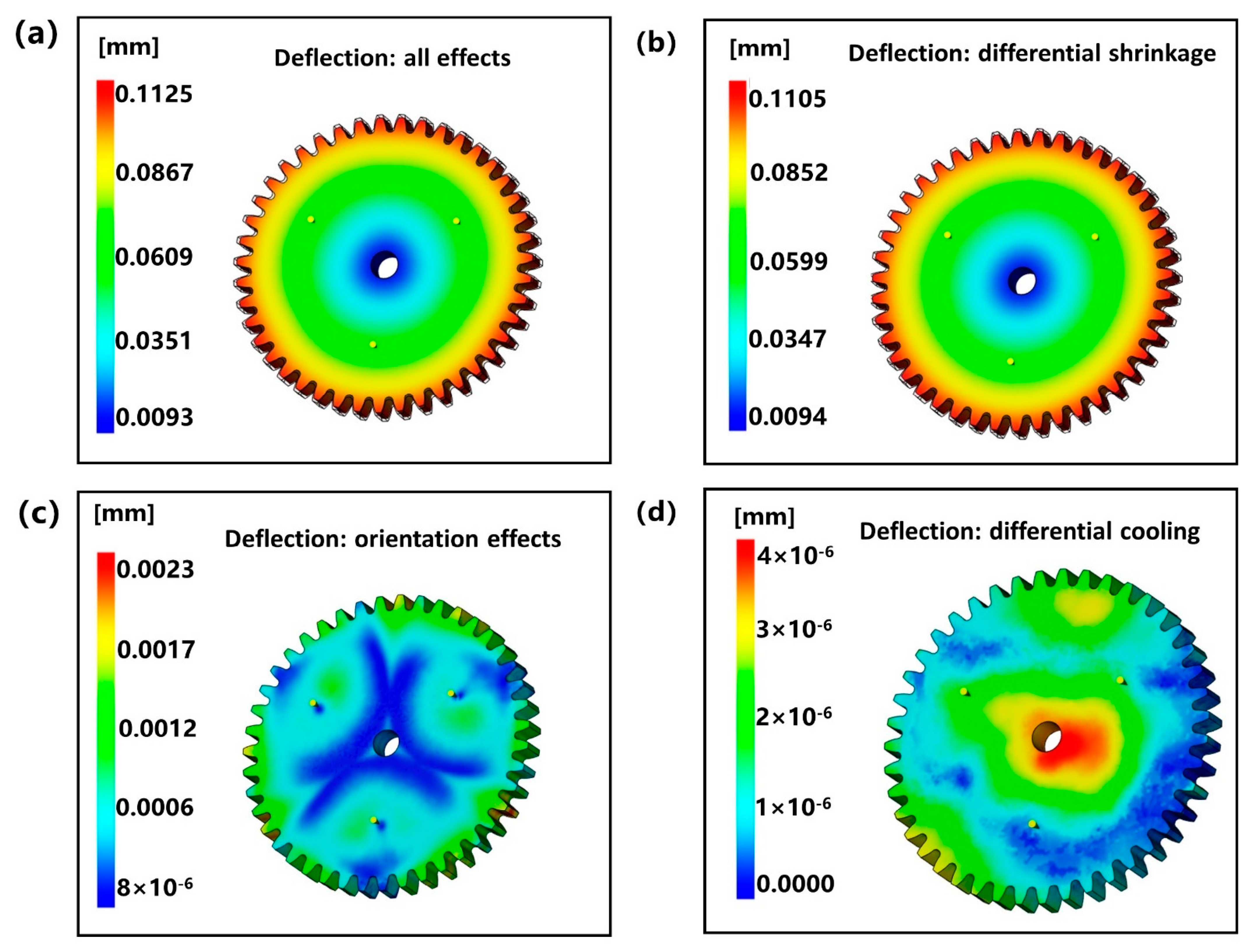
2. The volume shrinkage rate in the center of the tooth thickness direction of small module plastic gear is too large locally, which leads to waist shrinkage. Moreover, it was found that the residual stress in the top circle and root circle of gear teeth is obviously larger than that in the pitch circle, and a larger residual stress appears in the center of gear teeth in the thickness direction.
3. The 3D shrinkage model of small module plastic gears was exported. It was confirmed that cooling rate is the most influential factor on the non-linear shrinkage of the injection-molded small module plastic gears. The faster the cooling rate, the shorter the cooling time and the smaller the shrinkage.
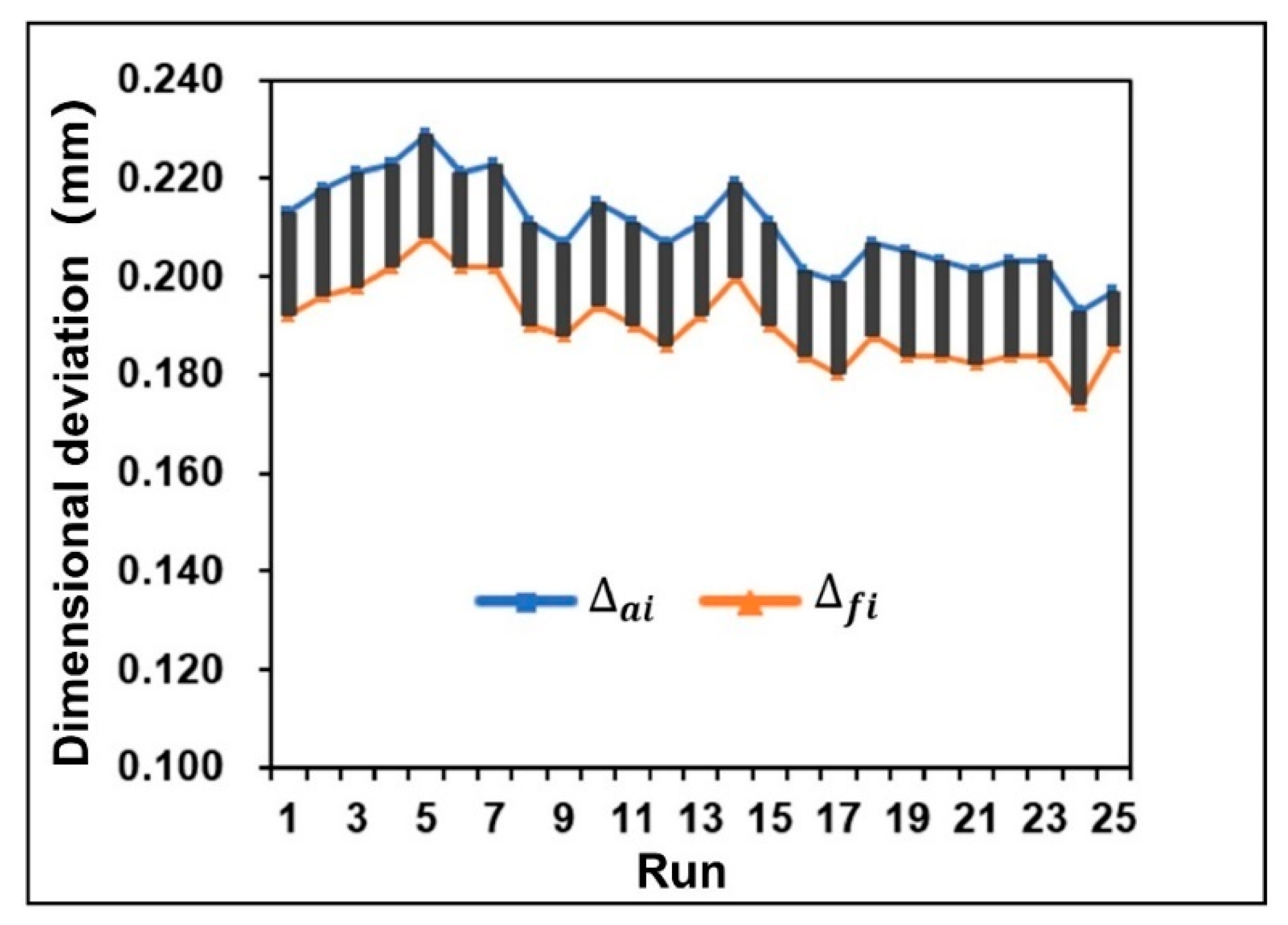
4. Melt temperature has the greatest influence on the key dimensional deviation of small module plastic gears. In addition, the optimal levels combination of process parameters is (melt temperature 230 °C, mold temperature 100 °C, packing pressure 70 MPa, packing time 15 s, and coolant temperature 10 °C) under the condition of minimum deviation of diameter of addendum circle and diameter of root circle.
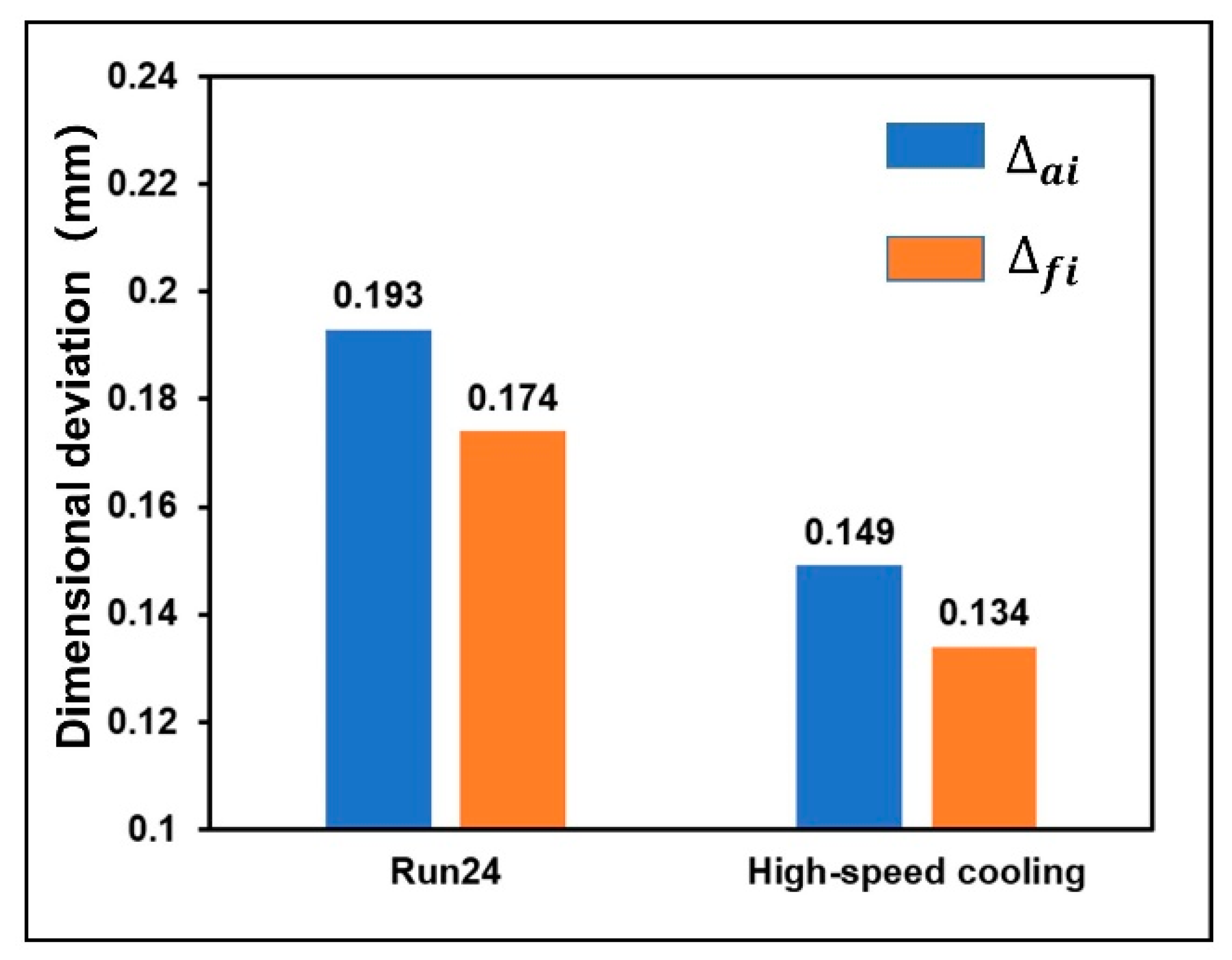
5. The high-speed cooling technology of gears plate-cavity combination was proposed. Under the high-speed cooling of gear teeth, it was found that the dimensional deviation of the addendum circle and the root circle are reduced by 22.79% and 22.99%, respectively, and the shrinkage of each part is more even. At the same time, the waist shrinkage disappeared.
In general, the influence of forming process parameters on the critical dimension deviation of gears was studied, and the shrinkage of small module plastic gears is well predicted. At the same time, the high-speed cooling technology of small modulus plastic gear template-cavity combination was proposed, which makes the key dimensional deviation of gear reduced obviously. Therefore, this approach provides a theoretical basis for die cavity design and shrinkage control in practical production of small module plastic gears.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}