1. Introduction
As an alternative to injection moulding, selective laser sintering (SLS) is a form of additive manufacturing (AM), where laser irradiation is employed to fuse and bind powdered plastic to form three-dimensional (3D) objects [
1]. After the completion of an SLS print, a cube of loose powder is formed with the solidified printed components immersed inside. The models are retrieved by removing the loose powder, which is vacuumed back into the system. The unused powder accounts for 80–90% of the build volume and can be used for future prints [
2]. However, the unused powder is physically and chemically altered by the laser’s heat, which causes deterioration in its mechanical properties and model appearance [
3]. The most notable effects are high shrinkage of parts and a rough surface finish known as the ‘orange peel’ texture. However, this waste powder currently has no widespread means of recycling, and hence, eventually is disposed into landfill.
Researchers and engineers in industry have diagnosed the issue of aged SLS powder and suggested methods to reduce the aging effect, mainly through the addition of virgin powder. The recommended ratio of virgin powder to used powder is 20–50%, depending on the system [
4,
5]. This process can be repeated 2–3 times, and after that the powders become completely unusable and must be disposed [
2]. An alternative to disposing of the waste SLS powders is to recycle them for use as the filaments for fused filament fabrication (FFF) prints. The FFF process is less sensitive to plastic quality, so printing with the waste powder filament would be a viable option that would offer a significant cost recovery. Generally, an average SLS build volume is 20 kg, and 25% of that powder is waste. Hence, a 5 kg of powder is wasted for each build volume [
6]. This powder costs up to
$180 per kg, so
$900 of powder is wasted per build volume. FFF nylon filaments cost on average
$100 per kilogram, meaning a reimbursement of
$500 per build volume.
In the past, researchers investigated the challenge of fabricating recycled FFF filament from waste SLS powder [
6,
7,
8]. Waste filament was reported to lower the melt flow rate, tensile strength, and Young’s modulus, which were attributed to the aging effect and repeated thermal cycles of waste powders during SLS [
9].
However, a few studies have investigated the long-term printability of the filament, especially for substantial-sized models or as a replacement of regular filaments. Research regarding the inclusion of additives into FFF filament is widespread, with popular additives including carbon fibre [
10], graphene [
11], hemp [
12], and tungsten carbide [
6] to improve further mechanical properties. Recently, Antoniac et al. [
13] studied magnesium (Mg)-reinforced PLA filament and demonstrated the printability and improvement in mechanical properties. Due to their superior mechanical and biological properties, it is possible that Mg particles could thus be added into SLS waste nylon to print different lightweight surgical instruments and accessories of complex geometric shapes with required mechanical strength and stiffness. SLS nylon powder complies with ISO 10993-5 and ISO 10993-10 associated with in vitro cytotoxicity and irritation, which also make nylon printed parts suitable for medical devices, such as casts and orthotics. In addition, Mg composite filament aims to show the potential for 3D-printed orthopedic devices, such as bone implants, cardiovascular stents, and scaffolds. However, little research has focused on the process viability of recycling of waste SLS nylon powders into usable FFF filaments reinforced with Mg particles for its practical applications.
Thus, the aim of this study was to investigate the entire process of creating FFF filaments from waste SLS powder, including powder analysis, extrusion, physical and thermal characteristics, mechanical testing, and printing. Waste SLS nylon powders were then reinforced with Mg powders to improve further mechanical properties of the filaments. Change in mechanical properties and surface integrity for the waste nylon–Mg composite filaments and FFF prints were compared with those for the waste and off-the-shelf (OTS) counterparts. As a case study, a jaw implant model was printed with the waste–Mg composite filament to demonstrate its suitability in biomedical application.
2. Materials and Methods
2.1. Material
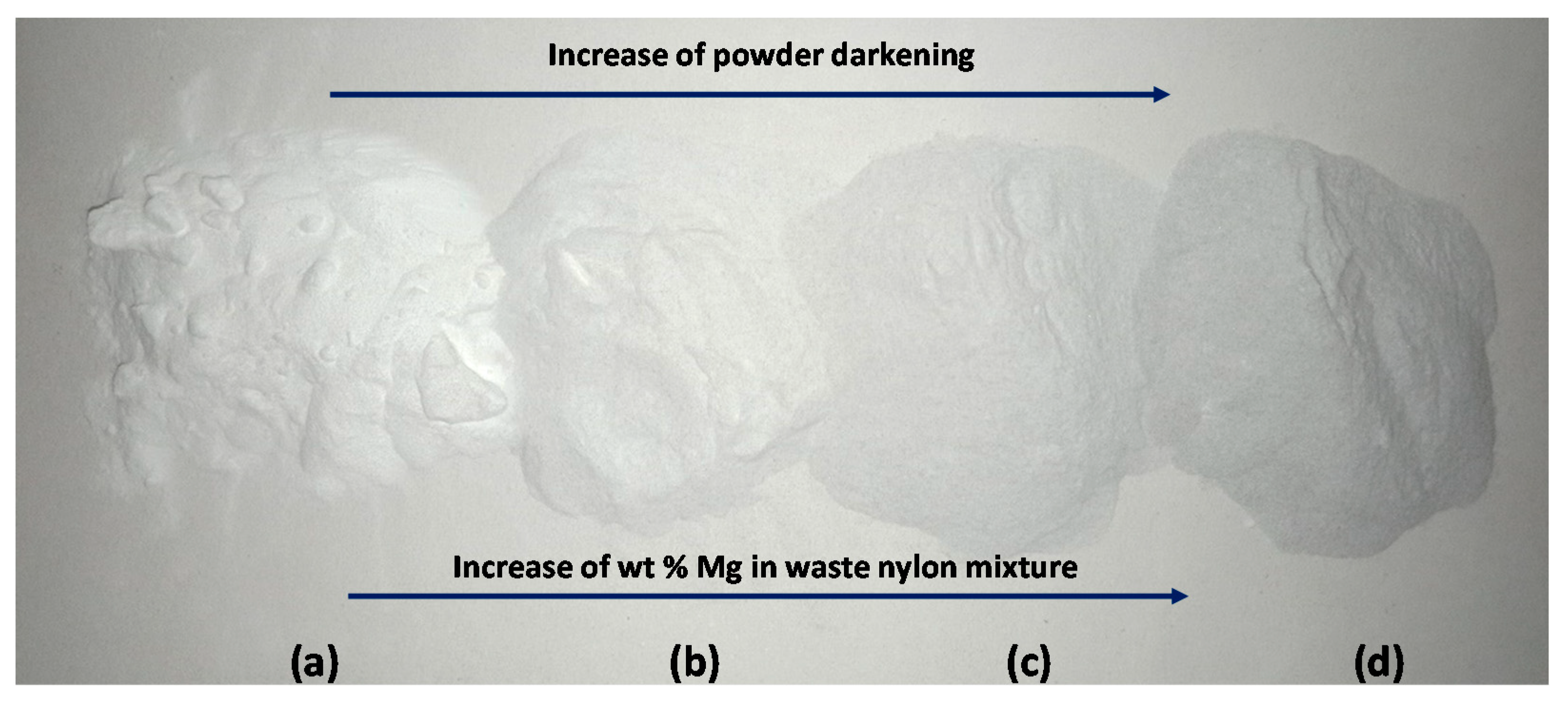
The nylon 12 (PA12) powder (DuraForm ProX PA (SLS), 3DSystems, Rock Hill, SC, USA) used in this study was sourced from a local SLS printing company (Integrated Print Solutions (IPS 3), Adelaide, Australia). The plastic is a fine white powder of approximately 30 µm in diameter, with a stated melting temperature of 175–190 °C. The sintered part density is 0.95 g/cm3 with an ultimate tensile strength of 50 MPa, a tensile modulus of 1770 MPa, elongation at break of 22%, a flexural strength of 60 MPa, and flexural modulus of 1650 MPa. A commercially available off-the-shelf nylon filament was tested as a comparison, showing the properties of a traditional FFF filament. The OTS nylon filament (ePA) was sourced from eSUN Pty Ltd., Shenzhen, China (the grade of plastic and additives were unspecified). Mg powder was chosen as the reinforcing filler material for the composite filaments. The Mg was >99.9% pure and 200 mesh in size (supplied by Aus Chem Source, Beckenham, Australia). The density of the Mg powder was 1.738 g/cm3 and the melting temperature 648.8 °C. Three different ratios of Mg (2%, 4%, and 8% in weight) to waste nylon powder were considered. Mg powders of appropriate quantity were mixed with the waste nylon powder in a container and shaken vigorously to disperse Mg evenly amongst the nylon powder. For each sample, 250 g of the nylon–Mg powder mixture was created, and such quantity was enough to create the filaments required for characterisation and mechanical tests. Before fabricating the filaments, the powder mixtures were all dehydrated for 6 h to remove any moisture.
2.2. Filament Fabrication
A filament extrusion system (Filastruder 2020, Snellville, GA, USA) was used to create the filament from the nylon and magnesium powder mixtures, following ASTM 52903-1-20 standard. The Filastruder was a single-screw filament extruder and was chosen due to its low cost and built-in nozzle mesh filter preventing any large particles from contaminating the filament. The distance between the extruder and spooler was 600 mm horizontally and 700 mm vertically between the extruder and the spooler sensor. The extrusion temperature varied between 205 °C and 220 °C for the pure nylon and composite filaments. In this study, we could not extrude filaments from virgin SLS powders because of their high melt flow rate (i.e., very low viscosity). Therefore, the relevant mechanical properties of virgin SLS powder were cited from the manufacturer’s data sheet and compared with waste nylon and composite.
2.3. Thermal Characterisation
The melt flow index (MFI) for pure nylon and composites was measured by using a custom-made MFI machine following the ASTM D-1238 standard. The barrel temperature was 235 °C with a 2 min plastic preheating followed by a weight of 2.16 kg being applied on the piston. A differential scanning calorimetry (DSC) machine (Netzsch STA 449 Jupiter, Netzsch-Gerätebau GmbH, Selb, Germany) was used to determine the transition temperatures including crystallisation and melting temperatures of the samples. The DSC testing parameters were a temperature range of 30 °C to 230 °C, with a heating rate of 10 °C/min, using a graphite crucible under argon. Two heating and cooling cycles were run to eliminate the thermal history of the plastics.
2.4. Part Fabrication
The extruded filament was printed using a 3D printer (Flashforge Creator Pro, FlashForge Corporation, Jinhua, Zhejiang, China) to create parts for mechanical testing along with determining print surface characteristics and visual inspection. The extruder had been an upgraded Flexion high-temperature extruder capable of temperatures above 250 °C and adjustable tension on the filament. The print settings were: extruder temperature = 243 °C, bed temperature = 85 °C, print speed = 50 mm/s, layer height = 0.2 mm, and raster angle = 45° for all models. The infill percentage used for the tensile and flexural specimens was 100%, aiming to recreate a solid plastic section. Samples were fabricated on the XY plane of the print bed where the build was along the Z direction. The benchmark models, however, utilized 20% infill as a more realistic percentage for standard models. The print bed was the default Flashforge platform surface with a Magigoo PA (Tariq-al-Kasim, Malta) glue stick also used to adhere the nylon to the bed as it is often prone to warping due to the thermal shrinkage.
2.5. Mechanical Testing
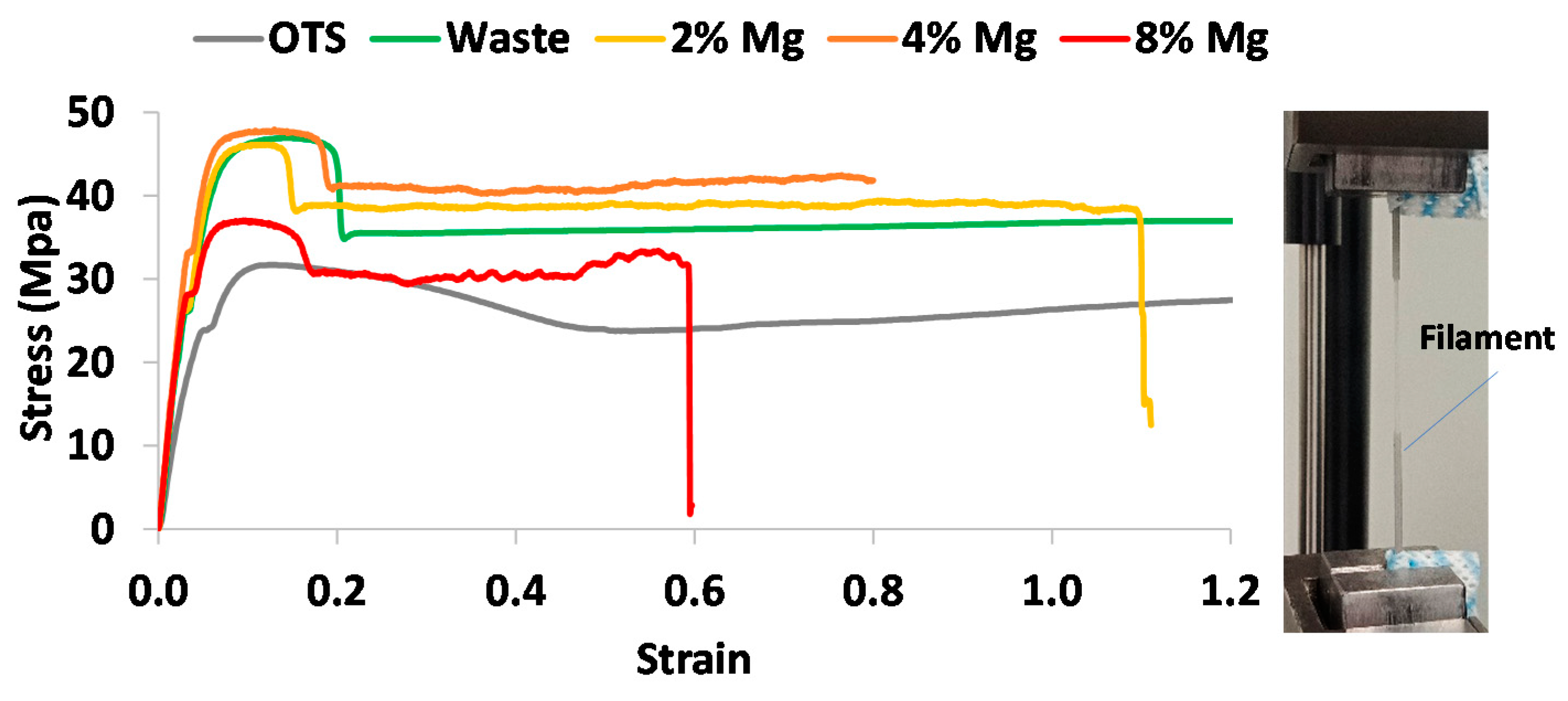
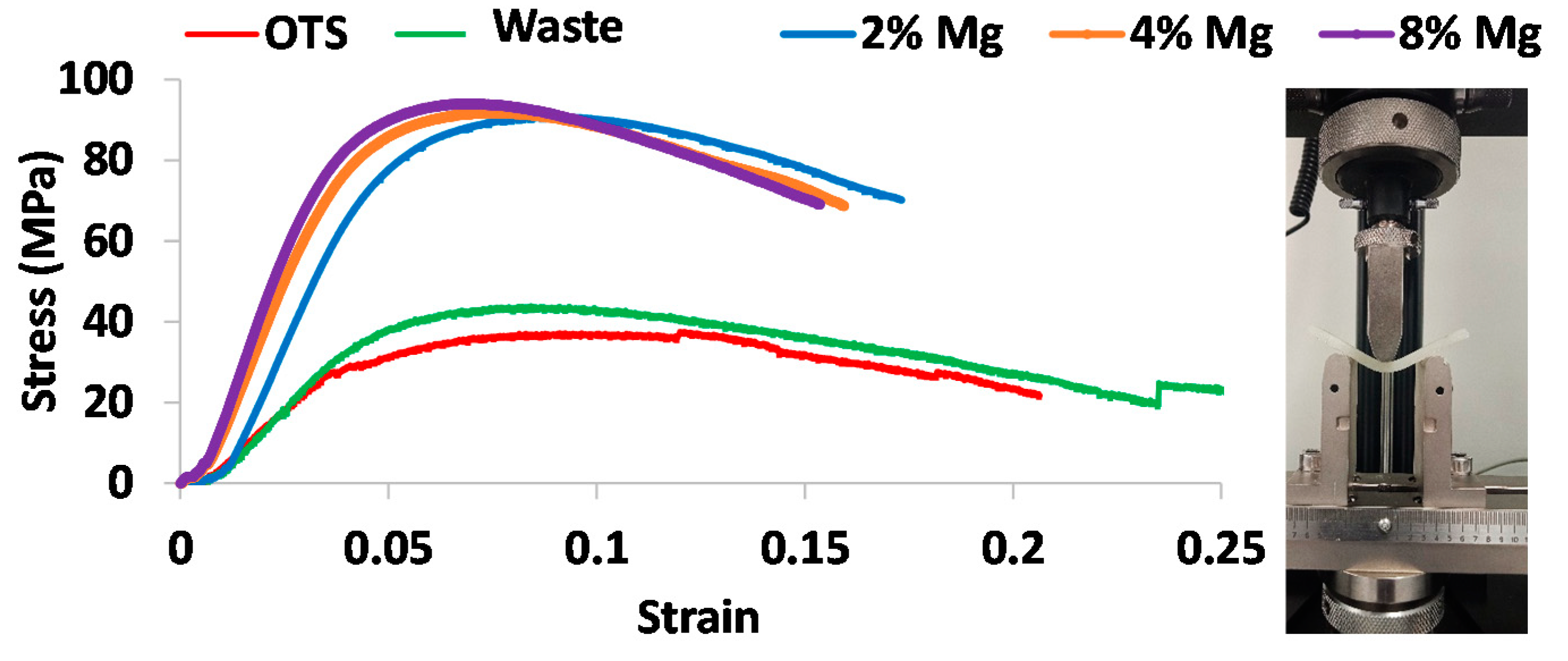
Tensile and three-point flexural experiments were conducted using an Instron 5567 universal testing machine (Instron, Norwood, MA, USA). Tensile tests were conducted for both filament and printed dog bone specimens by following the ASTM D638 standard. A short section of filament with a gauge length of 50 mm was clamped between the grippers and tested until necking and stretching of the filament. As the grippers crushed the filament, a cloth was added to distribute the clamping force between the gripper and the filament. The crosshead speed was 150 mm/min and the test ended at an extension of 200 mm. This high crosshead speed was chosen as preliminary experimentations found a minimal difference between the tensile properties at different crosshead speeds. Dog bone tensile testing used the 3D-printed samples. The crosshead speed was 10 mm/min and the test ended when the specimen failed. Mechanical properties such as yield strength, Young’s Modulus, ultimate tensile strength, and elongation at break obtained from test data were analysed. Flexural experiments were performed on the printed samples of 80 × 10 × 4 mm3 by following the ASTM D790 standard. The crosshead speed was 10 mm/min and the test ended at a displacement of 15 mm. The key results to be investigated were flexural strength and flexural modulus.
2.6. Powder and Surface Characterisation
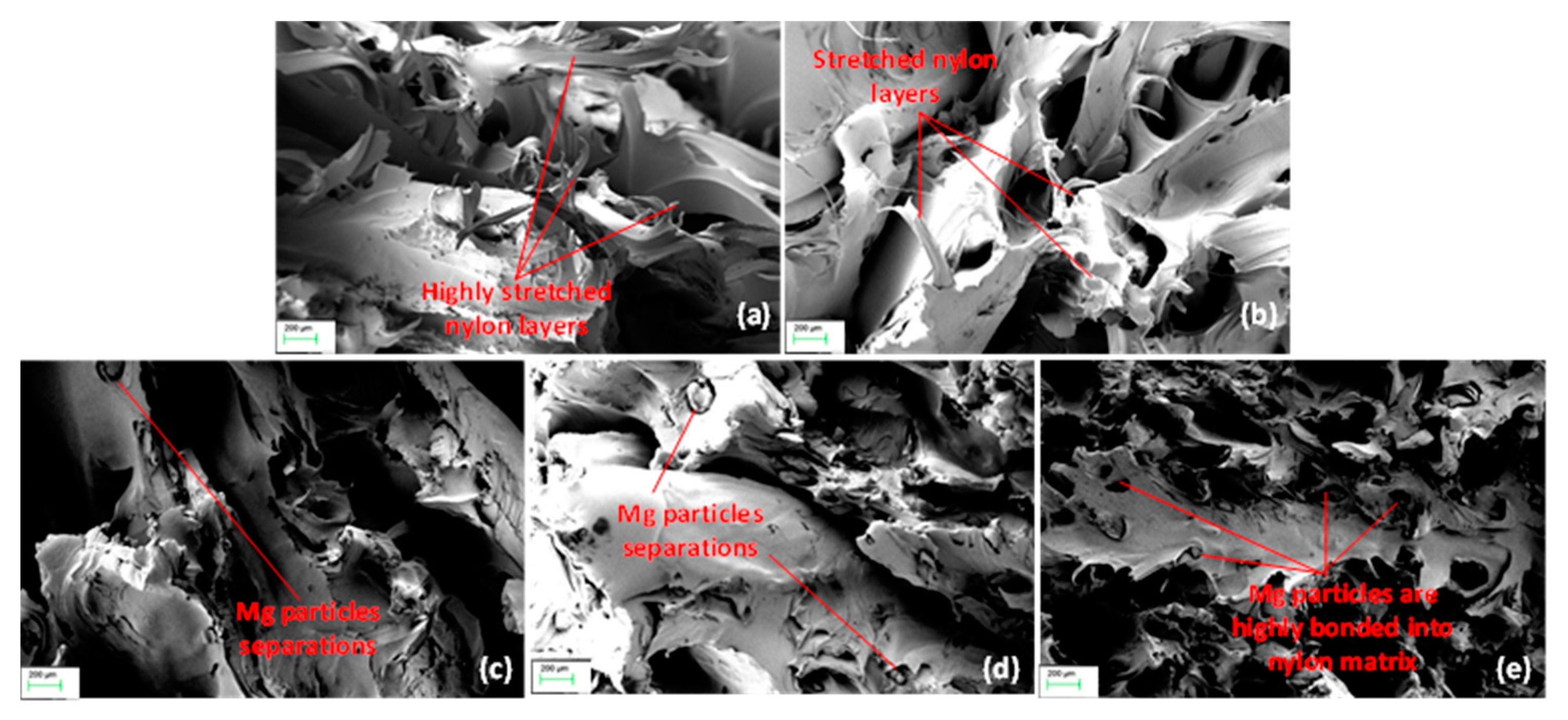
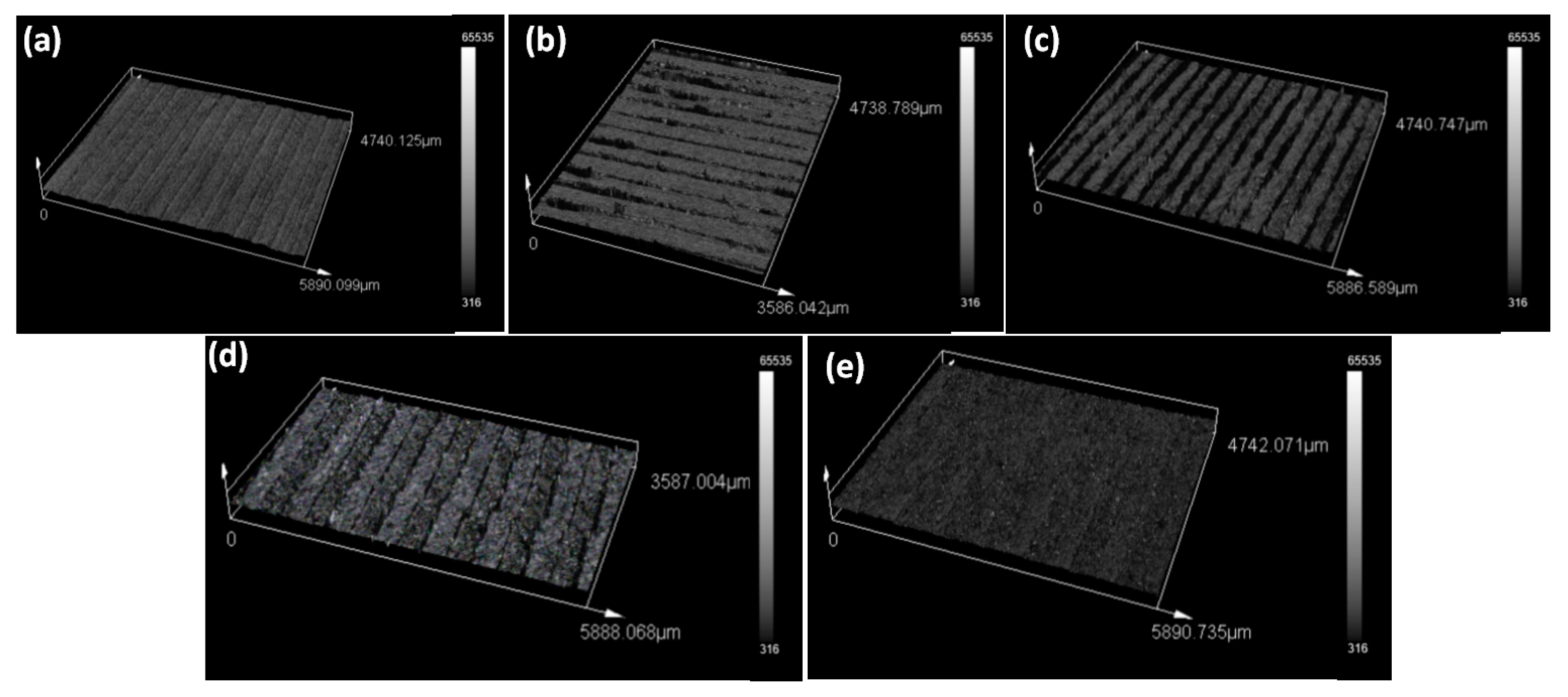
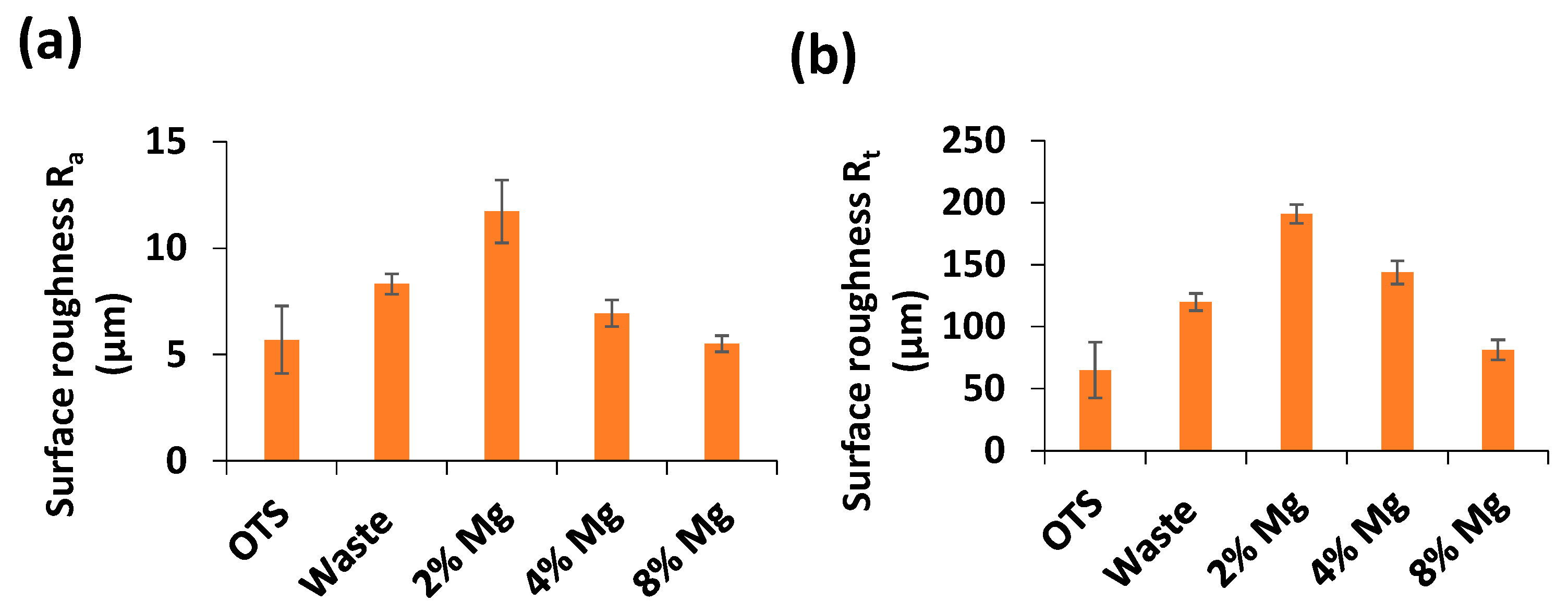
Moisture absorption and diameter of the filaments from waste and waste–Mg composite powders were measured and assessed. Surface topographies of the filaments and failure zones of the print samples after mechanical testing were characterised via scanning electron microscopy (SEM) (Merlin, Carl Zeiss Co., Jena, Germany). Prior to SEM, the samples were platinum coated to obtain detailed characteristic features. Surface roughness (Ra and Rt) of the prints was measured by using a 3D laser scanning confocal microscope (Olympus’s LEXT OLS5100, Tokyo, Japan).
4. Discussion
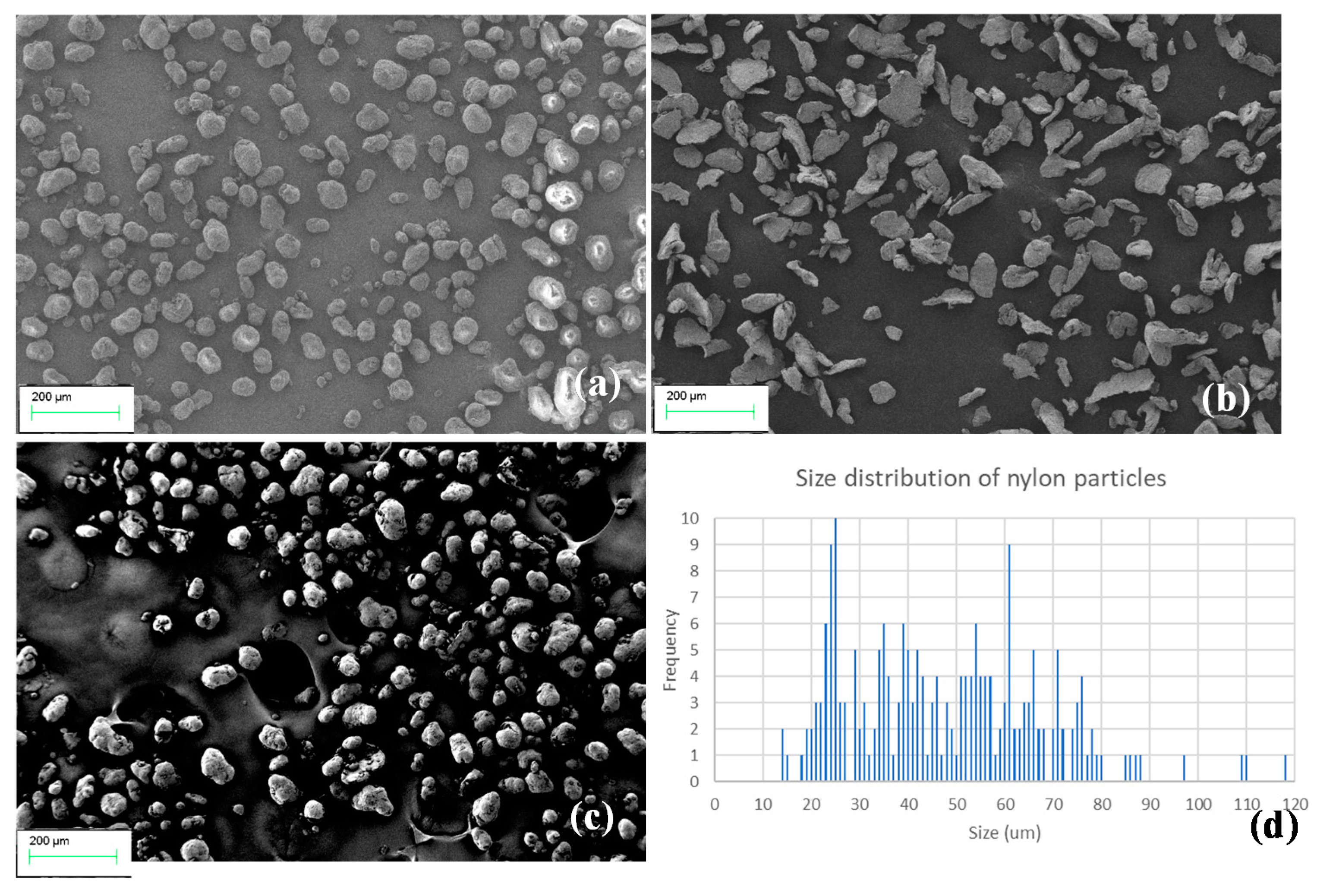
Recycling of SLS waste nylon into FFF filaments and parts seems a plausible approach to recover revenue and protect the environment from potential contamination of landfills. In this study, we demonstrated that the waste nylon powders underwent thermal cycles that caused a degradation of properties. Repeating heating and cooling in SLS affected the arrangement of molecular chains, crystallinity, size, and shapes of powders [
2,
19]. This has been evidenced from nonuniform size distribution (
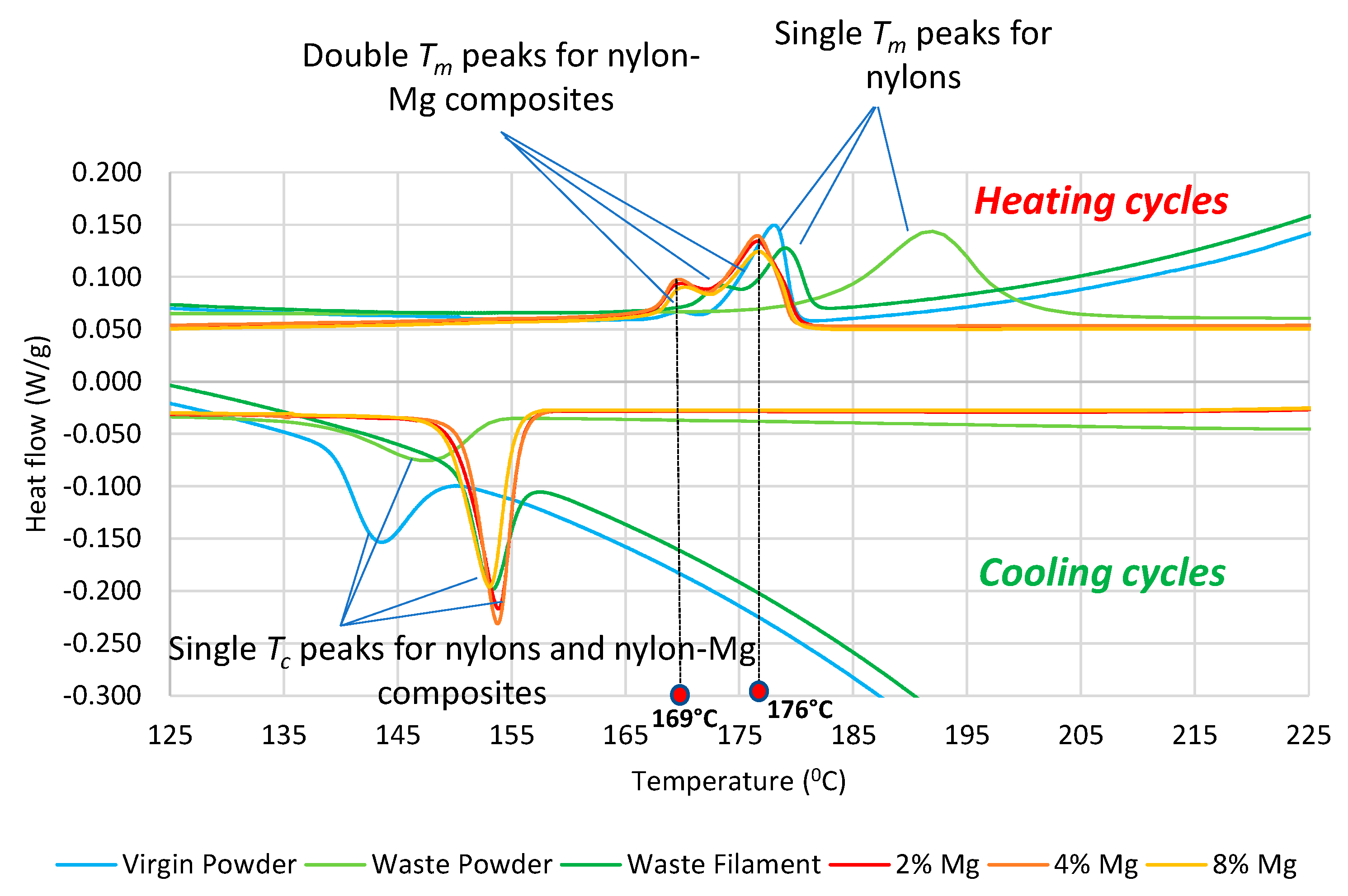
Figure 2). Due to repeated sintering, the melting and crystallisation temperature of waste powder had increased as compared to that of virgin (unused) powder, and as a result, a higher extrusion temperature was often required for waste powder to extrude out the filament. Despite this, interestingly, the range between the melting and crystallisation temperature, as evidenced from DSC curves (
Figure 4), was significantly lower, which provides a beneficial effect on the printability by minimising shrinkage and warpage. A similar trend was noticed for nylon–Mg composite filaments with the characteristic of double melting peaks in the second heating cycle. This finding was consistent with the MFI result (
Table 2), where the waste filaments showed a lower melt flow rate than the virgin, with even a further decrease when Mg particles were added. This could be due to the combined thermal effect nylon powder underwent during SLS as well as the extrusion process. Filament size tolerance is a crucial parameter for the filament to be practically used by a standard FFF printer.
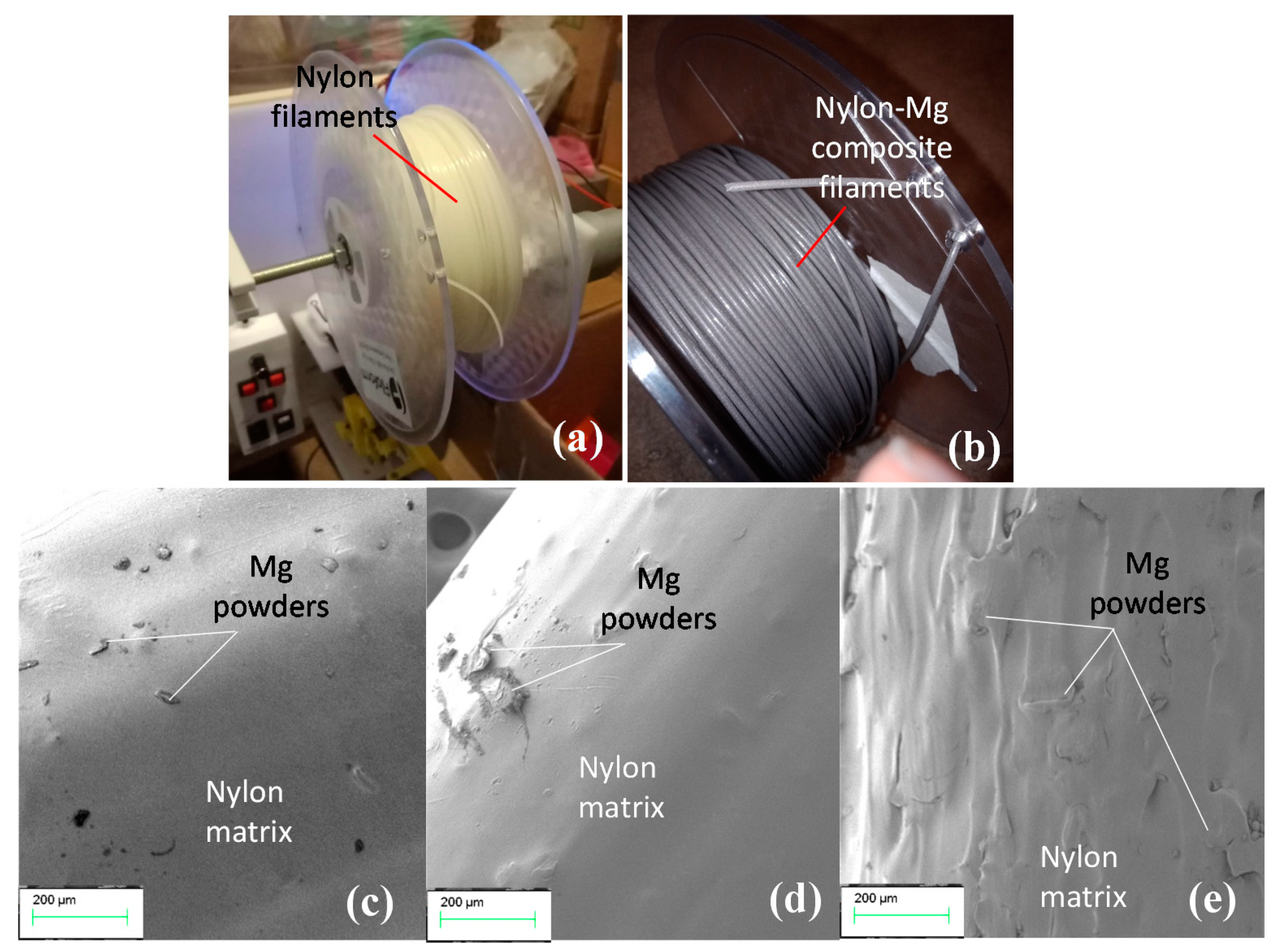
We demonstrated that the diameter of the waste filament (1.74 ± 0.05 mm) was comparable to the industry recommend size (1.75 ± 0.05) [
20], except for slightly smaller filament sizes for nylon–Mg composite filaments due to more uniform shrinkage of filament layers. A relatively low moisture absorption capacity (of 0.4% over 48 h as opposed to OTS nylon or virgin) proved that the filaments can have a higher shelf life without deteriorating their chemical and physical characteristics. Surface treatment such as additional coating can be applied to nylon filaments to prevent moisture absorption but at the cost of a slight reduction in stiffness and strength [
21]. Thus, SLS waste filaments would not incur additional expenditure for postprocessing.
Tensile filament and dog bone test results revealed an increase in yield strength, Young’s modulus, and UTS for the waste nylon and nylon–Mg composites as compared to OTS nylon, while the maximum improvement seemed to occur for the 4% Mg composite. As alluded to in
Figure 6, the interaction between nylon and Mg powder can be interpreted as: initially, at a low percentage of Mg, the plastic provided a strong matrix for Mg, providing enough space between the particles to bond. As the percentage of Mg increases, the area of plastic bonding decreases, hence Mg cannot bond to itself, causing it to become weaker.
Slightly lower Young’s modulus and UTS values for the waste filament as compared to our results presented in
Table 4 was reported in the literature. For example, Kumar and Czekanski [
6] reported a UTS of 25 MPa (45% lower) and Young’s modulus of 700 MPa (20% lower). The reasons for these discrepancies are possibly due to the difference in the type of waste SLS powder used to make the filament and their thermal history and levels of deterioration. In the past, researchers tested injection molded dog bone specimens made from waste nylon pellets. For instance, Feng et al. [
7] found a similar UTS to our dog bone results (of 37 MPa), while Wang et al. [
8] reported a slightly higher UTS (of 43 MPa). Thus, the combination of filament and dog bone tensile tests was able to characterise the tensile properties of the nylon (
Table 4). By comparing our results with the literature, the filament tests seemed to provide an accurate yield strength and Young’s modulus while the dog bone found an accurate elongation at break.
Flexural strength and modulus followed a similar trend. This was further supported by SEM imaging of failure mechanisms where the waste had lower stretching and Mg particles were highly bonded with nylon. The results clearly outlined that the waste nylon and its Mg composites could provide suitable mechanical integrity to the printed parts. Increase in stiffness and strength by reinforced WC particles into a nylon matrix was reported by other researchers [
7]. It is to be noted that, in this study, we could not fabricate filaments and parts from virgin SLS nylon powders due to their very low viscosity, and a direct comparison of mechanical properties between virgin and waste nylon filaments was not presented. Instead, we compared the results with respect to OTS nylon (commercially available PA12 nylon), which may not exactly match with the grade of actual SLS waste used, and therefore, a caution has to be taken in interpreting the findings. Nevertheless, it is quite obvious that, due to degradation via thermal cycles, mechanical properties of SLS waste will deteriorate to some extent as compared to virgin SLS of the same grade or stock [
7].
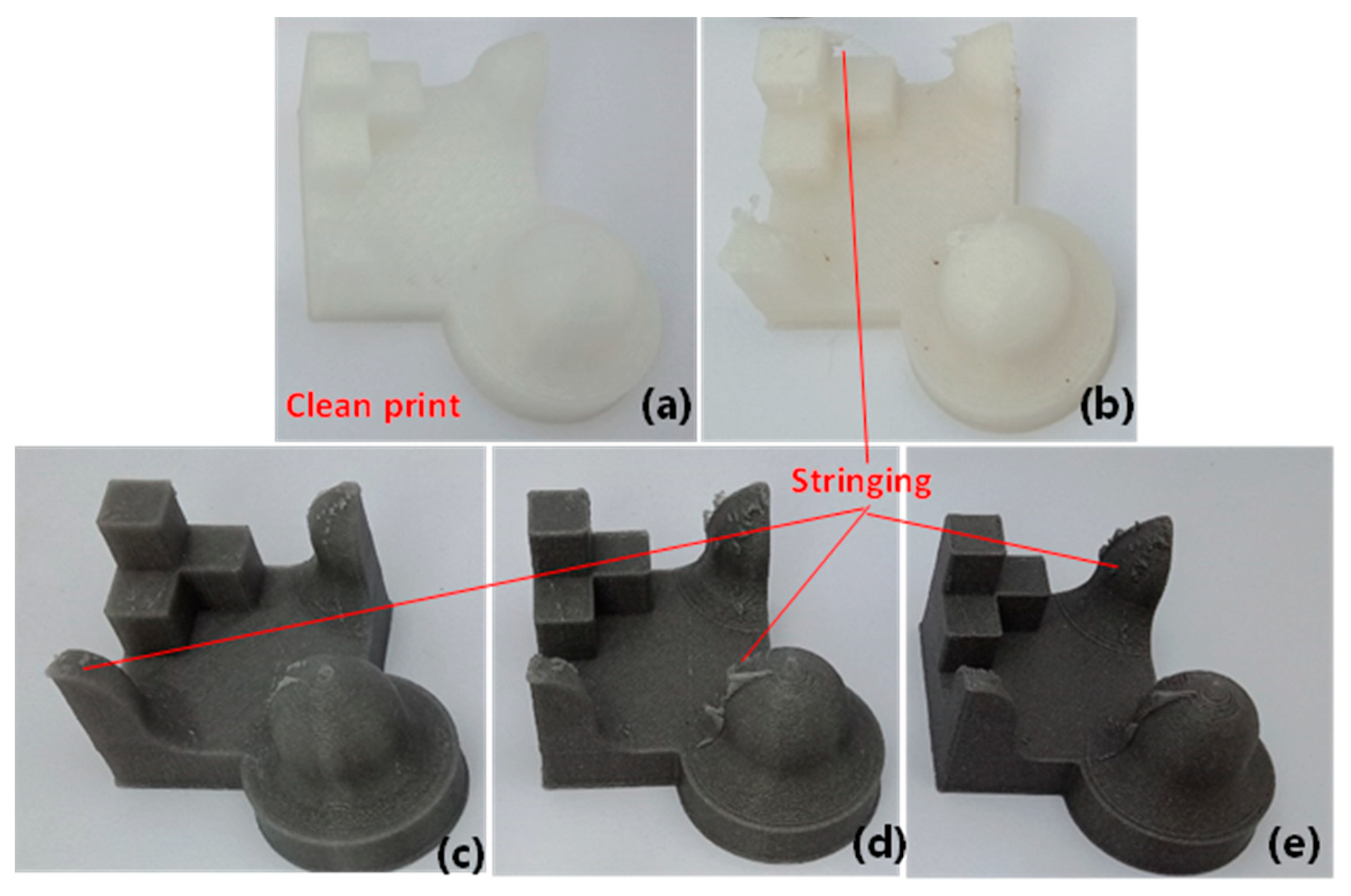
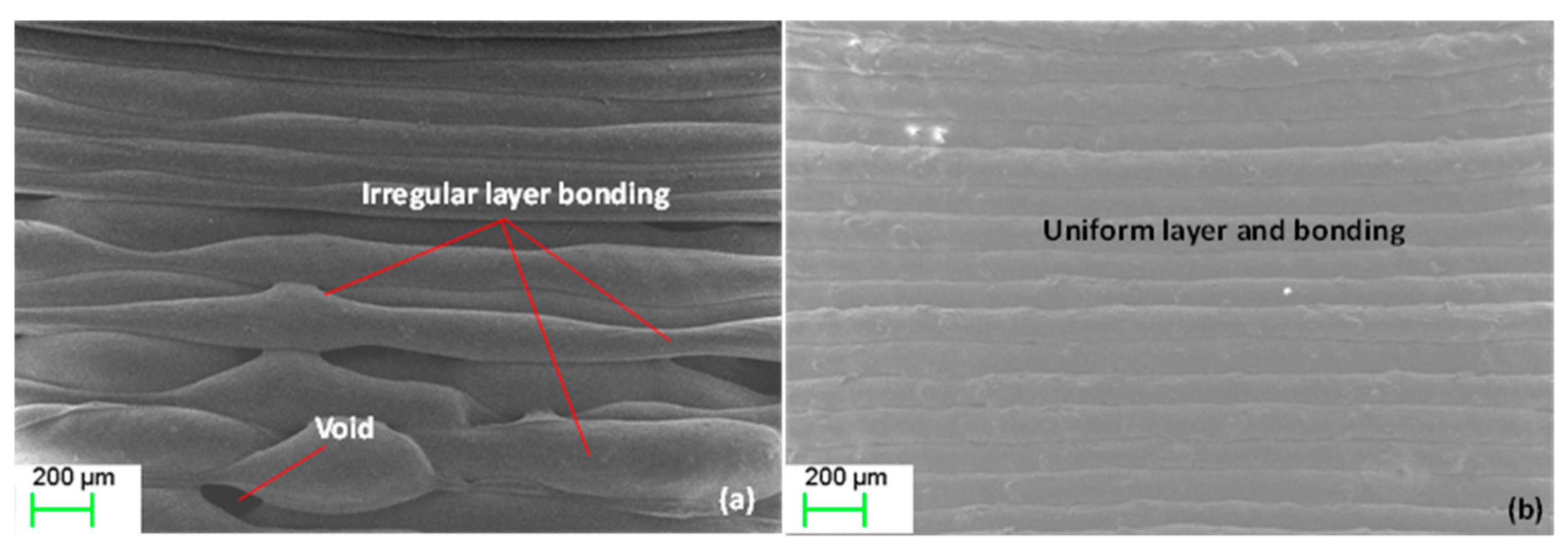
We demonstrated that the waste filament was able to produce the parts of different geometric shapes with acceptable accuracy and surface topography, except for surface stringing or protruded plastic debris left on the print, which can be removed via sanding. Due to the inherent nature of the layer-by-layer process, 3D-printed parts are often left with an irregular surface texture. However, the waste nylon–Mg composite prints were found to exhibit a very smooth surface texture, and this was prominent at a higher Mg concentration (8% Mg) because of more uniform layers and bonding. Thus, the printed part with the waste nylon together with reinforcing particles may require minimum postprocessing. Our study has shown that the recycled SLS nylon has a great potential for use in FFF prints and reinforcement by Mg can further enhance biomechanical integrity of the parts. Though we have demonstrated the process for nylon with Mg, other biomaterials such as carbon fibre and ceramic particles can be added to improve the properties. This will open up the new ways of fabricating low-strength load bearing medical devices (e.g., implants, orthotics) and healthcare instruments (e.g., surgical accessories—catheters, tubes) meeting both mechanical strength and biological requirements, thus saving costs and protecting environment [
1].
Future research should focus on evaluating in vitro mechanical and biocompatibility properties of a real-world-printed medical part to demonstrate suitability and functional efficacy in medical applications. Optimisation of Mg concentration into nylon would be another aspect to be considered to determine an optimum mechanical and surface integrity of the print. Anisotropy in mechanical properties is a common phenomenon in 3D printing [
22]. In this study, we printed and tested all tensile dog samples and parts at a constant single print setting, as outlined in
Section 2. Variation in print direction, speed, and layer height can affect the print quality and properties as well. Developing a greater understanding on the printability of SLS waste nylon into FFF parts under a varied parameter setting would be an interesting subject of further study [
23].


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}