Investigation of 3D-Moldability of Flax Fiber Reinforced Beech Plywood


Abstract
:
1. Introduction
2. Materials and Methods
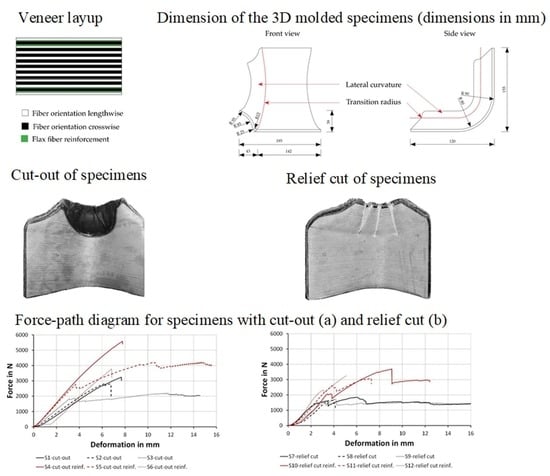
2.1. Sample Preparation
2.2. Testing of Surface Cracks and Delamination
2.3. Three-Dimensional Bending Test
3. Results and Discussion
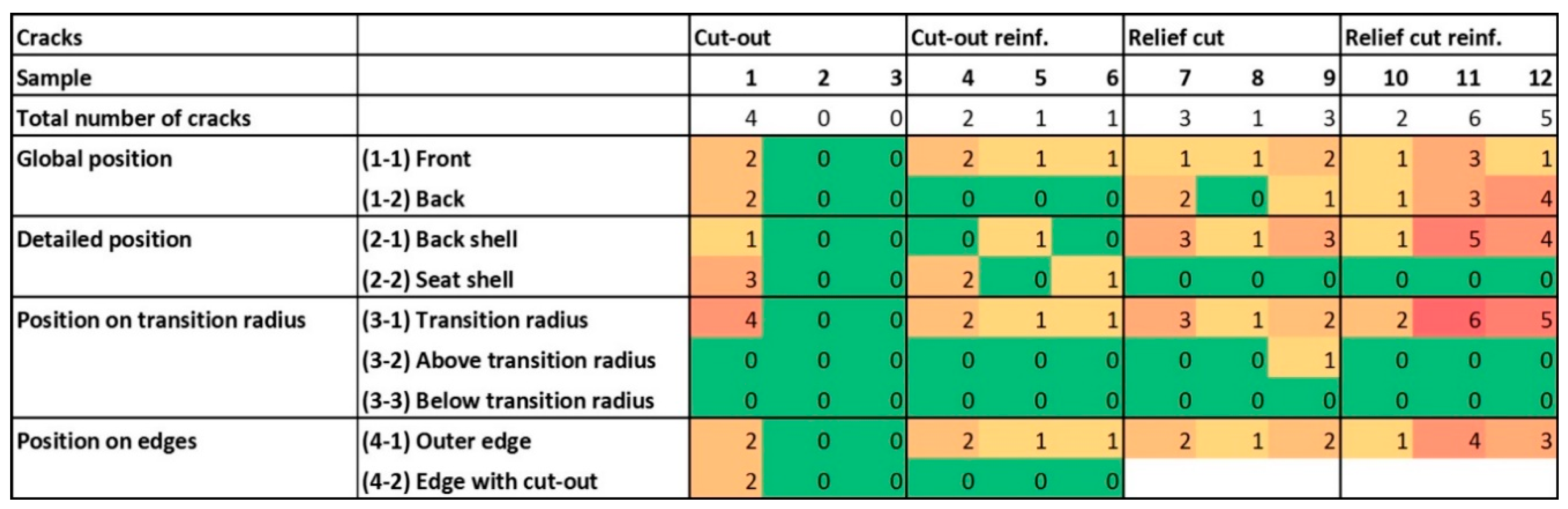
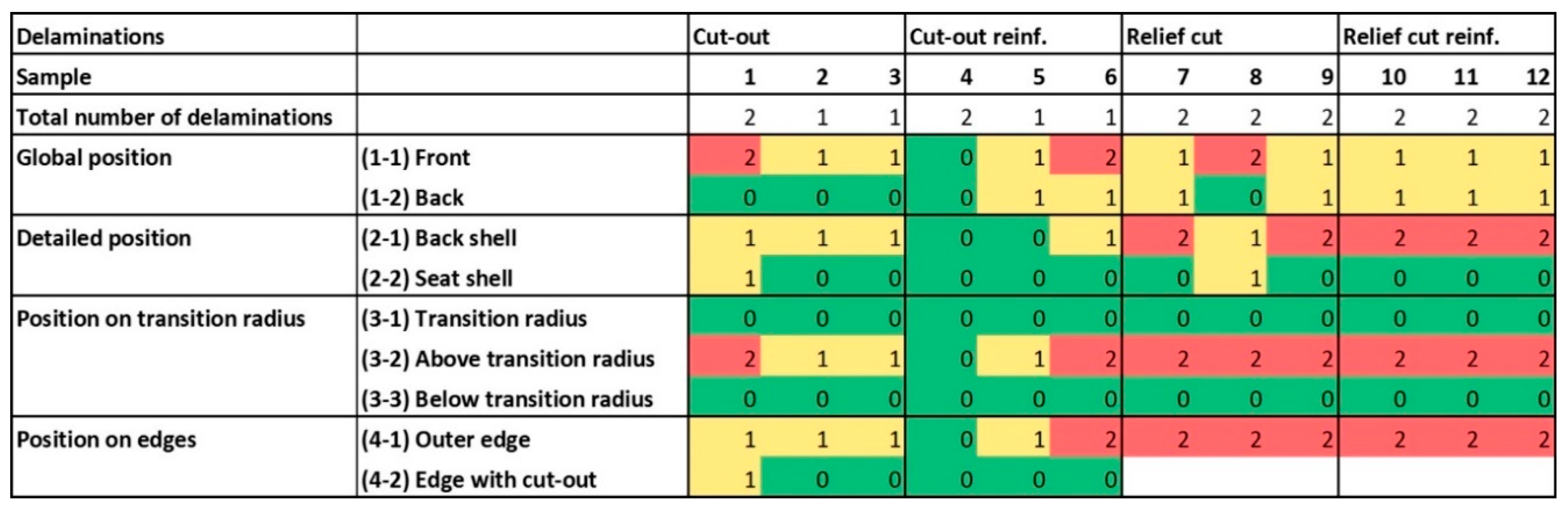
3.1. Number of Surface Cracks and Delamination
3.2. Length and Width of Surface Cracks and Delamination
3.3. Location and Orientation of Defects
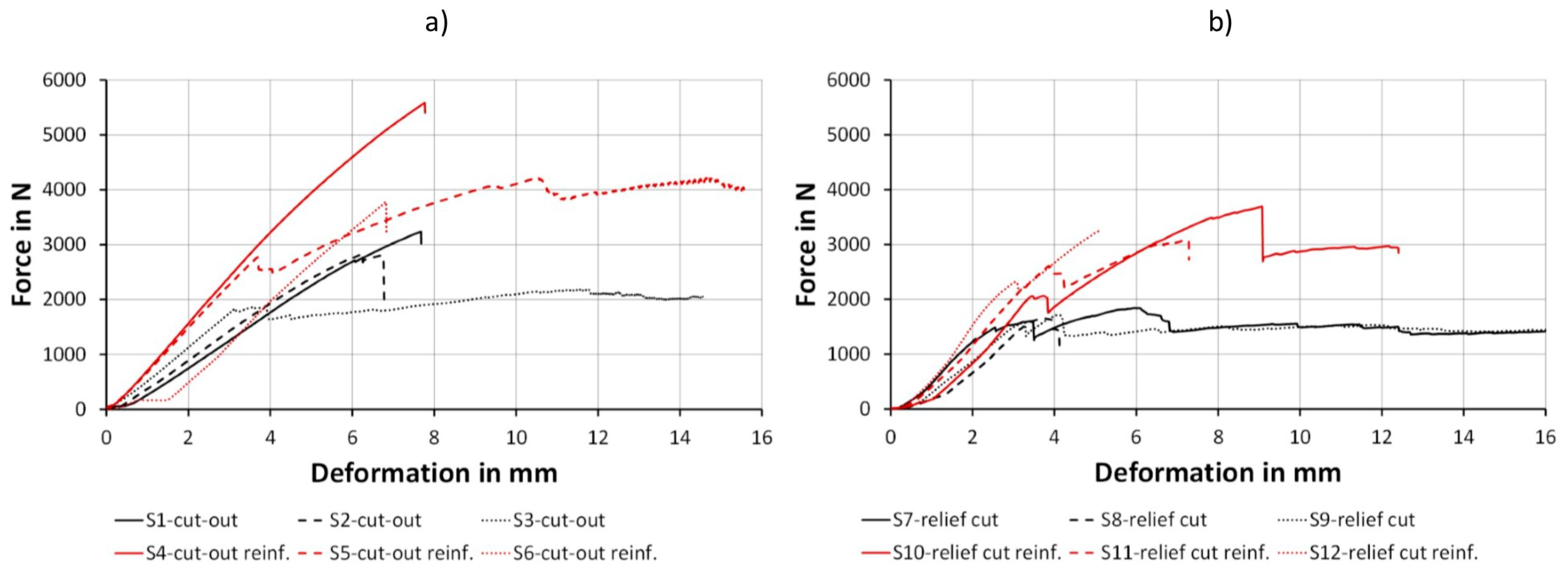
3.4. 3D Bending Test
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mahut, J.; Reh, R. Plywood and Decorative Veneers; Technical University of Zvolen: Zvolen, Slovakia, 2007. [Google Scholar]
- Stark, N.M.; Cai, Z.; Carll, C. Chapter 11—Wood-Based-Composite Materials and Panel Products, Glued Laminated Timber, Structural Materials. In Wood Handbook—Wood as an Engineering Material; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010. [Google Scholar]
- Panic, L.; Hodzic, A.; Nezirevic, E. Modern and sophisticated processes of 3D veneer plywood bending. Acta Tech. Corviniensis Bull. Eng. 2016, 9, 2067–3809. [Google Scholar]
- Muthuraj, R.; Misra, M.; Defersha, F.M.; Mohanty, A.K. Influence of processing parameters on the impact strength of biocomposites: A statistical approach. Compos. Part A Appl. Sci. Manuf. 2016, 83, 120–129. [Google Scholar] [CrossRef] [Green Version]
- Percin, O.; Altunok, M. Some physical and mechanical properties of laminated veneer lumber reinforced with carbon fiber using heat-treated beech veneer. Holz Roh Werkst. 2017, 75, 193–201. [Google Scholar] [CrossRef]
- Liu, H.; Luo, B.; Shen, S.; Liu, H. Design and mechanical tests of basalt fiber cloth with MAH grafted reinforced bamboo and poplar veneer composite. Holz Roh Werkst. 2018, 77, 271–278. [Google Scholar] [CrossRef]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance properties of plywood composites reinforced with carbon fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Liu, Y.; Guan, M.; Chen, X.; Zhang, Y.; Zhou, M. Flexural properties evaluation of carbon-fiber fabric reinforced poplar/eucalyptus composite plywood formwork. Compos. Struct. 2019, 224, 111073. [Google Scholar] [CrossRef]
- Xu, H.; Nakao, T.; Tanaka, C.; Yoshinobu, M.; Katayama, H. Effects of fiber length and orientation on elasticity of fiber-reinforced plywood. J. Wood Sci. 1998, 44, 343–347. [Google Scholar] [CrossRef]
- Rowlands, R.E.; Deweghe, R.P.; Laufenberg, T.L.; Krueger, G.P. Fiber-reinforced wood composites. Wood Fiber Sci. 1986, 18, 39–57. [Google Scholar]
- Bal, B.C.; Bektaş, I.; Mengeloğlu, F.; Karakuş, K.; Demir, H.Ö. Some technological properties of poplar plywood panels reinforced with glass fiber fabric. Constr. Build. Mater. 2015, 101, 952–957. [Google Scholar] [CrossRef]
- Sorieul, M.; Dickson, A.R.; Hill, S.J.; Pearson, H. Plant Fibre: Molecular Structure and Biomechanical Properties, of a Complex Living Material, Influencing Its Deconstruction towards a Biobased Composite. Materials 2016, 9, 618. [Google Scholar] [CrossRef]
- Ticoalu, A.; Aravinthan, T.; Cardona, F. A Reviewof Current Development in Natural Fiber A Review of Current Development in Natural Fiber Composites for Structural and Infrastructure Applications. In Proceedings of the Southern Region Engineering Conference, Toowoomba, Australia, 11–12 November 2010. [Google Scholar]
- Šedivka, P.; Bomba, J.; Böhm, M.; Zeidler, A. Determination of Strength Characteristics of Construction Timber Strengthened with Carbon and Glass Fibre Composite Using a Destructive Method. Bioresources 2015, 10, 4674–4685. [Google Scholar] [CrossRef] [Green Version]
- Joshi, S.; Drzal, L.; Mohanty, A.; Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos. Part A Appl. Sci. Manuf. 2004, 35, 371–376. [Google Scholar] [CrossRef]
- Borri, A.; Corradi, M.; Speranzini, E. Reinforcement of wood with natural fibers. Compos. Part B Eng. 2013, 53, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Sam-Brew, S.; Smith, G. Flax and Hemp fiber-reinforced particleboard. Ind. Crops Prod. 2015, 77, 940–948. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276, 1–24. [Google Scholar] [CrossRef]
- Goudenhooft, C.; Bourmaud, A.; Baley, C. Flax (Linum usitatissimum L.) Fibers for Composite Reinforcement: Exploring the Link between Plant Growth, Cell Walls Development, and Fiber Properties. Front. Plant Sci. 2019, 10, 411. [Google Scholar] [CrossRef] [Green Version]
- Böhm, M.; Brejcha, V.; Jerman, M.; Černý, R. Bending Characteristics of Fiber-Reinforced Composite with Plywood Balsa Core. In Proceedings of the International Conference of Computational Methods in Sciences and Engineering 2019 (ICCMSE-2019), Rhodes, Greece, 1–5 May 2019; Volume 2186, p. 070006. [Google Scholar]
- Papadopoulos, A.N.; Hague, J.R. The potential for using flax (Linum usitatissimum L.) shiv as a lignocellulosic raw material for particleboard. Ind. Crops Prod. 2003, 17, 143–147. [Google Scholar] [CrossRef]
- Susainathan, J.; Eyma, F.; De Luycker, E.; Cantarel, A.; Castanié, B. Experimental investigation of impact behavior of wood-based sandwich structures. Compos. Part A Appl. Sci. Manuf. 2018, 109, 10–19. [Google Scholar] [CrossRef] [Green Version]
- Susainathan, J.; Eyma, F.; De Luycker, E.; Cantarel, A.; Castanier, B. Manufacturing and quasi-static bending behavior of wood-based sandwich structures. Compos. Struct. 2017, 182, 487–504. [Google Scholar] [CrossRef] [Green Version]
- Mathijsen, D. The renaissance of flax fibers. Reinf. Plast. 2018, 62, 138–147. [Google Scholar] [CrossRef]
- Prabhakaran, S.; Krishnaraj, V.; Sharma, S.; Senthilkumar, M.; Jegathishkumar, R.; Zitoune, R. Experimental study on thermal and morphological analyses of green composite sandwich made of flax and agglomerated cork. J. Therm. Anal. Calorim. 2019, 139, 3003–3012. [Google Scholar] [CrossRef]
- Jorda, J.S.; Barbu, M.C.; Kral, P. Natural fiber reinforced veneer based products. Pro Ligno 2019, 15, 206–219. [Google Scholar]
- Fekiac, J.; Gáborík, J. Formability of Radial and Tangential Beech Veneers; Annals of Warsaw University of Life Sciences: Warsaw, Poland, 2016; pp. 191–197. [Google Scholar]
- Wagenführ, A.; Buchelt, B. Untersuchungen zum Materialverhalten beim dreidimensionalen Formen von Furnier. Holztechnologie 2005, 46, 13–19. [Google Scholar]
- Gaff, M.; Gašparík, M. 3D Molding of Veneers by Mechanical and Pneumatic Methods. Materials 2017, 10, 321. [Google Scholar] [CrossRef]
- Wagenführ, A.; Buchelt, B.; Pfriem, A. Material behaviour of veneer during multidimensional moulding. Holz Roh Werkst. 2005, 64, 83–89. [Google Scholar] [CrossRef]
- Langova, N.; Joscak, P.; Mozuchova, M.; Trencanova, L. Analysis the effects of bending load of veneers for purposes of planar moulding. Ann. Wars. Univ. Life Sci. 2013, 83, 173–178. [Google Scholar]
- Gaff, M.; Gáborík, J. Evaluation of Wood Surface Quality after 3D Molding of Wood by Pressing. Bioresources 2014, 9, 4468–4476. [Google Scholar] [CrossRef] [Green Version]
- Fekiac, J.; Gáborík, J.; Smidriakova, M. 3D formability of moistened and steamed veneers. Acta Fac. Xylologiae Zvolen 2016, 58, 15–26. [Google Scholar]
- Zemiar, J.; Fekiac, J.; Gaborik, J.; Petro, A. Three-dimensional formability of rolled, pressed, and plasticized veneers. Ann. Wars. Univ. Life Sci. 2013, 84, 339–343. [Google Scholar]
- Zerbst, D.; Affronti, E.; Gereke, T.; Buchelt, B.; Clauß, S.; Merklein, M.; Cherif, C. Experimental analysis of the forming behavior of ash wood veneer with nonwoven backings. Holz Roh Werkst. 2020, 78, 321–331. [Google Scholar] [CrossRef] [Green Version]
- United Nations Economic Commission for Europe. Regulation No 17 of the Economic Commission for Europe of the United Nations (UN/ECE)—Uniform Provisions Concerning the Approval of Vehicles with Regard to the Seats, Their Anchorages and Any Head Restraints. Available online: https://op.europa.eu/en/publication-detail/-/publication/4d5ab93c-7d45-4b3a-b49f-b10b6476b5df (accessed on 29 October 2020).
- European Committee for Standardization. EN 310:2005 Wood Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 2005.
- Schürmann, H. Konstruieren Mit Faser-Kunststoff-Verbunden, 2nd ed.; Springer: Berlin, Germany, 2007. [Google Scholar]
- Wagenführ, R. Holzatlas; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2006. [Google Scholar]
- Kollmann, F. Technologie des Holzes und der Holzwerkstoffe; Springer: Berlin/Heidelberg, Germany, 1955. [Google Scholar]
- Comsa, G.N. Dimensional and geometrical optimization of structures and materials for curved or molded chair furniture. In Proceedings of the 3rd International Conference on Advanced Composite Materials Engineering COMAT, Brasov, Romania, 27–29 October 2010. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | No. of Cracks | Crack Length | Crack Width | N |
|---|---|---|---|---|
| (mm) | (mm) | |||
| Cut-out | 1 (2) | 18.2 (7.0) | 0.6 (0.4) | 3 |
| Cut-out reinf. | 1 (1) | 6.7 (2.3) | 0.4 (0.2) | 3 |
| Relief cut | 2 (1) | 12.2 (3.9) | 0.4 (0.1) | 3 |
| Relief cut reinf. | 4 (2) | 17.4 (11.1) | 0.5 (0.3) | 3 |
| Specimen | No. of Delamination | Delamination Length | N |
|---|---|---|---|
| (mm) | |||
| Cut-out | 1 (1) | 12.7 (4.8) | 3 |
| Cut-out reinf. | 1 (1) | 8.9 (3.4) | 3 |
| Relief cut | 2 (0) | 12.3 (3.3) | 3 |
| Relief cut reinf. | 2 (0) | 11.3 (3.4) | 3 |
| Specimen | Sum Crack Length | Sum Crack Width | Sum Delam. Length | N |
|---|---|---|---|---|
| (mm) | (mm) | (mm) | ||
| Cut-out | 24.2 (41.9) | 0.6 (1.0) | 16.9 (13.0) | 3 |
| Cut-out reinf. | 8.9 (4.1) | 1.1 (0.9) | 8.9 (7.8) | 3 |
| Relief cut | 53.9 (38.5) | 0.6 (0.4) | 24.6 (5.4) | 3 |
| Relief cut reinf. | 75.3 (31.3) | 2.2 (1.4) | 22.6 (2.8) | 3 |
| Specimen | Max. Force | MOE | N |
|---|---|---|---|
| (N) | (N/mm2) | ||
| Cut-out | 2784 (530) | 532 (45) | 3 |
| Cut-out reinf. | 4531 (941) | 791 (68) | 3 |
| Relief cut | 1736 (97) | 633 (70) | 3 |
| Relief cut reinf. | 3340 (322) | 816 (97) | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jorda, J.; Kain, G.; Barbu, M.-C.; Haupt, M.; Krišťák, Ľ. Investigation of 3D-Moldability of Flax Fiber Reinforced Beech Plywood. Polymers 2020, 12, 2852. https://doi.org/10.3390/polym12122852
Jorda J, Kain G, Barbu M-C, Haupt M, Krišťák Ľ. Investigation of 3D-Moldability of Flax Fiber Reinforced Beech Plywood. Polymers. 2020; 12(12):2852. https://doi.org/10.3390/polym12122852
Chicago/Turabian StyleJorda, Johannes, Günther Kain, Marius-Catalin Barbu, Matthias Haupt, and Ľuboš Krišťák. 2020. "Investigation of 3D-Moldability of Flax Fiber Reinforced Beech Plywood" Polymers 12, no. 12: 2852. https://doi.org/10.3390/polym12122852
APA StyleJorda, J., Kain, G., Barbu, M.-C., Haupt, M., & Krišťák, Ľ. (2020). Investigation of 3D-Moldability of Flax Fiber Reinforced Beech Plywood. Polymers, 12(12), 2852. https://doi.org/10.3390/polym12122852