Evaluation of the Joining Response of Biodegradable Polylactic Acid (PLA) from Fused Deposition Modeling by Infrared Laser Irradiation





Abstract

1. Introduction
2. Materials and Methods
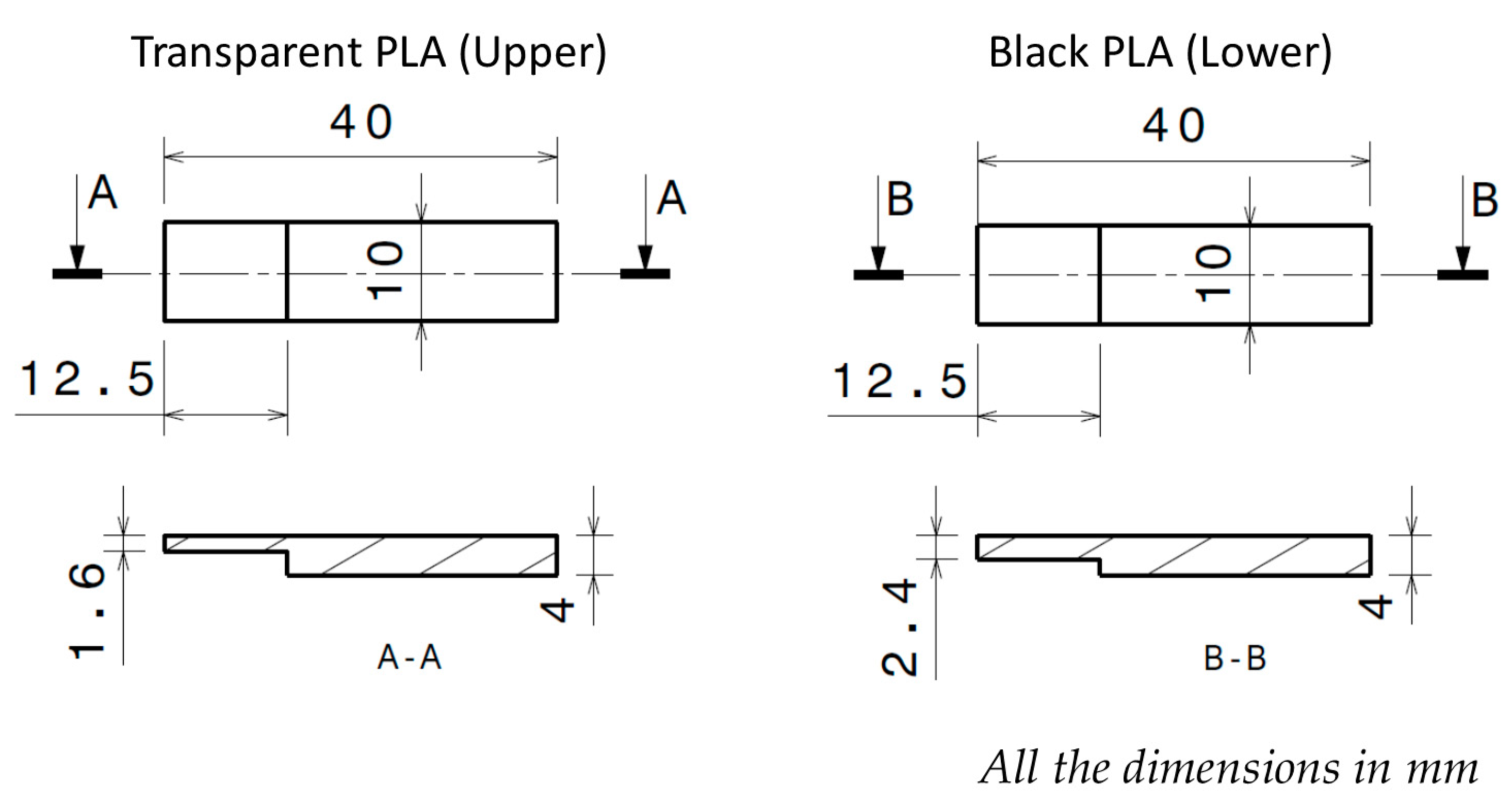
2.1. FDM Printing Process
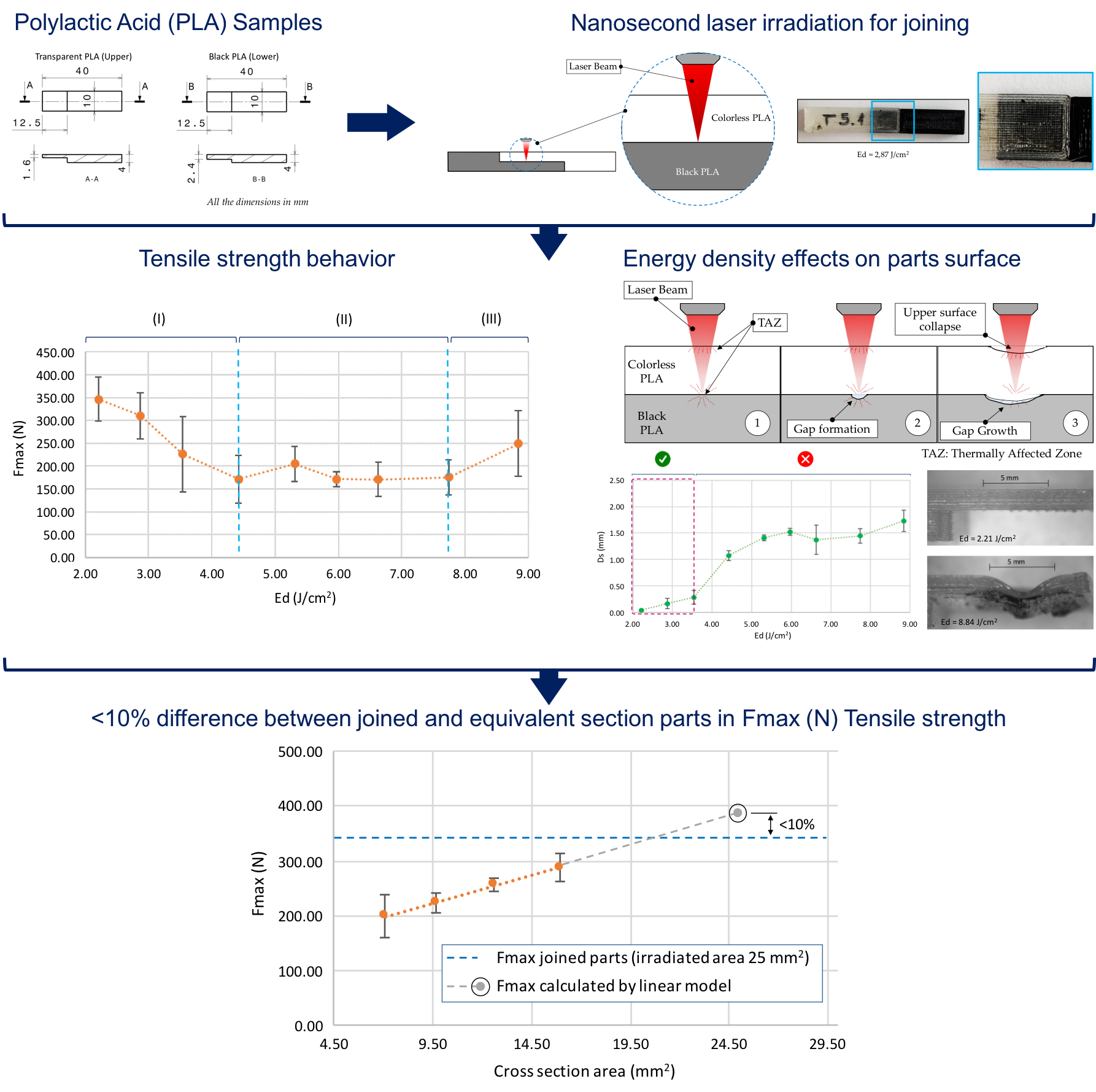
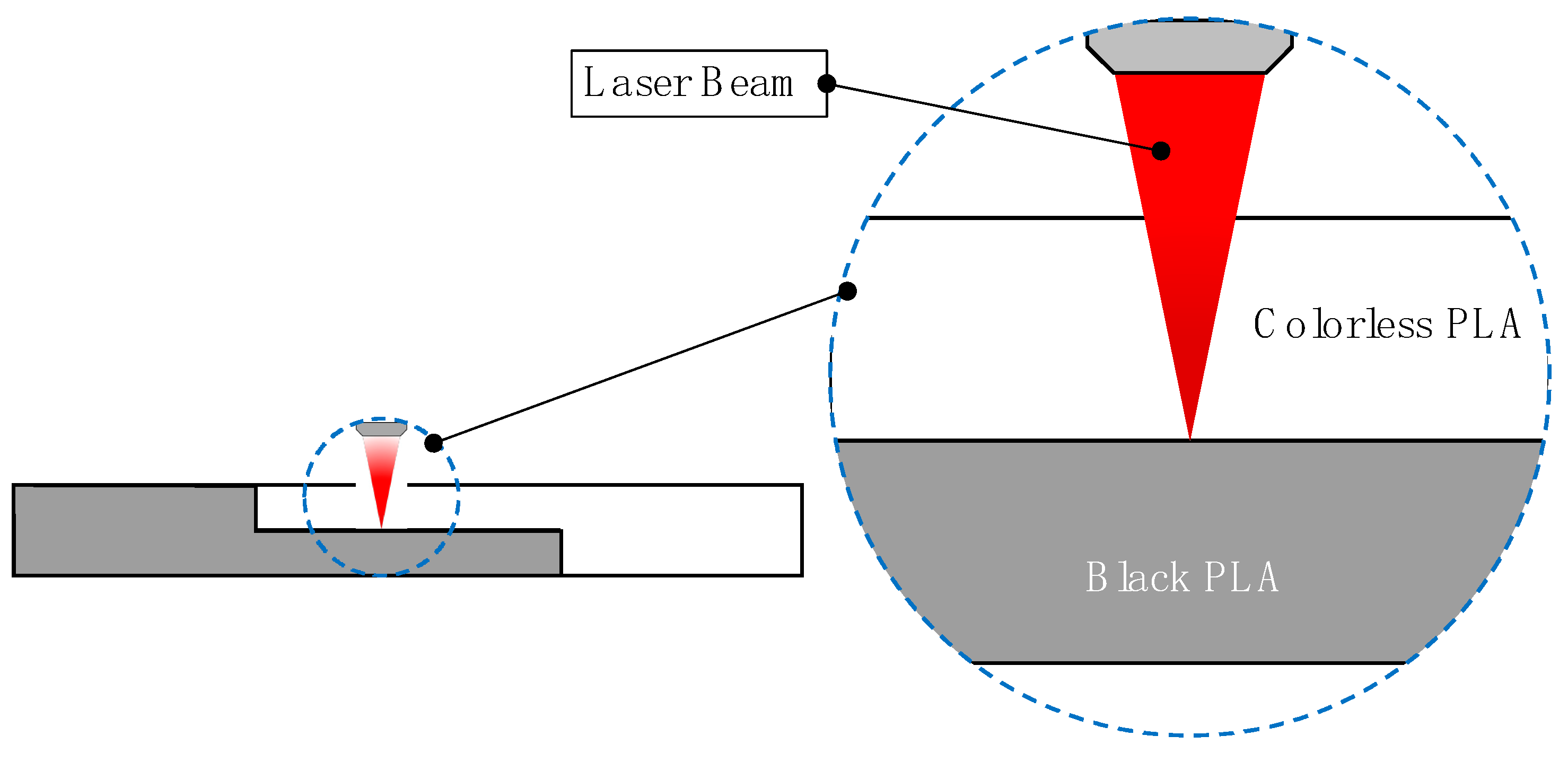
2.2. Laser Irradiation for PLA Joining Process
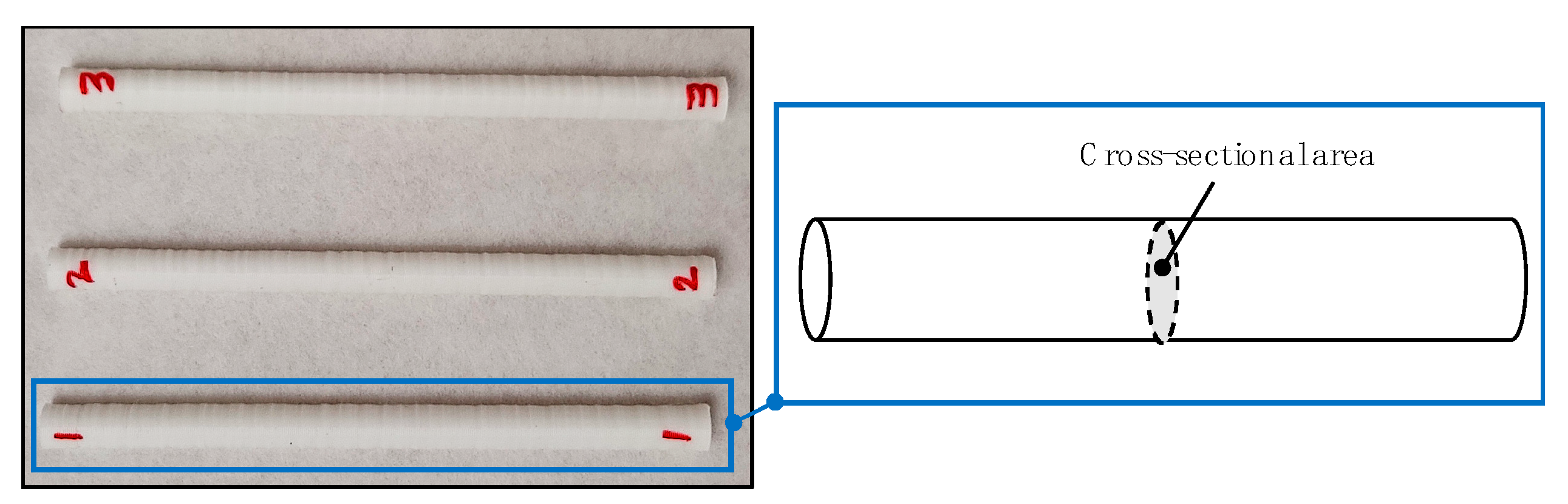
2.3. Corresponding Size Section that Can Be Replaced by Joined Parts
3. Results
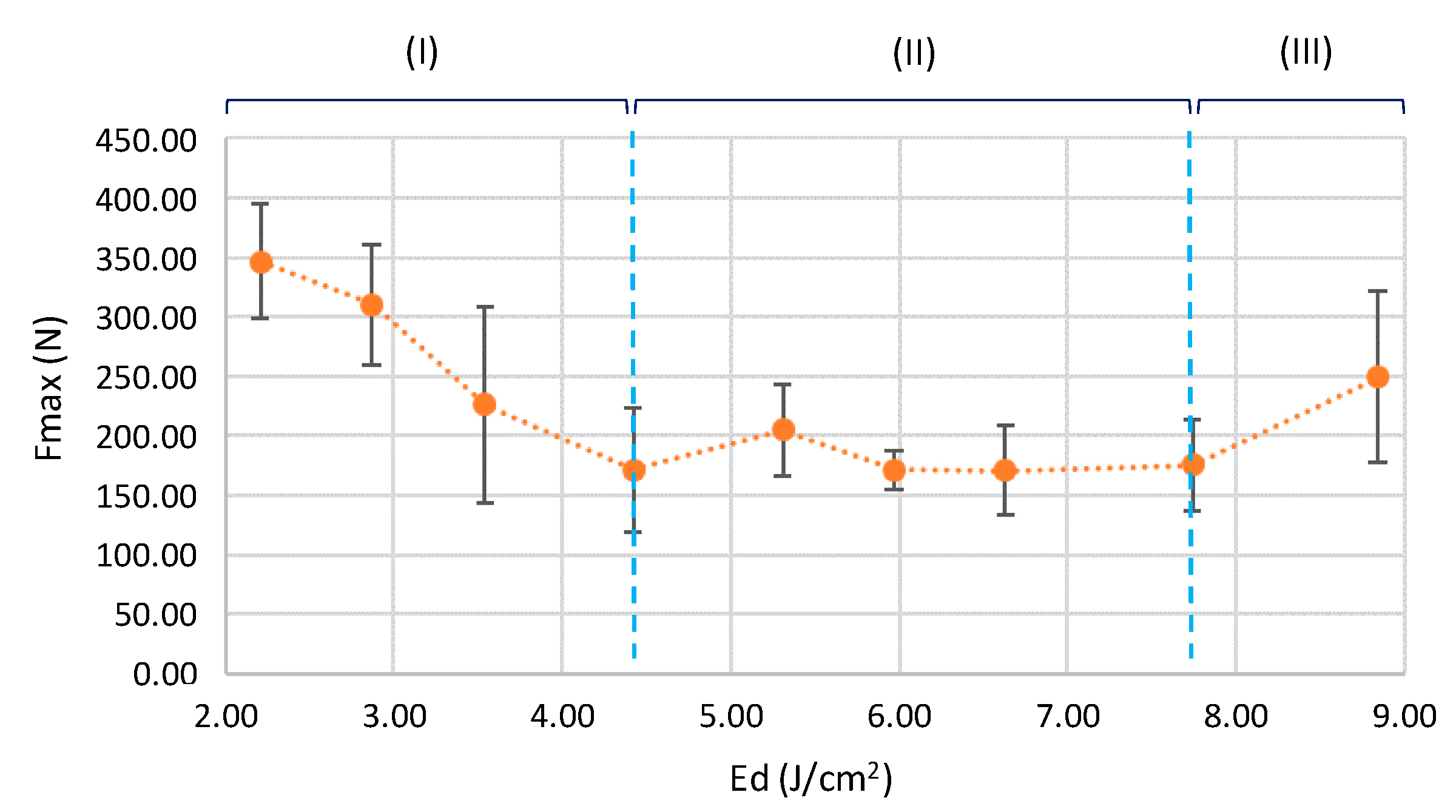
3.1. Effects of Laser Irradiation on Tensile Properties of Joining Parts
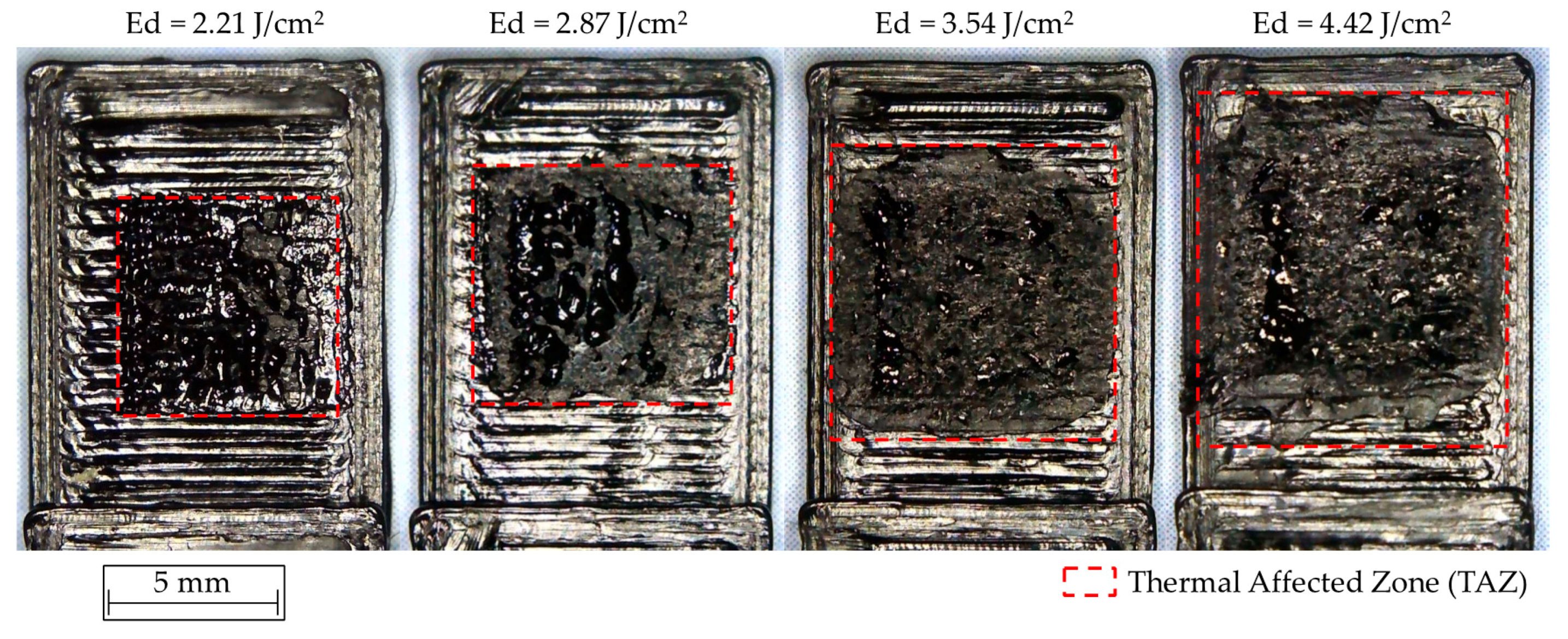
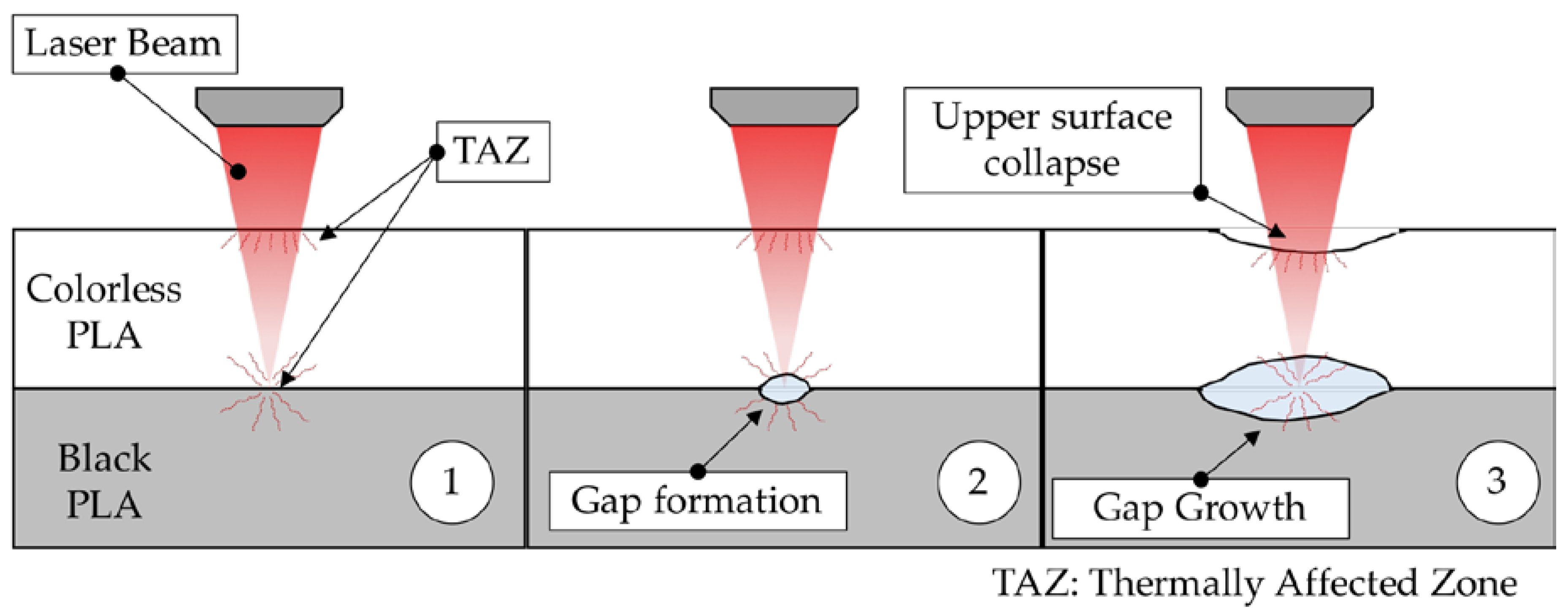
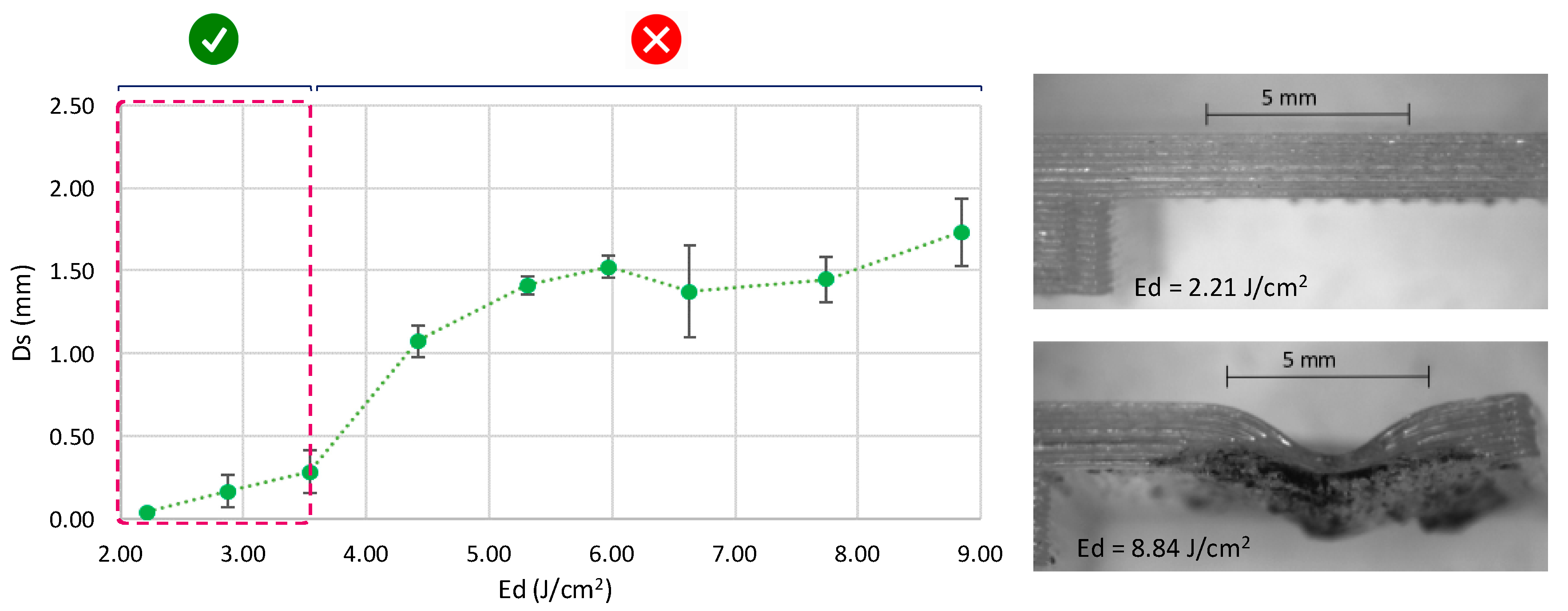
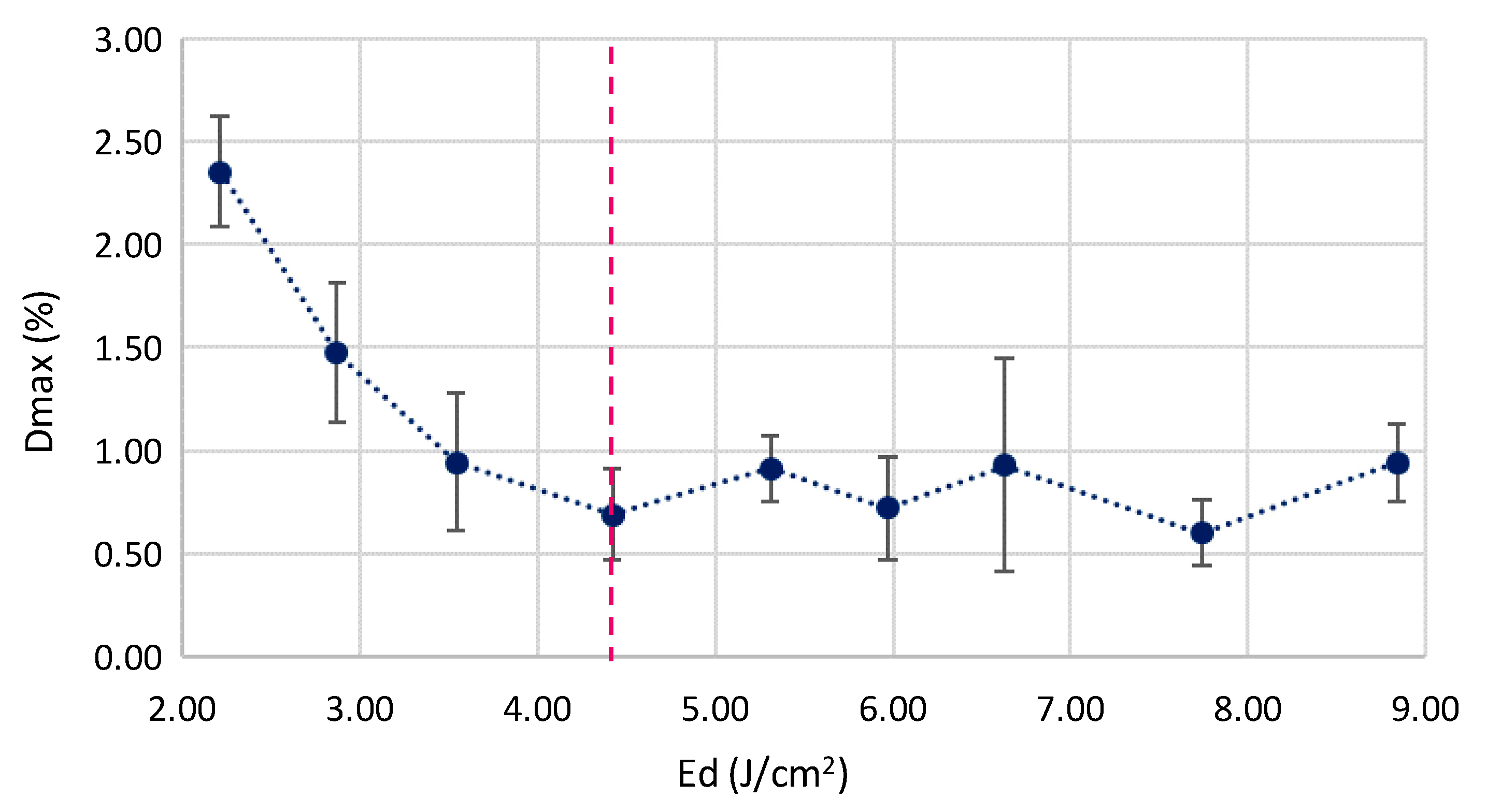
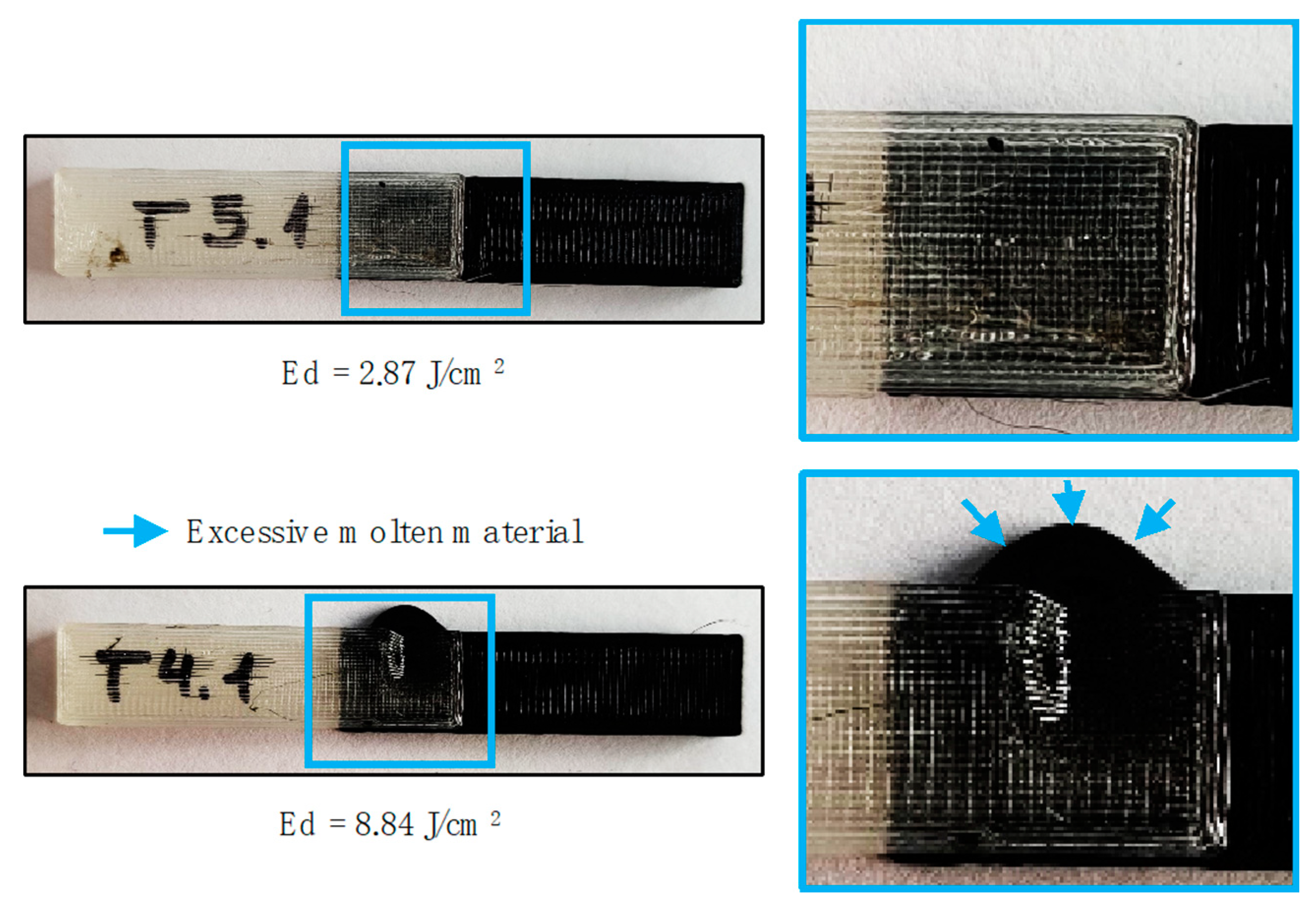
3.2. Effects of Laser Irradiation on Surface Integrity of Joining Parts
3.3. Corresponding Features of Joining Replacing Parts
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yao, T.; Deng, Z.; Zhang, K.; Li, S. A method to predict the ultimate tensile strength of 3D printing polylactic acid (PLA) materials with different printing orientations. Compos. Part B 2019, 163, 393–402. [Google Scholar] [CrossRef]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Lightweight Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- Karakurt, I.; Lin, L. 3D printing technologies: Techniques, materials, and post-processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Getme, A.S.; Patel, B. A Review: Bio-fiber’s as reinforcement in composites of polylactic acid (PLA). Mater. Today 2020, 26, 2116–2122. [Google Scholar]
- Manral, A.; Furkan, A.; Chaudhary, V. Static and dynamic mechanical properties of PLA bio-composite with hybrid reinforcement of flax and jute. Mater. Today Proc. 2020, 25, 577–580. [Google Scholar] [CrossRef]
- Guduru, K.K.; Srinivasu, G. Effect of post treatment on tensile properties of carbon reinforced PLA composite by 3D printing. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G. Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behavior, and foaming ability. Polymer 2019, 181, 121803. [Google Scholar] [CrossRef]
- Wohlers, T.; Campbell, R.I.; Huff, R.; Diegel, O.; Kowen, J. Wohlers Report 2019; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2019. [Google Scholar]
- Yap, Y.L.; Toh, W.; Koneru, R.; Lin, R.; Chan, K.I.; Guang, H.; Chan, W.Y.B.; Teong, S.S.; Zheng, G.; Ng, T.Y. Evaluation of structural epoxy and cyanoacrylate adhesives on jointed 3D printed polymeric materials. Int. J. Adhes. Adhes. 2020, 100, 102602. [Google Scholar] [CrossRef]
- Elmrabet, N.; Siegkas, P. Dimensional considerations on the mechanical properties of 3D printed polymer parts. Polym. Test. 2020, 90, 106656. [Google Scholar] [CrossRef]
- Moya-Muriana, J.A.; Yebra-Rodriguez, A.; La Rubia, M.D.; Navas-Martos, F.J. Experimental and numerical study of the laser transmission welding between PA6/sepiolite nanocomposites and PLA. Eng. Fract. Mech. 2020, 238, 107277. [Google Scholar] [CrossRef]
- Amanat, N.; James, N.L.; McKenzie, D.R. Welding methods for joining thermoplastic polymers for the hermetic enclosure of medical devices. Med Eng. Phys. 2010, 32, 690–699. [Google Scholar] [CrossRef]
- Brosda, M.; Nguyen, P.; Olowinsky, A.; Gillner, A. Laserwelding of biopolymers. Procedia CIRP 2018, 74, 548–552. [Google Scholar] [CrossRef]
- Kiss, Z.; Temesi, T.; Czigany, T. Adherability and weldability of poly(lactic acid) and basalt fibre-reinforced poly(lactic acid). J. Adhes. Sci. Technol. 2017, 32, 173–184. [Google Scholar] [CrossRef]
- Pelsmaeker, J.D.; Graulus, G.J.; Vlierberghe, S.V.; Thienpont, H.; Hemelrijck, D.V.; Dubruel, P.; Ottevaere, H. Clear to clear laser welding for joining thermoplastic polymers: A comparative study based on physicochemical characterization. J. Mater. Process. Tech. 2018, 255, 808–815. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, X. Modification the surface quality and mechanical properties by laser polishing of Al/PLA part manufactured by fused deposition modeling. Appl. Surf. Sci. 2019, 492, 765–775. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S.; Leone, C. Laser finishing of 3D printed parts produced by material extrusion. Opt. Lasers Eng. 2020, 124, 105801. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, X.; Gan, S. Effects of laser polishing on surface quality and mechanical properties of PLA parts built by fused deposition modeling. J. Appl. Polym. Sci. 2019, 137, 48288. [Google Scholar] [CrossRef]
- Navas-Martos, F.J.; Yebra-Rodriguez, A.; La Rubia, M.D. Laser transmission welding of poly(lactic acid) and polyamide66/sepiolite nanocomposites. J. Appl. Polym. Sci. 2018, 135, 46638. [Google Scholar] [CrossRef]
- Juhl, T.B.; Bach, D.; Larson, R.G.; Christiansen, J.C.; Jensen, E.A. Predicting the laser weldability of dissimilar polymers. Polymer 2013, 54, 3891–3897. [Google Scholar] [CrossRef]
- Kumar, N.; Sherlock, R.; Tormey, D. Prediction of weld interface depth and width at optimum laser welding temperature for polypropylene. Procedia CIRP 2019, 81, 1272–1277. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Parameter | ||
|---|---|---|---|
| Layer thickness (mm) | 0.20 | Filling density (%) | 100 |
| Extrusion width (mm) | 0.40 | Filling pattern | Linear |
| Extrusion temperature (K) | 483.15 | Feed rate (mm/s) | 30 |
| Board temperature (K) | 333.15 | Acceleration (mm/s2) | 1000 |
| Laser Power (W) | Pulse Rate (Hz) | Scanning Speed (Vs) | Energy Density of Pulse (J/cm2) | Irradiated Area (mm2) |
|---|---|---|---|---|
| 5.0 | 80,000 | 50 | 2.21 | 25 |
| 6.5 | 2.87 | |||
| 8.0 | 3.54 | |||
| 10.0 | 4.42 | |||
| 12.0 | 5.31 | |||
| 13.5 | 5.97 | |||
| 15.0 | 6.63 | |||
| 17.5 | 7.74 | |||
| 20.0 | 8.84 |
| Parameter | Parameter | ||
|---|---|---|---|
| Layer thickness (mm) | 0.20 | Filling density (%) | 100 |
| Extrusion width (mm) | 0.40 | Filling pattern | Linear |
| Extrusion temperature (K) | 483.15 | Feed rate (mm/s) | 30 |
| Board temperature (K) | 333.15 | Acceleration (mm/s2) | 1000 |
| Geometry of sample | Cylindrical | Cross-sectional area (mm2) | 7.07-9.62-12.57-15.90 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vazquez-Martinez, J.M.; Piñero, D.; Salguero, J.; Batista, M. Evaluation of the Joining Response of Biodegradable Polylactic Acid (PLA) from Fused Deposition Modeling by Infrared Laser Irradiation. Polymers 2020, 12, 2479. https://doi.org/10.3390/polym12112479
Vazquez-Martinez JM, Piñero D, Salguero J, Batista M. Evaluation of the Joining Response of Biodegradable Polylactic Acid (PLA) from Fused Deposition Modeling by Infrared Laser Irradiation. Polymers. 2020; 12(11):2479. https://doi.org/10.3390/polym12112479
Chicago/Turabian StyleVazquez-Martinez, J. M., D. Piñero, J. Salguero, and M. Batista. 2020. "Evaluation of the Joining Response of Biodegradable Polylactic Acid (PLA) from Fused Deposition Modeling by Infrared Laser Irradiation" Polymers 12, no. 11: 2479. https://doi.org/10.3390/polym12112479
APA StyleVazquez-Martinez, J. M., Piñero, D., Salguero, J., & Batista, M. (2020). Evaluation of the Joining Response of Biodegradable Polylactic Acid (PLA) from Fused Deposition Modeling by Infrared Laser Irradiation. Polymers, 12(11), 2479. https://doi.org/10.3390/polym12112479