Feasibility Study of SBR-Modified Cementitious Mixtures for Use as 3D Additive Construction Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Ordinary Portland cement (Type I):Density 3.14 (g/cm3), specific surface 3630 (cm2/g), MgO 2.34 (%), SO3 2.97 (%), LOI 2.76 (%).
- Silica sand:Particle size 0.08 (mm), apparent density 1.57, SiO2 97.3 (%), Al2O3 1.59 (%), TiO2 0.02 (%), Fe2O3 0.50 (%).
- Fly ash:Density 2.22 (g/cm3), specific surface 3651 (cm2/g), SiO2 51.9 (%), LOI 3.2 (%).
- Silica fume:Bulk density (undensified) 200–350 (g/cm3), specific surface 157,700 (cm2/g), SiO2 96.7 (%), LOI 2.39 (%).
- Superplasticizer (Policarboxylate):Light dark brown liquid, specific gravity 1.05 ± 0.05 (20 °C), pH 5.0 ± 2.0, solid content 20 (%), alkali ≤ 0.01 (%), chloride ≤ 0.01 (%).
- Viscosity modifying agent (Organic modified clay):White powder, pH (solution) 8.0–10.0, bulk density 430 (kg/m3), moisture content ≤12 (%), particle size (0.074 mm) ≥ 95 (%).
2.2. Mix Design
2.3. Printing Setup and Procedure
2.4. Testing Methods
2.4.1. Flowability
2.4.2. Extrudability
2.4.3. Buildability
2.4.4. Open Time
3. Results and Discussion
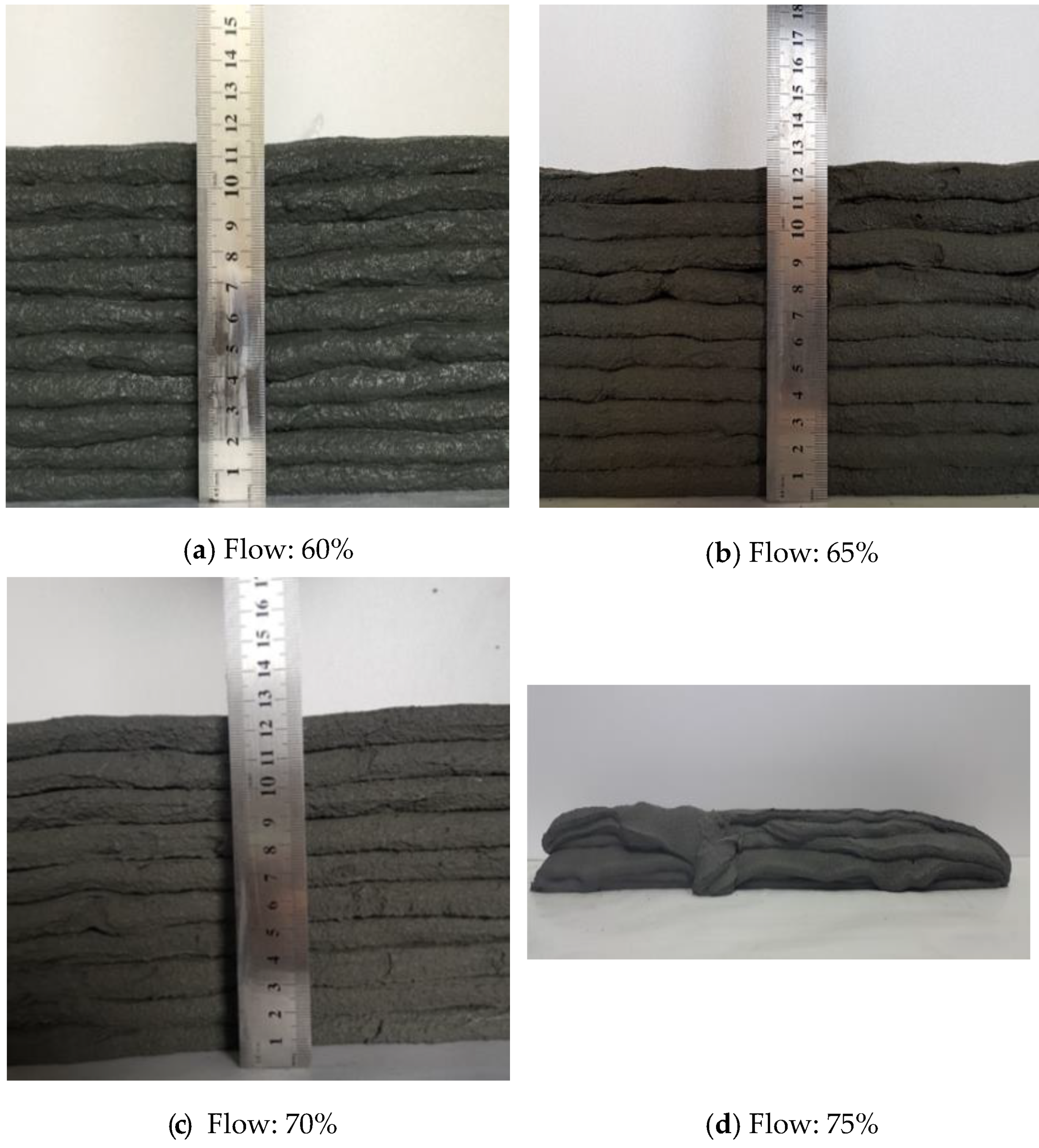
3.1. Determination of Optimal Flow
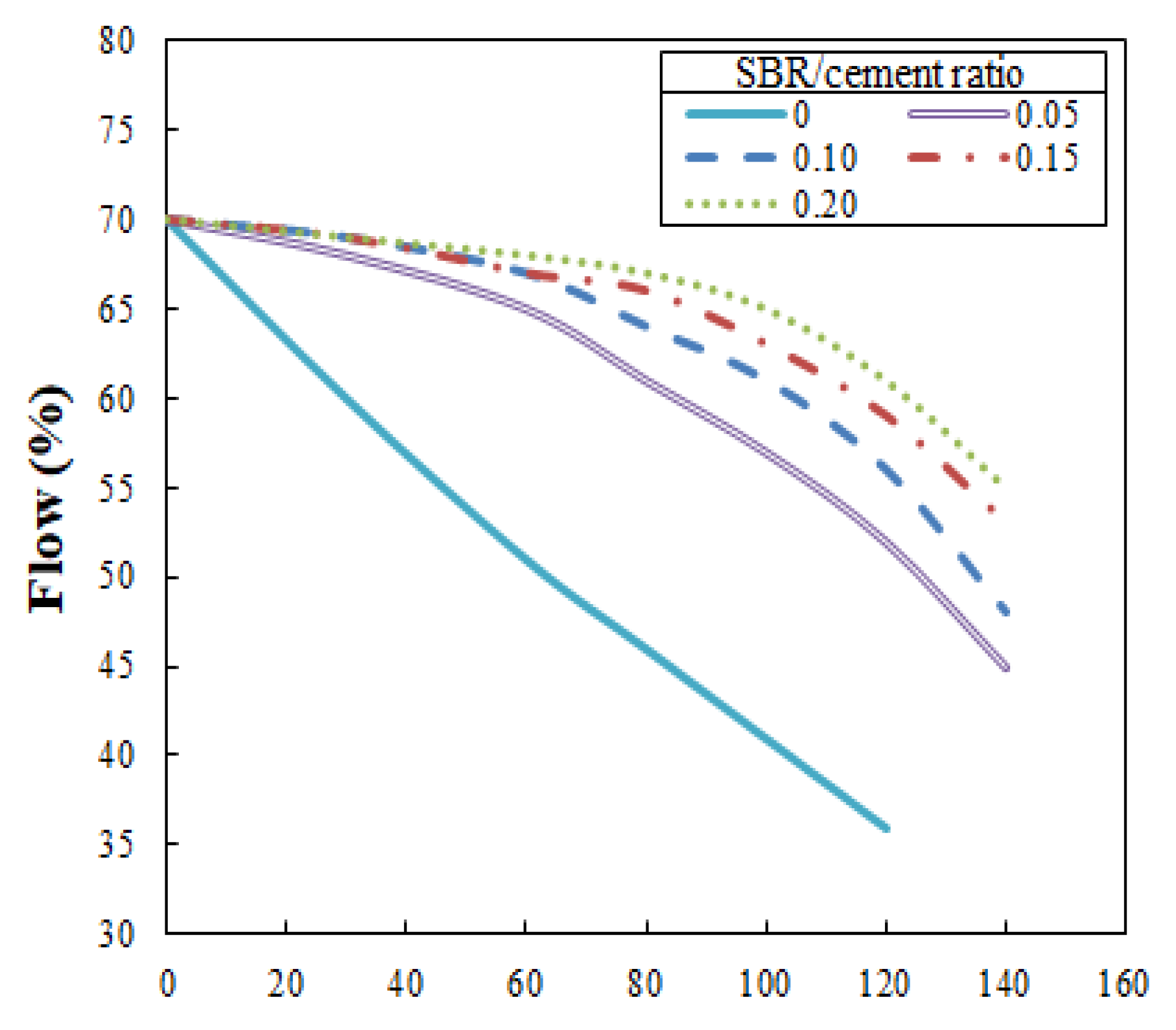
3.2. Flowability
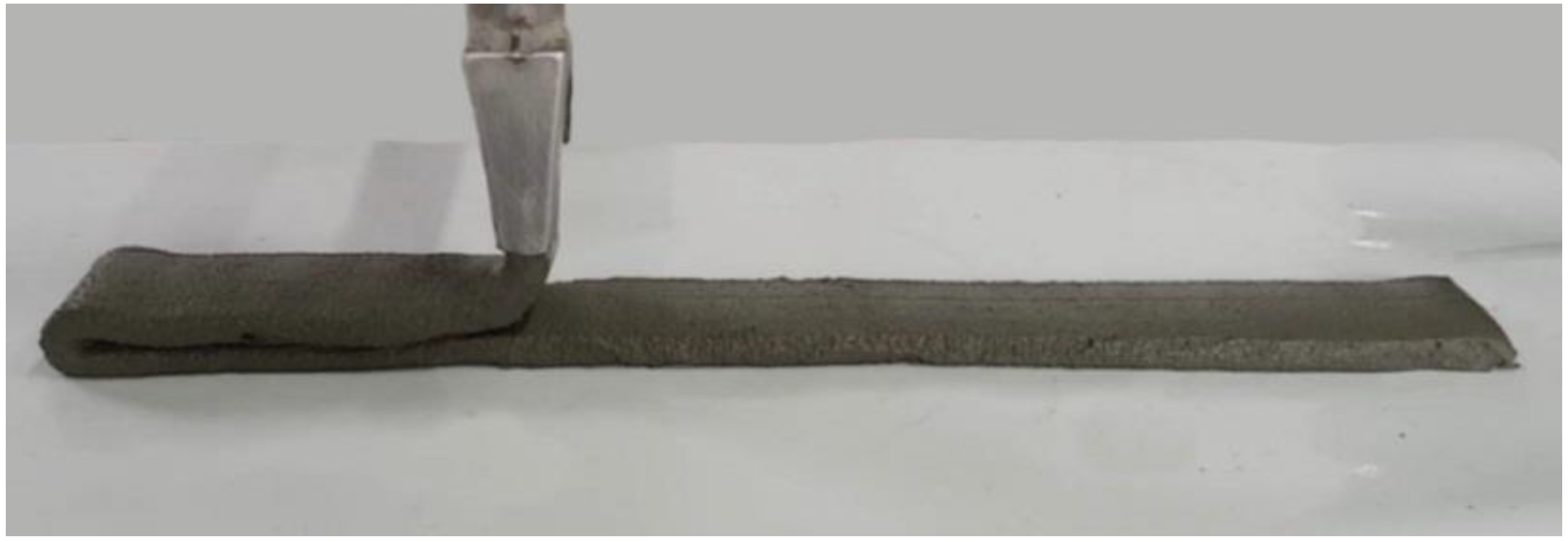
3.3. Extrudability
3.4. Buildability
3.5. Open Time
4. Conclusions
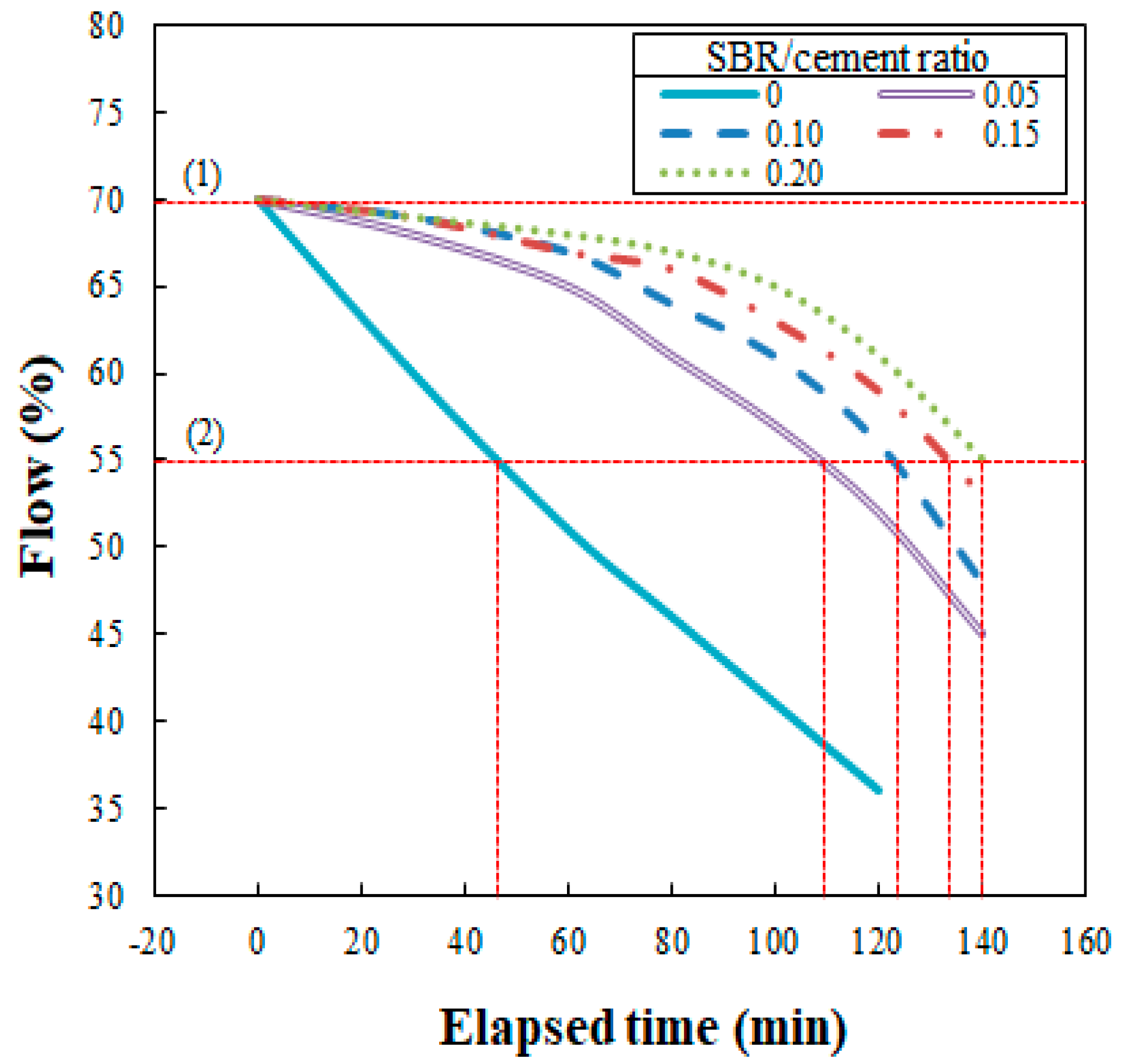
- Extrusion became impossible when the flow was lower than 55%, and layering was not possible when the flow was higher than 75%. The optimal flow to facilitate extrusion and layering was 70%, but a flow of 70% ± 1% was ideal, considering deviation.
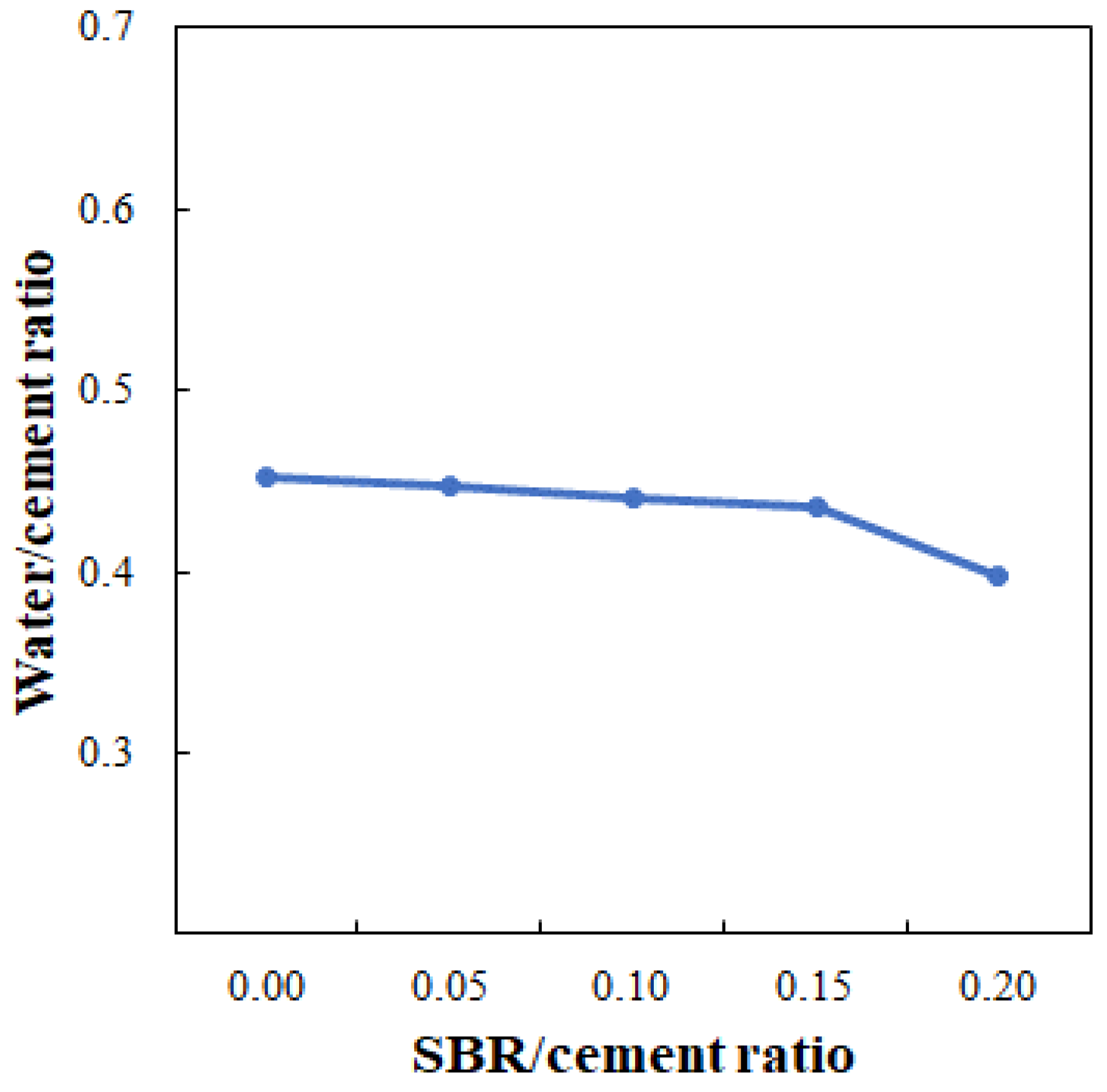
- The flowability test results showed that the flow loss decreased as the SBR/cement ratio increased. Also, the water/cement ratio decreased, which was advantageous for the flowability of the cementitious mixtures.
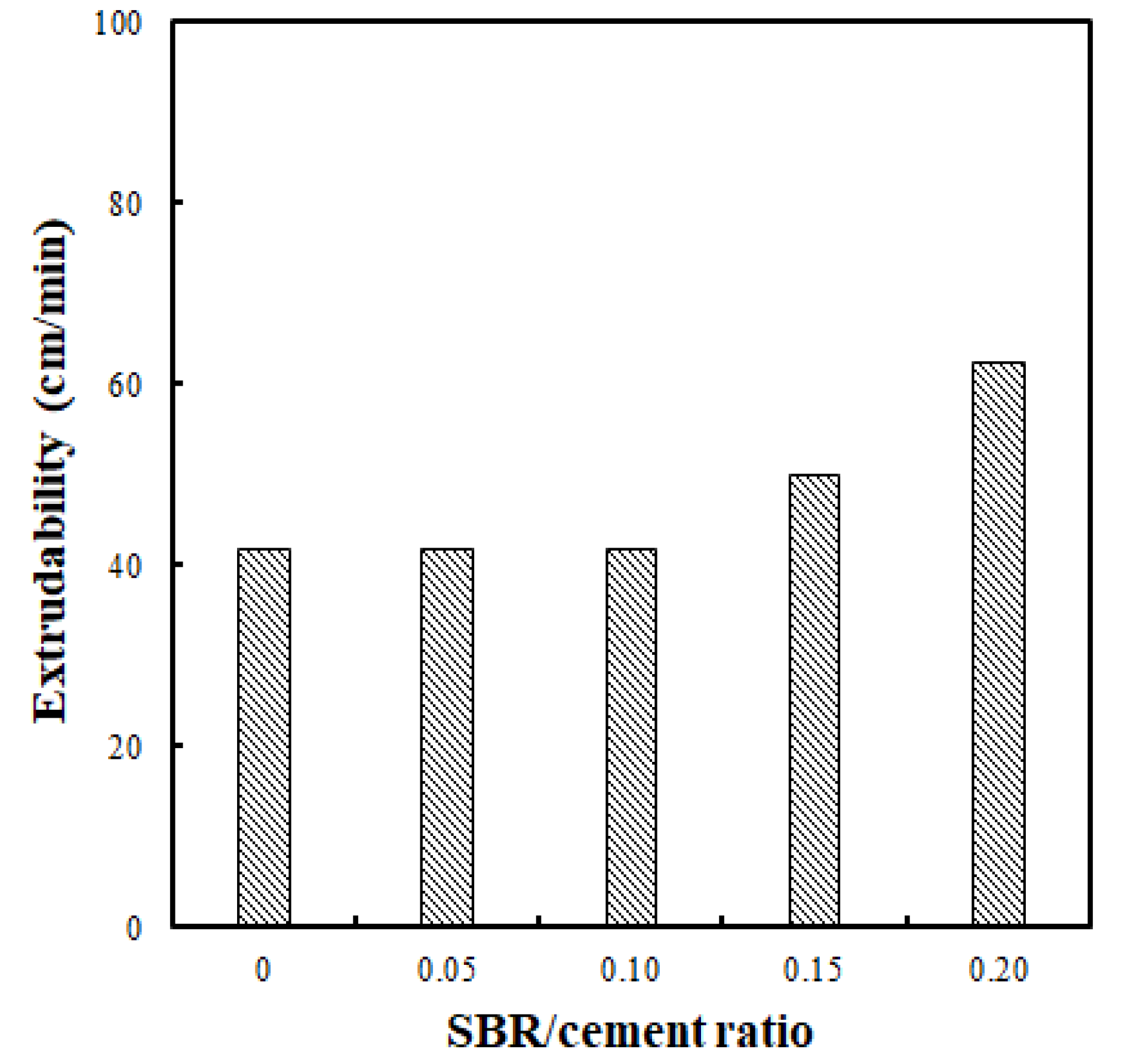
- The extrudability increased by 20% and 50% for SBR/cement ratios of 0.15 and 0.20, respectively, compared to the SBR/cement ratios of 0 to 0.10. The extrudability improved due to an increase in the ball-bearing effect of the polymer particles as the SBR/cement ratio increased.
- The buildability test revealed that the reduction in stacked height was relatively small, 0.10 to 0.15 at an SBR/cement ratio of 70% flow, at which point cracking did not occur at the transition of the nozzle direction.
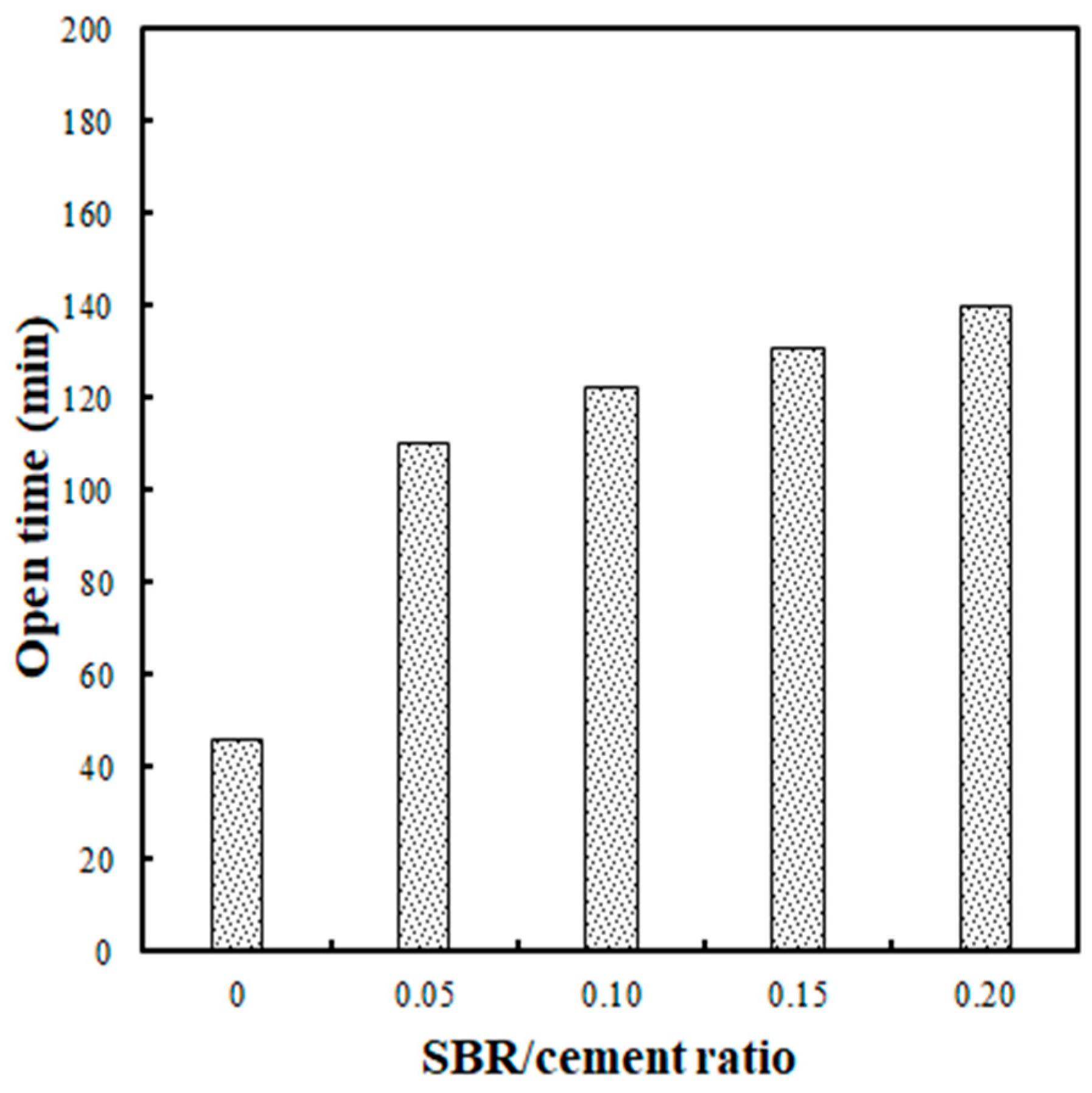
- The open time increased as the SBR/cement ratio increased. This trend was the result of an initial setting delay, due to suppression of the hydration reaction of the cements by the polymer film that formed within the cementitious mixtures.
5. Patents
Author Contributions
Funding
Conflicts of Interest
References
- Dimitrove, D.; Schreve, K.; De Beer, N. Advances in Three-Dimensional Printing—State of the Art and Future Perspectives. Rapid Prototyp. J. 2006, 12, 136–147. [Google Scholar] [CrossRef]
- Breman, B. 3-D Printing: The New Industrial Revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Lam, C.X.F.; Mo, X.M.; Teoh, S.H.; Hutmacher, D.W. Scaffold Development using 3D Printing with A Starch-Based Polymer. Mater. Sci. Eng. C 2002, 20, 49–56. [Google Scholar] [CrossRef]
- Wegrzyn, T.F.; Golding, M.; Archer, R.H. Food Layered Manufacture: A New Process for Constructing Solid Foods. Trends Food Sci. Technol. 2012, 27, 66–72. [Google Scholar] [CrossRef]
- Kazmian, A.; Yuan, X.; Meier, R.; Khoshnevis, B. Performance-Based Testing Portland Cement Concrete for Construction-Scale 3D Printing. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 2, pp. 13–35. [Google Scholar]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive Manufacturing of Concrete in Construction: Potentials and Challenges of 3D Concrete Printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory Investigation of Solid Free Form Construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Apis Core. Available online: https://www.apis-cor.com/apiscor-and-gerdau (accessed on 24 June 2019).
- Shanghai-Based WinSun 3D Prints 6-Story Apartment Building and an Incredible Home. Available online: https://3dprint.com/38144/3d-printed-apartment-building/ (accessed on 24 June 2019).
- Inhabitat. Available online: https://inhabitat.com/chinese-company-assembles-ten-3d-printed-concrete-houses-in-one-day-for-less-than-5000-each/ (accessed on 24 June 2019).
- TU/e and BAM Infra Get to Work on 3D Printed Concrete Bicycle Bridge. Available online: https://3dprint.com/178462/eindhoven-3d-printed-bridge/ (accessed on 24 June 2019).
- Yeon, K.S.; Kim, K.K.; Yeon, J. Feasibility Study of the Use of Polymer-Modified Cement Composites as 3D Concrete Printing Material. In Proceedings of the International Congress in Polymers in Concrete, Washington, DC, USA, 29 April–1 May 2018; Taha, M., Ed.; Springer: Berlin, Germany, 2018. [Google Scholar]
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, F. Experimental Investigation of Contour Crafting using Ceramics Materials. Rapid Prototyp. J. 2001, 7, 32–41. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P.H. Large-Scale 3D Printing of Ultra-High Performance Concrete—A New Processing Route for Architects and Builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened Properties of High-Performance Printing Concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Chandra, S.; Ohama, Y. Polymers in Concrete, 1st ed.; CRC Press: Boca Raton, FL, USA, 1994. [Google Scholar]
- Ramakrishnan, V. Properties and Application of Latex Modified Concrete, 1st ed.; National Research Council: Washington, DC, USA, 1992. [Google Scholar]
- Tukimat, N.N.A.; Sarbini, N.N.; Ibrahim, I.S.; Ma, C.K.; Mutusamy, K. Fresh and Hardened State of Polymer Modified Concrete and Mortars—A Review. Int. Symp. Civ. Env. Eng. 2017, 103, 01025. [Google Scholar] [CrossRef]
- Ohama, Y. Polymer-Based Admixtures. Cem. Concr. Compos. 1998, 20, 189–212. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Roussel, N.; Flatt, R. The Role of Early Age Structural Build-Up in Digital Fabrication with Concrete. Cem. Concr. Res. 2018, 112, 86–95. [Google Scholar] [CrossRef]
- Malaeb, Z.; Hachem, H.; Tourbah, A.; Maalouf, T.; Zarwi, N.E.; Hamzeh, F. 3D Concrete Printing: Machine and Mix Design. Int. J. Civ. Eng. 2015, 6, 14–22. [Google Scholar]
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Rewiew. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- ASTM C109/C109M-16a. Available online: https://www.astm.org/Standards/C109 (accessed on 25 June 2019).
- Neville, A.M. Properties of Concrete, 4th ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 1996. [Google Scholar]
- ASTM C1437-15. Available online: https://www.astm.org/Standards/C1437 (accessed on 25 June 2019).
- Thrane, L.N.; Pade, C.; Nielsen, C.V. Determination of Rheology of Self-Consolidating Concrete using the 4C-Rheometer and How to make Use of the Results. J. ASTM Int. 2009, 7, 1–10. [Google Scholar] [CrossRef]
- Buswell, B.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D Printing using Concrete Extrusion: A Road Map for Research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.G.; Nematollahi, B.; Xia, M. Interlayer Strength of 3D Printed Concrete: Influencing Factors and Method of Enhancing. In 3D Concrete Printing Technology, 1st ed.; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 12, pp. 241–264. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L. Printable Properties of Cementitious Material Containing Copper Tailings for Extrusion based 3D Printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Ahmed, Z.; Bos, F.; Wolfs, R.; Salet, T. Design Considerations due to Scale Effects in 3D Concrete Printing. In Proceedings of the 8th International Conference of the Arab Society for Computer Aided Architectural Design, London, UK, 7–8 November 2016; Al-Attili, A., Karandinou, A., Daley, B., Eds.; ASCAAD: London, UK, 2016. [Google Scholar]
- Ohama, Y. Handbook of Polymer-Modified Concrete and Mortars, 1st ed.; Noyes Publications: Park Ridge, NJ, USA, 1995. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Total Solids (%) | pH | Viscosity (mPa·s) | Surface Tension (Dynes/cm) | Specific Gravity (20 °C) | Minimum Film Forming Temperature (℃) |
|---|---|---|---|---|---|
| 47–50 | 9.9–10.5 | 40 | 30–35 | 1.01 ± 0.01 | <4 |
| SBR | Cement | Water | Silica Sand | Fly Ash | Silica Fume | Superplasticizer | Viscosity Modifying Agent |
|---|---|---|---|---|---|---|---|
| 0 | 642 | 289 | 1377 | 184 | 92 | 6 | 0.3 |
| 32 | 638 | 271 | 1368 | 182 | 91 | 6 | 0.3 |
| 63 | 635 | 254 | 1360 | 181 | 91 | 6 | 0.3 |
| 95 | 631 | 236 | 1351 | 180 | 90 | 6 | 0.3 |
| 125 | 627 | 219 | 1343 | 179 | 90 | 6 | 0.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.K.; Yeon, J.; Lee, H.J.; Yeon, K.-S. Feasibility Study of SBR-Modified Cementitious Mixtures for Use as 3D Additive Construction Materials. Polymers 2019, 11, 1321. https://doi.org/10.3390/polym11081321
Kim KK, Yeon J, Lee HJ, Yeon K-S. Feasibility Study of SBR-Modified Cementitious Mixtures for Use as 3D Additive Construction Materials. Polymers. 2019; 11(8):1321. https://doi.org/10.3390/polym11081321
Chicago/Turabian StyleKim, Kwan Kyu, Jaeheum Yeon, Hee Jun Lee, and Kyu-Seok Yeon. 2019. "Feasibility Study of SBR-Modified Cementitious Mixtures for Use as 3D Additive Construction Materials" Polymers 11, no. 8: 1321. https://doi.org/10.3390/polym11081321
APA StyleKim, K. K., Yeon, J., Lee, H. J., & Yeon, K.-S. (2019). Feasibility Study of SBR-Modified Cementitious Mixtures for Use as 3D Additive Construction Materials. Polymers, 11(8), 1321. https://doi.org/10.3390/polym11081321