Effects of Phase Morphology on Mechanical Properties: Oriented/Unoriented PP Crystal Combination with Spherical/Microfibrillar PET Phase

 , ,
, ,  , and
, and
Abstract
:
1. Introduction
2. Experimental Section
2.1. Materials and Sample Preparation
2.1.1. Materials
2.1.2. Sample Preparation
Extrusion Methods
Injection Methods
2.2. Characterization and Testing
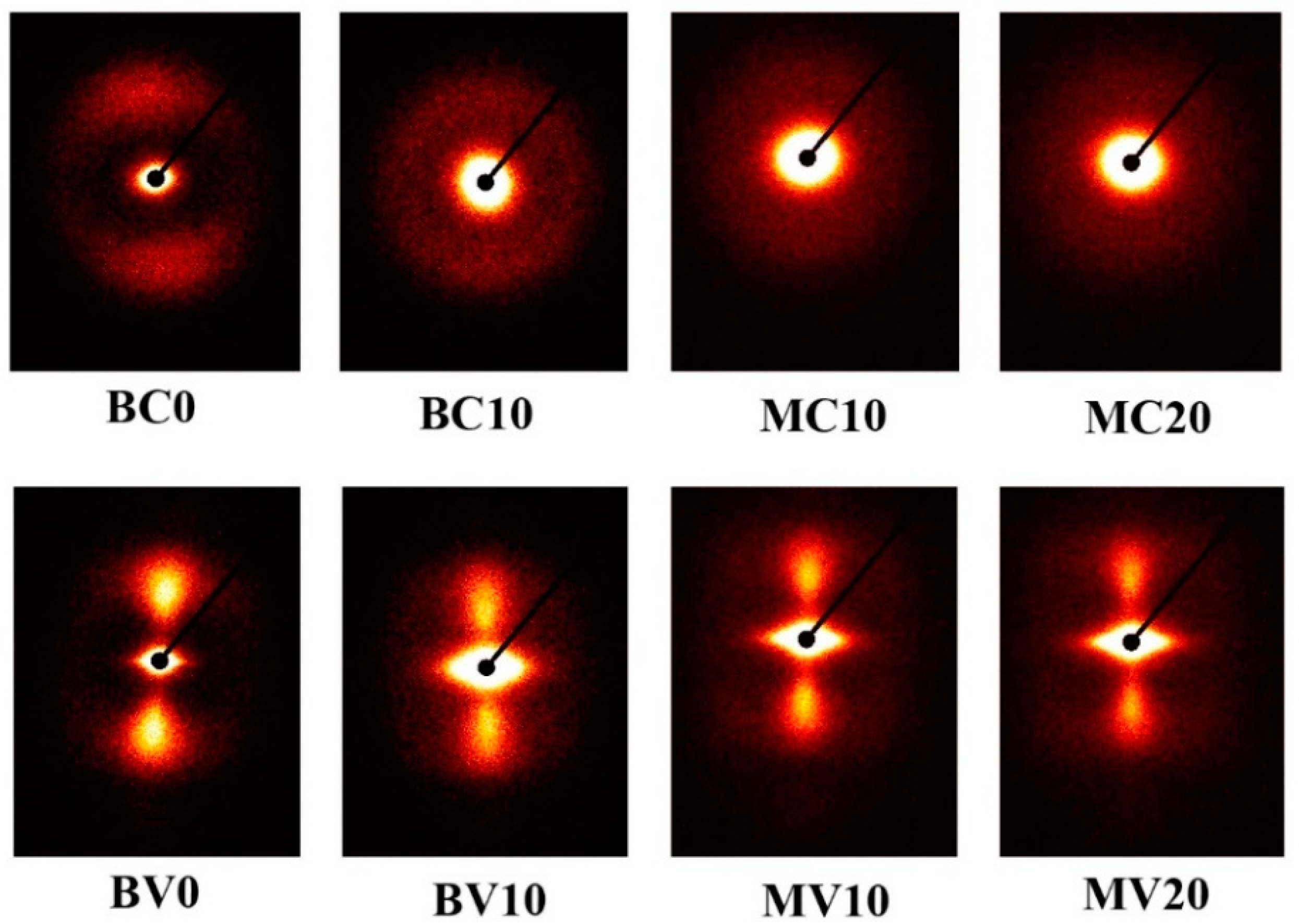
2.2.1. Two Dimensional Small Angle X-ray Scattering (2D-SAXS)
2.2.2. Scanning Electron Microscopy (SEM)
2.2.3. Differential Scanning Calorimetry (DSC)
2.2.4. Mechanical Testing
3. Results and Discussion
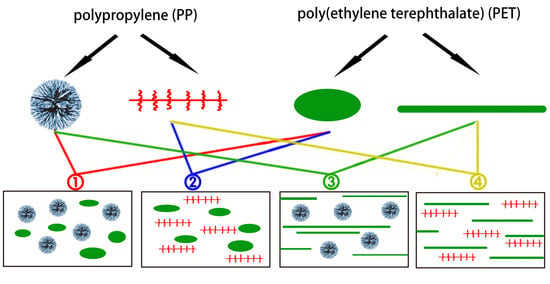
3.1. Structure Morphology
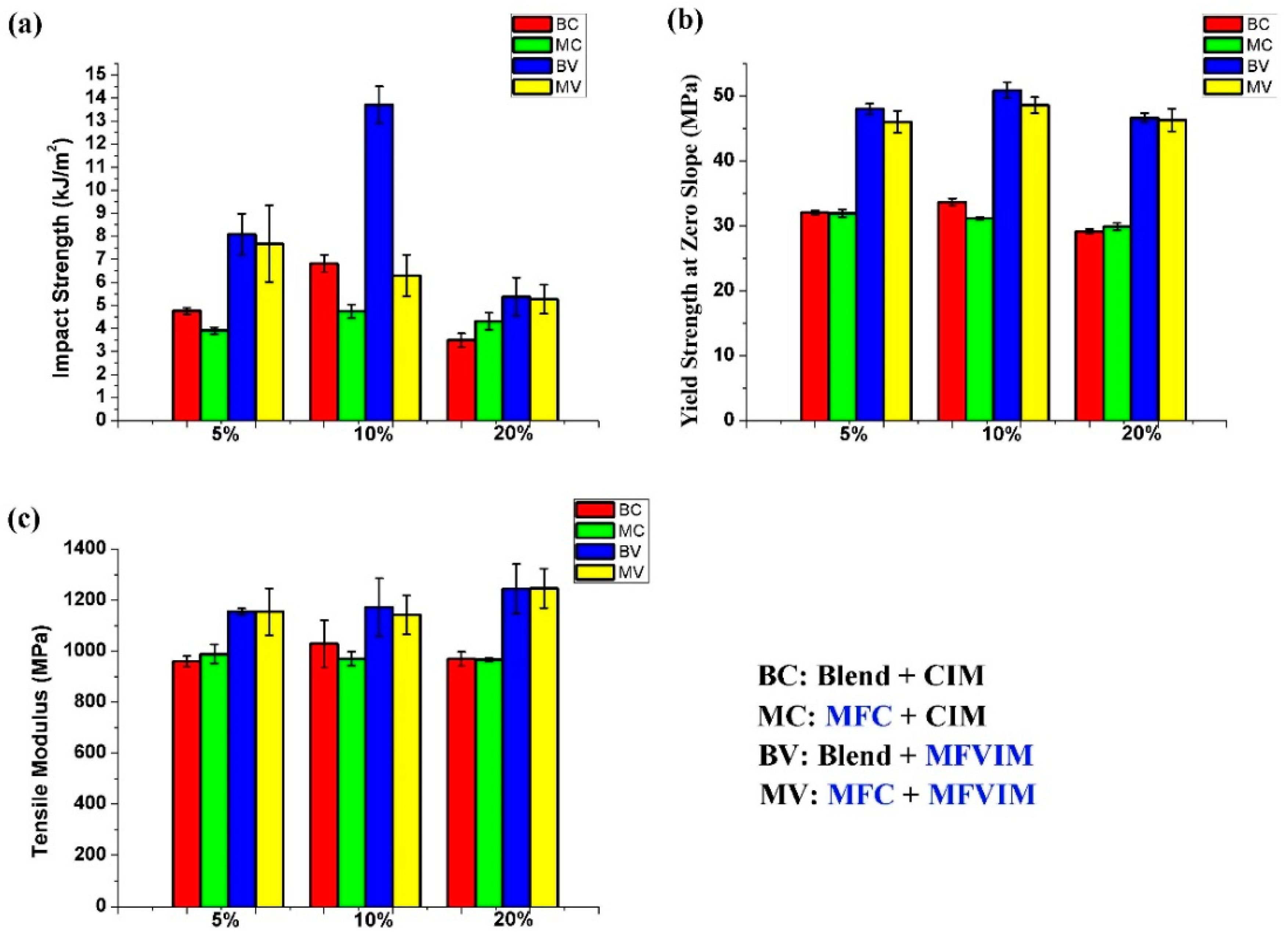
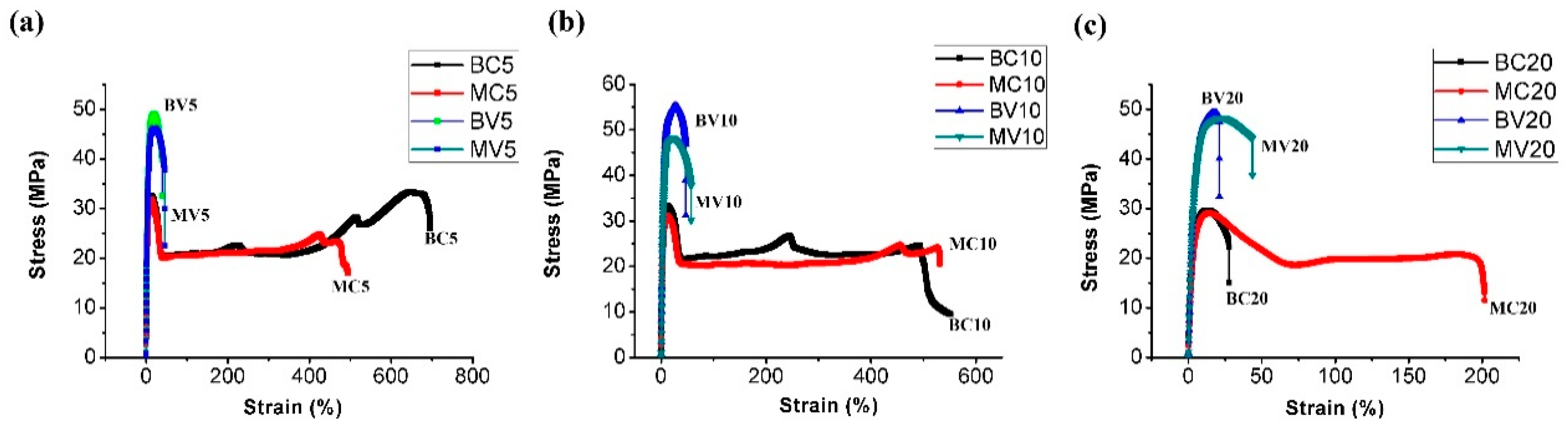
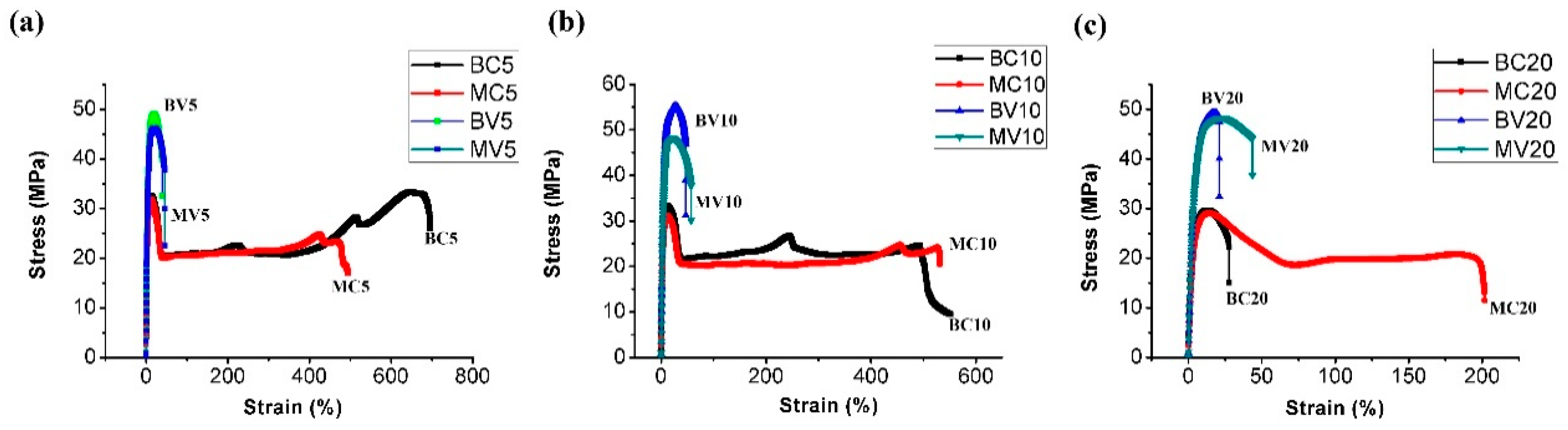
3.2. Mechanical Properties and Discussion
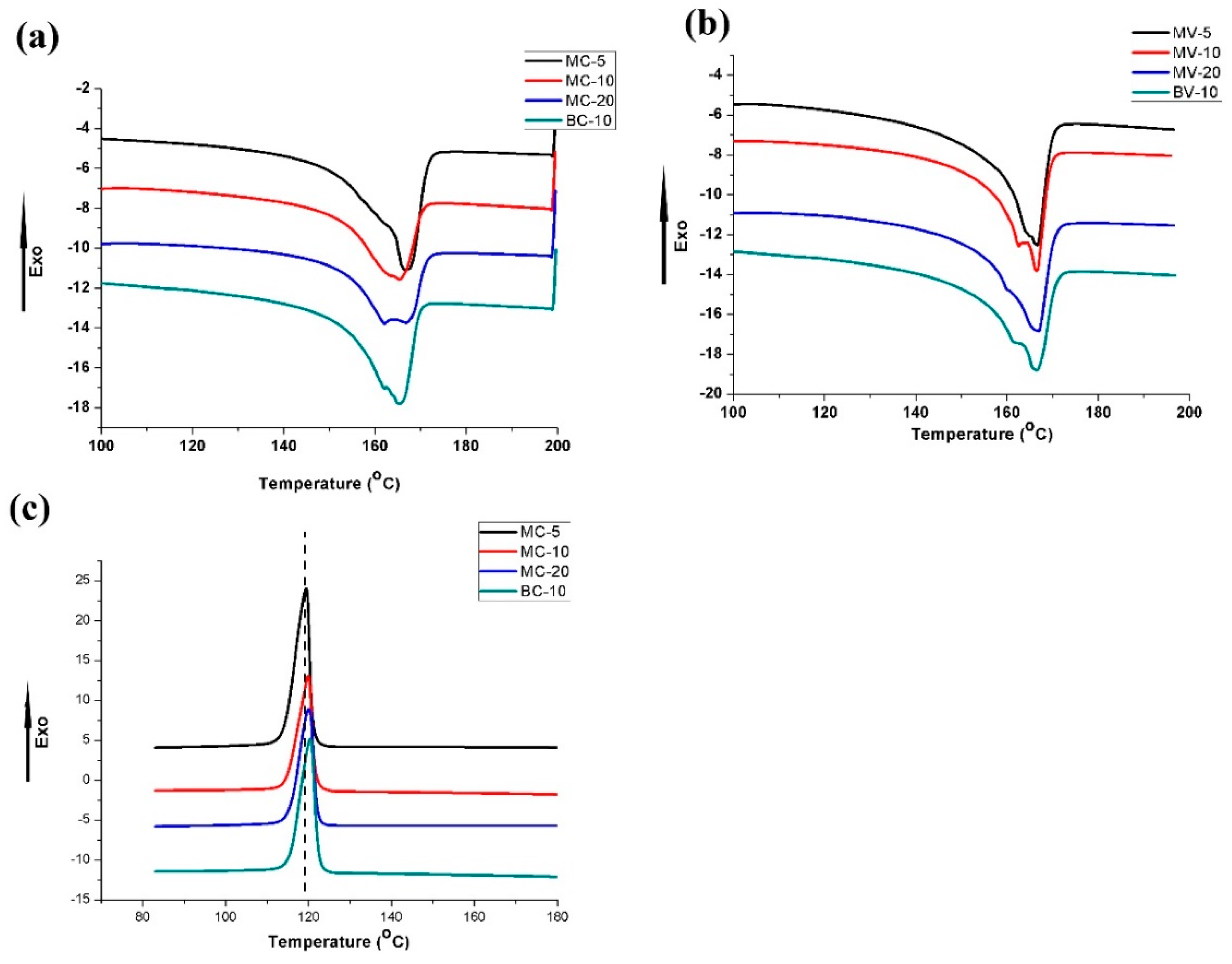
3.3. Thermal Behaviour
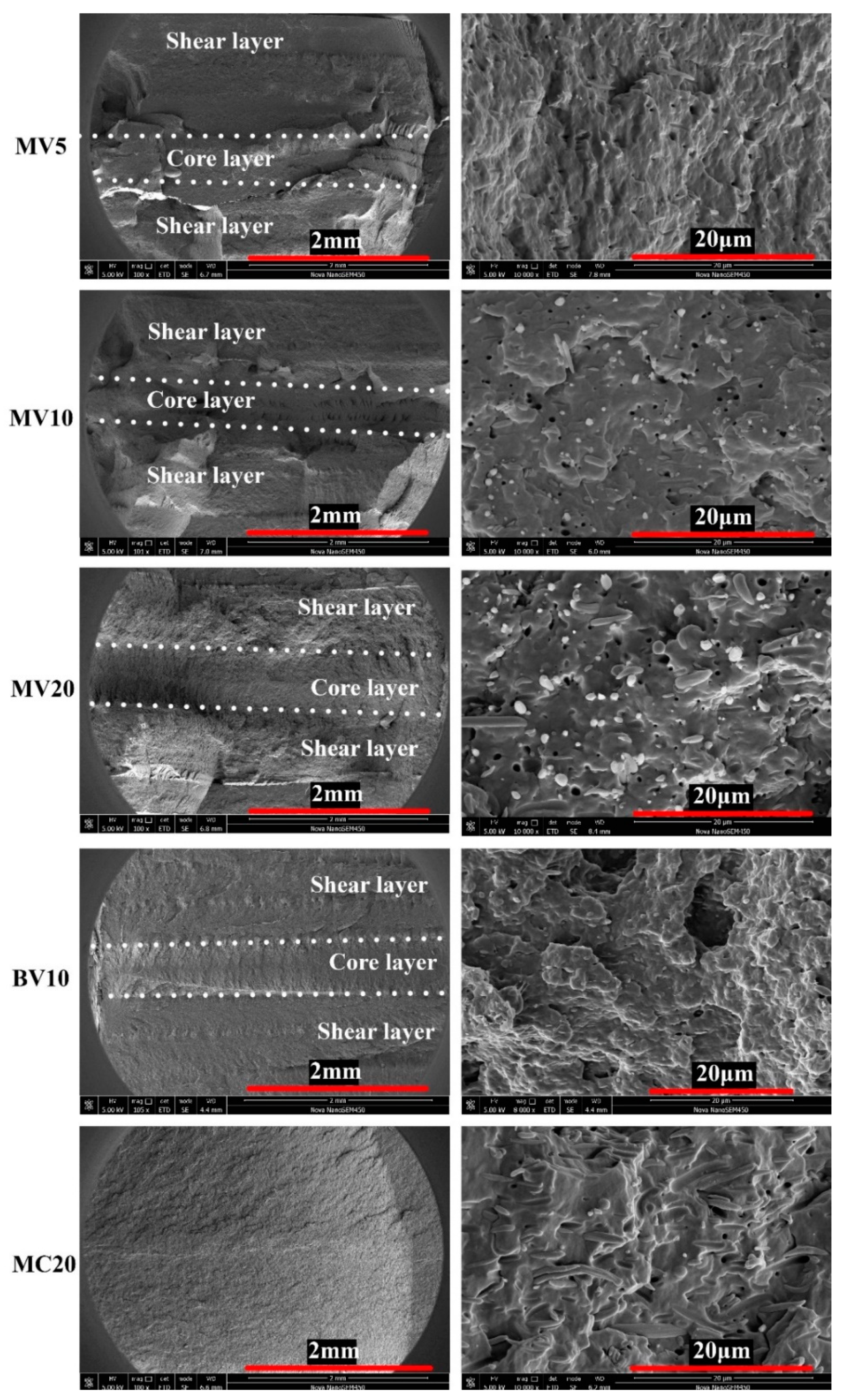
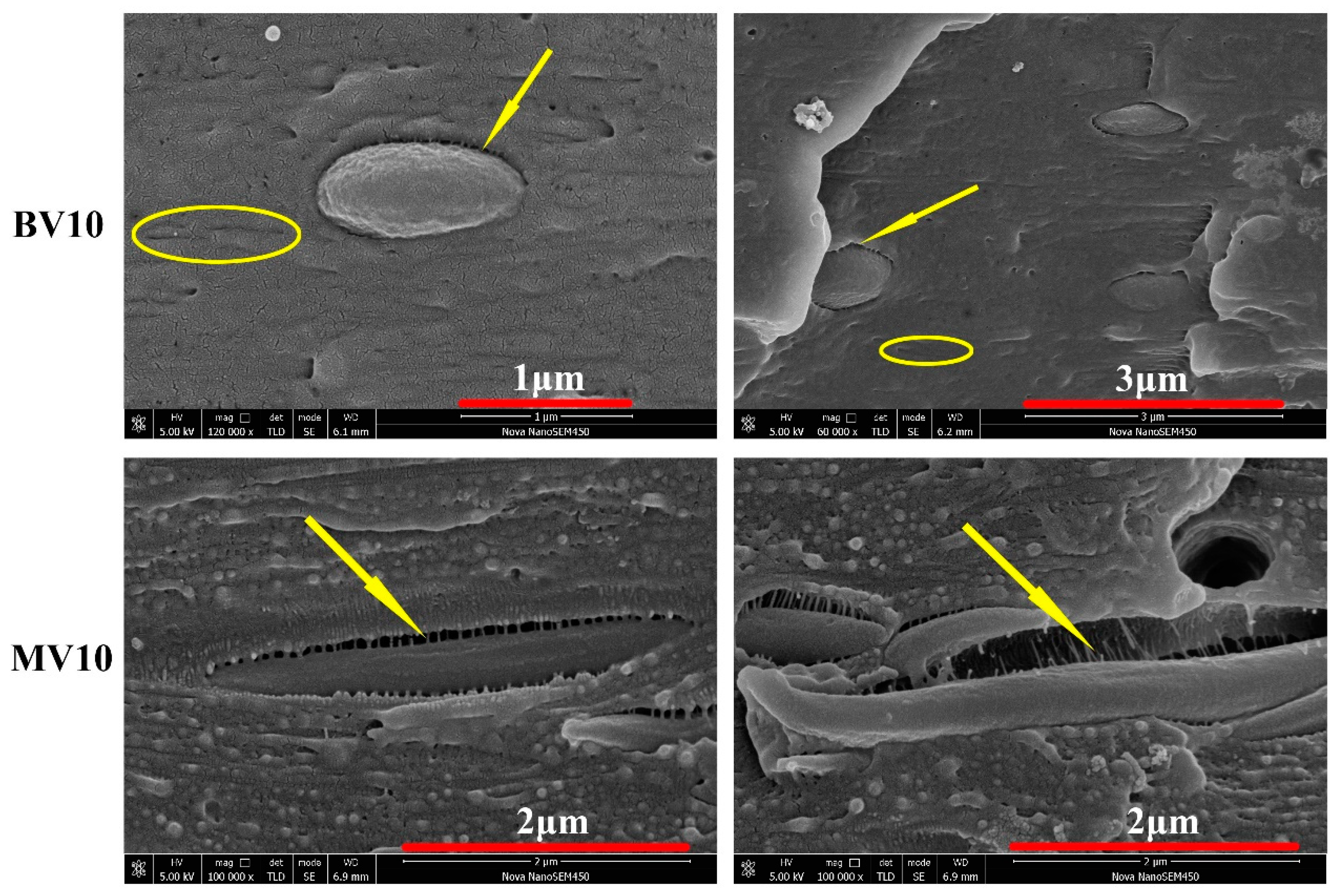
3.4. Fracture Mechanism
3.5. Core–Shell Structure
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Europe, P. An Analysis of European Plastics Production, Demand and Waste Data; Plastics–the facts Google Scholar; PlasticsEurope: Brussels, Belgium, 2015. [Google Scholar]
- Maier, C.; Calafut, T. Polypropylene: The Definitive User’s Guide and Databook; Plastics Design Library: Norwich, NY, USA, 1998. [Google Scholar]
- Mancini, S.D.; Zanin, M. Recyclability of pet from virgin resin. Mater. Res. 1999, 2, 33–38. [Google Scholar] [CrossRef]
- Bruggen, E.P.A.V.; Koster, R.P.; Picken, S.J.; Ragaert, K. Influence of processing parameters and composition on the effective compatibilization of polypropylene–poly(ethylene terephthalate) blends. Int. Polym. Process. J. Polym. Process. Soc. 2016, 31, 179–187. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Obukuro, M.; Takahashi, Y.; Shimizu, H. Effect of diameter of glass fibers on flexural properties of fiber-reinforced composites. Dent. Mater. J. 2008, 27, 541–548. [Google Scholar] [CrossRef] [PubMed]
- Zheng, G.; Qi, Y.; Liu, C.; Shen, C.; Chen, J.; Li, Q.; Peng, X. Suppression of β-crystal in iPP/PET fiber composites. Polym. Plast. Technol. Eng. 2010, 49, 154–157. [Google Scholar] [CrossRef]
- Bafna, S.; De Souza, J.; Sun, T.; Baird, D. Mechanical properties of in-situ composites based on partially miscible blends of glass-filled polyetherimide and liquid crystalline polymers. Polym. Eng. Sci. 1993, 33, 808–818. [Google Scholar] [CrossRef]
- Fakirov, S. The Concept of Micro-or Nanofibrils Reinforced Polymer-Polymer Composites; Carl Hanser Verlag: Munich, Germany, 2012. [Google Scholar]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. The effect of injection molding temperature on the morphology and mechanical properties of PP/PET blends and microfibrillar composites. Polymers 2016, 8, 355. [Google Scholar] [CrossRef]
- Abdul Razak, N.; Inuwa, I.; Hassan, A.; Samsudin, S. Effects of compatibilizers on mechanical properties of PET/PP blend. Compos. Interfaces 2013, 20, 507–515. [Google Scholar] [CrossRef]
- Jayanarayanan, K.; Bhagawan, S.; Thomas, S.; Joseph, K. Morphology development and non isothermal crystallization behaviour of drawn blends and microfibrillar composites from pp and pet. Polym. Bull. 2008, 60, 525–532. [Google Scholar] [CrossRef]
- Jayanarayanan, K.; Ravichandran, A.; Rajendran, D.; Sivathanupillai, M.; Venkatesan, A.; Thomas, S.; Joseph, K. Morphology and mechanical properties of normal blends and in-situ microfibrillar composites from low-density polyethylene and poly(ethylene terephthalate). Polym. Plast. Technol. Eng. 2010, 49, 442–448. [Google Scholar] [CrossRef]
- Jayanarayanan, K.; Thomas, S.; Joseph, K. Morphology, static and dynamic mechanical properties of in situ microfibrillar composites based on polypropylene/poly(ethylene terephthalate) blends. Compos. Part A Appl. Sci. Manuf. 2008, 39, 164–175. [Google Scholar] [CrossRef]
- Xu, L.; Zhong, G.-J.; Ji, X.; Li, Z.-M. Crystallization behavior and morphology of one-step reaction compatibilized microfibrillar reinforced isotactic polypropylene/poly(ethylene terephthalate) (iPP/PET) blends. Chin. J. Polym. Sci. 2011, 29, 540–551. [Google Scholar] [CrossRef]
- Zhao, Z.; Yang, Q.; Xiang, Z.; Kong, M.; Tang, D.; Huang, Y.; Liao, X.; Niu, Y. Effect of in situ poly(ethylene terephthalate) (PET) microfibrils on the morphological structure and crystallization behavior of isotactic polypropylene (iPP) under an intensive shear rate. Polym. Adv. Technol. 2015, 26, 1275–1284. [Google Scholar] [CrossRef]
- Asgari, M.; Masoomi, M. Thermal and impact study of PP/PET fibre composites compatibilized with glycidyl methacrylate and maleic anhydride. Compos. Part B Eng. 2012, 43, 1164–1170. [Google Scholar] [CrossRef]
- Saujanya, C.; Radhakrishnan, S. Structure development and properties of pet fibre filled PP composites. Polymer 2001, 42, 4537–4548. [Google Scholar] [CrossRef]
- Abraham, T.N.; George, K. Studies on recyclable nylon-reinforced PP composites: Effect of fiber diameter. J. Thermoplast. Compos. Mater. 2009, 22, 5–20. [Google Scholar] [CrossRef]
- Santos, P.; Pezzin, S.H. Mechanical properties of polypropylene reinforced with recycled-PET fibres. J. Mater. Process. Technol. 2003, 143, 517–520. [Google Scholar] [CrossRef]
- Kuzmanović, M.; Delva, L.; Mi, D.; Martins, C.I.; Cardon, L.; Ragaert, K. Development of crystalline morphology and its relationship with mechanical properties of PP/PET microfibrillar composites containing POE and POE-g-MA. Polymers 2018, 10, 291. [Google Scholar] [CrossRef]
- Spina, R.; Spekowius, M.; Hopmann, C. Simulation of crystallization of isotactic polypropylene with different shear regimes. Thermochim. Acta 2018, 659, 44–54. [Google Scholar] [CrossRef]
- Jing, J.; Liu, X.; Meng, L.; Pan, Y.; Qiang, C.; Hu, L.; Zheng, G.; Guo, Z.; Schubert, D.W.; Shen, C. Self-reinforcing and toughening isotactic polypropylene via melt sequential injection molding. Polym. Test. 2018, 67, 183–189. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, X.; Zheng, G.; Dai, K.; Liu, C.; Shen, C.; Yin, R.; Guo, Z. Mechanical enhancement of melt-stretched β-nucleated isotactic polypropylene: The role of lamellar branching of β-crystal. Polym. Test. 2017, 58, 227–235. [Google Scholar] [CrossRef]
- Zhao, Z.H.; Wang, F.F.; Man, Z.; Shen, K.Z.; Zhang, J. Altering the hierarchical morphology distribution of injection molded polyethylene by the introduction of crosslink network and periodical shear. Chin. J. Polym. Sci. 2016, 34, 1479–1489. [Google Scholar] [CrossRef]
- Azzurri, F.; Alfonso, G.C. Lifetime of shear-induced crystal nucleation precursors. Macromolecules 2005, 38, 1723–1728. [Google Scholar] [CrossRef]
- Li, L.; de Jeu, W.H. Flow-induced mesophases in crystallizable polymers. In Interphases and Mesophases in Polymer Crystallization II; Springer: Berlin/Heidelberg, Germany, 2005; pp. 75–120. [Google Scholar]
- Kanaya, T.; Matsuba, G.; Ogino, Y.; Nishida, K.; Shimizu, H.M.; Shinohara, T.; Oku, T.; Suzuki, J.; Otomo, T. Hierarchic structure of shish-kebab by neutron scattering in a wide q range. Macromolecules 2007, 40, 3650–3654. [Google Scholar] [CrossRef]
- Balzano, L.; Rastogi, S.; Peters, G.W. Flow induced crystallization in isotactic polypropylene-1,3:2,4-Bis(3,4-dimethylbenzylidene) sorbitol blends: Implications on morphology of shear and phase separation. Macromolecules 2008, 41, 399–408. [Google Scholar] [CrossRef]
- Zhao, B.; Li, X.; Huang, Y.; Cong, Y.; Ma, Z.; Shao, C.; An, H.; Yan, T.; Li, L. Inducing crystallization of polymer through stretched network. Macromolecules 2009, 42, 1428–1432. [Google Scholar] [CrossRef]
- Man, Z.; Mi, D.; Hou, F.; Jie, Z. Tailored crystalline structure and mechanical properties of isotactic polypropylene/high molecular weight polyethylene blend. Ind. Eng. Chem. Res. 2017, 56, 8385–8392. [Google Scholar]
- Liu, K.; Lei, Z.; Hong, L.; Peng, D.; Du, H.; Li, X.; Jie, Z. Recrystallization of shish-kebab structures induced by self-seeding nucleation. Mater. Lett. 2013, 90, 145–147. [Google Scholar] [CrossRef]
- Wang, Y.; Hou, F.; Mi, D.; Zhou, M.; Jiang, Y.; Zhang, J. Self-reinforcement of polypropylene lid-shaped samples induced by increasing shish-kebab content: Practical application of vibration injection technology. Ind. Eng. Chem. Res. 2018, 57, 8620–8629. [Google Scholar] [CrossRef]
- Mi, D.; Xia, C.; Jin, M.; Wang, F.; Shen, K.; Zhang, J. Quantification of the effect of shish-kebab structure on the mechanical properties of polypropylene samples by controlling shear layer thickness. Macromolecules 2016, 49, 4571–4578. [Google Scholar] [CrossRef]
- Somani, R.H.; Hsiao, B.S.; Nogales, A.; Fruitwala, H.; Srinivas, S.; Tsou, A.H. Structure development during shear flow induced crystallization of i-PP: In situ wide-angle x-ray diffraction study. Macromolecules 2001, 34, 5902–5909. [Google Scholar] [CrossRef]
- Tian, Y.; Zhu, C.; Gong, J.; Yang, S.; Ma, J.; Xu, J. Lamellae break induced formation of shish-kebab during hot stretching of ultra-high molecular weight polyethylene precursor fibers investigated by in situ small angle x-ray scattering. Polymer 2014, 55, 4299–4306. [Google Scholar] [CrossRef]
- Yu, Z.; Jie, Z.; Qian, X.; Peng, D.; Shen, K. Morphology evolution including formation of cylindrulite in isotactic polypropylene derived from periodical shear field. Polymer 2012, 53, 4318–4327. [Google Scholar]
- Cui, Y.-Y.; Dong, B.-J.; Li, B.-L.; Li, S.-C. Properties of polypropylene/poly(ethylene terephthalate) thermostimulative shape memory blends reactively compatibilized by maleic anhydride grafted polyethylene-octene elastomer. Int. J. Polym. Mater. Polym. Biomater. 2013, 62, 671–677. [Google Scholar] [CrossRef]
- Ning, N.; Fu, S.; Zhang, W.; Chen, F.; Wang, K.; Deng, H.; Zhang, Q.; Fu, Q. Realizing the enhancement of interfacial interaction in semicrystalline polymer/filler composites via interfacial crystallization. Prog. Polym. Sci. 2012, 37, 1425–1455. [Google Scholar] [CrossRef]
- Satapathy, S.; Nando, G.B.; Jose, J.; Nag, A. Mechanical properties and fracture behavior of short PET fiber-waste polyethylene composites. J. Reinf. Plast. Compos. 2008, 27, 967–984. [Google Scholar] [CrossRef]
- Houshyar, S.; Shanks, R.; Hodzic, A. The effect of fiber concentration on mechanical and thermal properties of fiber-reinforced polypropylene composites. J. Appl. Polym. Sci. 2005, 96, 2260–2272. [Google Scholar] [CrossRef]
- Mi, D.; La, R.; Wang, T.; Zhang, X.; Zhang, J. Hierarchic structure and mechanical property of glass fiber reinforced isotactic polypropylene composites molded by multiflow vibration injection molding. Polym. Compos. 2017, 38, 2707–2717. [Google Scholar] [CrossRef]
- Da Silva, A.L.N.; Rocha, M.C.; Coutinho, F.M.; Bretas, R.; Scuracchio, C. Rheological, mechanical, thermal, and morphological properties of polypropylene/ethylene-octene copolymer blends. J. Appl. Polym. Sci. 2000, 75, 692–704. [Google Scholar] [CrossRef]
- Mi, D.; Liu, H.; Zhang, L.; Wang, T.; Zhang, X.; Zhang, J. The changes of microstructure and physical properties of isotactic polypropylene/β nucleation agent/polyolefin elastomer induced by annealing following processing. J. Macromol. Sci. Part B 2015, 54, 1376–1390. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Q.; Na, B.; Du, R.; Fu, Q.; Shen, K. Dependence of impact strength on the fracture propagation direction in dynamic packing injection molded PP/EPDM blends. Polymer 2003, 44, 4261–4271. [Google Scholar] [CrossRef]
- Geng, C.; Su, J.; Han, S.; Wang, K.; Fu, Q. Hierarchical structure and unique impact behavior of polypropylene/ethylene-octene copolymer blends as obtained via dynamic packing injection molding. Polymer 2013, 54, 3392–3401. [Google Scholar] [CrossRef]
- Du, H.; Yu, Z.; Hong, L.; Liu, K.; Ming, J.; Li, X.; Jie, Z. Influence of phase morphology and crystalline structure on the toughness of rubber-toughened isotatic polypropylene blends. Polymer 2014, 55, 5001–5012. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, H.; Shentu, B.; Weng, Z. In situ formation of the core–shell particles and their function in toughening PA6/SEBS-g-MA/PP blends. Ind. Eng. Chem. Res. 2017, 56, 11657–11663. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Extrusion Method | Injection Method | PET (wt)% | POE-g-Ma (wt)% |
|---|---|---|---|---|
| BC 5/10/20 | Simple Blend | CIM | 5/10/20 | 4 |
| MC 5/10/20 | MFC | CIM | 5/10/20 | 4 |
| BV 5/10/20 | Simple Blend | MFVIM | 5/10/20 | 4 |
| MV 5/10/20 | MFC | MFVIM | 5/10/20 | 4 |
| Samples | BC5 | BC10 | BC20 | MC5 | MC10 | MC20 | BV5 | BV10 | BV20 | MV5 | MV10 | MV20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Yield Strength (MPa) | 32.0 ± 0.3 | 33.6 ± 0.6 | 29.1 ± 0.4 | 31.2 ± 0.6 | 31.1 ± 0.2 | 29.9 ± 0.6 | 48.0 ± 0.8 | 50.9 ± 1.2 | 46.6 ± 0.7 | 46.0 ± 1.7 | 48.6 ± 1.2 | 46.3 ± 1.8 |
| Tensile Modulus (MPa) | 959 ± 21 | 1029 ± 92 | 970 ± 28 | 989 ± 37 | 970 ± 27 | 966 ± 7 | 1155 ± 13 | 1172 ± 113 | 1245 ± 98 | 1154 ± 92 | 1142 ± 77 | 1246 ± 77 |
| Impact Strength (kJ/m2) | 4.7 ± 0.1 | 6.8 ± 0.4 | 3.5 ± 0.3 | 3.9 ± 0.1 | 4.8 ± 0.3 | 4.3 ± 0.4 | 8.1 ± 0.9 | 13.7 ± 0.8 | 5.4 ± 0.8 | 7.7 ± 1.7 | 6.3 ± 0.9 | 5.3 ± 0.6 |
| Samples | Tm (°C) | Tc (°C) | ΔH (J·g−1) | Xc (%) |
|---|---|---|---|---|
| MC5 | 166.8 | 119.4 | 70.78 | 36 |
| MC10 | 165.3 | 119.9 | 64.44 | 35 |
| MC20 | 167.0/161.9 | 120.0 | 62.03 | 37 |
| BC10 | 165.1 | 120.4 | 66.23 | 36 |
| MV5 | 166.6 | \ | 70.93 | 36 |
| MV10 | 166.4/162.5 | \ | 68.38 | 37 |
| MV20 | 167.0 | \ | 60.89 | 37 |
| BV10 | 166.4/161.3 | \ | 67.48 | 36 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mi, D.; Wang, Y.; Kuzmanovic, M.; Delva, L.; Jiang, Y.; Cardon, L.; Zhang, J.; Ragaert, K. Effects of Phase Morphology on Mechanical Properties: Oriented/Unoriented PP Crystal Combination with Spherical/Microfibrillar PET Phase. Polymers 2019, 11, 248. https://doi.org/10.3390/polym11020248
Mi D, Wang Y, Kuzmanovic M, Delva L, Jiang Y, Cardon L, Zhang J, Ragaert K. Effects of Phase Morphology on Mechanical Properties: Oriented/Unoriented PP Crystal Combination with Spherical/Microfibrillar PET Phase. Polymers. 2019; 11(2):248. https://doi.org/10.3390/polym11020248
Chicago/Turabian StyleMi, Dashan, Yingxiong Wang, Maja Kuzmanovic, Laurens Delva, Yixin Jiang, Ludwig Cardon, Jie Zhang, and Kim Ragaert. 2019. "Effects of Phase Morphology on Mechanical Properties: Oriented/Unoriented PP Crystal Combination with Spherical/Microfibrillar PET Phase" Polymers 11, no. 2: 248. https://doi.org/10.3390/polym11020248
APA StyleMi, D., Wang, Y., Kuzmanovic, M., Delva, L., Jiang, Y., Cardon, L., Zhang, J., & Ragaert, K. (2019). Effects of Phase Morphology on Mechanical Properties: Oriented/Unoriented PP Crystal Combination with Spherical/Microfibrillar PET Phase. Polymers, 11(2), 248. https://doi.org/10.3390/polym11020248