The Influence of Spraying Strategy on the Dynamic Response of Polyurea-Coated Metal Plates to Localized Air Blast Loading: Experimental Investigations

Abstract
1. Introduction
2. Experimental Procedure
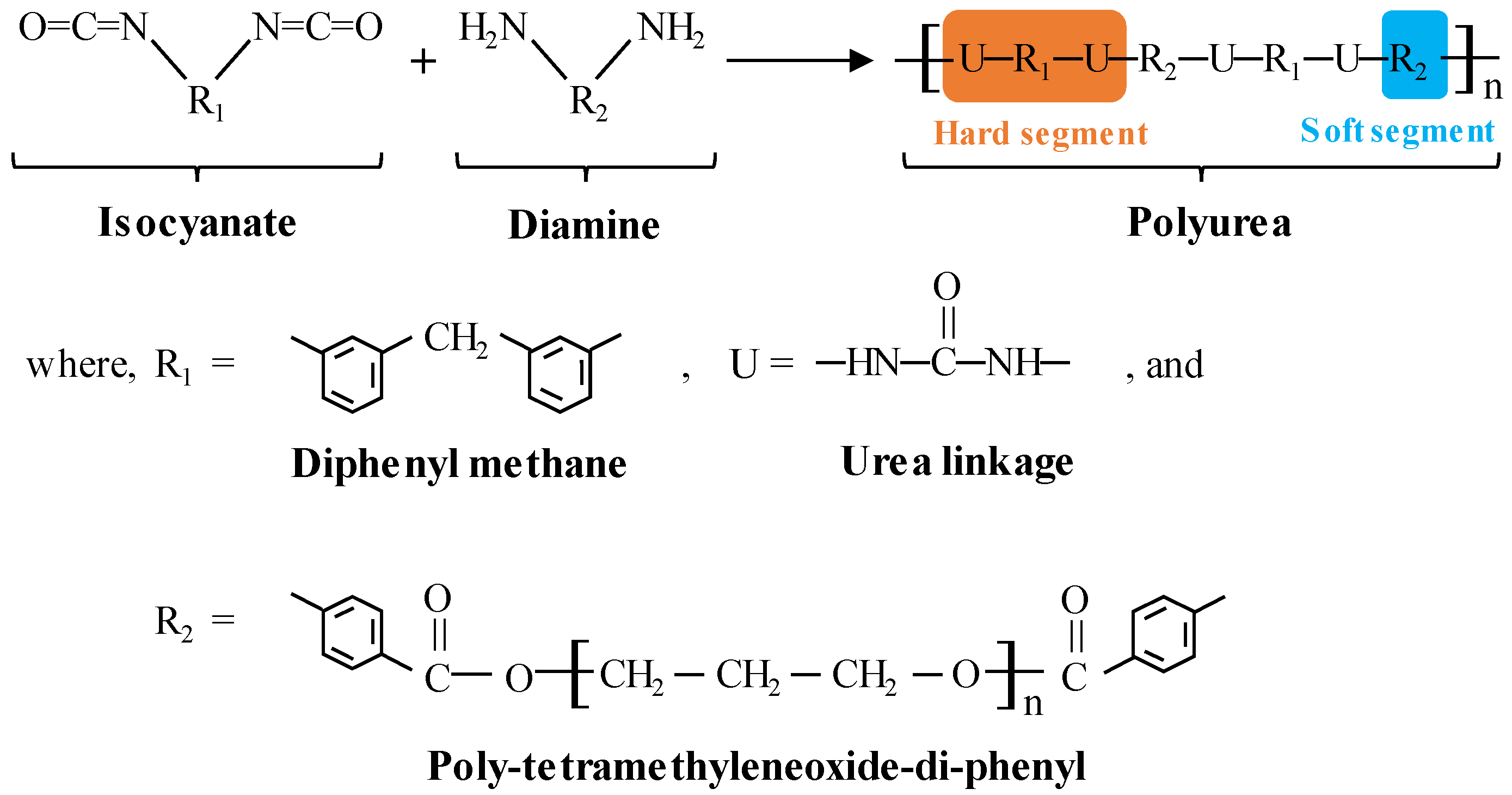
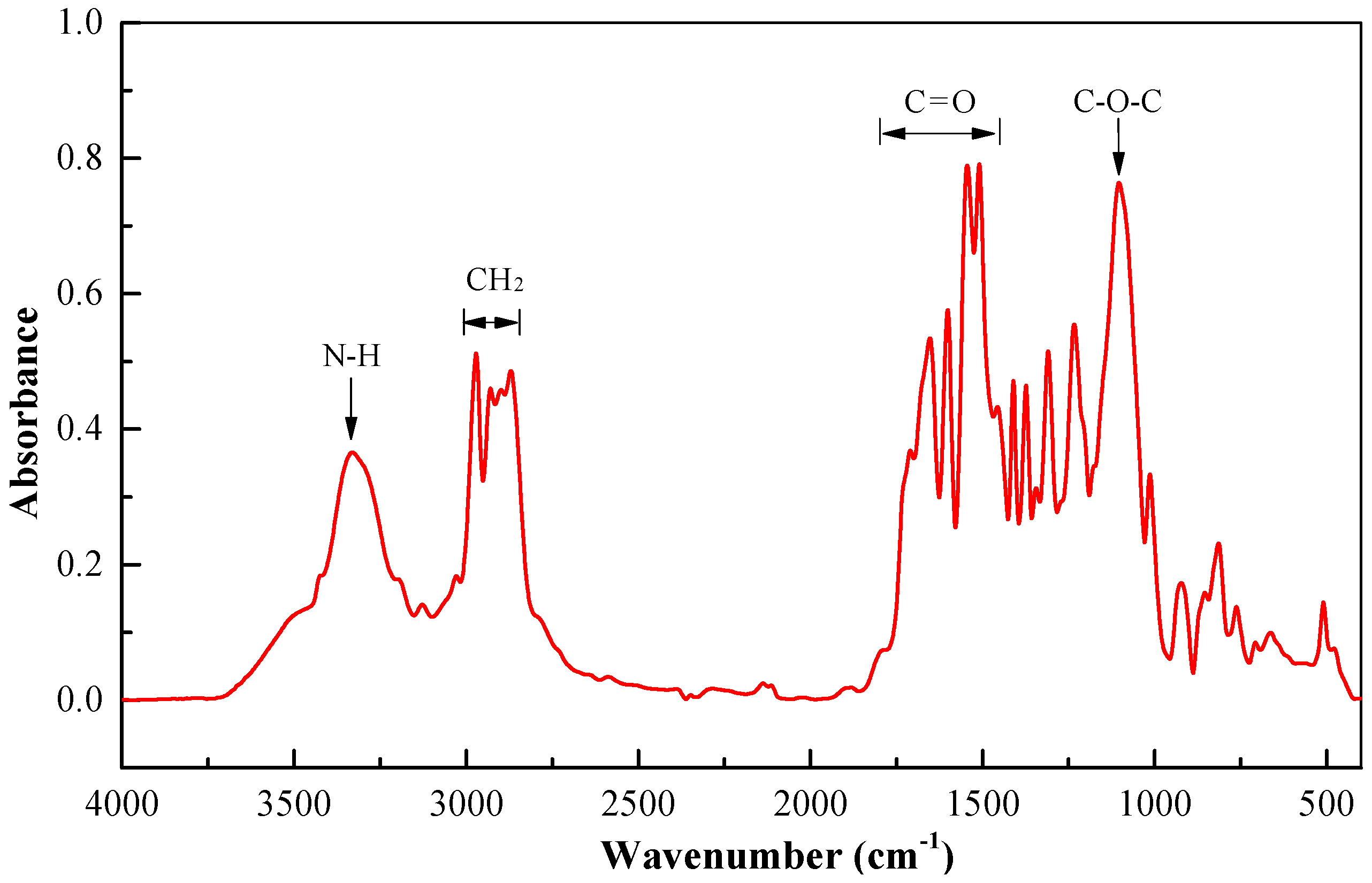
2.1. Material Properties
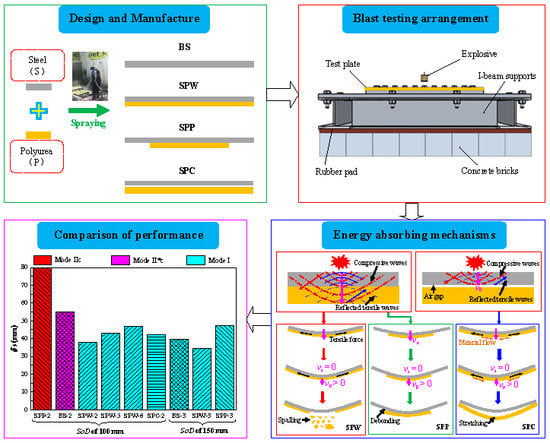
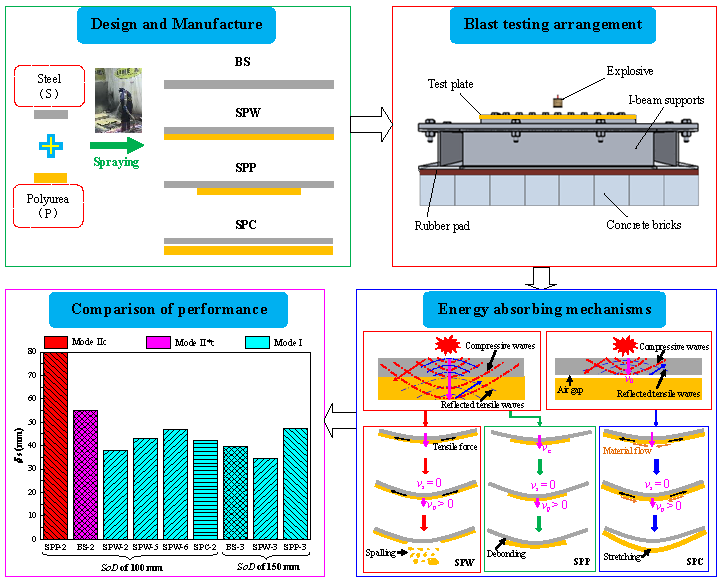
2.2. Specimen Design and Manufacture
2.3. Experimental Set-Up
3. Experimental Results
3.1. Permanent Deflections of Steel Layers
3.2. Deformation and Failure Modes
3.2.1. Front Steel Layers
3.2.2. Polyurea Backing Layers
3.3. Comparison of Crevasse/Hole Sizes
3.4. Measurements of Spalling Area
4. Discussions
4.1. Influence of Spraying Area
4.2. Influence of Spraying Thickness
4.3. Influence of Spraying Interface Condition
4.4. Energy Absorbing Mechanisms of Polyurea Backing Layers
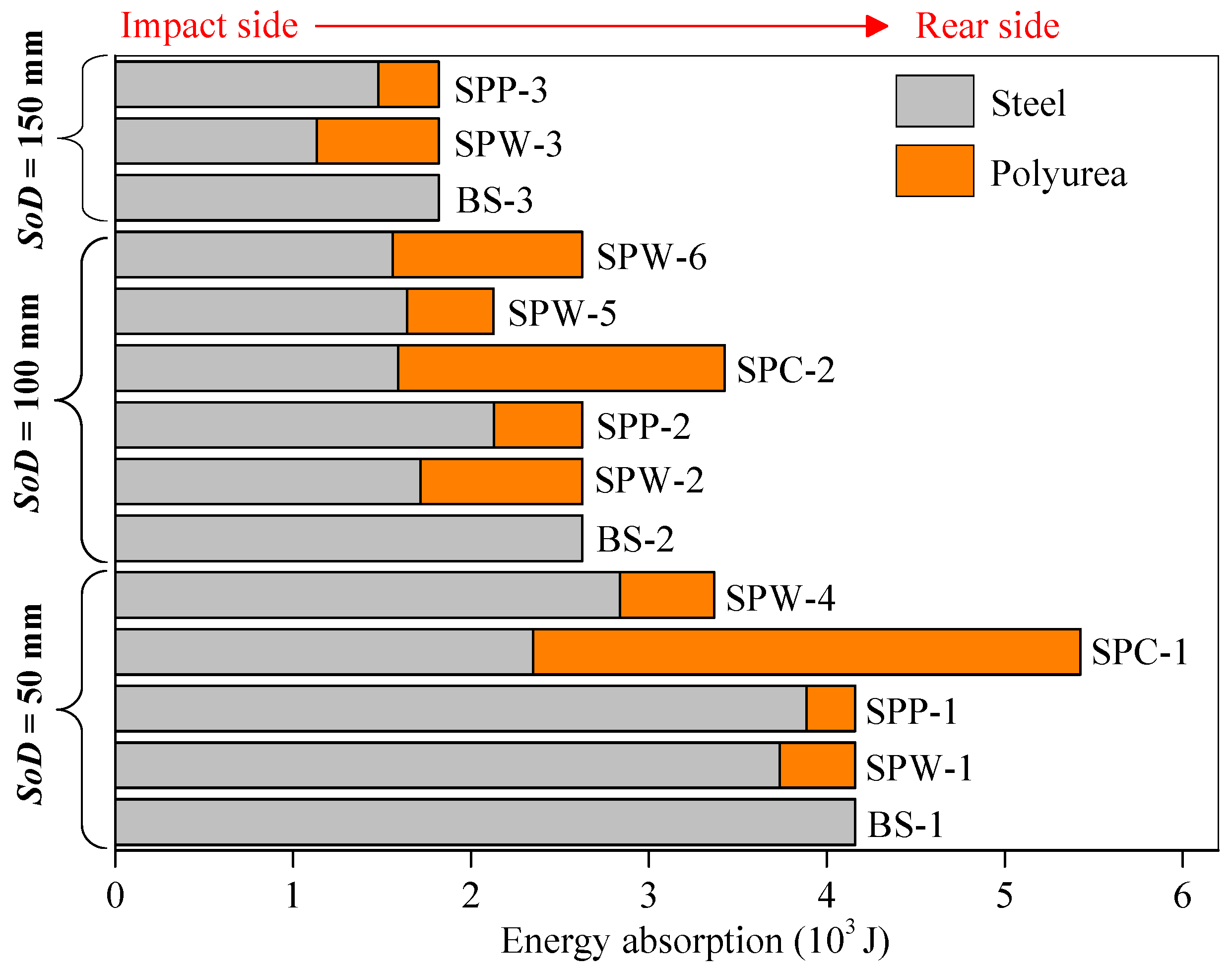
4.5. Quantitative Analysis of Energy Absorption
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Somarathna, H.M.C.C.; Raman, S.N.; Mohotti, D.; Mutalib, A.A.; Badri, K.H. The use of polyurethane for structural and infrastructural engineering applications: A state-of-the-art review. Constr. Build. Mater. 2018, 190, 995–1014. [Google Scholar] [CrossRef]
- Goswami, A.; Adhikary, S.D. Retrofitting materials for enhanced blast performance of Structures: Recent advancement and challenges ahead. Constr. Build. Mater. 2019, 204, 224–243. [Google Scholar] [CrossRef]
- Clark, G.A.; Burch, I.A. Emergent Technologies for the Royal Australian Navy’s Future Afloat Support Force; Aeronautical and Maritime Research Laboratory: Launceston, Australia, 2001.
- Knox, K.J.; Hammons, M.I.; Lewis, T.T.; Porter, J.R. Polymer Materials for Structural Retrofit; Air Force Research Laboratory Technical Report; Air Force Research Laboratory: Eglin AFB, FL, USA, 2000. [Google Scholar]
- Olajire, A.A. Recent advances on organic coating system technologies for corrosion protection of offshore metallic structures. J. Mol. Liq. 2018, 269, 572–606. [Google Scholar] [CrossRef]
- Yi, J.; Boyce, M.C.; Lee, G.F.; Balizer, E. Large deformation rate-dependent stress–strain behavior of polyurea and polyurethanes. Polymer 2006, 47, 319–329. [Google Scholar] [CrossRef]
- Sarva, S.S.; Deschanel, S.; Boyce, M.C.; Chen, W. Stress-strain behavior of a polyurea and a polyurethane from low to high strain rates. Polymer 2007, 48, 2208–2213. [Google Scholar] [CrossRef]
- Joshi, M.; Adak, B.; Butola, B.S. Polyurethane nanocomposite based gas barrier films, membranes and coatings: A review on synthesis, characterization and potential applications. Prog. Mater. Sci. 2018, 97, 230–282. [Google Scholar] [CrossRef]
- Bahei-El-Din, Y.A.; Dvorak, G.J. Behavior of Sandwich Plates Reinforced with Polyurethane/Polyurea Interlayers under Blast Loads. J. Sandw. Struct. Mater. 2007, 9, 261–281. [Google Scholar] [CrossRef]
- Zhang, P.; Cheng, Y.; Liu, J.; Li, Y.; Zhang, C.; Hou, H.; Wang, C. Experimental study on the dynamic response of foam-filled corrugated core sandwich panels subjected to air blast loading. Compos. Part B Eng. 2016, 105, 67–81. [Google Scholar] [CrossRef]
- Jamil, A.; Guan, Z.W.; Cantwell, W.J.; Zhang, X.F.; Langdon, G.S.; Wang, Q.Y. Blast response of aluminium/thermoplastic polyurethane sandwich panels—Experimental work and numerical analysis. Int. J. Impact Eng. 2019, 127, 31–40. [Google Scholar] [CrossRef]
- Mostafa, H.E.; El-Dakhakhni, W.W.; Mekky, W.F. Use of reinforced rigid polyurethane foam for blast hazard mitigation. J. Reinf. Plast. Compos. 2010, 29, 3048–3057. [Google Scholar] [CrossRef]
- Codina, R.; Ambrosini, D.; de Borbón, F. Alternatives to prevent the failure of RC members under close-in blast loadings. Eng. Fail. Anal. 2016, 60, 96–106. [Google Scholar] [CrossRef]
- Ousji, H.; Belkassem, B.; Louar, M.A.; Reymen, B.; Martino, J.; Lecompte, D.; Pyl, L.; Vantomme, J. Air-blast response of sacrificial cladding using low density foams: Experimental and analytical approach. Int. J. Mech. Sci. 2017, 128–129, 459–474. [Google Scholar] [CrossRef]
- Roland, C.M.; Twigg, J.N.; Vu, Y.; Mott, P.H. High strain rate mechanical behavior of polyurea. Polymer 2007, 48, 574–578. [Google Scholar] [CrossRef]
- Raman, S.N.; Ngo, T.; Lu, J.; Mendis, P. Experimental investigation on the tensile behavior of polyurea at high strain rates. Mater. Des. 2013, 50, 124–129. [Google Scholar] [CrossRef]
- Guo, H.; Guo, W.; Amirkhizi, A.V.; Zou, R.; Yuan, K. Experimental investigation and modeling of mechanical behaviors of polyurea over wide ranges of strain rates and temperatures. Polym. Test. 2016, 53, 234–244. [Google Scholar] [CrossRef]
- Gamonpilas, C.; McCuiston, R. A non-linear viscoelastic material constitutive model for polyurea. Polymer 2012, 53, 3655–3658. [Google Scholar] [CrossRef]
- Mohotti, D.; Ali, M.; Ngo, T.; Lu, J.; Mendis, P. Strain rate dependent constitutive model for predicting the material behaviour of polyurea under high strain rate tensile loading. Mater. Des. 2014, 53, 830–837. [Google Scholar] [CrossRef]
- Guo, H.; Guo, W.; Amirkhizi, A.V. Constitutive modeling of the tensile and compressive deformation behavior of polyurea over a wide range of strain rates. Constr. Build. Mater. 2017, 150, 851–859. [Google Scholar] [CrossRef]
- Wang, H.; Deng, X.; Wu, H.; Pi, A.; Li, J.; Huang, F. Investigating the dynamic mechanical behaviors of polyurea through experimentation and modeling. Def. Technol. 2019. [Google Scholar] [CrossRef]
- Clifton, R.J.; Wang, X.; Jiao, T. A physically-based, quasilinear viscoelasticity model for the dynamic response of polyurea. J. Mech. Phys. Solids 2016, 93, 8–15. [Google Scholar] [CrossRef]
- Bai, Y.; Liu, C.; Huang, G.; Li, W.; Feng, S. A hyper-viscoelastic constitutive model for polyurea under uniaxial compressive loading. Polymers 2016, 8, 133. [Google Scholar] [CrossRef] [PubMed]
- Miao, Y.; Zhang, H.; He, H.; Deng, Q. Mechanical behaviors and equivalent configuration of a polyurea under wide strain rate range. Compos. Struct. 2019, 222, 110923. [Google Scholar] [CrossRef]
- Jajam, K.C.; Bird, S.A.; Auad, M.L.; Tippur, H.V. Tensile, fracture and impact behavior of transparent Interpenetrating Polymer Networks with polyurethane-poly (methyl methacrylate). Polym. Test. 2013, 32, 889–900. [Google Scholar] [CrossRef]
- Roland, C.M.; Casalini, R. Effect of hydrostatic pressure on the viscoelastic response of polyurea. Polymer 2007, 48, 5747–5752. [Google Scholar] [CrossRef]
- Amirkhizi, A.V.; Isaacs, J.; McGee, J.; Nemat-Nasser, S. An experimentally-based viscoelastic constitutive model for polyurea, including pressure and temperature effects. Philos. Mag. 2006, 86, 5847–5866. [Google Scholar] [CrossRef]
- Jajam, K.C.; Sottos, N.R. Energy Absorption Behavior of Polyurea Under Laser-Induced Dynamic Mixed-Mode Loading. J. Dyn. Behav. Mater. 2016, 2, 379–390. [Google Scholar] [CrossRef]
- Wang, J.; Sottos, N.R.; Weaver, R.L. Mixed-mode failure of thin films using laser-generated shear waves. Exp. Mech. 2003, 43, 323–330. [Google Scholar] [CrossRef]
- Hu, L.; Wang, J. Pure-shear Failure of Thin Films by Laser-induced Shear Waves. Exp. Mech. 2006, 46, 637–645. [Google Scholar] [CrossRef]
- Mott, P.H.; Giller, C.B.; Fragiadakis, D.; Rosenberg, D.A.; Roland, C.M. Deformation of polyurea: Where does the energy go? Polymer 2016, 105, 227–233. [Google Scholar] [CrossRef]
- Fallon, C.; McShane, G.J. Fluid-structure interactions for the air blast loading of elastomer-coated concrete. Int. J. Solids Struct. 2019, 168, 138–152. [Google Scholar] [CrossRef]
- Mohotti, D.; Ngo, T.; Mendis, P.; Raman, S.N. Polyurea coated composite aluminium plates subjected to high velocity projectile impact. Mater. Des. 2013, 52, 1–16. [Google Scholar] [CrossRef]
- Mohotti, D.; Ngo, T.; Raman, S.N.; Ali, M.; Mendis, P. Plastic deformation of polyurea coated composite aluminium plates subjected to low velocity impact. Mater. Des. 2014, 56, 696–713. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, B.; Wei, J.; Wang, W. Study on the impact resistance of polyurea-steel composite plates to low velocity impact. Int. J. Impact Eng. 2019, 133, 103357. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, Z.; Zhao, P.; Zhang, L.; Jin, X.C.; Xu, Y. Experimental investigation on ballistic resistance of polyurea coated steel plates subjected to fragment impact. Thin-Walled Struct. 2019, 144, 106342. [Google Scholar] [CrossRef]
- Grujicic, M.; Pandurangan, B.; He, T.; Cheeseman, B.A.; Yen, C.F.; Randow, C.L. Computational investigation of impact energy absorption capability of polyurea coatings via deformation-induced glass transition. Mater. Sci. Eng. A 2010, 527, 7741–7751. [Google Scholar] [CrossRef]
- Gardner, N.; Wang, E.; Kumar, P.; Shukla, A. Blast mitigation in a sandwich composite using graded core and polyurea interlayer. Exp. Mech. 2012, 52, 119–133. [Google Scholar] [CrossRef]
- Grujicic, M.; Bell, W.C.; Purangan, B.; He, T. Blast-wave impact-mitigation capability of polyurea when used as helmet suspension-pad material. Mater. Des. 2010, 31, 4050–4065. [Google Scholar] [CrossRef]
- Haris, A.; Lee, H.P.; Tan, V.B.C. An experimental study on shock wave mitigation capability of polyurea and shear thickening fluid based suspension pads. Def. Technol. 2018, 14, 12–18. [Google Scholar] [CrossRef]
- Amini, M.R.; Isaacs, J.; Nemat-Nasser, S. Experimental investigation of response of monolithic and bilayer plates to impulsive loads. Int. J. Impact Eng. 2010, 37, 82–89. [Google Scholar] [CrossRef]
- Amini, M.R.; Simon, J.; Nemat-Nasser, S. Numerical modeling of effect of polyurea on response of steel plates to impulsive loads in direct pressure-pulse experiments. Mech. Mater. 2010, 42, 615–627. [Google Scholar] [CrossRef]
- Samiee, A.; Amirkhizi, A.; Nemat-Nasser, S. Numerical study of the effect of polyurea on the performance of steel plates under blast loads. Mech. Mater. 2013, 64, 1–10. [Google Scholar] [CrossRef]
- Rijensky, O.; Rittel, D. Polyurea coated aluminum plates under hydrodynamic loading: Does side matter? Int. J. Impact Eng. 2016, 98, 1–12. [Google Scholar] [CrossRef]
- Dai, L.H.; Wu, C.; An, F.J.; Liao, S.S. Experimental investigation of polyurea-coated steel plates at underwater explosive loading. Adv. Mater. Sci. Eng. 2018, 2018, 1–7. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Z.; Zhao, T.; Cao, X.; Jiang, Y.; Xiao, D.; Fang, D. An experimental study on dynamic response of polyurea coated metal plates under intense underwater impulsive loading. Int. J. Impact Eng. 2019, 133, 103361. [Google Scholar] [CrossRef]
- Hou, H.; Chen, C.; Cheng, Y.; Zhang, P.; Tian, X.; Liu, T.; Wang, J. Effect of structural configuration on air blast resistance of polyurea-coated composite steel plates: Experimental studies. Mater. Des. 2019, 182, 108049. [Google Scholar] [CrossRef]
- Hui, T.; Oskay, C. Computational modeling of polyurea-coated composites subjected to blast loads. J. Compos. Mater. 2012, 46, 2167–2178. [Google Scholar] [CrossRef]
- Ackland, K.; Anderson, C.; Ngo, T.D. Deformation of polyurea-coated steel plates under localised blast loading. Int. J. Impact Eng. 2013, 51, 13–22. [Google Scholar] [CrossRef]
- Amini, M.R.; Isaacs, J.; Nemat-Nasser, S. Investigation of effect of polyurea on response of steel plates to impulsive loads in direct pressure-pulse experiments. Mech. Mater. 2010, 42, 628–639. [Google Scholar] [CrossRef]
- Amini, M.R.; Amirkhizi, A.V.; Nemat-Nasser, S. Numerical modeling of response of monolithic and bilayer plates to impulsive loads. Int. J. Impact Eng. 2010, 37, 90–102. [Google Scholar] [CrossRef]
- Rajendran, R.; Lee, J.M. Blast loaded plates. Mar. Struct. 2009, 22, 99–127. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | 304 Stainless Steel | LINE XS-350 Polyurea |
|---|---|---|
| Density, ρs (g/cm3) | 7.90 | 1.08 |
| Elastic modulus, Es (MPa) | 2.05 × 105 | 201 |
| Quasi-static yield stress, σs (MPa) | 310 | — |
| Shore hardness (D) | — | 60 ± 1 |
| Tensile strength, σs (MPa) | 736 | 22.39 |
| Failure strain, εf | 0.41 | 1.63 |
| Specimen | Geometry | Spraying Position | Spraying Area | Interface Condition |
|---|---|---|---|---|
| SPW |  | Back face | Whole area | Direct spraying |
| SPP |  | Back face | Partial area (central area) | Direct spraying |
| SPC |  | Back face | Whole area | In contact |
| Case No. | Information about Tested Plates | Explosive | Experimental Results | |||||
|---|---|---|---|---|---|---|---|---|
| hs (mm) | hp (mm) | ρA (kg/m2) | Wt (kg) | SoD (mm) | We (g) | δs (mm) | Ms | |
| SPW-1 | 1.38 | 3.1 | 14.2 | 2.72 | 50 | 55 | Failed | Petalling |
| SPW-2 | 1.38 | 3.1 | 14.2 | 2.72 | 100 | 55 | 37.9 | I |
| SPW-3 | 1.38 | 3.1 | 14.2 | 2.72 | 150 | 55 | 34.5 | I |
| SPW-4 | 1.80 | 3.1 | 17.5 | 3.36 | 50 | 55 | Failed | IIc |
| SPW-5 | 1.80 | 3.1 | 17.5 | 3.36 | 100 | 55 | 43.0 | I |
| SPW-6 | 0.90 | 6.6 | 14.2 | 2.72 | 100 | 55 | 46.8 | I |
| SPP-1 | 1.38 | 3.1 | 14.2 | 2.38 | 50 | 55 | Failed | Petalling |
| SPP-2 | 1.38 | 3.1 | 14.2 | 2.38 | 100 | 55 | Failed | IIc |
| SPP-3 | 1.38 | 3.1 | 14.2 | 2.38 | 150 | 55 | 47.5 | I |
| SPC-1 | 1.38 | 3.1 | 14.2 | 2.72 | 50 | 55 | Failed | Petalling |
| SPC-2 | 1.38 | 3.1 | 14.2 | 2.72 | 100 | 55 | 42.4 | I |
| Case No. | Information about Tested Plates | Explosive | Experimental Results | |||||
|---|---|---|---|---|---|---|---|---|
| hs (mm) | hp (mm) | ρA (kg/m2) | Wt (kg) | SoD (mm) | We (g) | δs (mm) | Ms | |
| BS-1 | 1.80 | - | 14.2 | 2.72 | 50 | 55 | Failed | Petalling |
| BS-2 | 1.80 | - | 14.2 | 2.72 | 100 | 55 | 55.0 a | II *c |
| BS-3 | 1.80 | - | 14.2 | 2.72 | 150 | 55 | 39.5 | I |
| Case No. | hs (mm) | SoD (mm) | Ms | Petal Numbers | dc (mm) |
|---|---|---|---|---|---|
| SPW-1 | 1.38 | 50 | Petalling | 7 | 200.9 |
| SPW-4 | 1.80 | 50 | IIc | / | 33.4 |
| SPP-1 | 1.38 | 50 | Petalling | 7 | 206.6 |
| SPP-2 | 1.38 | 100 | IIc | / | 47.2 |
| SPC-1 | 1.38 | 50 | Petalling | 4 | 102.8 |
| BS-1 | 1.80 | 50 | Petalling | 7 | 165.9 |
| Case No. | Layer Thickness | Charge Information | Failure Mode | Area of Spalling | |||
|---|---|---|---|---|---|---|---|
| hs (mm) | hp (mm) | SoD (mm) | We (g) | Ms | As (cm2) | As/(Le·Be) | |
| SPW-2 | 1.38 | 3.1 | 100 | 55 | I | 313.1 | 0.36 |
| SPW-3 | 1.38 | 3.1 | 150 | 55 | I | 268.4 | 0.31 |
| SPW-4 | 1.80 | 3.1 | 50 | 55 | IIc | 412.2 | 0.48 |
| SPW-5 | 1.80 | 3.1 | 100 | 55 | I | 238.6 | 0.28 |
| SPW-6 | 0.90 | 6.6 | 100 | 55 | I | 423.3 | 0.49 |
| SPP-2 | 1.38 | 3.1 | 100 | 55 | IIc | 125.1 | 0.14 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Chen, C.; Hou, H.; Cheng, Y.; Gao, H.; Zhang, P.; Liu, T. The Influence of Spraying Strategy on the Dynamic Response of Polyurea-Coated Metal Plates to Localized Air Blast Loading: Experimental Investigations. Polymers 2019, 11, 1888. https://doi.org/10.3390/polym11111888
Li Y, Chen C, Hou H, Cheng Y, Gao H, Zhang P, Liu T. The Influence of Spraying Strategy on the Dynamic Response of Polyurea-Coated Metal Plates to Localized Air Blast Loading: Experimental Investigations. Polymers. 2019; 11(11):1888. https://doi.org/10.3390/polym11111888
Chicago/Turabian StyleLi, Yongqing, Changhai Chen, Hailiang Hou, Yuansheng Cheng, Haopeng Gao, Pan Zhang, and Ting Liu. 2019. "The Influence of Spraying Strategy on the Dynamic Response of Polyurea-Coated Metal Plates to Localized Air Blast Loading: Experimental Investigations" Polymers 11, no. 11: 1888. https://doi.org/10.3390/polym11111888
APA StyleLi, Y., Chen, C., Hou, H., Cheng, Y., Gao, H., Zhang, P., & Liu, T. (2019). The Influence of Spraying Strategy on the Dynamic Response of Polyurea-Coated Metal Plates to Localized Air Blast Loading: Experimental Investigations. Polymers, 11(11), 1888. https://doi.org/10.3390/polym11111888