1. Introduction
Hydrogenated nitrile butadiene rubbers are frequently used in aerospace, automobile manufacturing, and petroleum industries under different environmental conditions, due to its excellent physical and mechanical properties, and good resistance to chemical and thermal degradation [
1,
2]. For example, in hydraulic sealing fields, hydrogenated nitrile butadiene rubber is often applied to inhibit leakage of gases or/and liquids by using rubber seal components such as O–rings and gaskets [
3]. However, under practical operating environments, the seals are often subjected to the single or synergistic effect of the various kinds of environmental factors such as elevated temperature, oxygen, chemical medium, and mechanical load stress, etc. [
4,
5,
6,
7,
8]. Under the long-term influence of these environmental factors, the rubber seals gradually degrade and eventually bring about the failure of seals [
9,
10]. Thus, assessing the influence of environment factors on the degradation process of rubber material plays a prominent part in its practical use.
Various exposure conditions lead to degradation of rubber seals, where oxygen and temperature are significant aging factors [
11,
12]. Thermal degradation behavior research of nitrile butadiene rubber in hot air has been studied for many decades [
13,
14,
15,
16,
17]. The degradation mainly includes physical aging and chemical aging. Physical aging is primarily due to the volatilization and loss of fillers or/and additives, and the rearrangement and disentanglement of molecular chains [
18,
19]. In addition, loss of antioxidants may accelerate the degradation process of rubber seals with little or no protection during subsequent thermal oxidation [
5]. Chemical aging consists of various oxidation reactions including crosslinking and chain scission, etc. [
20]. The changes of network structure are mainly attributed to the competition between crosslinking and chain scission, and excessive crosslinking may result in a denser network structure, which has a negative effect on the mechanical properties of rubber materials [
21,
22].
When rubber seals are used in the hydraulic system, they unavoidably are exposed to hydraulic oil. During the degradation process, hydraulic oil gradually diffuses into the interior of seals, leading to swelling of the rubber network structure [
1,
3]. Additionally, hydraulic oil could dissolve or extract soluble components (e.g., antioxidants) from the rubber during the exposure process, which result in poor oxidation resistance and lower mechanical properties of rubber materials [
5,
23,
24]. The compatibility between rubber matrix and fillers also becomes worse [
25,
26,
27]. Besides, the oil type has a direct effect on degradation processes of rubber materials [
23,
25,
28]. Biodiesel consisting of fatty acid esters has a more excellent dissolving capacity than diesel fuel, which is a mixture of saturated alkanes, according to the principle of “like dissolves like” [
23,
29]. However, under harsh environmental conditions, the oxidation of biodiesel is more likely to happen and form some oxidation products such as aldehydes, ketones, and carboxylate acids [
26,
30]. The oxidation products of biodiesel could result in oxidative crosslinking in the matrix structures of rubber materials by further promoting the formation of carbonyl and etheric groups [
27,
31]. Moreover, the addition of multiwall carbon nanotubes to the rubber matrix could increase its crystallinity. The crystalline regions exert motion restrictions to large segments of the macromolecules in the amorphous phase and to polar parts of the systems, and further improves thermal resistance, chemical resistance, and environmental stability of rubber materials during the degradation process [
32].
Under actual working conditions, to obtain excellent seal effect, the rubber seals are often subjected to compression stress (constant deformation) and maintained in this state for a long time [
7]. The compression stress of the seals tends to decrease with exposure time, which is attributed to stress relaxation and oxidation reactions [
20,
33]. Both the physical and chemical process have a negative effect on dynamic performances of rubber seals, which markedly shortens the service life of seals and even leads to leakage of gases or oils [
34]. Furthermore, the compression stress could restrain oxygen access and inhibit thermo-oxidative aging. Nevertheless, studies of rubber seals subjected to compression stress are relatively rare, despite the fact that the seals often undergo pre-set deformation.
Many researchers have focused on degradation behavior and mechanism of various nitrile butadiene rubbers at high temperature, in chemical medium or under stress (tension or compression). However, in the case of hydraulic systems, rubber O-rings are subjected to more severe and complicated working conditions, such as elevated temperature, compression stress, and hydraulic oil, resulting in an extremely complicated processes of degradation of rubber seals [
35,
36]. This is mainly due to the synergistic effects of elevated temperature, liquid environment, and mechanical stress, especially for the synergistic effects between elevated temperature and other environment factors. Moreover, the synergistic effects of two and/or three environmental factors on degradation of rubber materials may be more or less serious than the single and/or combined factors, because, on the one hand, compression stress and hydraulic oil could limit oxygen access in rubber seals and slow thermal degradation process; on the other hand, the stress can bring about physical and chemical changes in rubber seals, such as compression stress relaxation, stress-induced chain scission, and rearrangement of rubber chains, which have a significant effect on degradation behavior of rubber seals [
33]. For example, Zeng et al. [
35] reported that the corrosion of samples under compression was more serious than that under the free state. Besides, corrosion without stress in liquid environments was more serious. Alcock et al. [
36] investigated the changes in mechanical properties of hydrogenated nitrile butadiene rubber under simulated sweet oil exposure at high temperature and pressure. Guo et al. [
37] studied the effect of the aging time on the thermal oil aging behavior of hydrogenated nitrile butadiene rubber (HNBR)/multi-walled carbon nanotube composites under free or compression states. Thus, synergistic effects of elevated temperature, hydraulic oil, and compressive stress on degradation of hydrogenated nitrile rubber seals still need to be investigated further.
In our previous paper, special attention was given to the effect of hydraulic oil on degradation behaviors of rubber seals at elevated temperature [
38]. However, we still do not know what roles the synergistic effects of two and three environmental factors play in degradation of rubber seals under actual service conditions. Thus, on the existing basis of theoretical and experimental data, we further designed and conducted a series of systematic degradation experiments under the double and three environmental factors to obtain more data. Additionally, part of the data such as the crosslinking density, the fourier transform infrared spectroscopy (FTIR), and the mechanical properties has been presented in a previous paper [
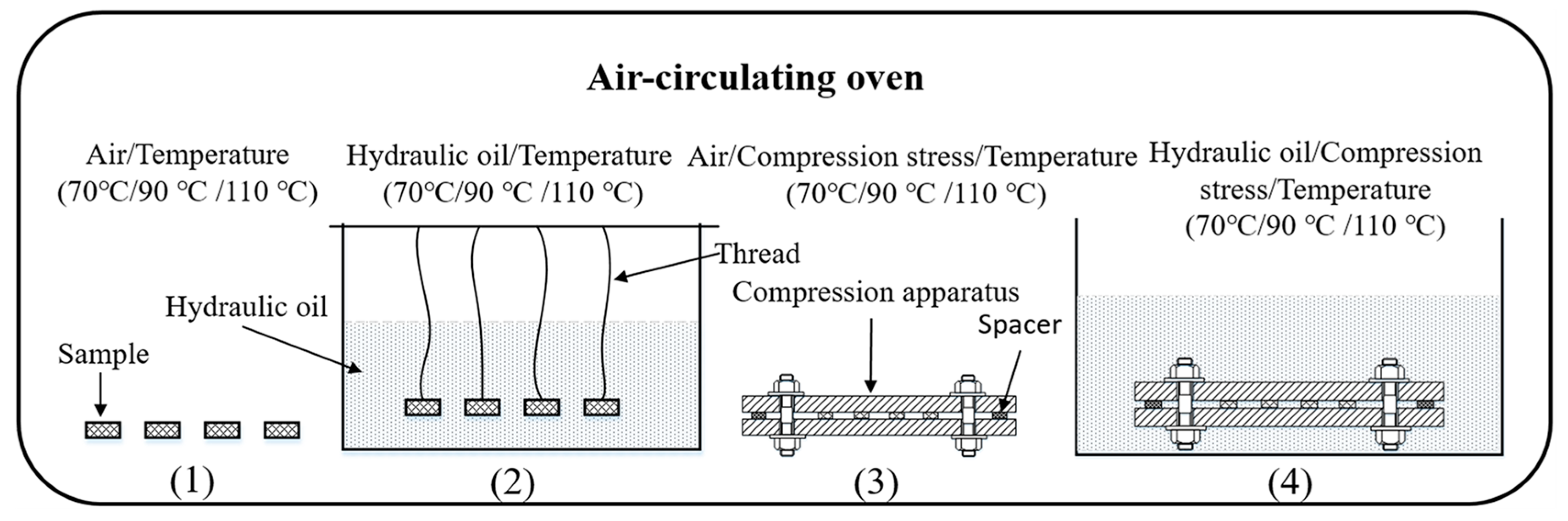
38] to compare to the half of the data which appears to be new. The aim is to understand better the synergistic effects of elevated temperature, hydraulic oil, and compressive stress on degradation behavior and mechanisms of hydrogenated nitrile rubber O-rings. During the degradation tests, the rubber specimens under compression or not under compression were exposed to air and hydraulic oil at three elevated temperatures for up to 64 days. The constant compression deformation was applied by self-designed compression apparatus. Then, the chemical changes in the aged specimens were investigated by attenuated total reflection-Fourier transform infrared spectroscopy (ATR-FTIR) and solvent swelling test. The physical and mechanical properties of the aged specimens were studied by compression set, and mechanical properties. The tensile fracture morphologies of rubber specimens were assessed by scanning electron microscopy (SEM).
4. Discussion
The results of crosslinking density measurements after exposure to air clearly show that crosslinking and chain scission reactions both occurred simultaneously at higher temperature during the thermal aging process [
5,
7,
20,
21]. The competition between crosslinking and chain scission resulted in changes in crosslinking density [
20,
21]. As shown in
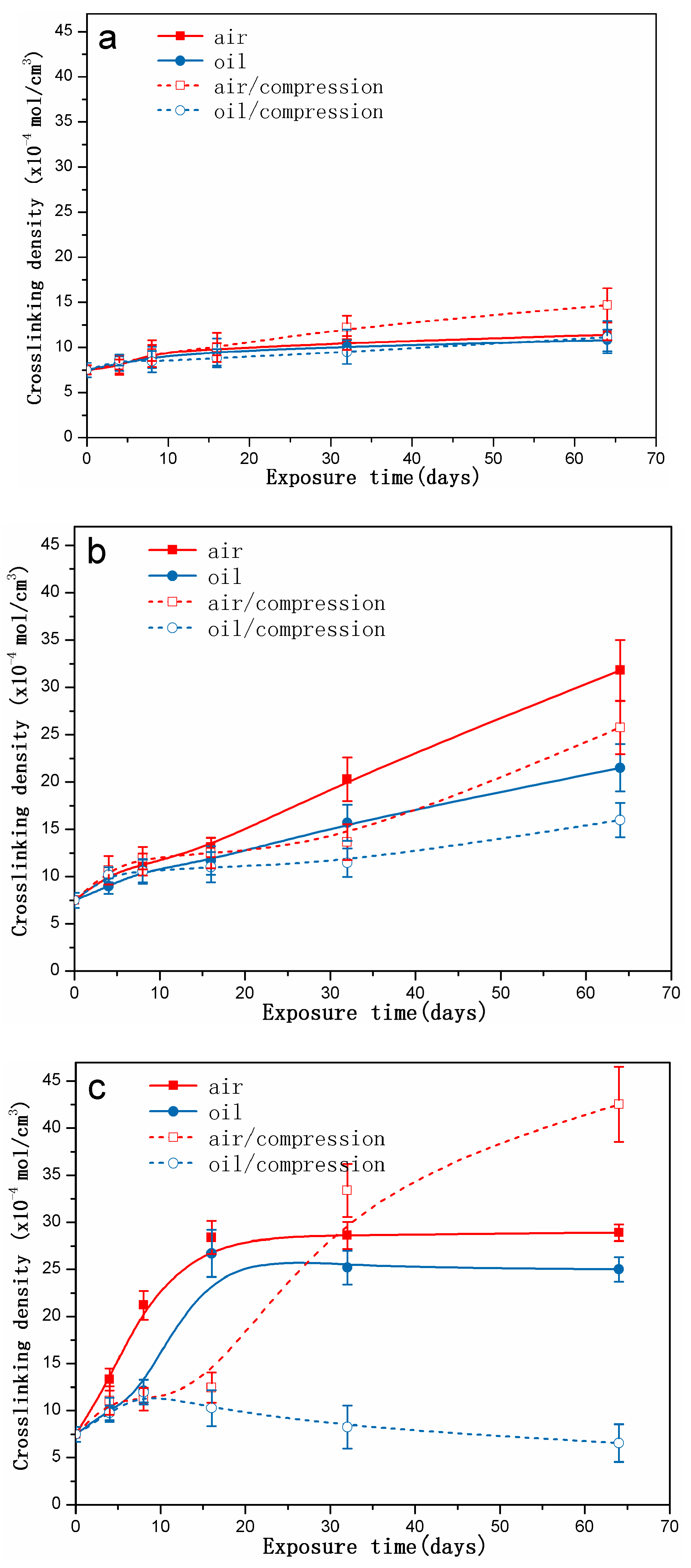
Figure 2, for the specimens aged in air at 70 °C and 90 °C, crosslinking reactions dominated during the degradation process, leading to an increase of crosslinking density. Furthermore, the higher the temperature was, the faster the crosslinking was. However, for the specimens aged in air at 110 °C, crosslinking reactions were dominant at the initial stage, causing the rapid increase in crosslinking density, whereas the chain scission reactions predominated after that and inhibited the increase of crosslinking density. Additionally, the alkyl, alkoxy or peroxy radical could connect with each other to result in occurrence of crosslinking [
7,
41]. The results of ATR-FTIR measurements before and after exposure to air present that oxidation reactions also occurred during the degradation process, including the formation of oxygenated species like hydroxyl groups, carboxyl groups, and amide groups. Moreover, oxygenated species could also combine with each other to form further crosslinking [
5,
42]. This may well explain the complicated changes in intensity of the peak at 1735 cm
−1 with exposure and high temperature. On the other hand, on the basis of the results of ATR-FTIR and SEM measurements, physicochemical changes also were observed. It could be concluded that the migration or/and volatilization of additives, the formation of voids, particle agglomerates, and hardened brittle outer layer occurred during the degradation process. The loss of additives such as antioxidants weakened the oxidation resistance of the rubber matrix, and thus generation of thermal oxidation was easier. The appearance of defects on the fracture surface demonstrate the poor compatibility between fillers and the rubber matrix. Additionally, the heavily oxidised layer also implies that the oxidation gradually extended from the surface to the internal structure. All these physical and chemical changes both have a significant effect on mechanical properties. The additives loss such as plasticizer resulted in a decrease of mechanical properties at the initial stage. Additionally, with increasing exposure time and temperature, the plasticizer and antioxidant loss and the increase in the crosslinking density made the network structure denser and denser, and rubber materials turned brittle. Formation of defects and the heavily oxidised layer were attributed to degradation in mechanical properties. These reasons could be well explained for the decrease in elongation at break and increase in Young’s modulus at the later stage. Obviously, the changes in tensile strength at 90 °C show a big difference as compared to that at 70 °C and 110 °C. This could be explained that the moderation crosslinking of vulcanized rubber formed a large amount of effective cross-link points with the increase of crosslink density and helped to disperse and transfer stress, which could cause the increase of the tensile strength at 90 °C during the first phase. However, for the higher crosslinking density, the crosslinking points were also more and limited the activities of the segments, which were not beneficial for the dispersion of stress, and thus led to decrease of the tensile strength [
4,
11,
40]. Besides, the decrease of the tensile strength might partly be due to the loss of the additives at the earlier stage. Furthermore, at 110 °C, the chain scission reactions held the dominant position and destroyed seriously the rubber matrix structure, resulting in a decrease in tensile strength at the later stage.
When the specimens were immersed in hydraulic oil at high temperatures, the rubber tended to swell and/or degrade, which was mainly due to the solvent uptake and the relaxation of rubber chains. Swelling was attributed to the interaction between the material and solvent [
25]. In addition, the hydraulic oil could dissolve or extract soluble components (e.g., antioxidants) from the rubber during the exposure process. These changes may result in poor oxidation resistance, and lead to changes in the mass and dimensions of rubber specimens, which may affect the mechanical properties, compression set, etc. [
5,
23,
24]. As observed in
Figure 2, it was found that the thermal aging effects on rubber network structures showed a similar trend. Both crosslinking and chain scission reactions also happened during the thermal aging process. Additionally, for all cases, the crosslinking density in hydraulic oil at three different temperatures were lower than that in air, implying the faster degradation rate for the rubber specimens in air. Nevertheless, the amide groups were formed after 32 days of exposure to hydraulic oil at 70 °C (shown in
Figure 3), but not in air. At 110 °C, the peaks representing the amide groups for the specimens exposed to hydraulic oil showed the higher intensity. These phenomenon both indicated that the synergistic action of elevated temperature and hydraulic oil could promote the reactions of nitrile groups. On the other hand, the intensity of peaks at 2915 cm
−1, 2852 cm
−1, 1735 cm
−1, 1577 cm
−1, and 1179 cm
−1 all presented more of a decrease in hydraulic oil than that in air. These demonstrated that hydraulic oil could extract oil-soluble additives [
8,
42], which resulted in more loss of additives as compared to that in air, which matched well with the more voids on the fracture surface especially at higher temperature. This led to the poorer resistance to oxidation of the matrix. The thicker oxidised layer on the specimen surface also indicated this. However, for the specimens immersed in hydraulic oil, hydraulic oil surrounded the specimens and limited significantly oxygen access in specimens, while a certain amount of oxygen still penetrated into the seals via diffusion [
30,
35]. Moreover, the antioxidant present in oil could probably reduce the amount of oxygen reaching the rubber surface. The limited oxygen for oil-immersion specimens compared to air-exposure specimens slowed the oxidation process in hydraulic oil, which was in agreement with the lower crosslinking density in oil. In addition, there is an excellent correlation between Young’s modulus and crosslink density [
27,
31]. Thus, the Young’s modulus in air is higher than that in hydraulic oil. Whereas, the double effect between more additives loss and physicochemical reactions in hydraulic oil at higher temperature resulted in more of a decrease of elongation at break and tensile strength.
When rubber seals were subjected to compression stress to keep a constant deformation at elevated temperature, according to results of crosslinking density measurements, the degradation of rubber seals still occurred via crosslinking reactions and chain scission reactions at elevated temperature, whereas crosslinking predominated overall the degradation process at three temperatures, and thus resulted in the sustained increase of crosslinking density during the degradation process. Besides, at the first phase, the compression stress could break rubber molecular chains, which produced free radicals, namely stress-induced chain scission. Thus, the chain scissions mainly consisted of stress-induced and oxidation-induced chain scission. This might explain the fact that the increase rate of crosslinking density under compression at 90 °C and 110 °C was slower than that under the free state at the initial stage. Afterward, the free radicals were oxidized under the combined action of heat and oxygen, leading to additional oxidation or/and crosslinking [
7,
35]. This could explain the phenomenon that the increase rate in crosslinking density under compression over time at 70 °C, 90 °C, and 110 °C after middle stage was faster than that under the free state in air or hydraulic oil. However, in order to keep the constant deformation of rubber seals, we designed the compression apparatus to simulate the actual compression state. The compression apparatus could inhibit the oxygen access in the rubber seals, which could not catch up with the oxygen consumption during the aging process. Due to the shortage of oxygen, the aging degree of rubber seals was lower than that in air under the free state at 90 °C. Compared to crosslinking density under compression at 90 °C, the lower value in hydraulic oil after 64 days of immersion indicated that the hydraulic oil effect on limiting the oxygen access was greater than the compression stress. At the same time, the stress-induced physical changes also occurred with chemical changes. The compression stress could promote the rearrangement of rubber chains and fillers and the orientation of molecular chains, which restricted the movement of the molecular chains or fillers and slowed the penetration of gas-liquid molecules into the rubber interior. The less decrease in intensity at peaks at 2915 cm
−1, 2852 cm
−1, 1735 cm
−1, and 1577 cm
−1 implied that the loss of additives was lower than that under the free state. These behaviors took place within a very short time after deformation of the rubber seals. By comparison of the typical spectra for the uncompressed and compressed samples aged at 70 °C and 110 °C, no formation of amide groups was observed over time for the aged samples under compression. Additionally, the intensity of the peak at 2232 cm
−1 under compression further indicated that the reactions of nitrile groups did not generate during the whole period. The changes in intensity of the peak at 967 cm
−1 demonstrated that the rubber seals aged without stress showed more serious degradation than that with stress. The fracture surface of the compressed samples after 32 days of exposure showed the lesser defects and a thinner oxidized layer on the specimen surface than that in air and hydraulic oil under the free state. This phenomenon could be explained that the compressive stress limited the diffusion of oxygen into the rubber interior and slowed the degradation process. The results of compression set show that the compression set increased with increasing exposure time and temperature. This was mainly due to loss of additives, crosslinking, and chain scission (stress-induced and oxidation-induced). All these physical and chemical changes degraded the elongation at break and Young’s modulus. At higher temperature, the value in air under compression was lower than that in air under free, but higher than that in hydraulic oil under free. However, more serious destruction of network structure and restriction of rubber chains were not beneficial for dispersal and transfer of stress, leading to more of a decrease than that of aged in air not under compression.
When specimens were subjected to the synergistic effects of elevated temperature, hydraulic oil and compressive stress simultaneously, the chemical changes presented the similarity with that aged in air under compression for most cases. The crosslinking reactions and chain scission reactions (stress-induced and oxidation-induced) competed with each other, resulting in the complicated changes of crosslinking density. For the specimens aged at 70 °C and 90 °C, the crosslinking reactions were believed to dominate during the whole degradation process, causing the increase of crosslinking density. However, at 110 °C, the crosslinking reactions dominated at the initial stage, but chain scission reactions predominated after eight days of exposure, leading to the decrease in crosslinking density. Furthermore, rubber seals immersed in hydraulic oil under compression at three temperatures all showed the minimum degradation level as compared to that aged under the other conditions. On the basis of the results of ATR-FTIR, we found that the complicated changes in peak intensity at 1735 cm−1 and 1577 cm−1 under different exposure conditions well indicated that compression stress could greatly restrict the migrations of additives, and hydraulic oil could well extract the oil-soluble additives. Besides, compression stress and hydraulic oil both could limit the oxygen access in rubber interior and retard the thermal aging. Furthermore, the effects of oil limiting the diffusion of oxygen showed more pronounced than the effects from compressive stress. Compression stress also inhibited the hydraulic oil to penetrate into rubber seals, which weakened indirectly the effect of hydraulic oil. The synergistic effect between compression stress and hydraulic oil on further slowing the thermal aging was obviously observed from the changes in crosslinking density under different aging conditions. The formation of defects on the fracture surface of specimens aged in hydraulic oil under compression were mainly attributed to stress-induced the rearrangement of rubber chains and swelling or/and extraction of hydraulic oil at elevated temperature. These might explain the fact that the mechanical properties of compressed specimens exposed to oil at higher temperatures presented the minimum degradation level as compared to that aged under the other aging conditions.
5. Conclusions
In this work, the synergistic effects of elevated temperature, hydraulic oil, and compressive stress on degradation behaviors and mechanisms of hydrogenated nitrile rubber seals were investigated. The results obtained from crosslinking density show that the rubber materials degraded via the competition between crosslinking and chain scission, and for most cases, the crosslinking reactions predominated during the degradation process. Meanwhile, the higher temperature and compressive stress promoted the occurrence of oxidation-induced and stress-induced chain scission, respectively. Additionally, the synergistic effect between compression stress and hydraulic oil further slowed the degradation process by restraining oxygen access in the rubber interior. The ATR-FTIR results indicate that the higher temperature and hydraulic oil promoted the formation of oxidation products, especially under synergistic effects of these two factors, whereas the reactions of nitrile groups did not generate for the compressed specimens. The fracture morphology results show that the defects gradually formed on the fracture surface due to oxidation reactions, loss of additives, and swelling of hydraulic oil, especially for the uncompressed specimens.
In terms of physical and mechanical properties of rubber materials, the compression set and Young’s modulus increased, and the elongation at break decreased with increasing exposure time and temperature. However, tensile strength shows a bigger difference at different temperatures. These changes in physical and mechanical properties are mainly attributed to the physical and chemical processes, such as the loss of additives, degradation, and swelling of network structure, formation of defects, and the rearrangement of rubber chains, etc. The results imply that the compressed rubber seals exposed to hydraulic oil presented the minimum degradation level. The degradation of specimens exposed to hydraulic oil is more serious than that of specimens exposed to air. The compression stress accelerated the degradation of the mechanical properties at low temperature, but restrained at higher temperature.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}