Application of Industrially Produced Chitosan in the Surface Treatment of Fibre-Based Material: Effect of Drying Method and Number of Coating Layers on Mechanical and Barrier Properties

 and
and
Abstract
1. Introduction
2. Materials, Equipment and Methods
2.1. Raw Materials and Characterization
2.2. Coating Machine
2.3. Design of Coating Trials
2.4. Preparation of Chitosan-Based Coating Solution
2.5. Flow-Behaviour of Water-Soluble Chitosan Solution
2.6. Determination of Dry Coat Weight; Basis Weight, Density and Thickness
2.7. Evaluation of Mechanical Properties
2.8. Determination of Barrier Properties, Wettability and Water Absorption
2.9. Surface Analysis
2.10. Statistical Analysis
3. Results and Discussion
3.1. Physical Characterization of Uncoated and Coated Samples
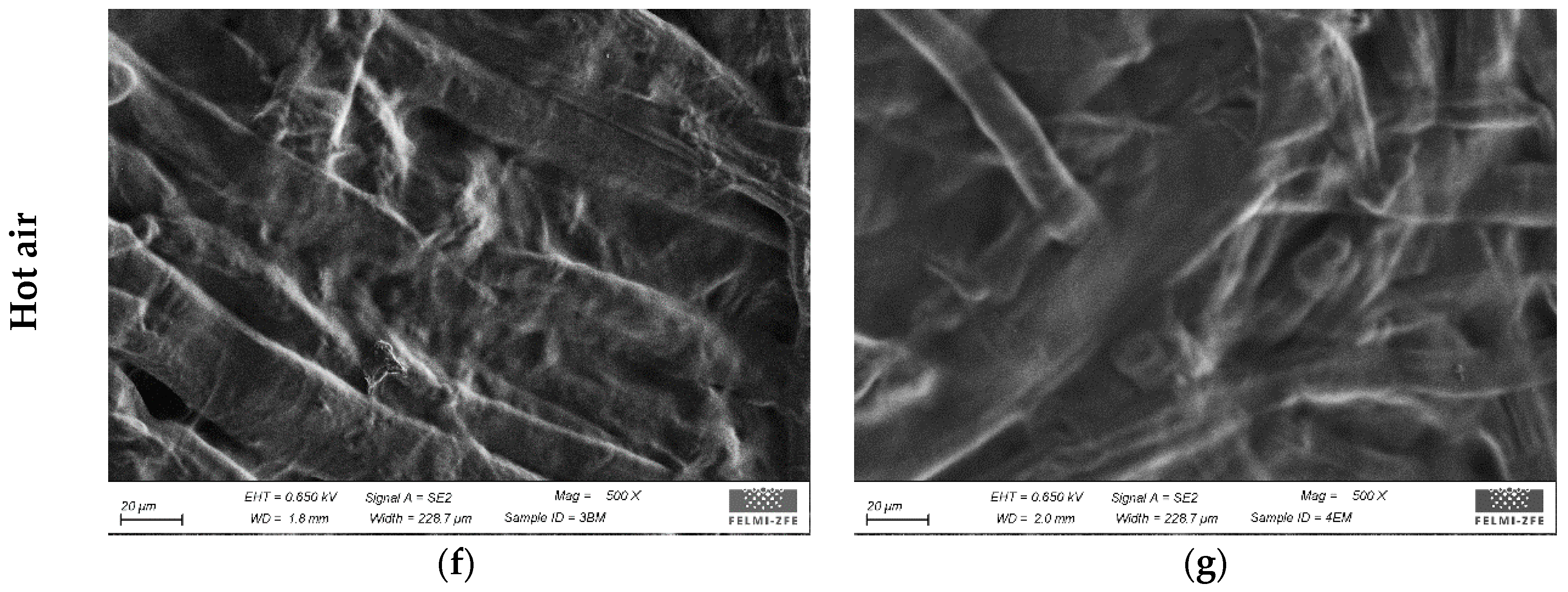
3.2. Effects of Drying and Chitosan Layers on Surface Topography
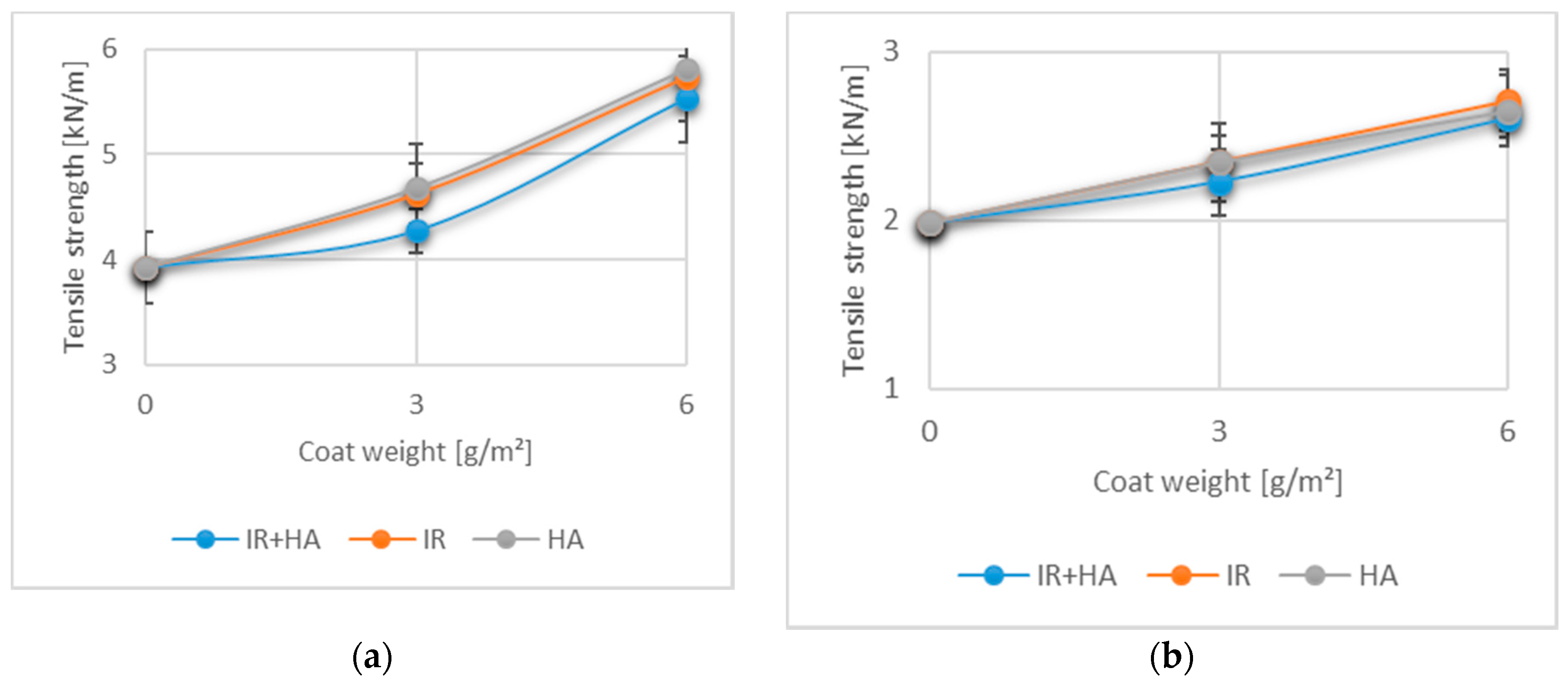
3.3. Effects of Chitosan Coating and Drying Regime on Tensile Strength
3.4. Effects of Chitosan and Drying on Tensile Energy Absorption
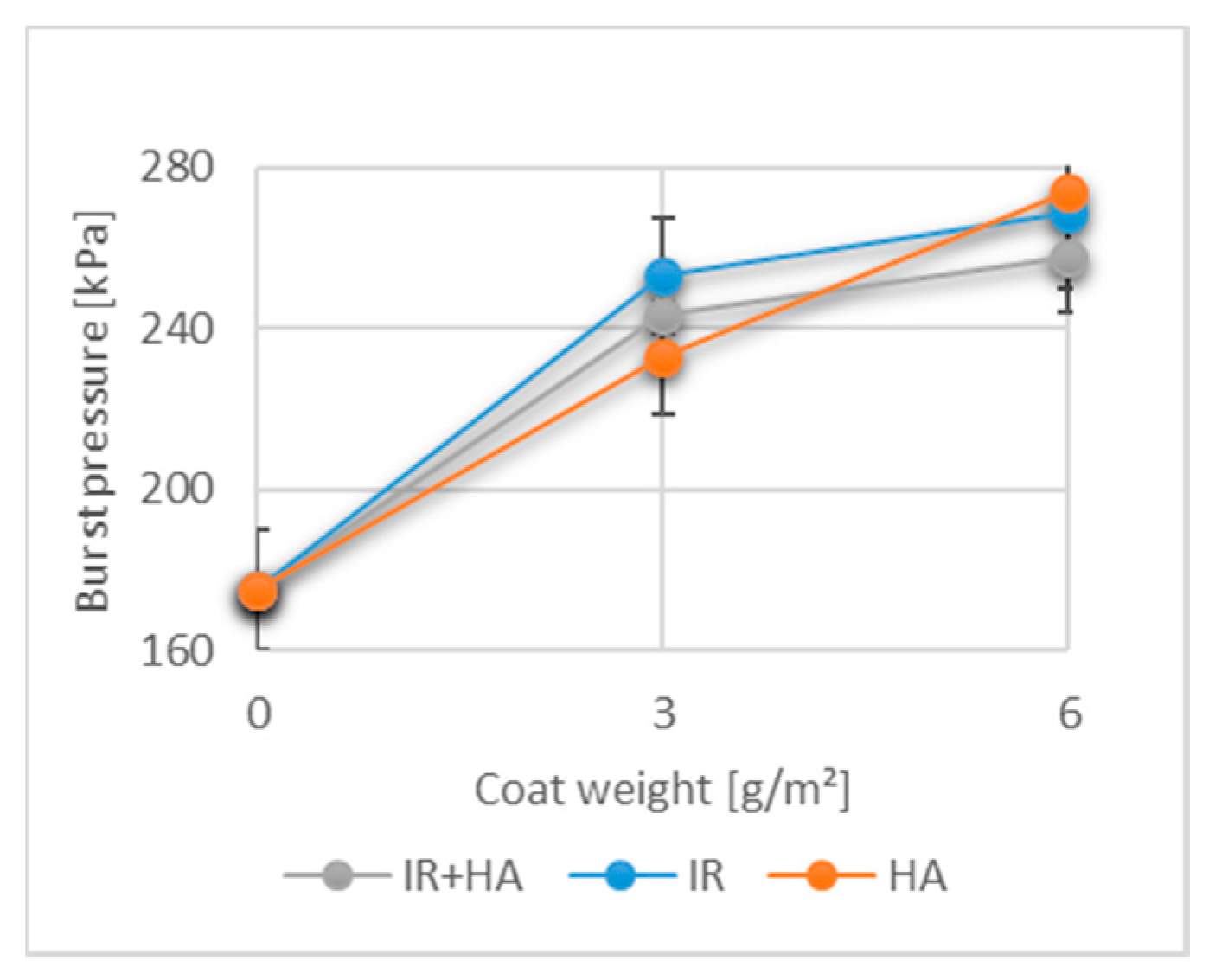
3.5. Effects of Chitosan and Drying on Burst Strength
3.6. Effects of Drying and Chitosan Layers on Air Permeance
3.7. Effects of Drying and Chitosan Layers on Greases Resistance
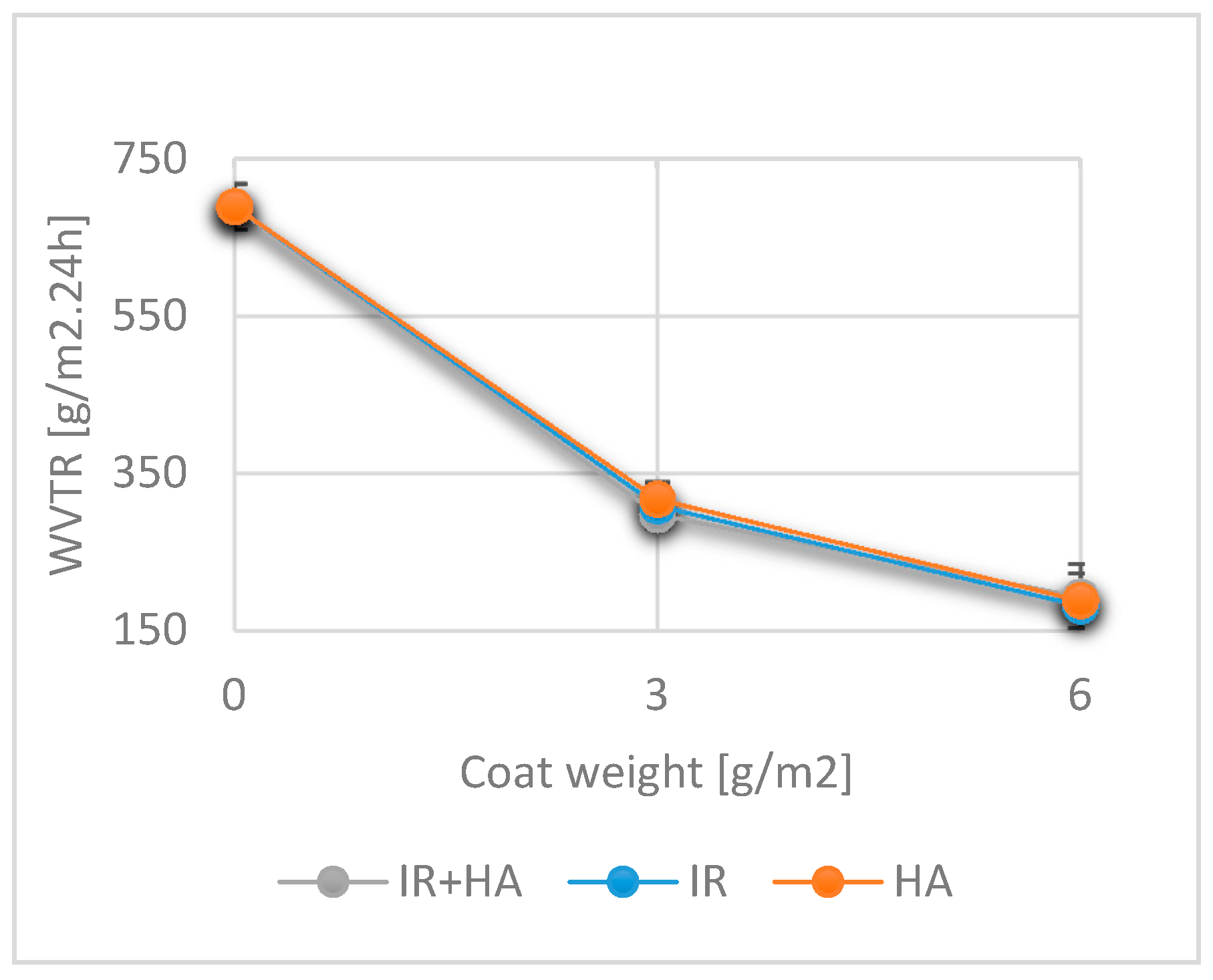
3.8. Effects of Drying and Chitosan Layers on the Water Vapor Transmission Rate
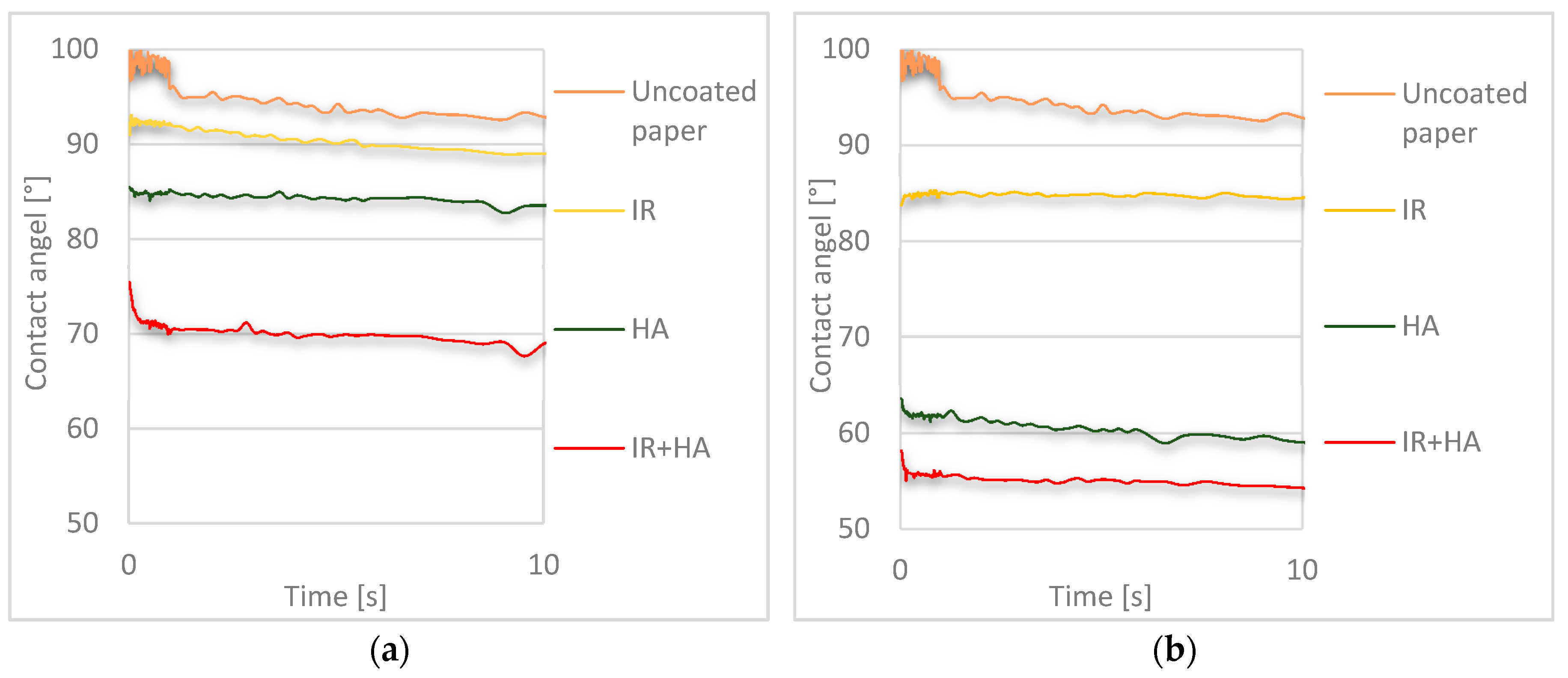
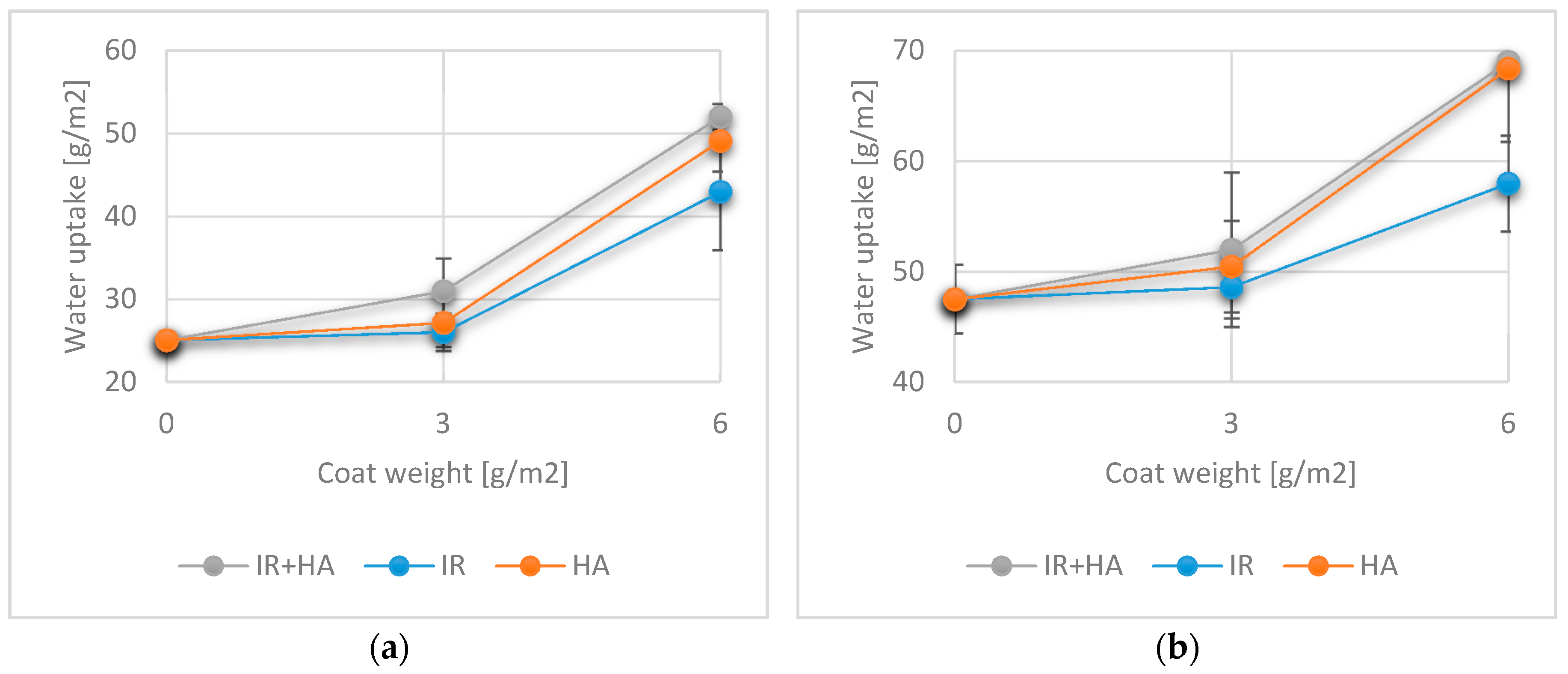
3.9. Effects of Drying and Chitosan Layers on Wettability and Water Absorption
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Khalil, H.P.S.A.; Davoudpour, Y.; Saurabh, C.K.; Hossain, M.S.; Adnan, A.S.; Dungani, R.; Paridah, M.T.; Sarker, M.Z.I.; Fazita, M.R.N.; Syakir, M.I.; et al. A review on nanocellulosic fibres as new material for sustainable packaging: Process and applications. Renew. Sustain. Energy Rev. 2016, 64, 823–836. [Google Scholar] [CrossRef]
- Amarasekara, A.S.; Ha, U.; Okorie, N.C. Renewable polymers: Synthesis and characterization of poly(levulinic acid-pentaerythritol). J. Polym. Sci. Part A 2018, 56, 1–4. [Google Scholar] [CrossRef]
- Rhim, J.W.; Park, H.M.; Ha, C.S. Bio-nanocomposites for food packaging applications. Prog. Polym. Sci. 2013, 38, 1629–1652. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Simon, P.; Svetec, D.G.; Virtanen, S.; Baschetti, M.G.; Breen, C.; et al. Renewable fibers and bio-based materials for packaging applications—A review of recent developments. BioResources 2012, 7, 2506–2552. [Google Scholar] [CrossRef]
- Li, H.; Cui, R.; Peng, L.; Cai, S.; Li, P.; Lan, T. Preparation of Antibacterial Cellulose Paper Using Layer-by-Layer Assembly for Cooked Beef Preservation at Ambient Temperature. Polymers 2018, 10, 15. [Google Scholar] [CrossRef]
- Romani, V.P.; Prentice-Hernández, C.; Martins, V.G. Active and sustainable materials from rice starch, fish protein and oregano essential oil for food packaging. Ind. Crop. Prod. 2017, 9, 268–274. [Google Scholar] [CrossRef]
- Herrera, M.A.; Mathew, A.P.; Oksman, K. Barrier and mechanical properties of plasticized and cross-linked nanocellulose coatings for paper packaging applications. Cellulose 2017, 24, 3969–3980. [Google Scholar] [CrossRef]
- Mazhari Mousavi, S.M.; Afra, E.; Tajvidi, M.; Bousfield, D.W.; Dehghani-Firouzabadi, M. Cellulose nanofiber/carboxymethyl cellulose blends as an efficient coating to improve the structure and barrier properties of paperboard. Cellulose 2017, 24, 3001–3014. [Google Scholar] [CrossRef]
- Klemm, D.; Heublein, B.; Fink, H.-P.; Bohn, A. Cellulose: Fascinating Biopolymer and Sustainable Raw Material. Angew. Chem. Int. Ed. 2005, 36. [Google Scholar] [CrossRef]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef] [PubMed]
- Zhu, R.; Liu, X.; Song, P.; Wang, M.; Xu, F.; Jiang, Y.; Zhang, X. An approach for reinforcement of paper with high strength and barrier properties via coating regenerated cellulose. Carbohydr. Polym. 2018, 200, 100–105. [Google Scholar] [CrossRef] [PubMed]
- Brander, J. Surface Application of Paper Chemicals; Springer Science & Business Media: Berlin, Germany, 2012; ISBN 9789400914575. [Google Scholar]
- Jonhed, A.; Andersson, C.; Järnström, L. Effects of film forming and hydrophobic properties of starches on surface sized packaging paper. Packag. Technol. Sci. 2008, 21, 123–135. [Google Scholar] [CrossRef]
- Pelton, R.; Zhang, J.; Wågberg, L.; Rundlöf, M. Dry and wet strength of paper-The role of surface polymer compability in the formation of fiber/fiber bonds in paper. Nord. Pulp Pap. Res. J. 2000, 15, 400–406. [Google Scholar] [CrossRef]
- Xu, G.G.; Yang, C.Q.; Den, Y. Mechanism of paper wet strength development by polycarboxylic acids with different molecular weight and glutaraldehyde/poly(vinyl alcohol). J. Appl. Polym. Sci. 2006, 101, 277–284. [Google Scholar] [CrossRef]
- Shankar, S.; Rhim, J.-W. Effects of poly(butylene adipate-co-terephthalate) coating on the water resistant, mechanical, and antibacterial properties of Kraft paper. Prog. Org. Coat. 2018, 123, 153–159. [Google Scholar] [CrossRef]
- Li, H.; Fu, S.; Peng, L.; Zhan, H. Surface modification of cellulose fibers with layer-by-layer self-assembly of lignosulfonate and polyelectrolyte: Effects on fibers wetting properties and paper strength. Cellulose 2012, 19, 533–546. [Google Scholar] [CrossRef]
- Qian, L.; Guan, Y.; He, B.; Xiao, H. Synergy of wet strength and antimicrobial activity of cellulose paper induced by a novel polymer complex. Mater. Lett. 2008, 62, 3610–3612. [Google Scholar] [CrossRef]
- Lindström, T.; Fellers, C.; Ankerfors, M.; Glad-Nordmark, G. On the nature of joint strength of paper—Effect of dry strength agents. Nord. Pulp Pap. Res. J. 2016, 31, 459–468. [Google Scholar] [CrossRef]
- Chen, T.; Xie, Y.; Wei, Q.; Wang, X.A.; Hagman, O.; Karlsson, O.; Liu, J. Effect of Refining on Physical Properties and Paper Strength of Pinus massoniana and China Fir Cellulose Fibers. BioResources 2016, 11. [Google Scholar] [CrossRef]
- Packaging Industry Reports, Market Trends Analysis|Smithers Pira. Available online: https://www.smitherspira.com/industry-market-reports/packaging (accessed on 7 August 2018).
- Hoesl, D.; Cohen, M. The Future of Barrier Coatings. Available online: http://www.tappi.org/content/events/11papercon/documents/583.438%20doc.pdf (accessed on 8 August 2018).
- Song, Z.; Li, G.; Guan, F.; Liu, W. Application of Chitin/Chitosan and Their Derivatives in the Papermaking Industry. Polymers 2018, 10, 389. [Google Scholar] [CrossRef]
- Aranaz, I.; Acosta, N.; Civera, C.; Elorza, B.; Mingo, J.; Castro, C.; Gandía, M.L.; Heras Caballero, A. Cosmetics and Cosmeceutical Applications of Chitin, Chitosan and Their Derivatives. Polymers 2018, 10, 213. [Google Scholar] [CrossRef]
- Cheung, R.C.F.; Ng, T.B.; Wong, J.H.; Chan, W.Y. Chitosan: An Update on Potential Biomedical and Pharmaceutical Applications. Mar. Drugs 2015, 13, 5156–5186. [Google Scholar] [CrossRef] [PubMed]
- Bellich, B.; D’Agostino, I.; Semeraro, S.; Gamini, A.; Cesàro, A. “The Good, the Bad and the Ugly” of Chitosans. Mar. Drugs 2016, 14, 99. [Google Scholar] [CrossRef] [PubMed]
- Sahariah, P.; Gaware, V.S.; Lieder, R.; Jónsdóttir, S.; Hjálmarsdóttir, M.Á.; Sigurjonsson, O.E.; Másson, M. The Effect of Substituent, Degree of Acetylation and Positioning of the Cationic Charge on the Antibacterial Activity of Quaternary Chitosan Derivatives. Mar. Drugs 2014, 12, 4635–4658. [Google Scholar] [CrossRef] [PubMed]
- Hu, Z.; Hong, P.; Liao, M.; Kong, S.; Huang, N.; Ou, C.; Li, S. Preparation and Characterization of Chitosan—Agarose Composite Films. Materials 2016, 9, 816. [Google Scholar] [CrossRef] [PubMed]
- Vikele, L.; Laka, M.; Sable, I.; Rozenberga, L.; Grinfelds, U.; Zoldners, J.; Passas, R.; Mauret, E. Effect of chitosan on properties of paper for. Cellul. Chem. Technol. 2015, 51, 67–73. [Google Scholar]
- Escamilla-García, M.; Reyes-Basurto, A.; García-Almendárez, B.E.; Hernández-Hernández, E.; Calderón-Domínguez, G.; Rossi-Márquez, G.; Regalado-González, C. Modified Starch-Chitosan Edible Films: Physicochemical and Mechanical Characterization. Coatings 2017, 7, 224. [Google Scholar] [CrossRef]
- Srinivasa, P.; Ramesh, M.; Kumar, K.; Tharanathan, R. Properties of chitosan films prepared under different drying conditions. J. Food Eng. 2004, 63, 79–85. [Google Scholar] [CrossRef]
- Wunder, A. Biolog Heppe GmbH–Chitosanhersteller. Available online: https://www.biolog-heppe.de/ (accessed on 2 October 2018).
- International Organization for Standardization. ISO 187, Paper, Board and Pulps—Standard Atmosphere for Conditioning and Testing and Procedure for Monitoring the Atmosphere and Conditioning of Samples; International Organization for Standardization: Geneva, Switzerland, 1990. [Google Scholar]
- Kubota, N.; Eguchi, Y. Facile Preparation of Water-Soluble N-Acetylated Chitosan and Molecular Weight Dependence of Its Water-Solubility. Polym. J 1997, 29, 123–127. [Google Scholar] [CrossRef]
- Qin, C.; Li, H.; Xiao, Q.; Lie, Y.; Zhu, J.; Du, Y. Water-solubility of chitosan and its antimicrobial activity. Carbohydr. Polym. 2006, 63, 367–374. [Google Scholar] [CrossRef]
- El-Hefian, E.; Elgannoudi, E.; Mainal, A.; Yahaya, A.H. Characterization of chitosan in acetic acid: Rheological and thermal studies. Turk. J. Chem. 2009, 34, 47–56. [Google Scholar] [CrossRef]
- Papermaking Science and Technology, 2nd ed.; Paltakari, J., Ed.; Finnish Paper Engineers Association: Helsinki, Finland; pp. 11–605. ISBN 978-952-5216-27-1.
- Despond, S.; Espuche, E.; Cartier, N.; Domard, A. Barrier properties of paper–chitosan and paper–chitosan–carnauba wax films. J. Appl. Polym. Sci. 2005, 98, 704–710. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 536:2012 Paper and Board—Determination of Basis Weight; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- European Committee for Standardization. EN ISO 534:2011 Paper and Board—Determination of Thickness, Density and Specific Volume; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- International Organization for Standardization. ISO 2758:2014 Paper—Determination of Bursting Strength; International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- TAPPI Standards Department. T 448 OM-09 Water Vapor Transmission Rate of Paper and Paperboard at 23 °C and 50% RH; TAPPI Standards Department: Norcross, GA, USA, 2009. [Google Scholar]
- TAPPI Standards Department. T 559 CM-12 Grease Resistance Test for Paper and Paperboard; TAPPI Standards Department: Norcross, GA, USA, 2012. [Google Scholar]
- International Organization for Standardization. ISO/DIS 5636-3 Paper and Board—Determination of Air Permeance—Part 3: Bendtsen Method; International Organization for Standardization: Geneva, Switzerland, 2013. [Google Scholar]
- European Committee for Standardization. EN ISO 535:2014 Paper and Board—Determination of Water Absorptiveness—Cobb Method; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- TAPPI Standards Department. T 558 OM-15 Surface wettability and Absorbency of Sheeted Materials Using an Automated Contact Angle Tester; TAPPI Standards Department: Norcross, GA, USA, 2012. [Google Scholar]
- Fischer, W.J.; Zankel, A.; Ganser, C.; Schmied, F.J.; Schroettner, H.; Hirn, U.; Teichert, C.; Bauer, W.; Schennach, R. Imaging of the formerly bonded area of individual fibre to fibre joints with SEM and AFM. Cellulose 2014, 21, 251–260. [Google Scholar] [CrossRef]
- Hirn, U.; Schennach, R. Comprehensive analysis of individual pulp fiber bonds quantifies the mechanisms of fiber bonding in paper. Sci. Rep. 2015, 5. [Google Scholar] [CrossRef] [PubMed]
- Reis, A.B.; Yoshida, C.M.; Reis, A.P.C.; Franco, T.T. Application of chitosan emulsion as a coating on Kraft paper. Polym. Int. 2011, 60, 963–969. [Google Scholar] [CrossRef]
- Basta, A.H.; Khwaldia, K.; Aloui, H.; El-Saied, H. Enhancing the performance of carboxymethyl cellulose by chitosan in producing barrier coated paper sheets. Nord. Pulp Pap. Res. J 2015, 30, 617–625. [Google Scholar] [CrossRef]
- Fithriyah, N.H. Erdawati. Mechanical properties of paper sheets coated with chitosan nanoparticle. AIP Conf. Proc. 2014, 1589, 195–199. [Google Scholar] [CrossRef]
- Hafrén, J.; Fernando, D.; Daniel, G.; Moberg, A.; Goldszer, K.; Ljungqvist, C.; Sandström, P. CRUW Mechanical Pulping: High-Yield Pulp Fines: Morphology, Ultrastructure and Effects on Paper Properties; Report Number: 13; Department of Forest Products, Swedish University of Agricultural Sciences: Uppsala, Sweden, 2013; 58p. [Google Scholar]
- Roylance, D. Stress-Strain Curves. Available online: http://web.mit.edu/course/3/3.11/www/modules/ss.pdf (accessed on 10 September 2018).
- Janković-Častvan, I.; Lazarević, S.; Stojanović, D.; Živković, P.; Petrović, R.; Janaćković, Đ. Improvement of the mechanical properties of paper by starch coatings modified with sepiolite nanoparticles. Starch 2015, 67, 373–380. [Google Scholar] [CrossRef]
- Kjellgren, H.; Engström, G. Influence of base paper on the barrier properties of chitosan-coated papers. Nord. Pulp Pap. Res. J. 2006, 21, 685–689. [Google Scholar] [CrossRef]
- Wang, S.; Jing, Y. Effects of a Chitosan Coating Layer on the Surface Properties and Barrier Properties of Kraft Paper. BioResources 2016, 11. [Google Scholar] [CrossRef]
- Zhang, W.; Xiao, H.; Qian, L. Enhanced water vapour barrier and grease resistance of paper bilayer-coated with chitosan and beeswax. Carbohydr. Polym. 2014, 101, 401–406. [Google Scholar] [CrossRef] [PubMed]
- Kjellgren, H.; Gällstedt, M.; Engström, G.; Järnström, L. Barrier and surface properties of chitosan-coated greaseproof paper. Carbohydr. Polym. 2006, 65, 453–460. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Ash Content [%] | Molecular Weight [kDa] | Degree of Deacetylation [%] | Particle Diameter [µm] | Dynamic Viscosity * [mPa·s] |
|---|---|---|---|---|---|
| Chitin from crustaceans | ≤1 | 115 | 90 | ≤200 | 135 |
| Trial | Wet Layer Thickness [µm] | Number of Layers | Drying Regime | Dry Coat Weights [g/m³] |
|---|---|---|---|---|
| 1 | 60 | 1 | IR + Hot air | 3 g/m2 |
| 2 | 60 | 1 | IR | |
| 3 | 60 | 1 | Hot air | |
| 4 | 60 | 2 | IR + Hot air | 6 g/m2 |
| 5 | 60 | 2 | IR | |
| 6 | 60 | 2 | Hot air |
| Operation Stage | Operation Units | Shear Rate [1/s] | Viscosity [mPa·s] |
|---|---|---|---|
| 1 | Pumping | 0.1 | 6760.1 ± 834.4 |
| 2 | Mixing | 1000 | 762.5 ± 44.6 |
| 3 | Coating | 50 000 | 59.5 ± 2.6 |
| Specimen | No. of Chitosan Layers | Thickness (µm) | Basis Weight (g·m−2) | Bulk Density (g·cm−3) | Dry Coat Weight (g·m−2) |
|---|---|---|---|---|---|
| Substrate | - | 95.8 ± 1.2 | 72.3 ± 0.5 | 0.75 ± 0.01 | 0 |
| 1 (IR + HA) | 98.2 ± 1.0 | 75.4 ± 0.3 | 0.77 ± 0.01 | 3.1 ± 0.1 | |
| 2 (IR) | 1 | 98.0 ± 1.0 | 75.3 ± 0.4 | 0.77 ± 0.02 | 3.0 ± 0.1 |
| 3 (HA) | 98.4 ± 1.1 | 75.4 ± 0.6 | 0.77 ± 0.01 | 3.1 ± 0.1 | |
| 4 (IR + HA) | 100.1 ± 1.3 | 78.3 ± 0.6 | 0.78 ± 0.01 | 6.0 ± 0.2 | |
| 5 (IR) | 2 | 99.9 ± 1.7 | 78.4 ± 0.7 | 0.78 ± 0.01 | 6.1 ± 0.2 |
| 6 (HA) | 100.0 ± 1.4 | 78.4 ± 0.4 | 0.78 ± 0.02 | 6.1 ± 0.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kopacic, S.; Walzl, A.; Hirn, U.; Zankel, A.; Kniely, R.; Leitner, E.; Bauer, W. Application of Industrially Produced Chitosan in the Surface Treatment of Fibre-Based Material: Effect of Drying Method and Number of Coating Layers on Mechanical and Barrier Properties. Polymers 2018, 10, 1232. https://doi.org/10.3390/polym10111232
Kopacic S, Walzl A, Hirn U, Zankel A, Kniely R, Leitner E, Bauer W. Application of Industrially Produced Chitosan in the Surface Treatment of Fibre-Based Material: Effect of Drying Method and Number of Coating Layers on Mechanical and Barrier Properties. Polymers. 2018; 10(11):1232. https://doi.org/10.3390/polym10111232
Chicago/Turabian StyleKopacic, Samir, Andrea Walzl, Ulrich Hirn, Armin Zankel, Rudolf Kniely, Erich Leitner, and Wolfgang Bauer. 2018. "Application of Industrially Produced Chitosan in the Surface Treatment of Fibre-Based Material: Effect of Drying Method and Number of Coating Layers on Mechanical and Barrier Properties" Polymers 10, no. 11: 1232. https://doi.org/10.3390/polym10111232
APA StyleKopacic, S., Walzl, A., Hirn, U., Zankel, A., Kniely, R., Leitner, E., & Bauer, W. (2018). Application of Industrially Produced Chitosan in the Surface Treatment of Fibre-Based Material: Effect of Drying Method and Number of Coating Layers on Mechanical and Barrier Properties. Polymers, 10(11), 1232. https://doi.org/10.3390/polym10111232