The Artificial Mixed Fused Quartz Particles and Silicon Particles-Assisted High-Performance Multicrystalline Silicon

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Preparation of Seeds and Coatings
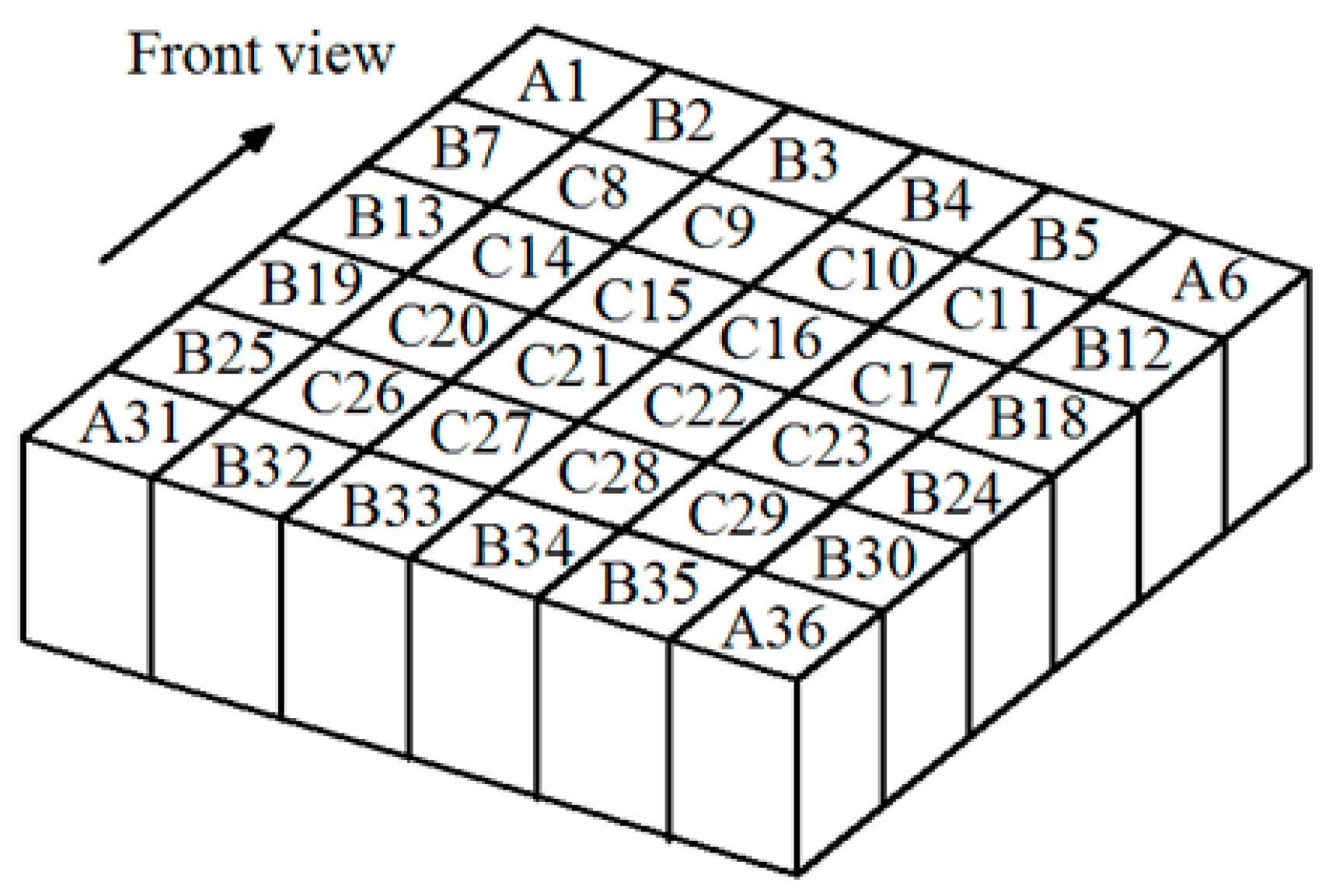
2.2. Casting Process and Analysis
3. Results and Discussion
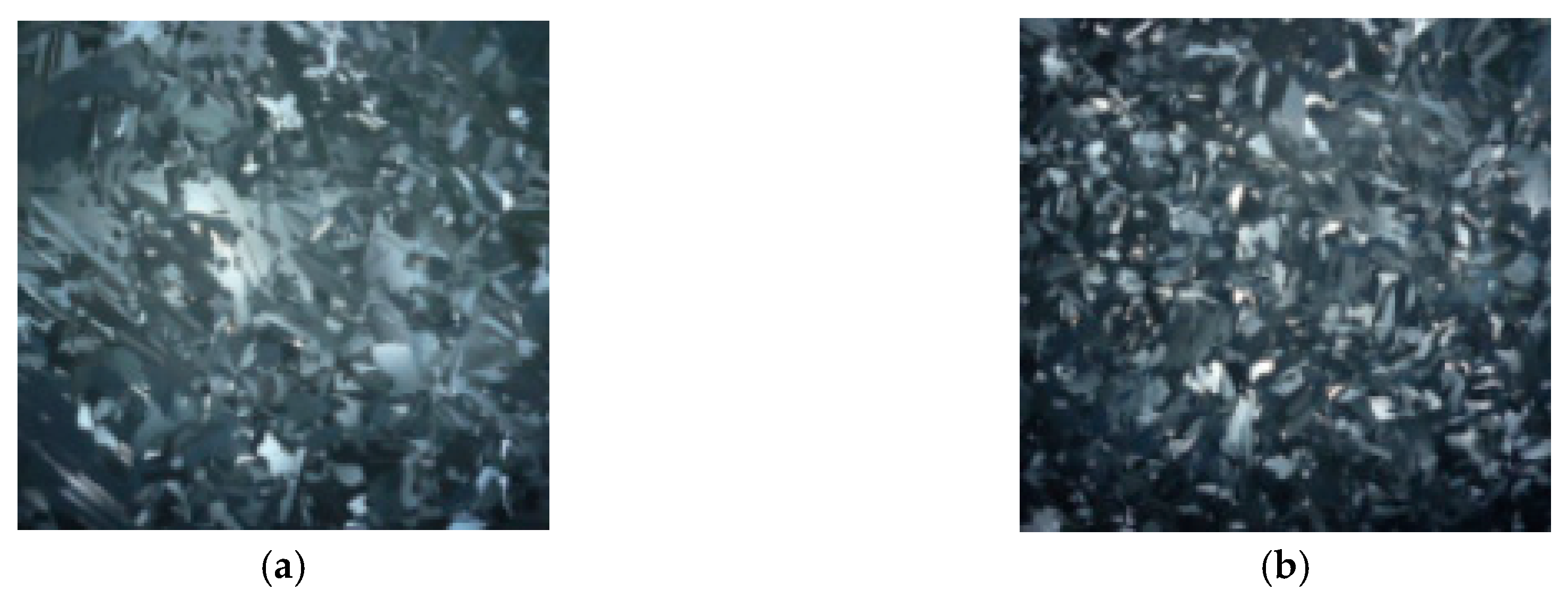
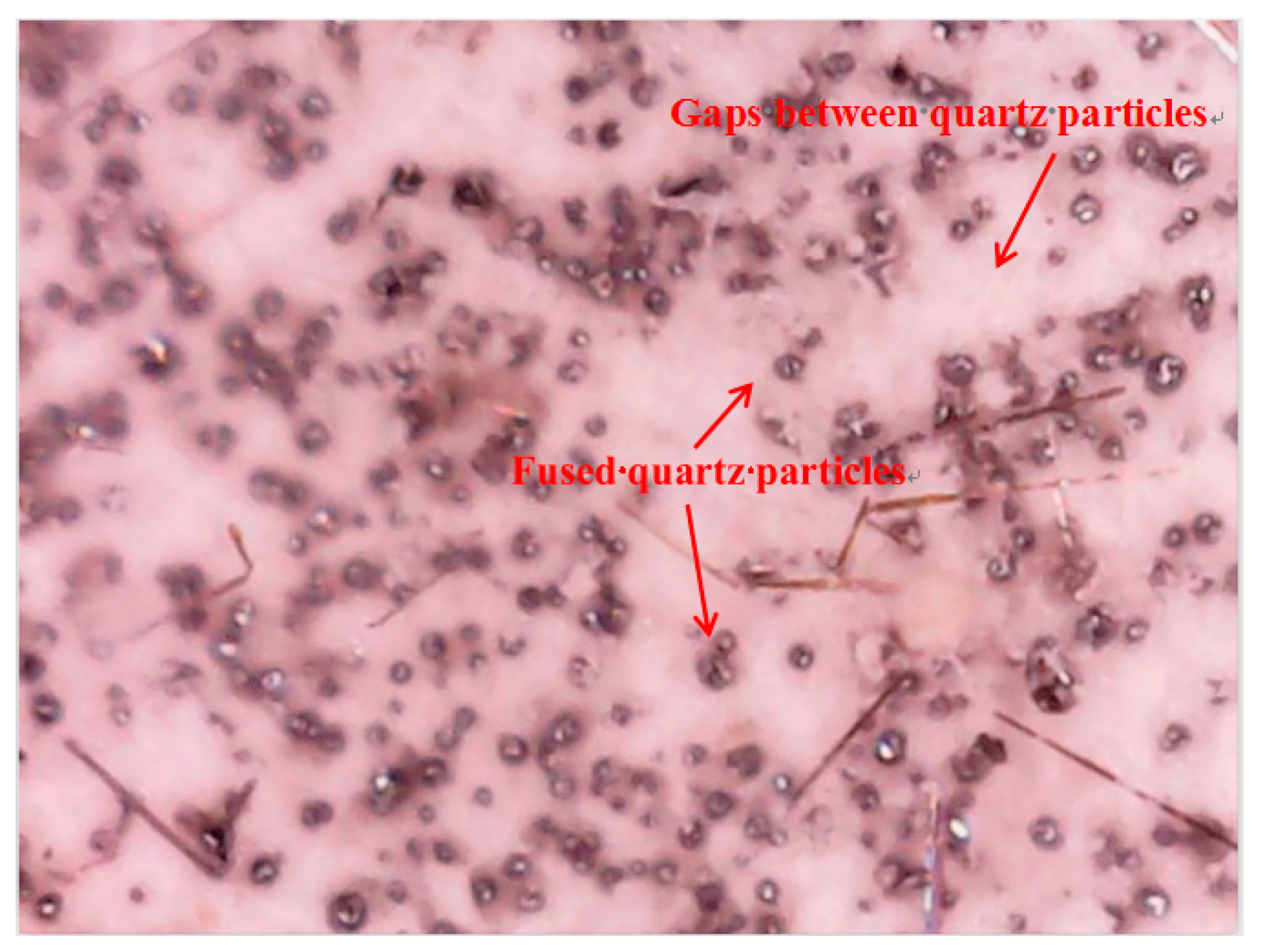
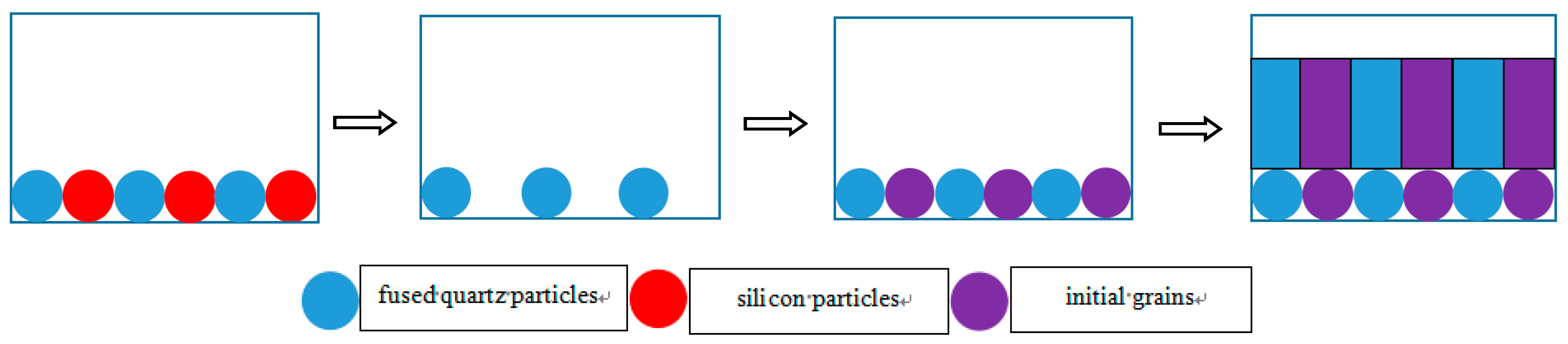
3.1. Effect of the Mixed Seeds on the Nucleation Process
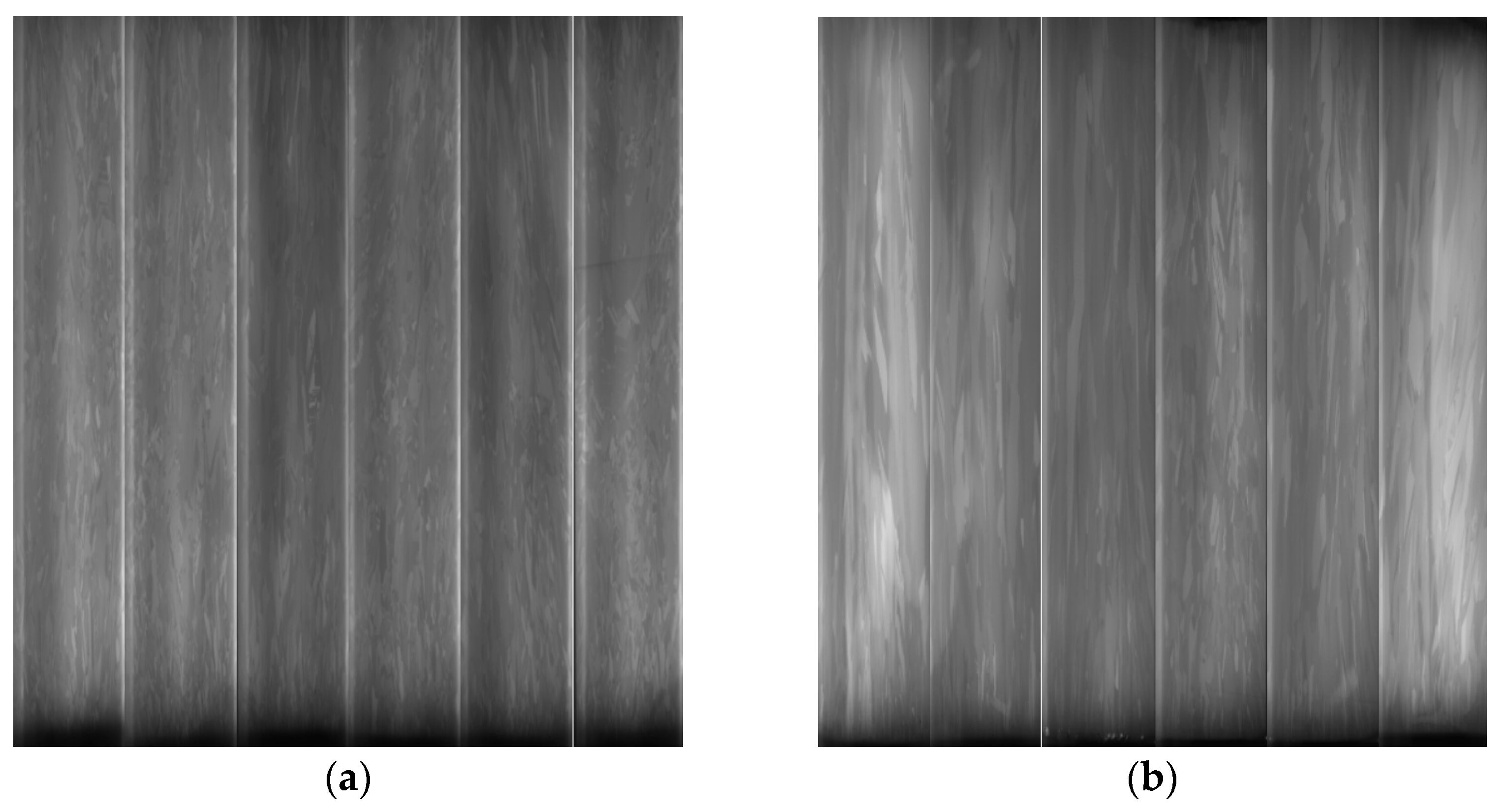
3.2. Effect of the Mixed Seeds on the Grain Size
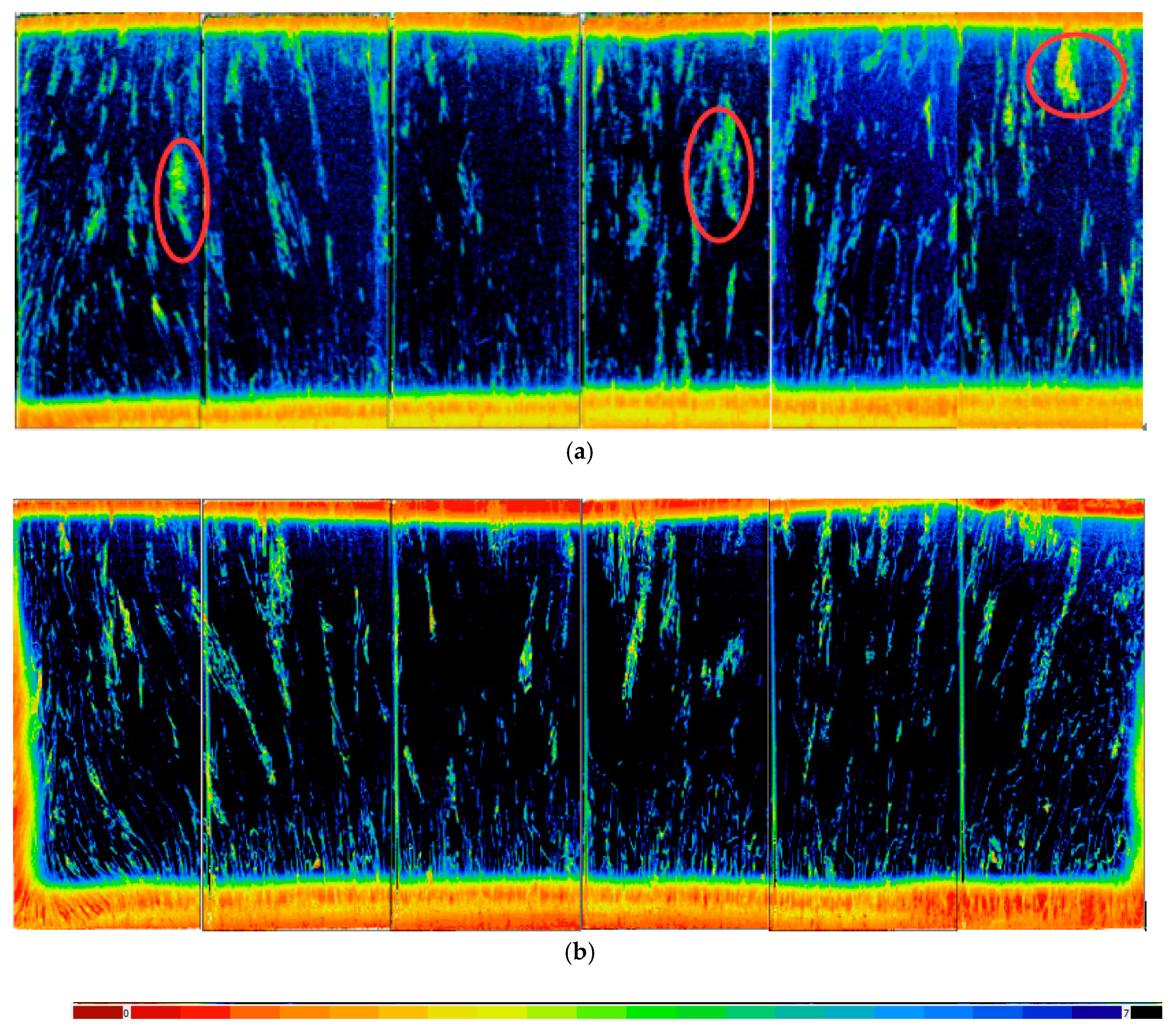
3.3. Effect of the Mixed Seeds on the Minority Carrier Lifetime
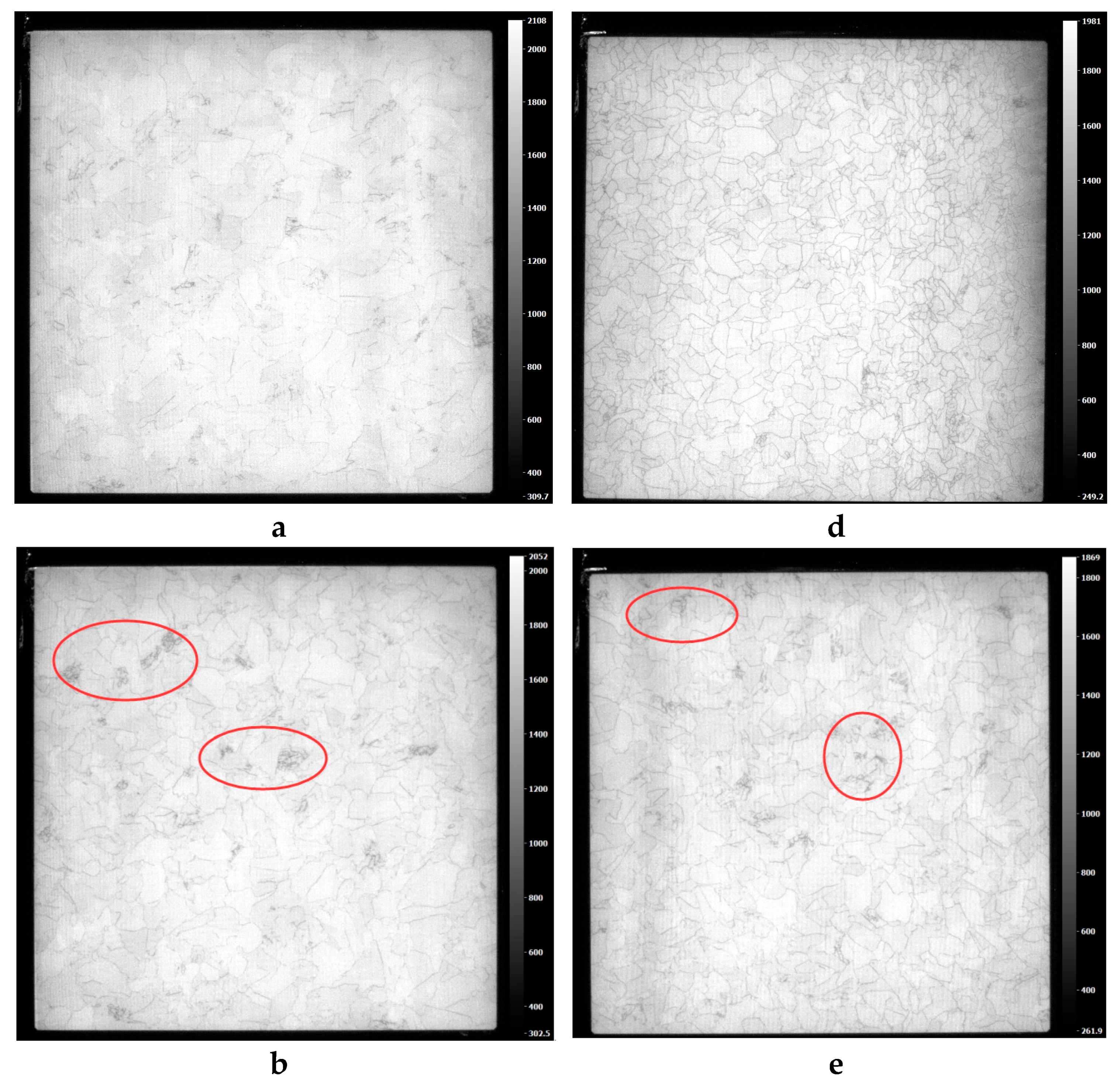
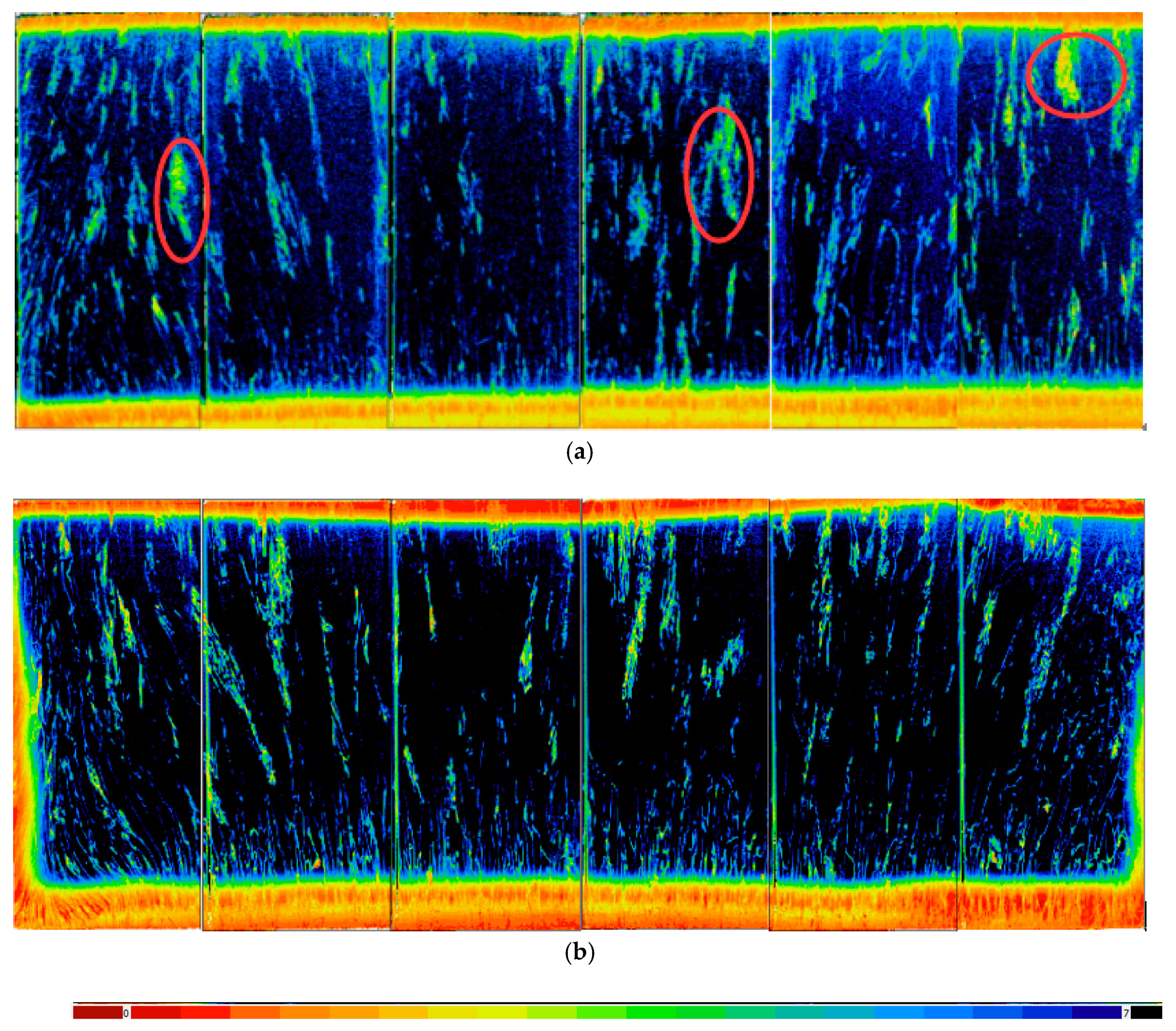
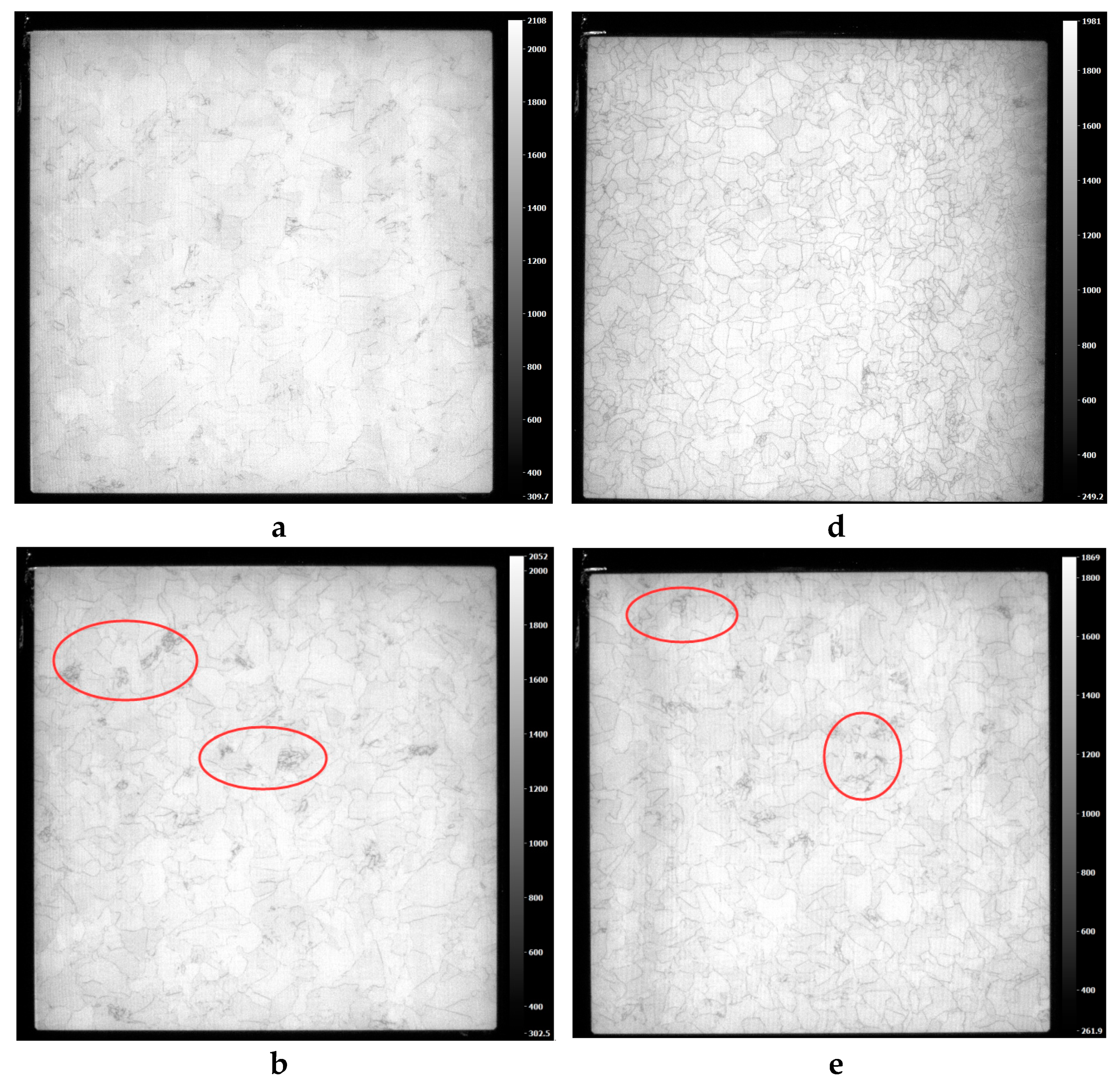
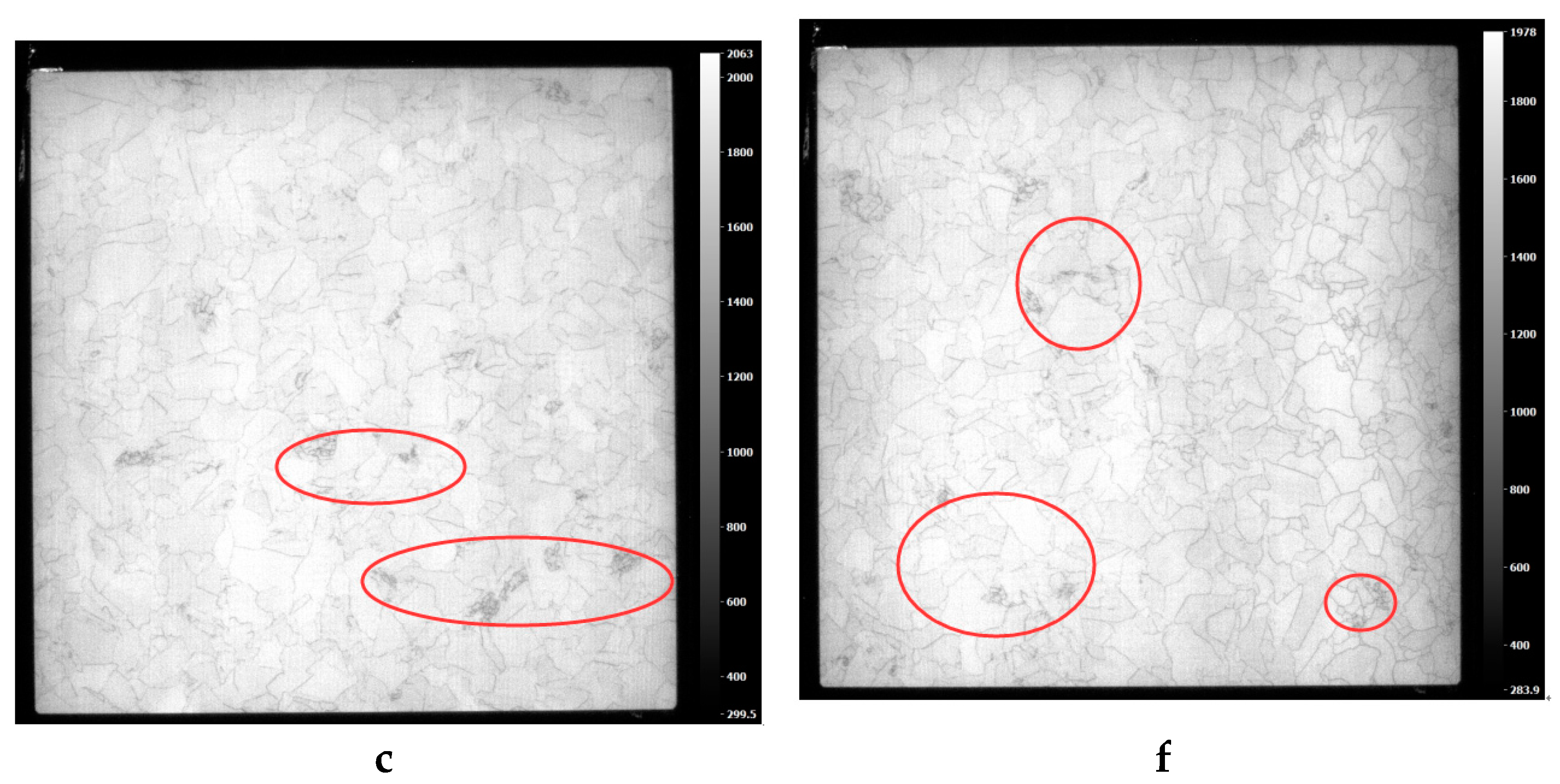
3.4. Effect of the Mixed Seeds on the Dislocations
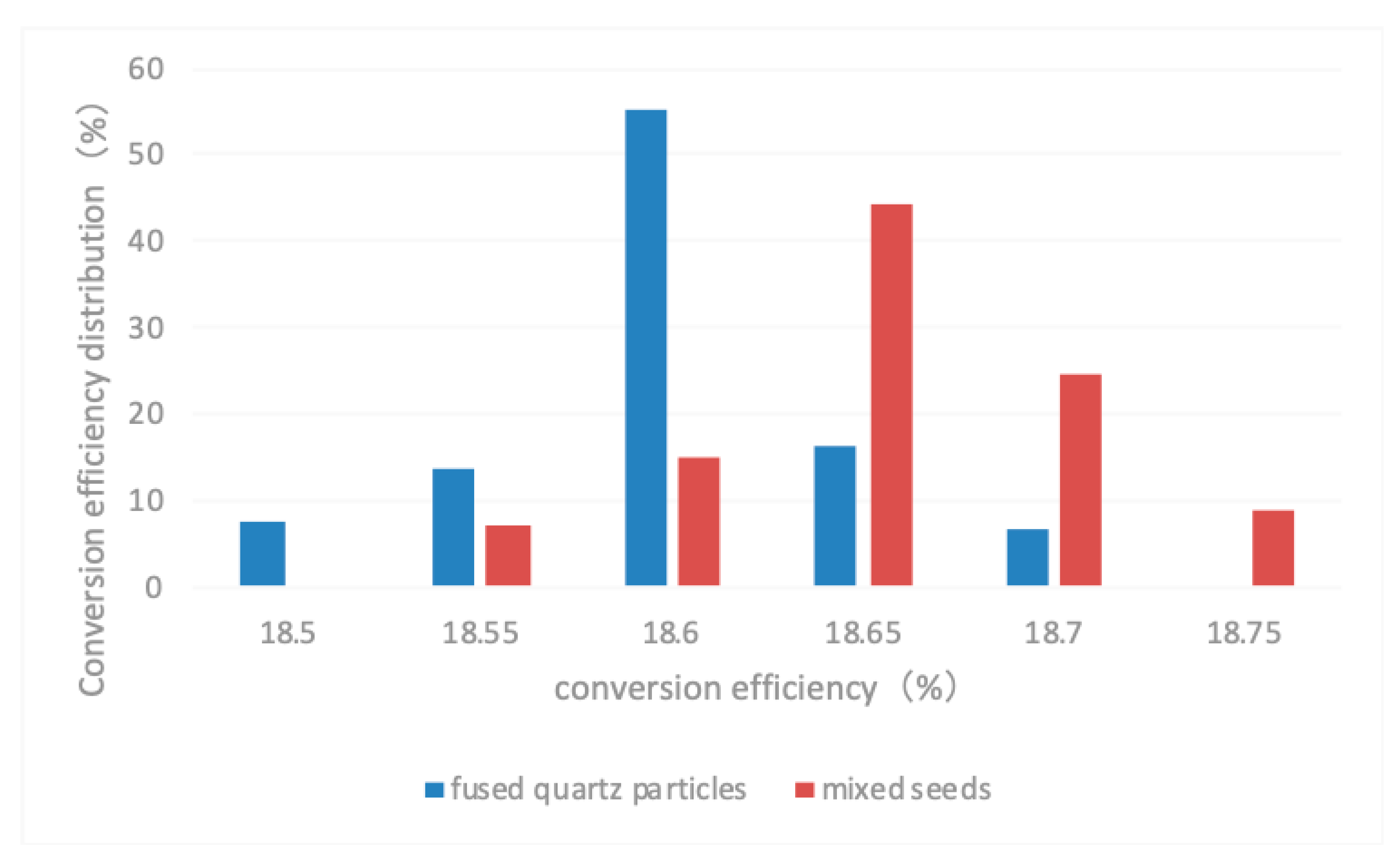
3.5. Effect of the Mixed Seeds on the Cell Efficiency
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- ITRPV Working Group. International Technology Roadmap for Photovoltaic Results; European Commission: Munich, Germany, 2016. [Google Scholar]
- Yang, D.R. Solar Cell Materials; Chemical Industry Press: Beijing, China, 2006. [Google Scholar]
- Lan, C.W.; Yang, C.F.; Lan, A. Engineering Silicon Crystals for Photovoltaics. CrystEngComm 2016, 18, 1474–1485. [Google Scholar] [CrossRef]
- Zhu, D.; Ming, L.; Huang, M. Seed-assisted Growth of High-quality Multi-crystalline Silicon in Directional Solidification. J. Cryst. Growth 2014, 386, 52–56. [Google Scholar] [CrossRef]
- Lan, C.W.; Yu, W.H.; Yang, Y.M.; Chou, H.S.; Chen, Y.L.; Hsu, C.L. Crystalline Silicon Ingot and Silicon Wafer Therefrom. ROC Patent TWI452185B, 2011. [Google Scholar]
- Zhang, H.L.; You, D.; Huang, C.L. Growth of Multicrystalline Silicon Ingot with Both Enhanced Quality and Yield through Quartz Seeded Method. J. Cryst. Growth 2016, 435, 91–97. [Google Scholar] [CrossRef]
- Dong, H.; Yin, C.H.; Wang, Z.X. Application of Partially Coated Silicon Nitride Particles in High Efficiency Multicrystalline Silicon Ingots. J. Sol. Energy 2017, 38, 317–321. [Google Scholar]
- Brynjulfsen, I.; Arnberg, L. Nucleation of Silicon on Si3N4 Coated SiO2. J. Cryst. Growth 2011, 331, 64–67. [Google Scholar] [CrossRef]
- Yin, C.H.; Zhou, H.P.; Huang, X.M. Heterogeneous Nucleation Growth of High Performence Multicrystalline Silicon. In Proceedings of the 13th China Photovoltaic Congress and International Photovoltaic Exhibition, Beijing, China, 5 September 2013. [Google Scholar]
- Wong, Y.T.; Hsieh, C.T.; Lan, A. The Effect of Silica Nucleation Layers on Grain Control of Multi-crystalline Silicon in Directional Solidification. J. Cryst. Growth 2014, 404, 59–64. [Google Scholar] [CrossRef]
- Qi, F.M.; Zhang, Z.Y.; Zhong, G.X. Effect of Seed Grain Size Distribution on the Growth of High Efficiency Multicrystalline Silicon Crystals. Mater. Rep. 2015, 29, 54–58. [Google Scholar]
- Ding, J.; Yu, Y.; Chen, W. Effect of the Fused Quartz Particle Density on Nucleation and Grain Control of High-performance Multicrystalline Silicon Ingots. J. Cryst. Growth 2016, 454, 186–191. [Google Scholar] [CrossRef]
- Ryningen, B.; Stokkan, G.; Kivambe, M. Growth of Dislocation Clusters during Directional Solidification of Multicrystalline Silicon Ingots. Acta Mater. 2011, 59, 7703–7710. [Google Scholar] [CrossRef]
- Gao, B.; Nakano, S.; Kakimoto, K. Influence of Back-diffusion of Iron Impurity on Lifetime Distribution near the Seed-crystal Interface in Seed Cast-grown Monocrystalline Silicon by Numerical Modeling. Cryst. Growth Des. 2012, 12, 522–525. [Google Scholar] [CrossRef]
- Stokkan, G.; Hu, Y.; Mjøs, Ø. Study of Evolution of Dislocation Clusters in High Performance Multicrystalline Silicon. Sol. Energy Mater. Sol. Cells 2014, 130, 679–685. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, Y.; Mi, C.; Huang, X. The Artificial Mixed Fused Quartz Particles and Silicon Particles-Assisted High-Performance Multicrystalline Silicon. Crystals 2019, 9, 286. https://doi.org/10.3390/cryst9060286
Cai Y, Mi C, Huang X. The Artificial Mixed Fused Quartz Particles and Silicon Particles-Assisted High-Performance Multicrystalline Silicon. Crystals. 2019; 9(6):286. https://doi.org/10.3390/cryst9060286
Chicago/Turabian StyleCai, Yanhuan, Changcheng Mi, and Xinming Huang. 2019. "The Artificial Mixed Fused Quartz Particles and Silicon Particles-Assisted High-Performance Multicrystalline Silicon" Crystals 9, no. 6: 286. https://doi.org/10.3390/cryst9060286
APA StyleCai, Y., Mi, C., & Huang, X. (2019). The Artificial Mixed Fused Quartz Particles and Silicon Particles-Assisted High-Performance Multicrystalline Silicon. Crystals, 9(6), 286. https://doi.org/10.3390/cryst9060286