
Reduction of Process Induced Porosity for Ultrafuse 316L through Parameter Optimization of Creality Ender 3 V2 and Makerbot Method X

 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Printed Geometry
2.2. Design of Experiments
2.3. Sample Processing
2.4. Material Characterization
3. Results & Discussion
3.1. Gas Pycnometry vs. Optical Microscopy Density (%)
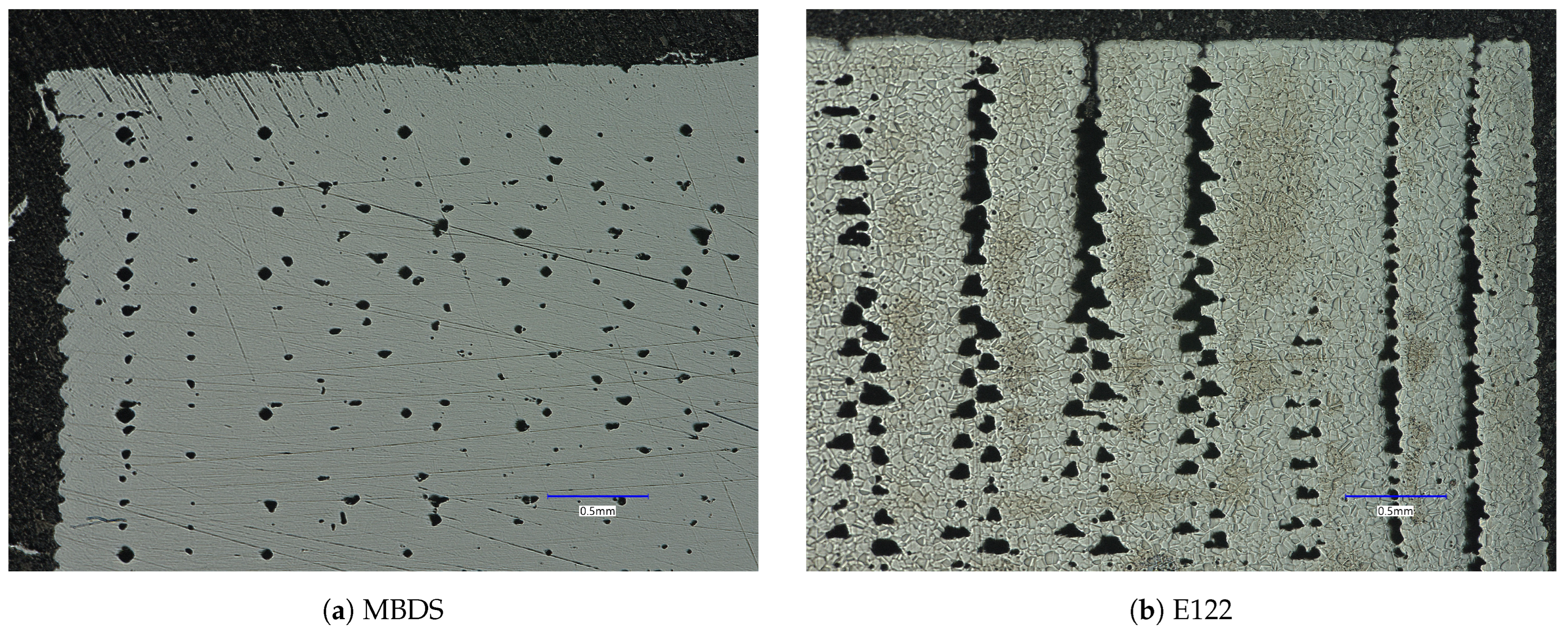
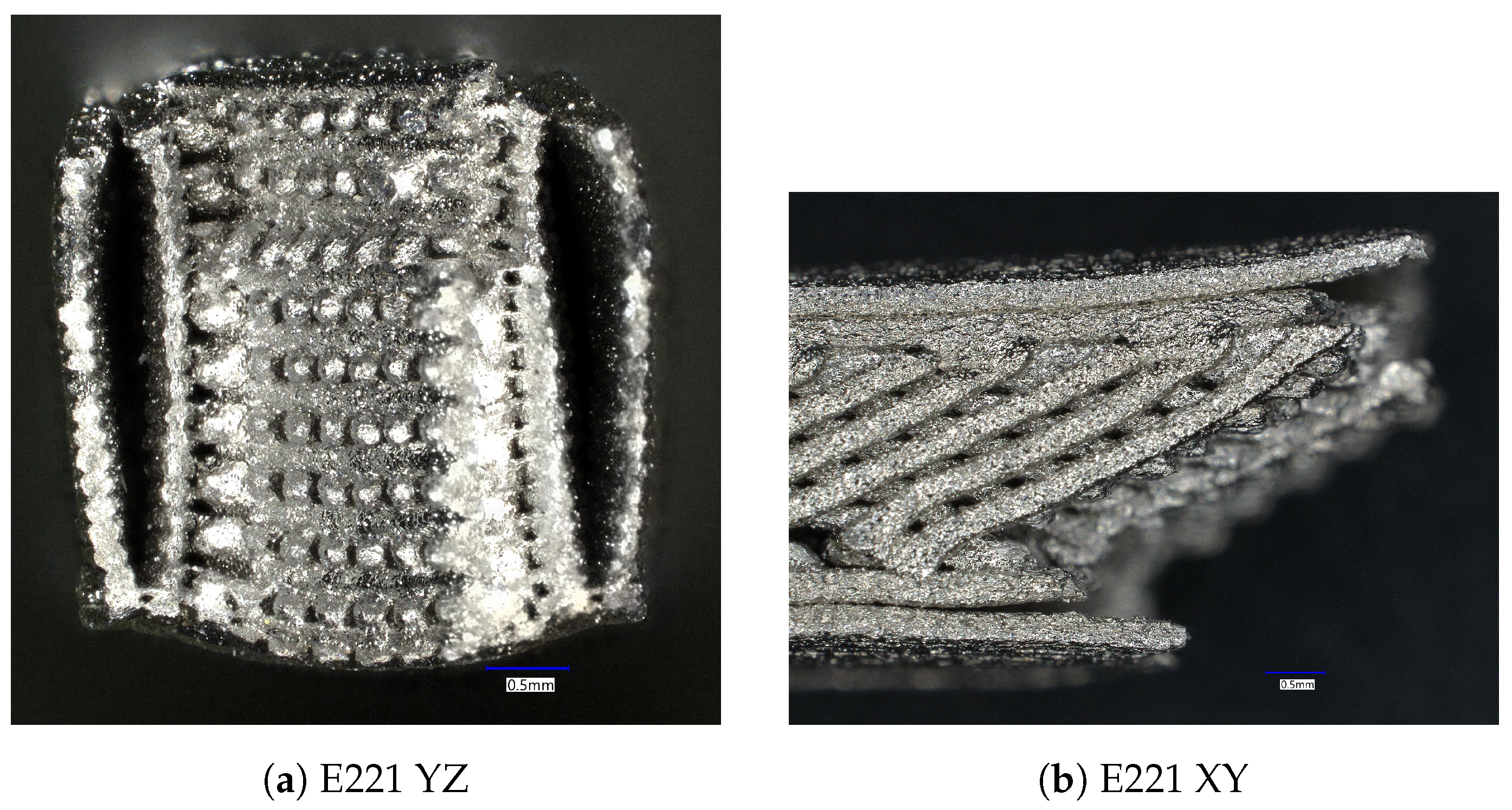
3.2. Process-Induced Porosity
3.3. Differences in FFF Printers
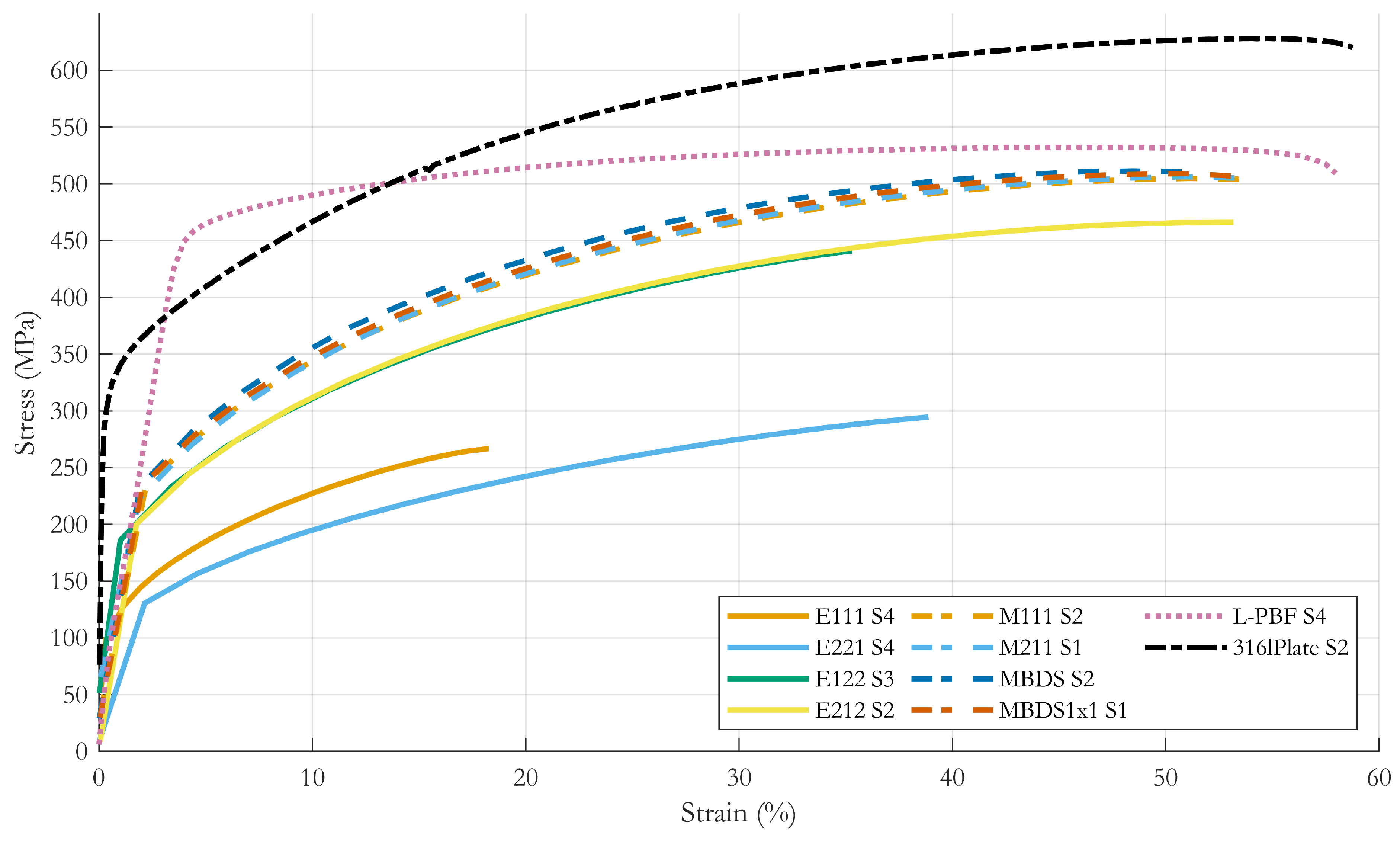
3.4. Specimen Failure
3.5. Effects of Print Strategy
3.6. L-PBF/Plate Comparison
3.7. Future Work
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuznetsov, V.; Solonin, A.; Urzhumtsev, O.; Schilling, R.; Tavitov, A. Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process. Polymers 2018, 10, 313. [Google Scholar] [CrossRef]
- Arbogast, A.; Nycz, A.; Noakes, M.W.; Wang, P.; Masuo, C.; Vaughan, J.; Love, L.; Lind, R.; Carter, W.; Meyer, L.; et al. Strategies for a scalable multi-robot large scale wire arc additive manufacturing system. Addit. Manuf. Lett. 2024, 8, 100183. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An overview of modern metal additive manufacturing technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Petersen, H.E.; Sampson, B.J.; Failla, D.P., Jr.; Priddy, M.W.; McClelland, Z.B. The Variation of Mechanical Properties of M300 Maraging Steel Manufactured with Varying Process Parameters in Laser Powder Bed Fusion. In Proceedings of the 34rd Annual International Solid Freeform Fabrication Symposium 2023, Austin, TX, USA, 14–16 August 2023. [Google Scholar]
- Kotadia, H.; Gibbons, G.; Das, A.; Howes, P. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Sampson, B.J.; Morgan-Barnes, C.; Stokes, R.; Doude, H.; Priddy, M.W. Investigating the Relationship between In-Process Quality Metrics and Mechanical Response in the L-PBF Process. In Proceedings of the 33rd Annual International Solid Freeform Fabrication Symposium 2022, Austin, TX, USA, 25–27 July 2022. [Google Scholar] [CrossRef]
- Nurhudan, A.I.; Supriadi, S.; Whulanza, Y.; Saragih, A.S. Additive manufacturing of metallic based on extrusion process: A review. J. Manuf. Process. 2021, 66, 228–237. [Google Scholar] [CrossRef]
- Thompson, Y.; Gonzalez-Gutierrez, J.; Kukla, C.; Felfer, P. Fused filament fabrication, debinding and sintering as a low cost additive manufacturing method of 316L stainless steel. Addit. Manuf. 2019, 30, 100861. [Google Scholar] [CrossRef]
- BASF. Ultrafuse Metal Filaments—User Guidelines for 3D Printing Metal Parts; BASF 3D Printing Solutions GmbH: Heidelberg, Germany, 2021. [Google Scholar]
- BASF. Ultrafuse 316l Technical Data Sheet; BASF 3D Printing Solutions GmbH: Heidelberg, Germany, 2022. [Google Scholar]
- Aeronautics, N.; Standard, S.A. Standard for Additively Manufactured Spaceflight Hardware by Laser Powder Bed Fusion in Metals; Technical Report; MSFC—Marshall Space Flight Center: Huntsville, AL, USA, 2023.
- Quarto, M.; Carminati, M.; D’Urso, G. Density and shrinkage evaluation of AISI 316L parts printed via FDM process. Mater. Manuf. Process. 2021, 36, 1535–1543. [Google Scholar] [CrossRef]
- Caminero, M.A.; Romero, A.; Chacon, J.M.; Nunez, P.J.; Garcia-Plaza, E.; Rodriguez, G.P. Additive manufacturing of 316L stainless-steel structures using fused filament fabrication technology: Mechanical and geometric properties. Rapid Prototyp. J. 2021, 27, 583–591. [Google Scholar] [CrossRef]
- Gong, H.; Crater, C.; Ordonez, A.; Ward, C.; Waller, M.; Ginn, C. Material Properties and Shrinkage of 3D Printing Parts using Ultrafuse Stainless Steel 316LX Filament. MATEC Web Conf. 2018, 249, 01001. [Google Scholar] [CrossRef]
- Safka, J.; Ackermann, M.; Machacek, J.; Seidl, M.; Vele, F.; Truxova, V. Fabrication Process and Basic Material Properties of the Basf Ultrafuse 316Lx Material. MM Sci. J. 2020, 2020, 4216–4222. [Google Scholar] [CrossRef]
- Pellegrini, A.; Guerra, M.G.; Lavecchia, F. Shrinkage evaluation and geometric accuracy assessment on 17–4 PH samples made by material extrusion additive manufacturing. J. Manuf. Process. 2024, 109, 394–406. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Gorantla, S.; Popp, U.; Okolo, B.; Schulze, V. Process porosity and mechanical performance of fused filament fabricated 316L stainless steel. Rapid Prototyp. J. 2019, 25, 1319–1327. [Google Scholar] [CrossRef]
- Khanafer, K.; Park, J.S.; Eltaggaz, A.; Aboelkassem, Y. Investigation of the Mechanical Characteristics of Metal 3D Printing at Different Build Orientation and Directions. J. Eng. Mater. Technol. 2024, 146, 031001. [Google Scholar] [CrossRef]
- Kedziora, S.; Decker, T.; Museyibov, E.; Morbach, J.; Hohmann, S.; Huwer, A.; Wahl, M. Strength Properties of 316L and 17–4 PH Stainless Steel Produced with Additive Manufacturing. Materials 2022, 15, 6278. [Google Scholar] [CrossRef]
- Wang, F.; You, S.; Jiang, D.; Yuan, X.; Fu, R.; Ning, F. Microstructure evolution, phase formation, corrosion, and mechanical properties of stainless steel fabricated by extrusion-based sintering-assisted additive manufacturing. Addit. Manuf. 2023, 75, 103746. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Songkuea, S.; Linjee, S.; Muengto, S.; Bumrungpon, M.; Manonukul, A. Tensile and axial fatigue properties of AISI 316 L stainless steel fabricated by materials extrusion additive manufacturing. Mater. Today Commun. 2023, 35, 105667. [Google Scholar] [CrossRef]
- Kluczyński, J.; Jasik, K.; Łuszczek, J.; Sarzyński, B.; Grzelak, K.; Dražan, T.; Joska, Z.; Szachogłuchowicz, I.; Płatek, P.; Małek, M. A Comparative Investigation of Properties of Metallic Parts Additively Manufactured through MEX and PBF-LB/M Technologies. Materials 2023, 16, 5200. [Google Scholar] [CrossRef]
- ASTM-International. ASTM E8/E8M, Standard Test Methods for Tension Testing of Metallic Materials; Technical Report; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Stokes, R.M.; Yadollahi, A.; Priddy, M.W.; Bian, L.; Hammond, V.H.; Doude, H.R. Effects of Build Interruption and Restart Procedure on Microstructure and Mechanical Properties of Laser Powder Bed Fusion Al-Si-10 Mg. J. Mater. Eng. Perform. 2023, 32, 1576–1588. [Google Scholar] [CrossRef]
- Cisardom. Original Prusa i3 MK3 ENCLOSURE—Ikea Lack Table—Prusa Research. 2018. Available online: https://www.thingiverse.com/thing:2864118 (accessed on 8 March 2021).
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef]
- E28 Committee. Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials; Technical Report; ASTM International: West Conshohocken, PA, USA, 2023. [Google Scholar] [CrossRef]
- Atatreh, S.; Alyammahi, M.S.; Vasilyan, H.; Alkindi, T.; Susantyoko, R.A. Evaluation of the infill design on the tensile properties of metal parts produced by fused filament fabrication. Results Eng. 2023, 17, 100954. [Google Scholar] [CrossRef]
- Afkhami, S.; Dabiri, M.; Piili, H.; Björk, T. Effects of manufacturing parameters and mechanical post-processing on stainless steel 316L processed by laser powder bed fusion. Mater. Sci. Eng. A 2021, 802, 140660. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Machine | Approximate Cost | Approximate Feedstock Cost/kg |
|---|---|---|---|
| FFF | Creality Ender 3 v2 | $250 | $150 (filament) |
| Makerbot Method X | $5000 | ||
| L-PBF | Renishaw AM400 | >$250,000 | $200 (powder) |
| Level | Line Width (mm) | Layer Height (mm) | Extrusion Multiplier (%) |
|---|---|---|---|
| 1 | 0.3 | 0.1 | 100 |
| 2 | 0.5 | 0.25 | 120 |
| Method X default | 0.4 | 0.152 | 100 |
| Specimen | Printer | Line Width (mm) | Layer Height (mm) | Extrusion Multiplier (%) |
|---|---|---|---|---|
| E111 | Ender 3 v2 | 0.3 | 0.1 | 100 |
| E221 | Ender 3 v2 | 0.5 | 0.25 | 100 |
| E122 | Ender 3 v2 | 0.5 | 0.1 | 120 |
| E212 | Ender 3 v2 | 0.3 | 0.25 | 120 |
| M111 | Method X | 0.3 | 0.1 | 100 |
| M221 | Method X | 0.5 | 0.25 | 100 |
| MBDS | Method X | 0.4 | 0.152 | 100 |
| MBDS1x1 | Method X | 0.4 | 0.152 | 100 |
| Specimen | Measured Density (g/cm3) | Relative Density (%) | OM Density (%) |
|---|---|---|---|
| E111 | 7.8206 ± 0.3012 | 99.8 | 89.0 ± 0.88% |
| E221 | 7.9161 ± 0.2424 | 101 | 80.8 ± 2.59% |
| E122 | 7.7874 ± 0.2212 | 99.3 | 94.7 ± 0.53% |
| E212 | 7.7133 ± 0.2113 | 98.4 | 95.9 ± 0.80% |
| M111 | 7.6695 ± 0.3595 | 97.8 | 97.7 ± 1.19% |
| M221 | 7.7246 ± 0.2319 | 98.5 | 99.1 ± 0.13% |
| MBDS | 7.7694 ± 0.1982 | 99.1 | 99.3 ± 0.29% |
| MBDS1x1 | 7.6902 ± 0.1667 | 98.1 | 99.3 ± 0.31% |
| L-PBF | 7.8018 ± 0.0783 | 99.5 | 99.5 ± 0.31% |
| Specimen | Elastic Modulus (GPa) | Yield Strength (MPa) | UTS (MPa) | Hardness (HV0.5) |
|---|---|---|---|---|
| E111 | 131.2 ± 15.40 | 103.2 ± 21.41 | 271.5 ± 41.95 | N/A |
| E221 | 121.4 ± 17.7 | 84.29 ± 9.21 | 306.04 ± 17.07 | 176.8 ± 50.87 |
| E122 | 136.2 ± 12.75 | 134.8 ± 19.98 | 434.25 ± 33.58 | 176.2 ± 35.73 |
| E212 * | 176.3 ± 29.77 | 141.8 ± 10.29 | 466.2 ± 19.08 | 182.6 ± 37.96 |
| M111 | 170.0 ± 17.31 | 153.8 ± 7.20 | 506.3 ± 2.79 | 179.1 ± 34.96 |
| M221 | 179.7 ± 06.47 | 148.1 ± 5.80 | 505.3 ± 6.14 | 179.6 ± 33.49 |
| MBDS | 166.0 ± 19.04 | 158.2 ± 6.18 | 513.7 ± 2.77 | 181.0 ± 27.75 |
| MBDS1x1 | 165.5 ± 18.56 | 154.3 ± 2.86 | 509.5 ± 1.21 | 188.4 ± 37.27 |
| L-PBF | 190.6 ± 07.69 | 395.38 ± 13.33 | 536.63 ± 9.39 | 220.9 ± 23.46 |
| 316L Plate | 185.0 ± 11.09 | 302.54 ± 05.10 | 631.33 ± 2.85 | 193.7 ± 18.59 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Betts, J.L.; Sampson, B.J.; Lindsey, K.; Brinkley, F.M.; Priddy, M.W. Reduction of Process Induced Porosity for Ultrafuse 316L through Parameter Optimization of Creality Ender 3 V2 and Makerbot Method X. Crystals 2024, 14, 285. https://doi.org/10.3390/cryst14030285
Betts JL, Sampson BJ, Lindsey K, Brinkley FM, Priddy MW. Reduction of Process Induced Porosity for Ultrafuse 316L through Parameter Optimization of Creality Ender 3 V2 and Makerbot Method X. Crystals. 2024; 14(3):285. https://doi.org/10.3390/cryst14030285
Chicago/Turabian StyleBetts, Jeffery Logan, Bradley J. Sampson, Kyle Lindsey, Frank M. Brinkley, and Matthew W. Priddy. 2024. "Reduction of Process Induced Porosity for Ultrafuse 316L through Parameter Optimization of Creality Ender 3 V2 and Makerbot Method X" Crystals 14, no. 3: 285. https://doi.org/10.3390/cryst14030285
APA StyleBetts, J. L., Sampson, B. J., Lindsey, K., Brinkley, F. M., & Priddy, M. W. (2024). Reduction of Process Induced Porosity for Ultrafuse 316L through Parameter Optimization of Creality Ender 3 V2 and Makerbot Method X. Crystals, 14(3), 285. https://doi.org/10.3390/cryst14030285