
Effect of Si Gradient Pattern on the Microstructure and Properties of Laminated Electrical Steel Composites Prepared by Hot-Press Sintering


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Processing
2.2. Characterization of Microstructure and Properties
3. Results and Discussion
3.1. Microstructures and Properties of the Initial Materials and Hot-Pressed Bands
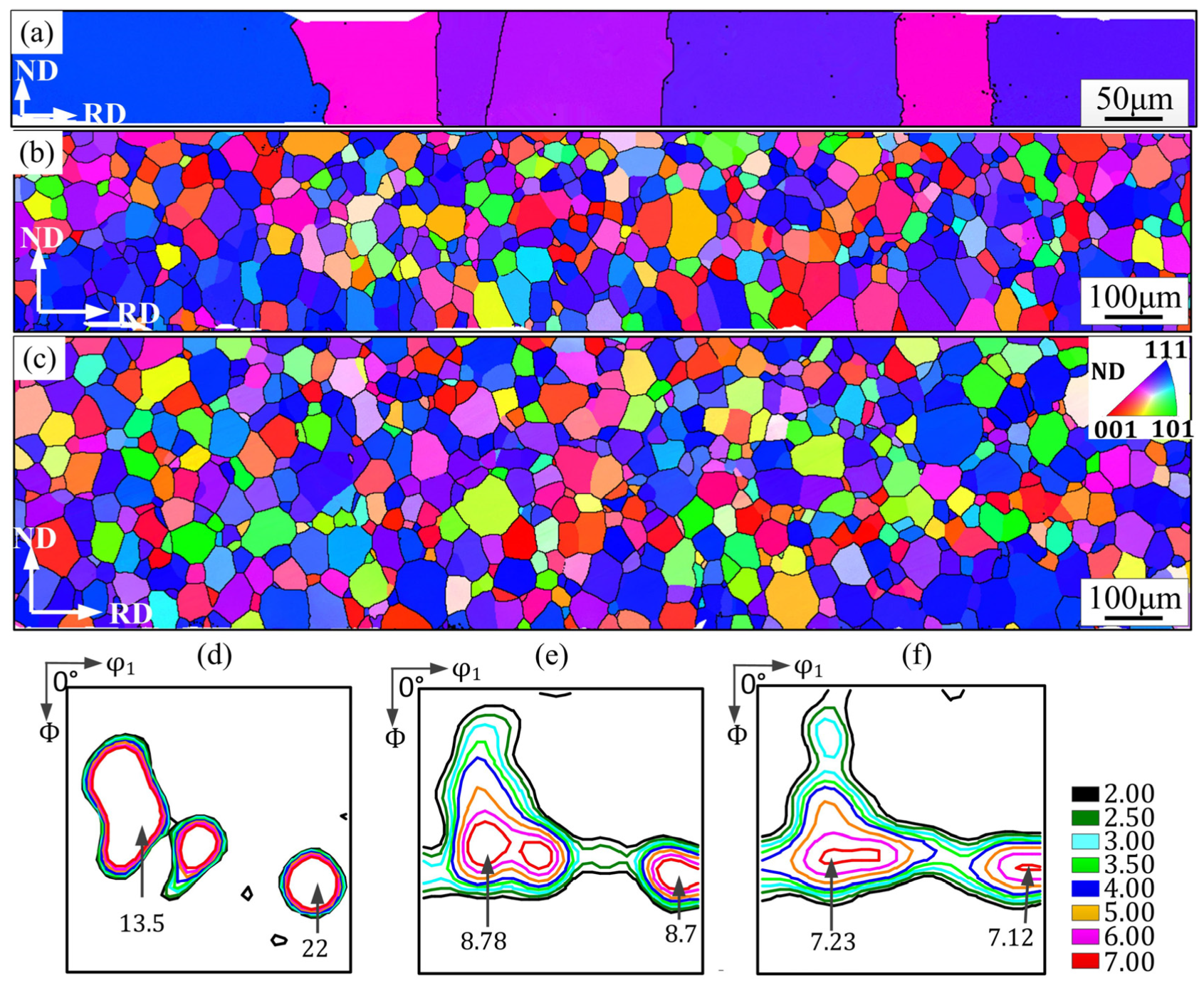
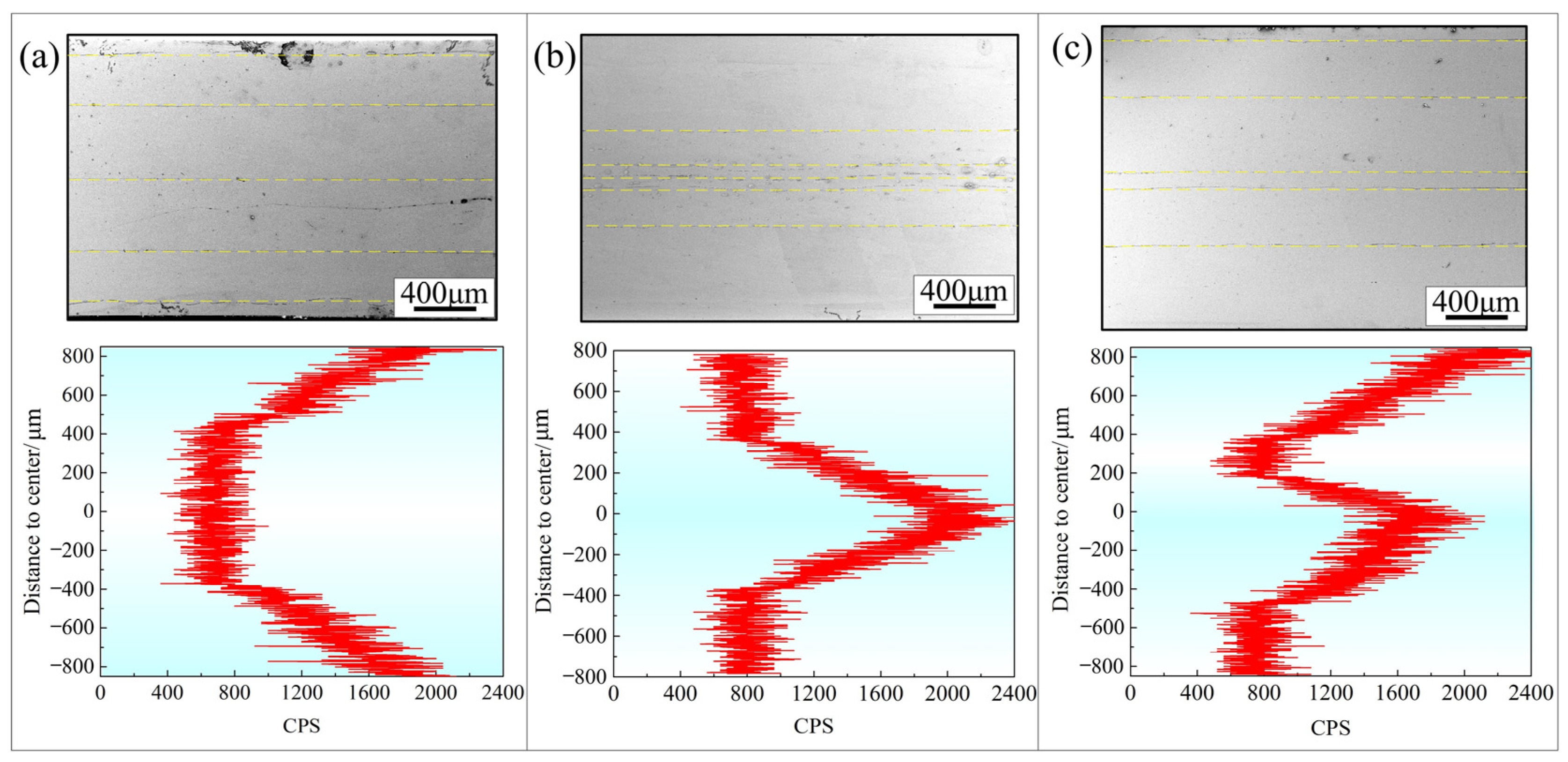
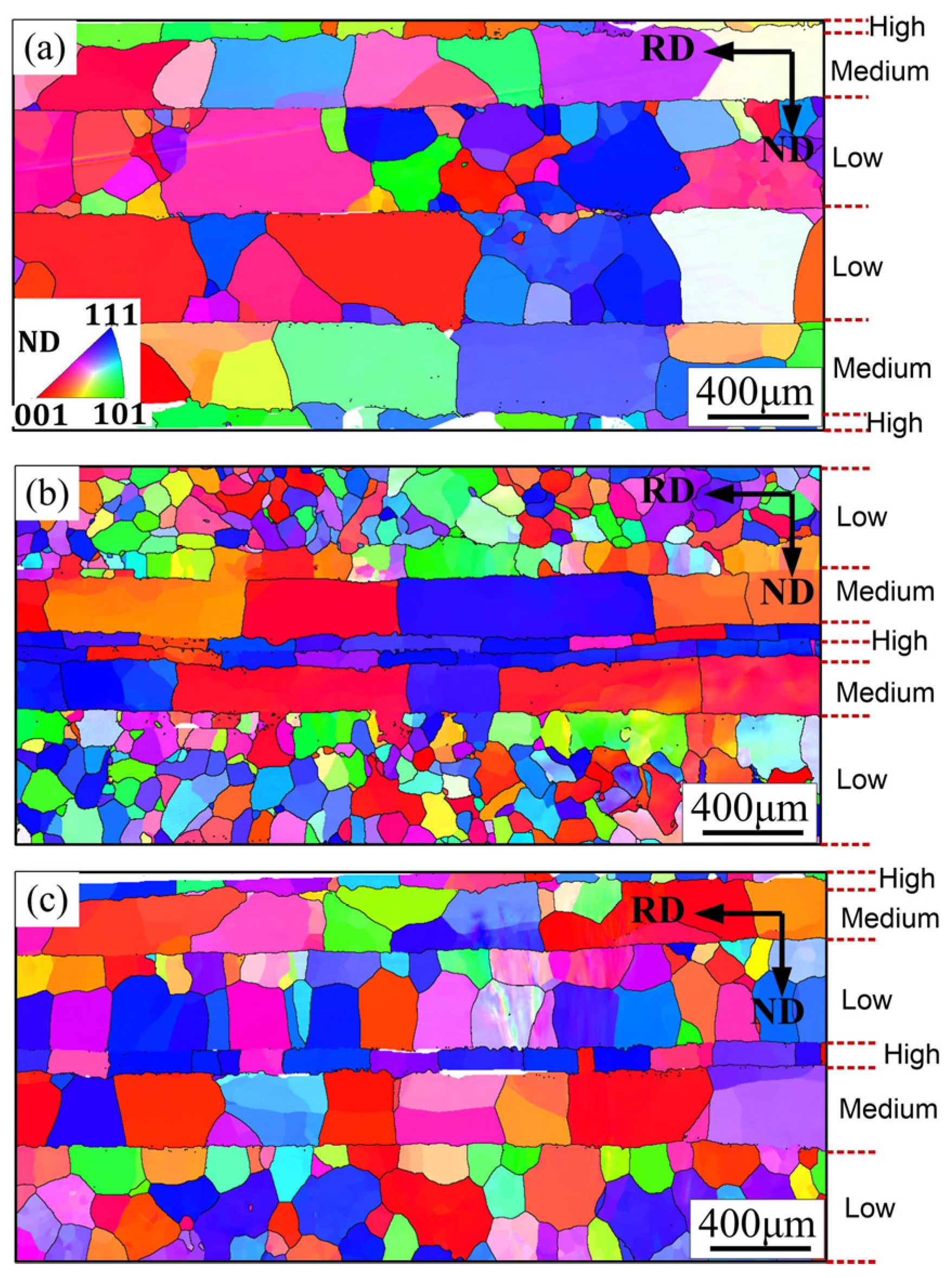
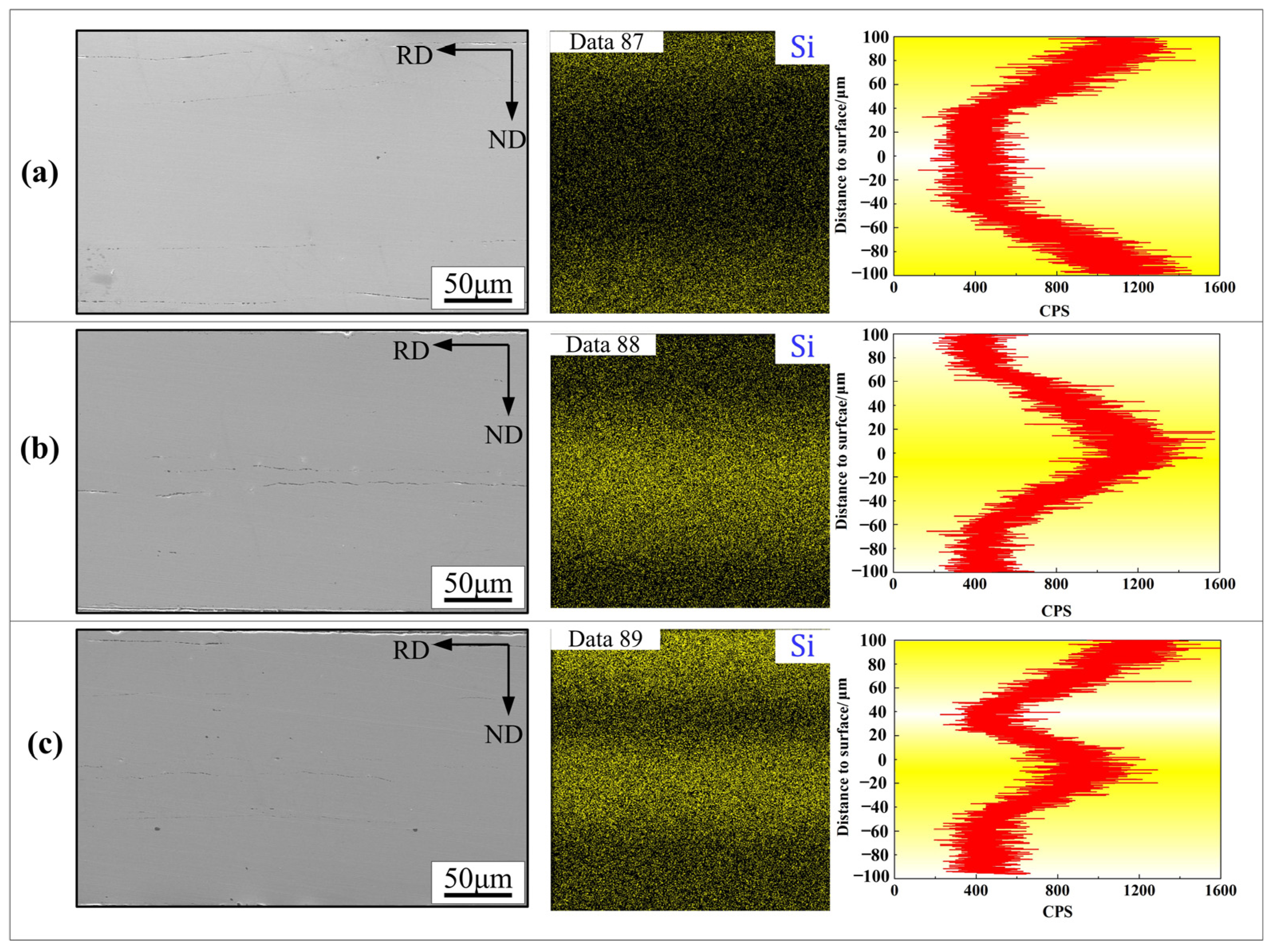
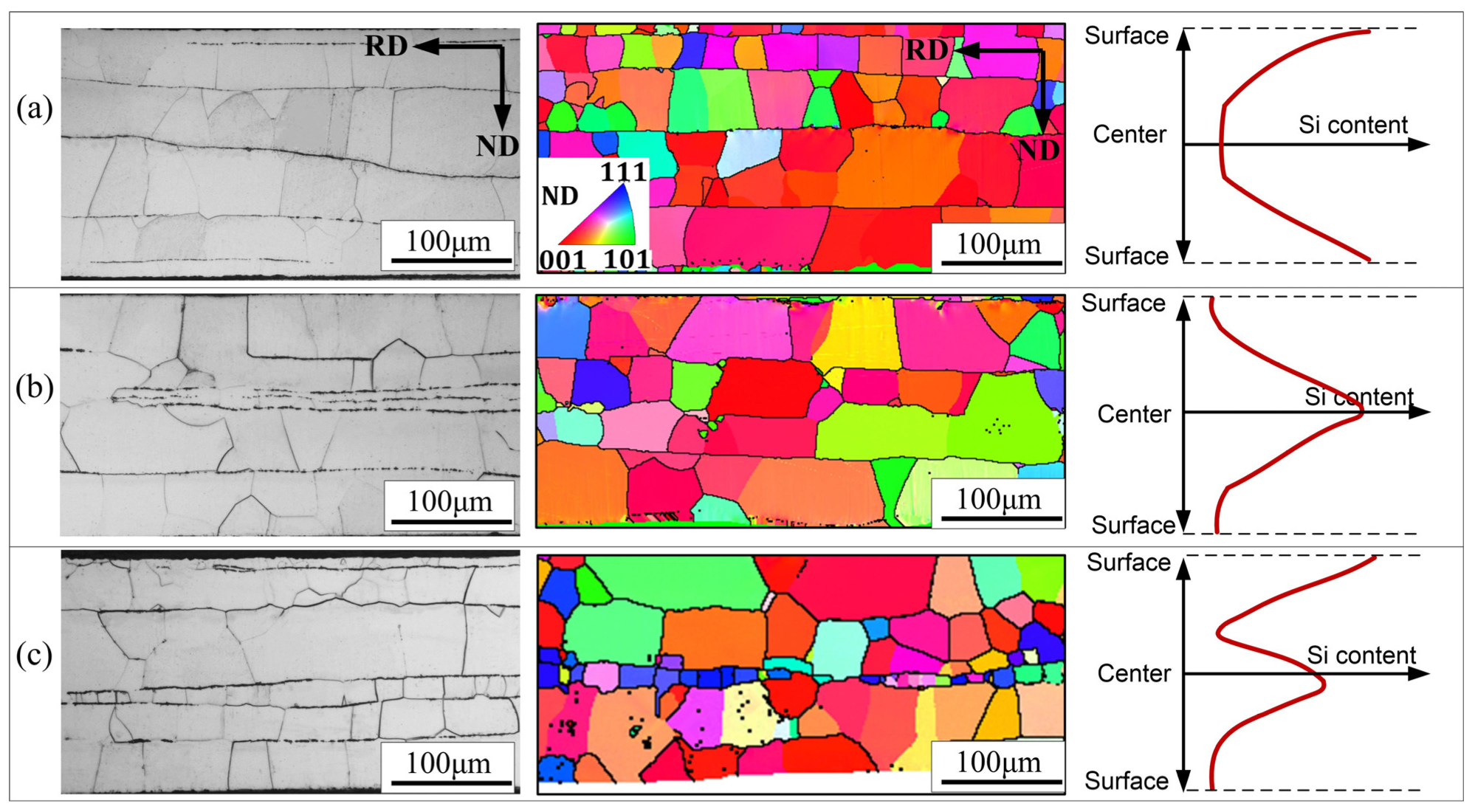
3.2. Microstructure Evolution During Rolling and Annealing of the Hot-Pressed Si-Gradient Steel
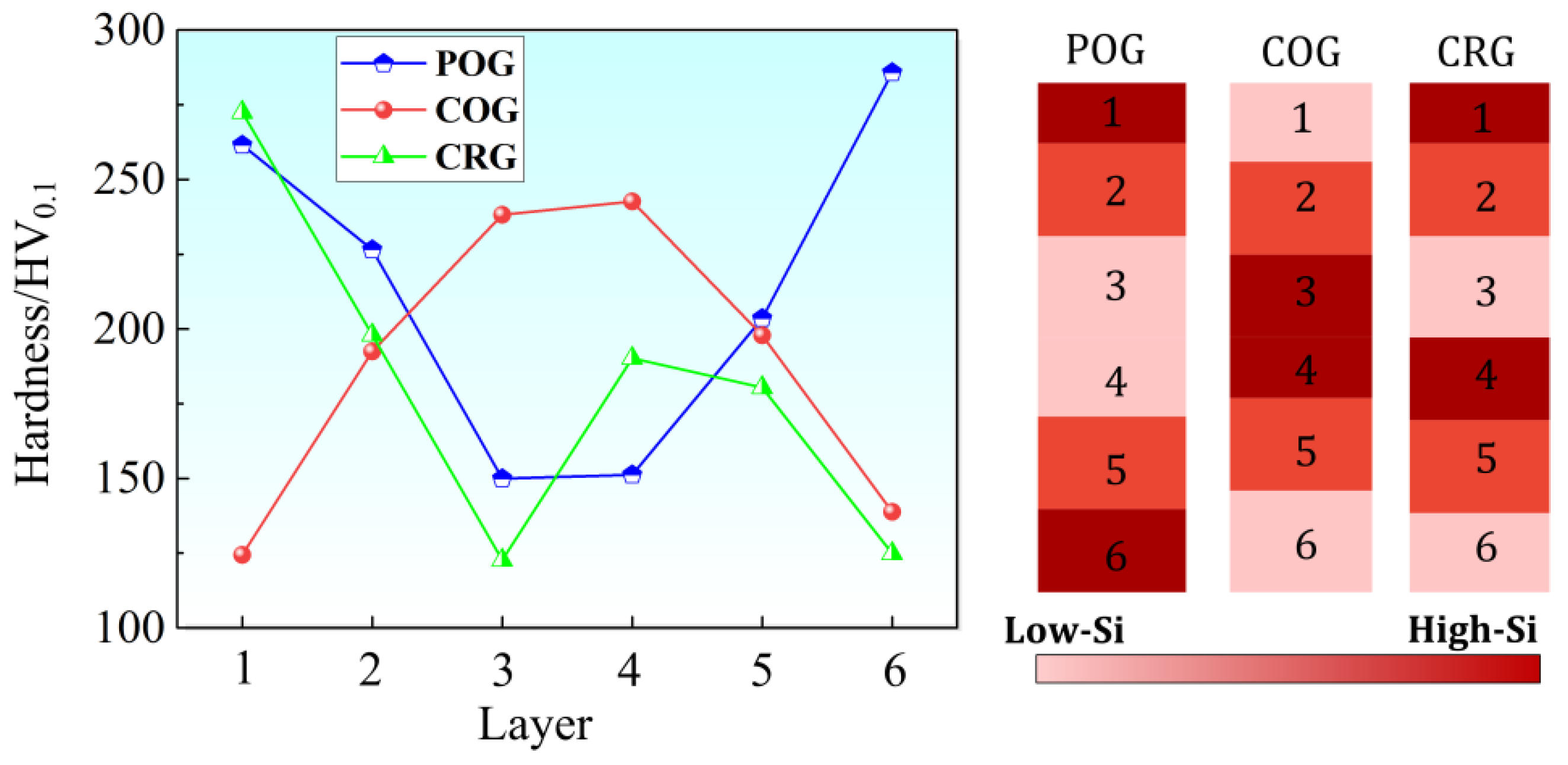
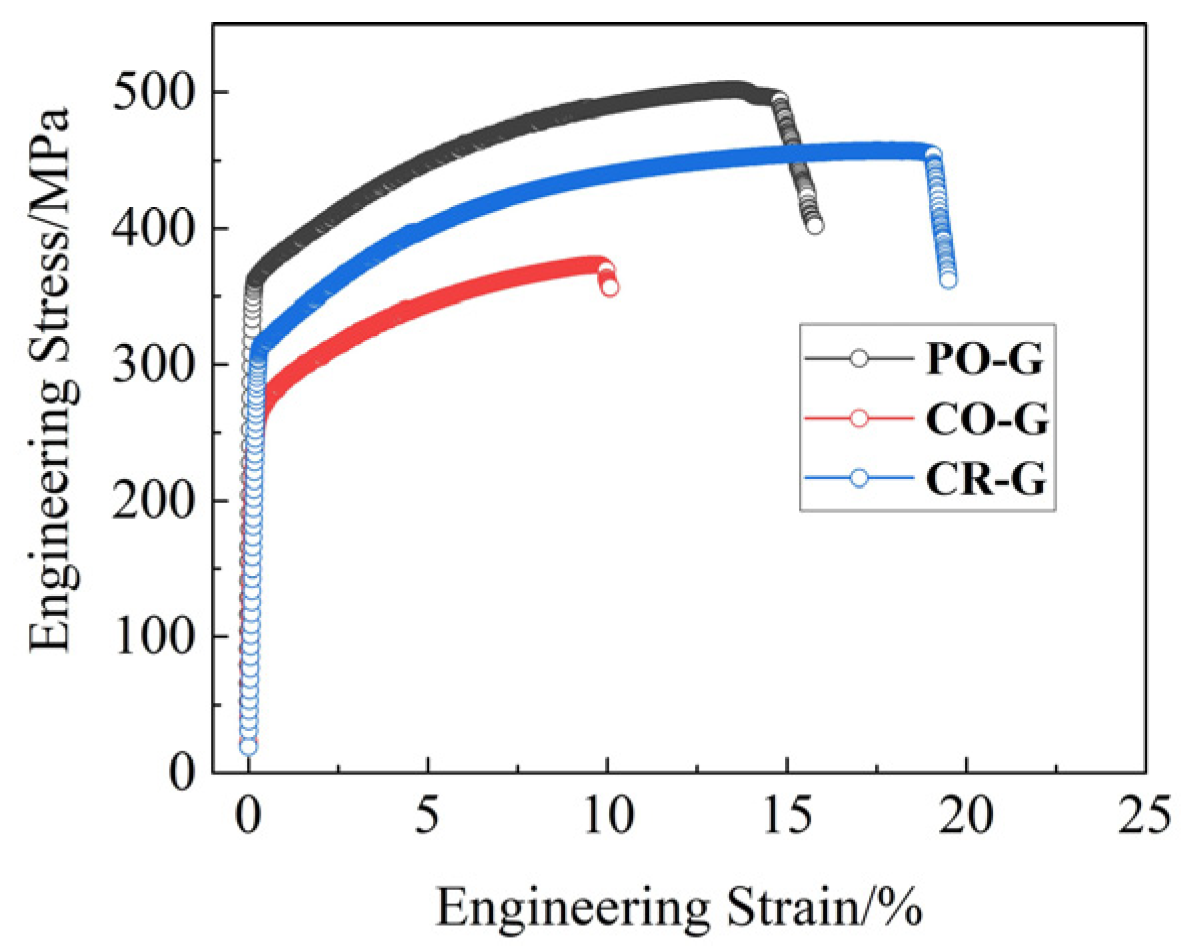
3.3. Magnetic and Mechanical Properties of the Annealed Si-Gradient Electrical Steel
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fan, L.; Zhu, Y.; Yue, E.; He, J.; Sun, L. Microstructure and texture evolution of ultra-thin high grade non-oriented silicon steel used in new energy vehicle. Mater. Res. Express 2022, 9, 096515. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, B.; Zhou, Y.; Wu, Y.; Zhu, H. Evaluation of pitting corrosion in duplex stainless steel Fe20Cr9Ni for nuclear power application. Acta Mater. 2020, 197, 172–183. [Google Scholar] [CrossRef]
- Tian, W.P.; Jin, Z.Q.; Wang, X.R.; Xie, G.M. Wire-arc directed energy deposition super martensitic stainless steel with excellent strength and plasticity. J. Manuf. Process. 2023, 103, 11–22. [Google Scholar] [CrossRef]
- Guo, F.; Niu, Y.; Fu, B.; Qiao, J.; Qiu, S. Influence mechanisms of cold rolling reduction rate on microstructure, texture and magnetic properties of non-oriented silicon steel. Crystals 2024, 14, 853. [Google Scholar] [CrossRef]
- Jiao, H.; Xu, Y.; Zhao, L.; Misra, R.D.K.; Tang, Y.; Liu, D.; Hu, Y.; Zhao, M.J.; Shen, M. Texture evolution in twin-roll strip cast non-oriented electrical steel with strong Cube and Goss texture. Acta Mater. 2020, 199, 311–325. [Google Scholar] [CrossRef]
- Du, Y.; O’ Malley, R.; Buchely, M.F. Review of magnetic properties and texture evolution in non-oriented electrical steels. Appl. Sci. 2023, 13, 6097. [Google Scholar] [CrossRef]
- Hawezy, D. The influence of silicon content on physical properties of non-oriented silicon steel. Mater. Sci. Technol. 2017, 33, 1560–1569. [Google Scholar] [CrossRef]
- Yu, J.; Feng, H.; Jiang, S.; Wang, L.; Lin, P.; Sun, D.; Yan, B.; Zhang, Y. Revealing mechanisms for significantly enhancing plasticity of high silicon steel by combining experiment with first principle. Mater. Charact. 2023, 204, 113223. [Google Scholar] [CrossRef]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Peng, M.; Zhong, Y.; Zheng, T.; Lan, L.; Zhou, J.; Ren, Z. 6.5 wt% Si high silicon steel sheets prepared by composite electrodeposition in magnetic field. J. Mater. Sci. Technol. 2018, 34, 2492–2497. [Google Scholar] [CrossRef]
- Li, C.; Yang, C.; Cai, G.; Wang, Q. Ordered phases and microhardness of Fe-6.5%Si steel sheet after hot rolling and annealing. Mater. Sci. Eng. A 2016, 650, 84–92. [Google Scholar] [CrossRef]
- Zhang, D.; Song, Y.; Wu, Z.; Yang, X.; Wang, C.; Su, Y.; Sun, H.L.; Ma, C.; Wang, B. Texture genetics and magnetic properties of Fe-6.5% Si materials modified with Cu. J. Mater. Sci. 2024, 59, 16735–16748. [Google Scholar] [CrossRef]
- Takada, Y.; Abe, M.; Masuda, S.; Inagaki, J. Commercial scale production of Fe-6.5 wt.% Si sheet and its magnetic properties. J. Appl. Phys. 1988, 64, 5367–5369. [Google Scholar] [CrossRef]
- Ros-Yanez, T.; De Wulf, M.; Houbaert, Y. Influence of the Si and Al gradient on the magnetic properties of high-Si electrical steel produced by hot dipping and diffusion annealing. J. Magn. Magn. Mater. 2004, 272–276, e521–e522. [Google Scholar] [CrossRef]
- Tian, G.K.; Bi, X.F. Fabrication and magnetic properties of Fe-6.5% Si alloys by magnetron sputtering method. J. Alloys Comp. 2010, 502, 1–4. [Google Scholar] [CrossRef]
- Yoshizaki, S.; Zaizen, Y.; Okubo, T. Characterization of a small motor for drones using new Si-gradient steel (JNRFTM). J. Magn. Magn. Mater. 2024, 593, 171751. [Google Scholar] [CrossRef]
- Hiratani, T.; Zaizen, Y.; Oda, Y.; Yoshizaki, S.; Senda, K. Investigation of the magnetic properties of Si-gradient steel sheet by comparison with 6.5% Si steel sheet. AIP Adv. 2018, 8, 056122. [Google Scholar] [CrossRef]
- Yu, H.; Wen, Y.; Bi, X. Magnetic and mechanical properties of the gradient FeSi alloys fabricated by magnetron sputtering. J. Alloys Comp. 2015, 634, 83–86. [Google Scholar] [CrossRef]
- Wu, Z.Y.; Xian, C.; Jia, J.X.; Liao, X.W.; Kong, H.; Wang, X.S.; Xu, K. Silica coating of Fe-6.5 wt%Si particles using fluidized bed CVD: Effect of precursor concentration on core-shell structure. J. Phys. Chem. Solids 2020, 146, 109626. [Google Scholar] [CrossRef]
- Fang, F.; Che, S.; Wang, F.; Zhao, Y.; Zhang, Y.; Wang, W.; Cao, G.; Yuan, G.; Misra, R.D.K.; Wang, G. Microstructure evolution and strengthening mechanism in thin-gauge non-oriented silicon steel with high strength. J. Magn. Magn. Mater. 2022, 563, 169791. [Google Scholar] [CrossRef]
- Li, H.Z.; Liu, H.T.; Liu, Y.; Liu, Z.Y.; Cao, G.M.; Luo, Z.H.; Zhang, F.Q.; Chen, S.L.; Lyu, L.; Wang, G.D. Effects of warm temper rolling on microstructure, texture and magnetic properties of strip-casting 6.5 wt% Si electrical steel. J. Magn. Magn. Mater. 2014, 370, 6–12. [Google Scholar] [CrossRef]
- Jiao, H.; Wu, W.; Hou, Z.; Xie, X.; Tang, Y.; Misra, R.D.K.; Liu, D.; Hu, Y.; Zhao, L. Ultrastrong {100} texture in twin-roll strip cast non-oriented electrical steel through two-step annealing. Scr. Mater. 2024, 243, 115998. [Google Scholar] [CrossRef]
- Zhao, J.; Zaiser, M.; Lu, X.; Zhang, B.; Huang, C.; Kang, G.; Zhang, X. Size-dependent plasticity of hetero-structured laminates: A constitutive model considering deformation heterogeneities. Int. J. Plast. 2021, 145, 103063. [Google Scholar] [CrossRef]
- Yuan, W.J.; Li, J.G.; Shen, Q.; Zhang, L.M. A study on magnetic properties of high Si steel obtained through powder rolling processing. J. Magn. Magn. Mater. 2008, 320, 76–80. [Google Scholar] [CrossRef]
- Sidor, J.J.; Verbeken, K.; Gomes, E. Through process texture evolution and magnetic properties of high Si non-oriented electrical steels. Mater. Charact. 2012, 71, 49–57. [Google Scholar] [CrossRef]
- Hou, D.; Fang, F.; Wang, Y.; Zhang, Y.; Zhang, X.; Misra, R.D.K.; Yuan, G. Nanoprecipitation behavior and resultant mechanical and magnetic properties in Fe-Si-Ni-Al-Mn high strength non-oriented silicon steel. Mater. Sci. Eng. A 2021, 819, 141529. [Google Scholar] [CrossRef]
- Jiao, H.; Xie, X.; Tang, Y.; Hu, Y.; Liu, D.; Zhao, L. Improved texture and magnetic properties in thingauge strip-cast non-oriented electrical steel through matching design of hot-cold rolling. J. Mater. Res. Technol. 2023, 24, 6411–6424. [Google Scholar] [CrossRef]
- Zhou, H.; Huang, C.; Sha, X.; Xiao, L.; Ma, X.; Höppel, H.W.; Göken, M.; Wu, X.; Ameyama, K.; Han, X. In-situ observation of dislocation dynamics near heterostructured interfaces. Mater. Res. Lett. 2019, 7, 376–382. [Google Scholar] [CrossRef]
- Liang, F.; Zhang, B.; Yong, Y.; Luo, X.M.; Zhang, G.P. Enhanced strain delocalization through formation of dispersive micro shear bands in laminated Ni. Int. J. Plast. 2020, 132, 102745. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | B50 (T) | P10/100 (W/kg) | P10/400 (W/kg) | P10/1000 (W/kg) |
|---|---|---|---|---|
| High-silicon steel | 1.66 | 1.09 | 6.24 | 21.66 |
| Medium-silicon steel | 1.72 | 2.30 | 16.52 | 75.53 |
| Low-silicon steel | 1.77 | 3.71 | 33.78 | 172.21 |
| Sample | σ0.2/MPa | σb/MPa | Elongation/% |
|---|---|---|---|
| PO-G | 365.4 | 501.7 | 14.6 |
| CO-G | 268.7 | 373.2 | 9.8 |
| CR-G | 315.7 | 457.3 | 18.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, K.; Xu, Q.; Jiao, H.; Hu, Y. Effect of Si Gradient Pattern on the Microstructure and Properties of Laminated Electrical Steel Composites Prepared by Hot-Press Sintering. Crystals 2024, 14, 1023. https://doi.org/10.3390/cryst14121023
Gao K, Xu Q, Jiao H, Hu Y. Effect of Si Gradient Pattern on the Microstructure and Properties of Laminated Electrical Steel Composites Prepared by Hot-Press Sintering. Crystals. 2024; 14(12):1023. https://doi.org/10.3390/cryst14121023
Chicago/Turabian StyleGao, Ke, Qiang Xu, Haitao Jiao, and Yong Hu. 2024. "Effect of Si Gradient Pattern on the Microstructure and Properties of Laminated Electrical Steel Composites Prepared by Hot-Press Sintering" Crystals 14, no. 12: 1023. https://doi.org/10.3390/cryst14121023
APA StyleGao, K., Xu, Q., Jiao, H., & Hu, Y. (2024). Effect of Si Gradient Pattern on the Microstructure and Properties of Laminated Electrical Steel Composites Prepared by Hot-Press Sintering. Crystals, 14(12), 1023. https://doi.org/10.3390/cryst14121023