


Progress on the Effect and Mechanism of Ultrasonic Impact Treatment on Additive Manufactured Metal Fabrications


 ,
,
Abstract
1. Introduction
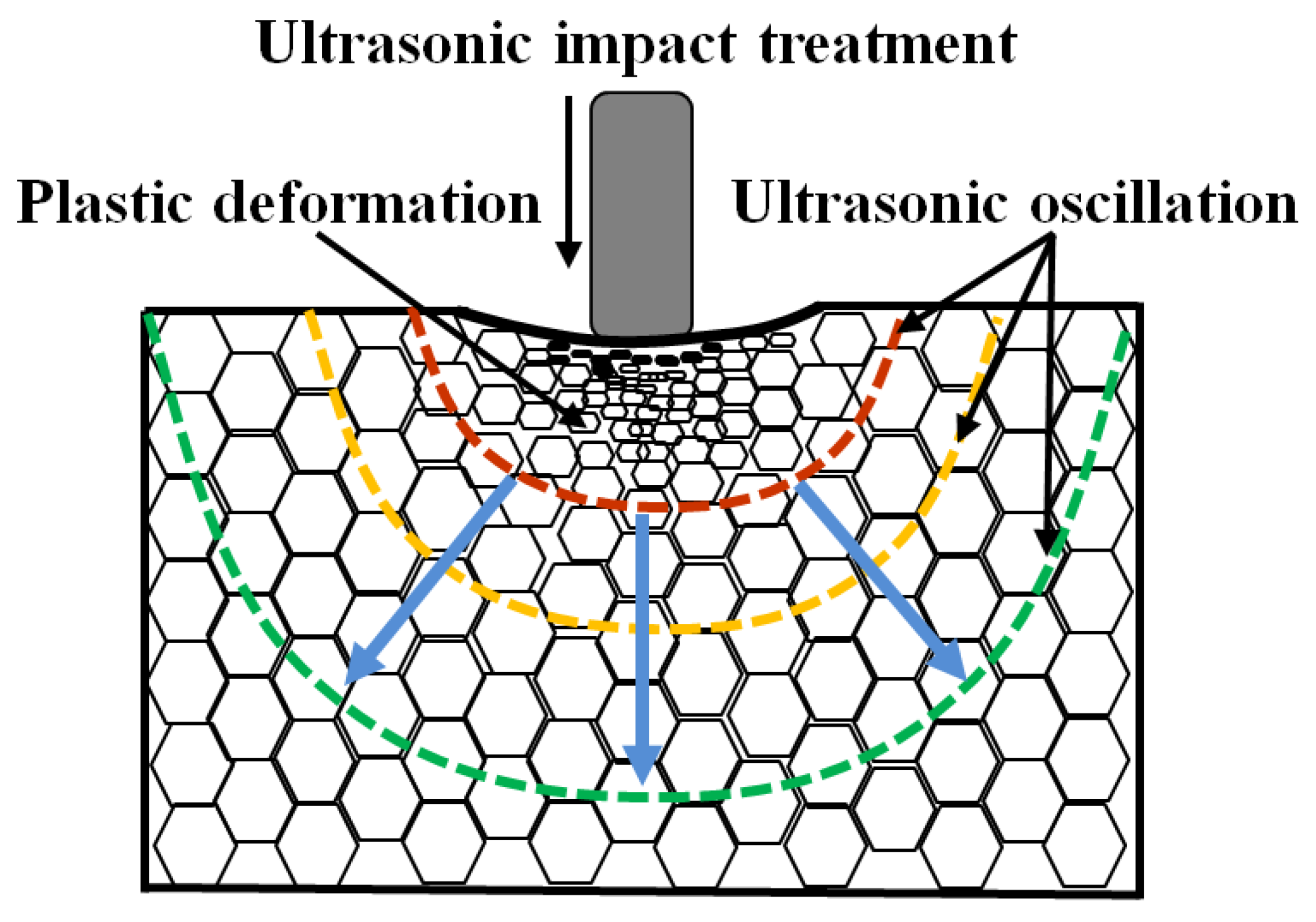
2. Working Principle and Role of Various Process Parameters
3. Effect of UIT on AM Fabrications
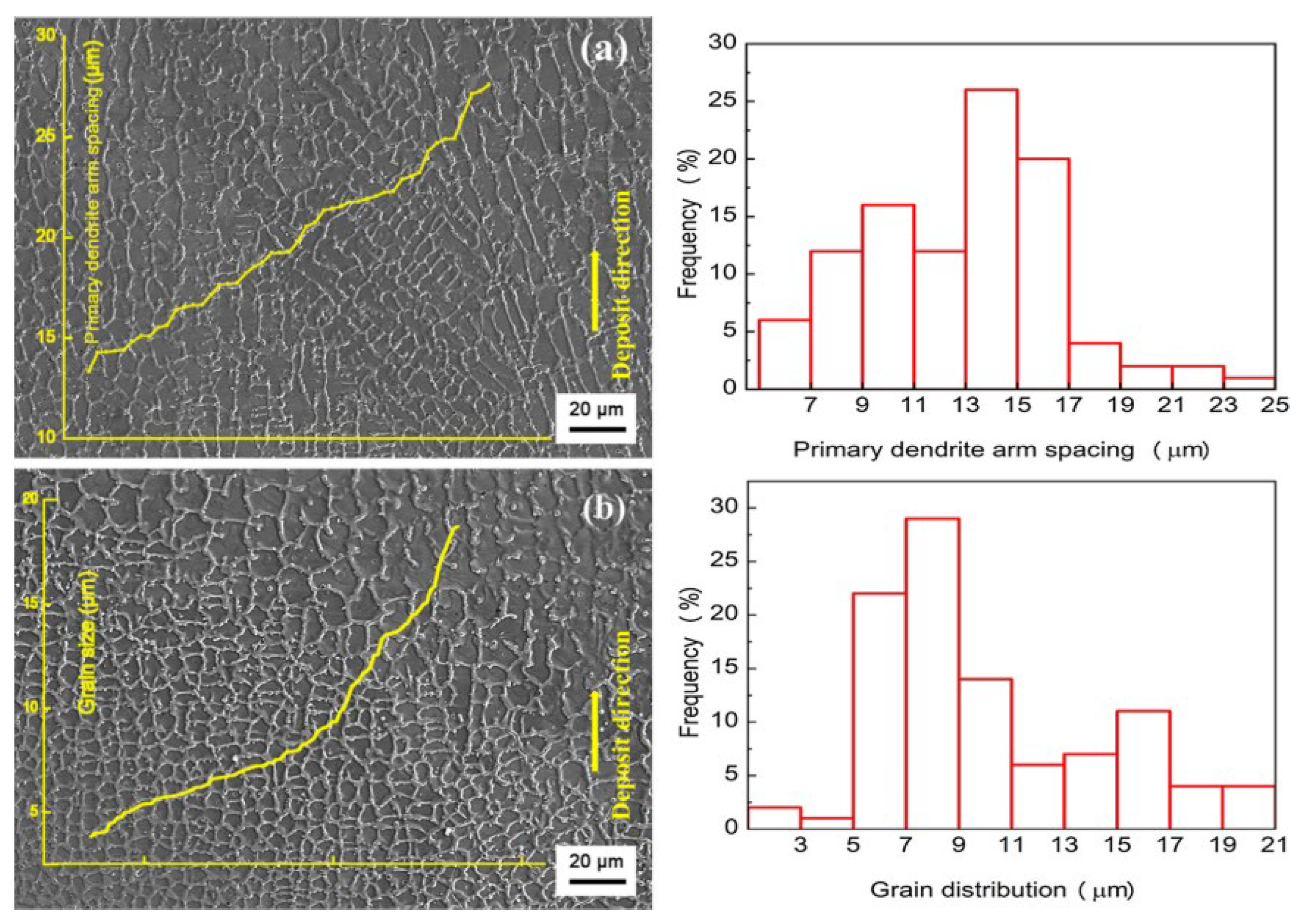
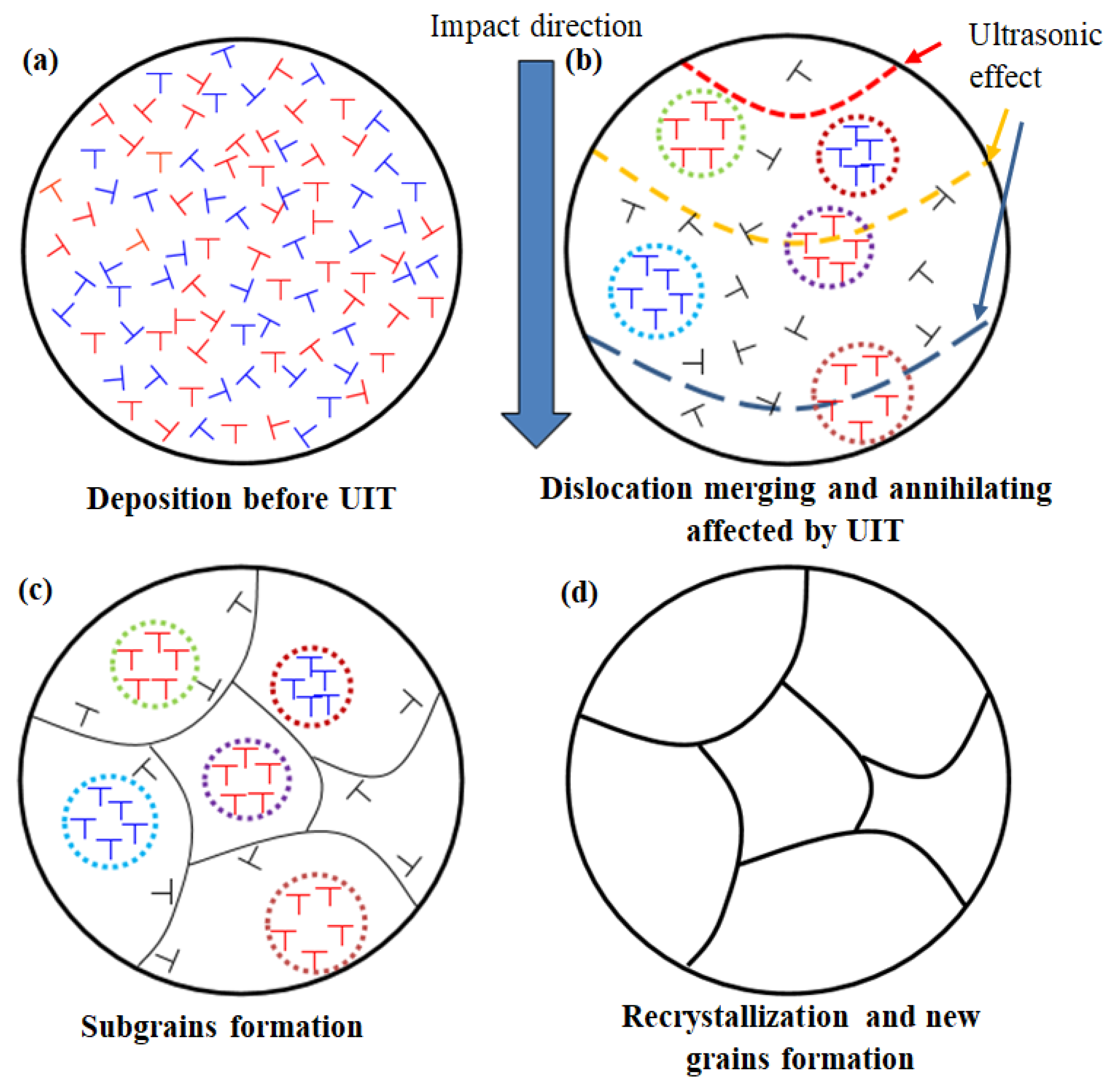
3.1. Microstructure Improvement and Grain Refinement
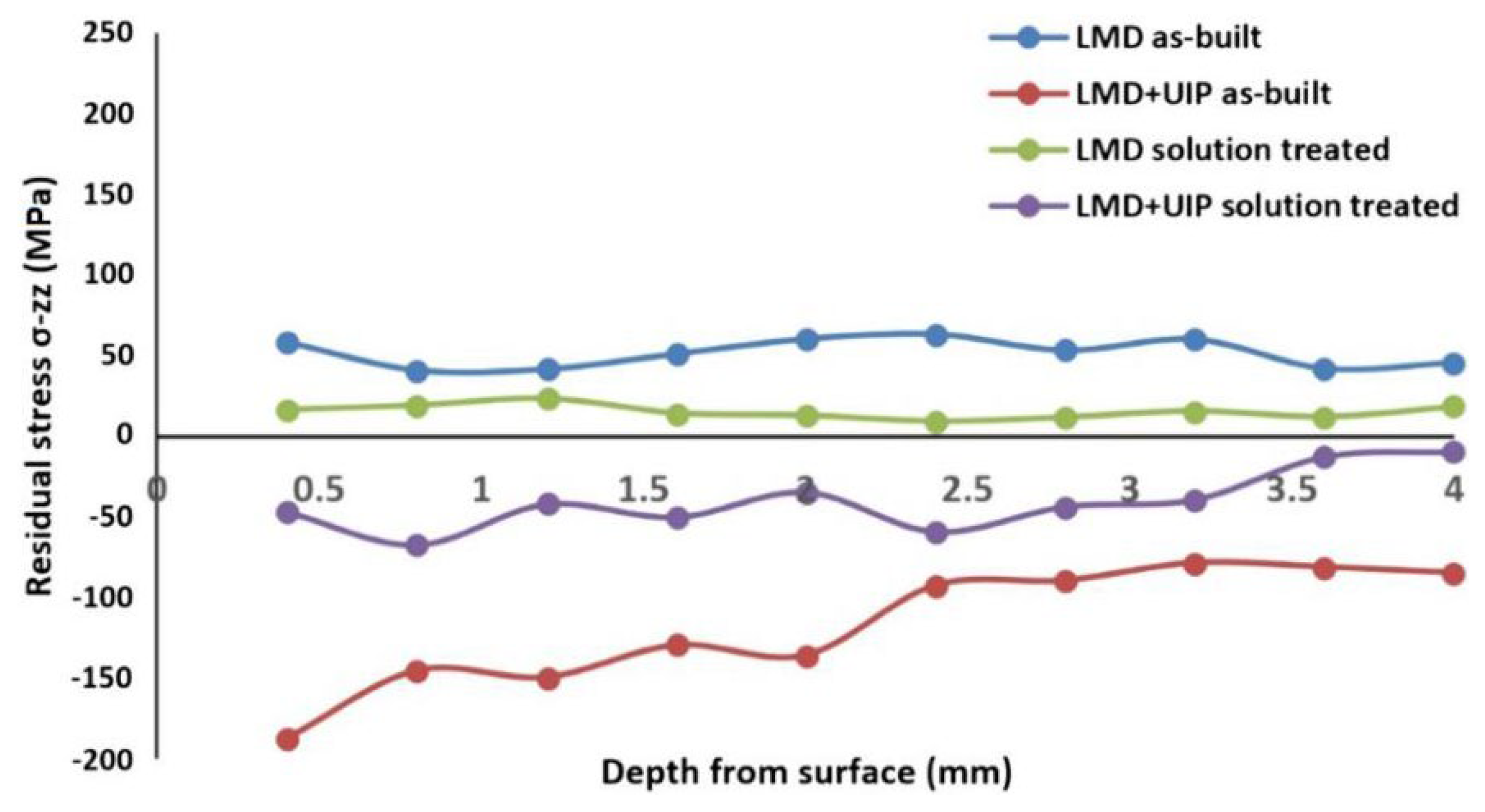
3.2. Stress Reconstruction
3.3. Surface Roughness Improvement
3.4. Defect Healing
3.5. Comprehensive Performance Strengthening
4. Summary and Prospect
- (1)
- The process is hoped to be stable and controllable when using UIT to strengthen additively manufactured fabrications. Good repeatability is desired during each impact, and the strengthening effect can be more easily observed and quantifiable. However, a certain degree of randomness exists in the operation since UIT is a complex instantaneous non-stationary process with high strain. So, it isn’t easy to fully reproduce the previous impact effect even if the main impact process parameters are fixed. Therefore, in future work, the stability and reproducibility of the UIT effect should be improved through precise process control. And visual assessment of the quantitative UIT effect should be realized to provide a basis for the refinement processing in the practical application of additive manufacturing.
- (2)
- Researchers prefer to pay more attention to the strengthening effect during the process of AM assisted by UIT. However, at this stage, the research on the strengthening mechanism of UIT still stays at a relatively superficial level. And the systematic analysis of the action mechanism of different process parameter matching is insufficient. Therefore, an in-depth and systematic study on the strengthening mechanism between UIT and AM metal fabrications from the perspectives of plastic deformation, ultrasonic oscillation, and stress wave should be conducted in conjunction with the physical process of UIT. This work can provide a theoretical basis and process support for the future development of UIT parameter settings when dealing with materials with different physical properties in the AM process.
- (3)
- UIT, a method to strengthen AM metal fabrications, can significantly affect the strengthening effect by coupling the stress field, flow field, and temperature field in the process of AM assisted by UIT. Therefore, how to make scientific cooperation between UIT and AM, to realize the targeted regulation on the microstructure, performance, and stress state of fabrications, and to effectively enhance the effect of UIT is one of the critical issues that need to be focused on in the future. The related research will help to take advantage of the combined technology of UIT and AM, promoting a more comprehensive application of this technology in the manufacturing industry.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Truby, R.; Lewis, J. Printing soft matter in three dimensions. Nature 2016, 540, 371. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Wang, S.; Liang, J.; Hu, H.; Li, Q.; Chen, H. Effect of Lanthanum Oxide on the Microstructure and Properties of Ti-6Al-4V Alloy during CMT-Additive Manufacturing. Crystals 2023, 13, 515. [Google Scholar] [CrossRef]
- Peng, D.; Champagne, V.; Ang, A.; Birt, A.; Michelson, A.; Pinches, S.; Jones, R. Computing the Durability of WAAM 18Ni-250 Maraging Steel Specimens with Surface Breaking Porosity. Crystals 2023, 13, 443. [Google Scholar] [CrossRef]
- Zhang, G.; He, G.; Gu, Y.; Shi, Y. Effect of Process Parameters on Arc Shape, Macroscopic Features, and Microhardness in Pulsed GMA-Additive Manufacturing. Crystals 2023, 13, 546. [Google Scholar] [CrossRef]
- Miyata, Y.; Okugawa, M.; Koizumi, Y.; Nakano, T. Inverse Columnar-Equiaxed Transition (CET) in 304 and 316L Stainless Steels Melt by Electron Beam for Additive Manufacturing (AM). Crystals 2021, 11, 856. [Google Scholar] [CrossRef]
- Mooney, B.; Kourousis, K.I. A review of factors affecting the mechanical properties of maraging steel 300 fabricated via laser powder bed fusion. Metals 2020, 10, 1273. [Google Scholar] [CrossRef]
- Chi, J.; Cai, Z.; Wan, Z. Effects of heat treatment combined with laser shock peening on wire and arc additive manufactured Ti17 titanium alloy: Microstructures, residual stress and mechanical properties. Surf. Coat. Technol. 2020, 396, 125908. [Google Scholar] [CrossRef]
- Colegrove, P.; Coules, H.; Fairman, J. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782. [Google Scholar] [CrossRef]
- Hönnige, J.; Davis, A.; Ho, A. The effectiveness of grain refinement by machine hammer peening in high deposition rate wire-arc AM Ti-6Al-4V. Metall. Mater. Trans. A 2020, 51, 3692. [Google Scholar] [CrossRef]
- Zhang, Y.; Ren, N.; Meng, W. Effects of ultrasonic vibration on microstructure, mechanical properties, and fracture mode of inconel 625 parts fabricated by cold metal transfer arc additive manufacturing. J. Mater. Eng. Perform. 2021, 30, 9. [Google Scholar] [CrossRef]
- Zhou, C.; Jiang, F.; Xu, D. A calculation model to predict the impact stress field and depth of plastic deformation zone of additive manufactured parts in the process of ultrasonic impact treatment. J. Mater. Process. Technol. 2020, 280, 116599. [Google Scholar] [CrossRef]
- Statnikov, S.; Oleg, C.; Vityazev, V. Physics and mechanism of ultrasonic impact treatment. Ultrasonics 2006, 44, 533. [Google Scholar] [CrossRef] [PubMed]
- Statnikov, E.; Korolkov, O.; Muktepavel, V. Oscillating System and Tool for Ultrasonic Impact Treatment. U.S. Patent 7,276,824, 2 October 2007. [Google Scholar]
- Haagensen, P.; Maddox, S. IIW Recommendations on Post Weld Improvement of Steel and Aluminium Structures; IIW Doc. XIII-1815-00; International Institute of Welding: Kolkata, India, 2002. [Google Scholar]
- Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Anisotropic mechanical properties and deformation behavior of low-carbon high-strength steel component fabricated by wire and arc additive manufacturing. Mater. Sci. Eng. A 2020, 787, 139514. [Google Scholar] [CrossRef]
- Castillo-Morales, M.; Berber-Solano, T.; Salas-Zamarripa, A.; Zapata-Hernández, O.; Hernández-Sandoval, J.; Ledezma-Ramírez, D.; Castillo-Elizondo, J.; Aldaco-Castañeda, J. Effectiveness of the ultrasonic impact treatment in the retardation of the fatigue crack growth for 2024-T3 Al alloy components. Int. J. Adv. Manuf. Technol. 2020, 108, 157–165. [Google Scholar] [CrossRef]
- Panin, S.; Pochivalov, Y.; Perevalova, O. Effect of ultrasonic impact treatment on mechanical properties of 3D-printed Ti-6Al-4V titanium alloy parts. AIP Conf. Proc. 2019, 2141, 040012. [Google Scholar]
- Li, M.; Zhang, Q.; Han, B. Investigation on microstructure and properties of AlxCoCrFeMnNi high entropy alloys by ultrasonic impact treatment. J. Alloys Compd. 2020, 816, 152626. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Recrystallization behavior and tensile properties of laser metal deposited Inconel 718 upon in-situ ultrasonic impact peening and heat treatment. Mater. Sci. Eng. A 2020, 786, 139434. [Google Scholar] [CrossRef]
- Huang, S.; Qi, Z.; Zhang, A.; Zhang, X.; Li, Q.; Li, D. Reducing the anisotropy of the mechanical properties of directed energy deposited Ti6Al4V alloy with inter-layer ultrasonic impact peening and heat treatment. Mater. Sci. Eng. A 2022, 857, 144123. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917. [Google Scholar] [CrossRef]
- Collins, P.; Brice, D.; Samimi, P. Microstructural control of additively manufactured metallic materials. Annu. Rev. Mater. Res. 2016, 46, 63. [Google Scholar] [CrossRef]
- Sames, W.; List, F.; Pannala, S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315. [Google Scholar] [CrossRef]
- Liu, C.; Yan, L.; Xiao, H.; Wang, K. Microstructure and mechanical properties of wire-fed arc-based directed energy deposition of high-strength steel after ultrasonic impact oxidation treatment. J. Manuf. Process. 2023, 85, 179–191. [Google Scholar] [CrossRef]
- Statnikov, E.; Muktepavel, V. Technology of ultrasound impact treatment as a means of improving the reliability and endurance of welded metal structures. Weld. Int. 2003, 17, 741. [Google Scholar] [CrossRef]
- Berg-Pollack, A.; Voellmecke, F.; Sonsino, C. Fatigue strength improvement by ultrasonic impact treatment of highly stressed spokes of cast aluminium wheels. Int. J. Fatigue 2011, 33, 513. [Google Scholar] [CrossRef]
- Vasylyev, M.; Mordyuk, B.; Sidorenko, S. Influence of microstructural features and deformation-induced martensite on hardening of stainless steel by cryogenic ultrasonic impact treatment. Surf. Coat. Technol. 2018, 343, 57–68. [Google Scholar] [CrossRef]
- Yuan, K.; Sumi, Y. Simulation of residual stress and fatigue strength of welded joints under the effects of ultrasonic impact treatment (UIT). Int. J. Fatigue 2016, 92, 321–332. [Google Scholar] [CrossRef]
- Torres, M.; Voorwald, H. An Evaluation of Shot Peening, Residual Stress and Stress Relaxation on the Fatigue Life of AISI 4340 Steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, D.; Deng, C. Influence of re-ultrasonic impact treatment on fatigue behaviors of S690QL welded joints. Int. J. Fatigue 2014, 66, 155–160. [Google Scholar] [CrossRef]
- Xiu, L.; Liu, Z.; Lv, G. Remove Welding Residual Stress for CFETR Vacuum Vessel by Trailing Ultrasonic Impact Treatment. J. Fusion Energy 2018, 37, 193. [Google Scholar] [CrossRef]
- Xing, X.; Duan, X.; Sun, X.; Gong, H.; Wang, L.; Jiang, F. Modification of Residual Stresses in Laser Additive Manufactured AlSi10Mg Specimens Using an Ultrasonic Peening Technique. Materials 2019, 12, 455. [Google Scholar] [CrossRef]
- Yang, X.; Ling, X.; Zhou, J. Optimization of the fatigue resistance of AISI304 stainless steel by ultrasonic impact treatment. Int. J. Fatigue 2014, 61, 28. [Google Scholar] [CrossRef]
- Guo, C.; Wang, Z.; Wang, D. Numerical analysis of the residual stress in ultrasonic impact treatment process with single-impact and two-impact models. Appl. Surf. Sci. 2015, 347, 596. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhao, S.; Mohsan, A. Numerical and experimental studies on needle impact characteristics in ultrasonic shot peening. Ultrasonics 2022, 119, 106634. [Google Scholar] [CrossRef]
- Wang, Y.; Roy, S.; Choi, H.; Rimon, T. Cracking suppression in additive manufacturing of hard-to-weld nickel-based superalloy through layer-wise ultrasonic impact peening. J. Manuf. Process. 2022, 80, 320–327. [Google Scholar] [CrossRef]
- Hu, S.; Guo, C.; Wang, D. Finite element analysis of residual stress evolution with multiple impacts on one point in ultrasonic impact treatment process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1201. [Google Scholar] [CrossRef]
- Zhou, C.; Wang, J.; Guo, C.; Zhao, C.; Jiang, G.; Dong, T.; Jiang, F. Numerical study of the ultrasonic impact on additive manufactured parts. Int. J. Mech. Sci. 2021, 197, 106334. [Google Scholar] [CrossRef]
- Yekta, R.; Ghahremani, K.; Walbridge, S. Effect of quality control parameter variations on the fatigue performance of ultrasonic impact treated welds. Int. J. Fatigue 2013, 55, 245–256. [Google Scholar] [CrossRef]
- Wei, X.; Li, X.; Zhang, L.; Lv, Q. Effect of in-situ ultrasonic impact treatment on flow and solidification behavior of laser metal deposition: By finite element simulation. Int. J. Heat Mass Transf. 2022, 192, 122914. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Mordyuk, B. Post-processing of the Inconel 718 alloy parts fabricated by selective laser melting: Effects of mechanical surface treatments on surface topography, porosity, hardness and residual stress. Surf. Coat. Technol. 2020, 381, 125136. [Google Scholar] [CrossRef]
- Gao, H.; Dutta, R.; Huizenga, R. Stress relaxation due to ultrasonic impact treatment on multi-pass welds. Sci. Technol. Weld. Join. 2014, 19, 505. [Google Scholar] [CrossRef]
- He, B.; Yu, Y.; Chen, Z. Surface nanocrystallization of U70 rail steel treated by ultrasonic impact. Mater. Sci. Forum 2011, 694, 270. [Google Scholar] [CrossRef]
- He, T.; Ding, Z.; Shen, C. Mechanisms and characteristics of ultrasonic impact treatment on steel surface. Adv. Mater. Res. 2014, 834, 649. [Google Scholar] [CrossRef]
- Li, Z.; Zhu, Y.; Du, X. The anti-fatigue mechanisms on alterations of structures and performances of alloy welded joints with ultrasonic impact treatment. Phys. Procedia 2013, 50, 410. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, X.; Liu, C. Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing. Metals 2018, 8, 934. [Google Scholar] [CrossRef]
- Daavari, M.; Vanini, S. Corrosion fatigue enhancement of welded steel pipes by ultrasonic impact treatment. Mater. Lett. 2015, 139, 462. [Google Scholar] [CrossRef]
- Panin, S.; Sergeev, V.; Pochivalov, Y. Increase of wear-resistance of 30CrMnSi2Ni steel by ultrasonic impact and ion-beam treatments. In Proceedings of the 2008 Third International Forum on Strategic Technologies, Novosibirsk, Russia, 23–29 June 2008. [Google Scholar]
- Xu, L.; Gao, Y.; Zhao, L.; Han, Y.; Jing, H. Ultrasonic micro-forging post-treatment assisted laser directed energy deposition approach to manufacture high-strength Hastelloy X superalloy. J. Mater. Process. Technol. 2022, 299, 117324. [Google Scholar] [CrossRef]
- Sun, L.; Guo, C.; Huang, L. Effect and mechanism of inter-layer ultrasonic impact strengthening on the anisotropy of low carbon steel components fabricated by wire and arc additive manufacturing. Mater. Sci. Eng. A 2022, 848, 143382. [Google Scholar] [CrossRef]
- He, B.; Deng, H.; Jiang, M. Effect of ultrasonic impact treatment on the ultra high cycle fatigue properties of SMA490BW steel welded joints. Int. J. Adv. Manuf. Technol. 2018, 96, 1571–1577. [Google Scholar] [CrossRef]
- Hughes, D.; Hansen, N. High angle boundaries formed by grain subdivision mechanisms. Acta Mater. 1997, 45, 3871–3886. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Microstructure and properties of Inconel 718 fabricated by directed energy deposition with in-situ ultrasonic impact peening. Metall. Mater. Trans. B 2019, 50, 2815. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, C.; Shi, X.; Chen, X.; Chen, C.; Zuo, J.; Lu, J.; Ma, S. Residual Stress, Defects and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Selective Laser Melting. Appl. Sci. 2016, 6, 304. [Google Scholar] [CrossRef]
- Lv, J.; Alexandrov, I.; Luo, K.; Lu, H.; Lu, J. Microstructural evolution and anisotropic regulation in tensile property of cold metal transfer additive manufactured Ti6Al4V alloys via ultrasonic impact treatment. Mater. Sci. Eng. A 2022, 859, 144177. [Google Scholar] [CrossRef]
- Malz, S.; Nosir, S.; Trudel, E. Effect of ultrasonic impact treatment on the stress-controlled fatigue performance of additively manufactured Ti-6Al-4V alloy. In Proceedings of the AIAA Scitech 2019 Forum, San Diego, CA, USA, 7–11 January 2019. [Google Scholar]
- Wang, H.; Shu, X.; Zhao, J. Influence of Build Angle and Polishing Roughness on Corrosion Resistance of 316L Stainless Steel Fabricated by SLM Method. Materials 2022, 15, 4020. [Google Scholar] [CrossRef]
- Xie, Y.; Wang, M. Microstructural morphology of electrospark deposition layer of a high gamma prime superalloy. Surf. Coat. Technol. 2006, 201, 691–698. [Google Scholar] [CrossRef]
- Martin, E.; Natarajan, A.; Kottilingam, S.; Batmaz, R. Binder jetting of “Hard-to-weld” high gamma prime nickel-based superalloy RENÉ 108. Addit. Manuf. 2021, 39, 101894. [Google Scholar] [CrossRef]
- Wang, C.; Li, Y.; Tian, W.; Hu, J.; Li, B.; Li, P.; Liao, W. Influence of ultrasonic impact treatment and working current on microstructure and mechanical properties of 2219 aluminium alloy wire arc additive manufacturing parts. J. Mater. Res. Technol. 2022, 21, 781–797. [Google Scholar] [CrossRef]
- Diao, M.; Guo, C.; Sun, Q.; Jiang, F.; Li, L.; Li, J.; Xu, D.; Liu, C.; Song, H. Improving mechanical properties of austenitic stainless steel by the grain refinement in wire and arc additive manufacturing assisted with ultrasonic impact treatment. Mater. Sci. Eng. A 2022, 857, 144044. [Google Scholar] [CrossRef]
- Cherif, A.; Pyoun, Y.; Scholtes, B. Effects of ultrasonic nanocrystal surface modification (UNSM) on residual stress state and fatigue strength of AISI 304. J. Mater. Eng. Perform. 2010, 19, 282. [Google Scholar] [CrossRef]
- Ghahremani, K.; Walbridge, S.; Topper, T. High cycle fatigue behaviour of impact treated welds under variable amplitude loading conditions. Int. J. Fatigue 2015, 81, 128. [Google Scholar] [CrossRef]
- Trudel, E.; Walker, P.; Nosir, S. Experimental optimization for fatigue life maximization of additively manufactured Ti-6Al-4V alloy employing ultrasonic Impact Treatment. J. Mater. Eng. Perform. 2021, 30, 2806–2821. [Google Scholar] [CrossRef]
- Vinogradov, A.; Stolyarov, V.; Hashimoto, S. Cyclic behavior of ultrafine-grain titanium produced by severe plastic deformation. Mater. Sci. Eng. A 2001, 318, 163. [Google Scholar] [CrossRef]
- Fleck, N.; Khang, K.; Ashby, M. The cyclic properties of engineering materials. Acta Metall. Mater. 1994, 42, 2567. [Google Scholar]
- Liu, W.; Wu, G.; Zhai, C. Grain refinement and fatigue strengthening mechanisms in as-extruded Mg-6Zn-0.5Zr and Mg-10Gd-3Y-0.5Zr magnesium alloys by shot peening. Int. J. Plast. 2013, 49, 16. [Google Scholar] [CrossRef]
- Fang, N.; Huang, R.; Wu, P. Study on welding process and microstructure and properties of titanium alloy narrow gap laser filler wire. Mater. Rep. 2023, 816, 152626. [Google Scholar]
- Long, W.; Zhang, G.; Zhang, Q. In situ synthesis of high strength Ag brazing filler metals during induction brazing process. Scr. Mater. 2016, 110, 41–43. [Google Scholar] [CrossRef]
- Mordyuk, B.; Prokopenko, G. Ultrasonic impact peening for the surface properties’ management. J. Sound Vib. 2007, 308, 855. [Google Scholar] [CrossRef]
- Roland, T.; Retraint, D.; Lu, K. Fatigue life improvement through surface nanostructuring of stainless steel by means of surface mechanical attrition treatment. Scr. Mater. 2006, 54, 1949. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Borrego, L.P.; Wu, S.C.; Long, X.Y.; Antunes, F.V. Effect of tensile pre-strain on low-cycle fatigue behaviour of 7050-T6 aluminium alloy. Eng. Fail. Anal. 2020, 114, 104592. [Google Scholar] [CrossRef]
- Lu, J.; Luo, K.; Zhang, Y. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 58, 5354. [Google Scholar] [CrossRef]
- Zhang, H.; Hei, Z.; Liu, G. Formation of nanostructured surface layer on AISI 304 stainless steel by means of surface mechanical attrition treatment. Acta Mater. 2003, 51, 1871. [Google Scholar] [CrossRef]
- Wang, M.; Xin, R.; Wang, B. Effect of initial texture on dynamic recrystallization of AZ31 Mg alloy during hot rolling. Mater. Sci. Eng. A 2011, 528, 2941. [Google Scholar] [CrossRef]
- Wang, X.; Brünger, E.; Gottstein, G. The role of twinning during dynamic recrystallization in alloy 800H. Scr. Mater. 2002, 46, 875. [Google Scholar] [CrossRef]
- Chausov, M.; Brezinová, J.; Pylypenko, A.; Maruschak, P.; Titova, L.; Guzanová, A. Modification of Mechanical Properties of High-Strength Titanium Alloys VT23 and VT23M Due to Impact-Oscillatory Loading. Metals 2019, 9, 80. [Google Scholar] [CrossRef]
- Siu, K.; Ngan, A.; Jones, I. New insight on acoustoplasticity-ultrasonic irradiation enhances subgrain formation during deformation. Int. J. Plast. 2011, 27, 788. [Google Scholar] [CrossRef]
- Kudryavtsev, Y.; Kleiman, J.; Lobanov, L. Fatigue Life Improvement of Welded Elements by Ultrasonic Peening; IIW Document XIII-2338-10; International Institute of Welding: Kolkata, India, 2010. [Google Scholar]
- McAndrew, A.; Rosales, M.; Colegrove, P. Inter pass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340. [Google Scholar]
- Chakravarthy, S.; Curtin, W. Effect of source and obstacle strengths on yield stress: A discrete dislocation study. J. Mech. Phys. Solids 2010, 58, 625. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Effects of UIT | Ref. | |
|---|---|---|---|
| Total number of impacts | Impact number | Plastic deformation, effective depth, residual stress and defects | [27,28,29,30] |
| Impact frequency | Stress distribution | [31,32] | |
| Impact coverage | Indentation profile, residual stress and crack propagation | [33] | |
| Number of pins | residual stress | [31] | |
| Impact duration | Effective depth and residual stress | [32] | |
| Impact interval distance | Equivalent plastic strain, effective depth and residual stress | [34] | |
| Impact velocity | Equivalent plastic strain, Indentation profile, residual stress, crack arrest stress and propagation rate | [33,35] | |
| Impact amplitude | Effective depth and residual stress | [36] | |
| Impact load | Plastic deformation, residual stress and crack density | [32] | |
| Impact form | Impact angle | Indentation profile and residual stress | [37,38] |
| Pin shape (pin length, pin sharpness, pin diameter) | Indentation profile, residual stress and effective depth | [34] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Huang, L.; Wu, P.; Huang, R.; Fang, N.; Xu, F.; Xu, K. Progress on the Effect and Mechanism of Ultrasonic Impact Treatment on Additive Manufactured Metal Fabrications. Crystals 2023, 13, 995. https://doi.org/10.3390/cryst13070995
Sun L, Huang L, Wu P, Huang R, Fang N, Xu F, Xu K. Progress on the Effect and Mechanism of Ultrasonic Impact Treatment on Additive Manufactured Metal Fabrications. Crystals. 2023; 13(7):995. https://doi.org/10.3390/cryst13070995
Chicago/Turabian StyleSun, Laibo, Lujun Huang, Pengbo Wu, Ruisheng Huang, Naiwen Fang, Fujia Xu, and Kai Xu. 2023. "Progress on the Effect and Mechanism of Ultrasonic Impact Treatment on Additive Manufactured Metal Fabrications" Crystals 13, no. 7: 995. https://doi.org/10.3390/cryst13070995
APA StyleSun, L., Huang, L., Wu, P., Huang, R., Fang, N., Xu, F., & Xu, K. (2023). Progress on the Effect and Mechanism of Ultrasonic Impact Treatment on Additive Manufactured Metal Fabrications. Crystals, 13(7), 995. https://doi.org/10.3390/cryst13070995