1. Introduction
During the last decade, additive manufacturing (AM) techniques for processing complex parts have been developed and extensively investigated. The AM techniques are developed on the basis of CAD models and can directly and automatically fabricate complex parts via layer-by-layer deposition of the raw materials, such as the liquid, powder, wire rod, etc. [
1,
2,
3]. AM techniques offer a wide range of advantages, which is of great significance for breaking through the limitations of the traditional casting techniques. Moreover, they can provide a faster time-to-market and a near-net-shape production with a high efficiency in material utilization, and without the expensive molds and tools. Therefore, promising AM techniques are providing a huge opportunity to develop the traditional industrial and manufacture industries including transformation and upgrading.
In recent years, new uses have emerged as new materials, increased throughput, lower costs and reduced downtime for AM have been established in the manufacturing industries. With the development of manufacturing, computing and communication technologies, AM techniques have been utilized into all kinds of industrial fields [
4,
5]. For instance, titanium alloy parts have been fabricated for the Boeing-737 aircraft and F/A-18 aircraft. The large-scale bearing components were fabricated by high strength steel. The multi-material, porous and lightweight structures were fabricated for the late-model automobile and aerospace products. At the same time, much meaningful research has been carried out to advance the application of AM techniques in nuclear reactors. So far, the AM techniques have also been preliminarily applied in the field of nuclear reactors, including the classical parts such as the pressure vessel of a small reactor with 508-III steel, the bottom nozzle of a fuel assembly with 304L steel, the fuel cladding with zirconium alloy and the integrated impeller of a pump and the multi-channel valve body with 316L steel [
6,
7]. It can be seen from these studies that the laser powder bed fusion material had a higher fatigue limit and a better finite life performance compared to wrought material and both the low and high cycle fatigue testing revealed an extensive cyclic softening. Due to rapid, repeated heating and cooling during production, a high dislocation density was present in the AM material, which was partially decreased by subsequent heat-treatments [
8]. The AM applications for operating nuclear reactors started in auxiliary plant components and have slowly migrated to metallic reactor and core components, but many of these are not safety critical components. In addition, there have been many efforts to apply AM techniques for heat exchangers and turbomachinery that are potentially relevant to the reactor industry [
9]. The AM method using a laser energy source with Zr/uranium and Si powder was utilized to fabricate an accident-tolerant nuclear fuel at a lower cost [
10]. These cases determined that the use of AM techniques in the field of nuclear reactor are economical and promising.
Although many parts used for nuclear reactors have been fabricated by AM techniques, practical applications in engineering are still a long way off due to the uncertainty factors focused on the processing, material properties, analysis methods and application standards, which feeds the safety and life-cycle of the nuclear reactor. So far, much meaningful research has been carried out to advance the application of AM techniques in nuclear reactors. In addition, lots of reviews have been completed to summarize and advance the developments of AM techniques in all kinds of engineering fields. A comprehensive review of 3D printing technology was provided including the methods, materials, residual stress, applications and challenges [
11,
12,
13,
14]. Different types of data-driven AM modeling were reviewed aiming to obtain a thorough understanding of complex process–structure–property relationships [
15]. The advancements in standardization for AM were summarized for adapting existing standards for different application fields such as the automobile, aerospace and biomedicine industries [
16,
17,
18]. However, there are few reviews of the latest developments in the field of AM techniques for nuclear reactors. Therefore, it is necessary to make a review of AM techniques with respect to the former mentioned aspects, as well as the challenges and future potential.
To supplement this list, herein we seek to provide an overview of the more significant latest developments of the AM techniques in the field of nuclear reactors. This summary is aimed at discussing the AM methods using for nuclear-grade materials, the mechanical properties of these materials, the experimental and simulation studies and the application standards conducted by the authors in literature. The knowledge presented in this review can present a guideline to tailor the limitations, utilize the superiorities and promote the wide feasibilities of the AM techniques for their wide application in the field of nuclear reactors.
2. Additive Manufacturing Methods for Components in Nuclear Reactors
Compared with the traditional casting techniques, AM techniques have further controlled process constraints and a stronger lively communication among material qualities and method factors, including three main parts: the testing phase, design phase and processing phase. Based on the rules of diverse requirements, heat sources, materials and primary phases, all kinds of AM methods have been proposed, each with its own set of benefits and drawbacks. For instance, the Fused Filament Fabrication (FFF) method is a widely utilized extrusion-based technique for prototyping, modeling and fabricating thermoplastic claims with potential applications in the fields of the automobile and aerospace industries [
19]. The Electron Beam Melting (EBM) method and the Selective Laser Melting (SLM) method are powder-bed-based techniques for fusing and melting microscopic particles/powders through electron beam and laser powers, in which the former needs a vacuum condition. These methods are usually employed in complex metal objects with good precision and mechanical properties [
20,
21,
22]. Laser Direct Melting Deposition (LDMD) and Electron Beam Freeform Fabrication (EBFF) are often used for fabricating the simple parts with large sizes because the raw materials move simultaneously with the heat sources [
23,
24,
25].
It can be seen that these metal AM methods have their own advantages and application fields. For example, the LDMD method with five-axis operation and computer numerical control machining was used to fabricate a 3-inch nuclear safety class 1 valve with an inside flow path shape that was used in the pressurized light water reactor, and the fatigue limit value was approximately
and the maximum number of cycles was
when the fatigue test orientation was perpendicular to the laser scan direction [
26]. The WAAM method was used to fabricate the 316L nuclear nozzles on the large-curvature PWR with a self-developed slicing algorithm [
27,
28]. A laser-blown-powder AM method was used to fabricate the ferritic/martensitic steels and the post-fabrication heat treatments (e.g., normalizing and tempering) were explored to improve the mechanical performance of the materials [
29]. The SLM method was utilized to fabricate the high-field modular-stellarator radial plates and conductors that required a high precision and durability under high internal Lorentz forces and thermal stresses [
30]. The T91 steel has been produced with a laser powder-based fabrication AM technique for nuclear material applications, in which the extensive expensive powders of T91 steel were obtained from a commercial vendor and coupons. The corresponding tensile tests have shown that the mechanical properties of AM produced T91 materials at room temperature and up to
were very similar to those measured on wrought-processed T91 while the yield stress of the former measured at
was a factor of 2 higher than that of the latter. The microstructure measurement presented that the AM produced T91 materials exhibited a heterogeneous microstructure composed of large ferrite grains with some areas containing martensite, carbides and platelet [
31]. The mechanical properties of the IN718 alloy fabricated by WAAM were investigated under high temperatures. The results showed that the yield strength and hardness of WAAM IN718 alloys was higher than that of the wrought alloy IN718, while the ultimate tensile strength of WAAM IN718 alloys was difficult to assess at lower temperatures [
32].
Some AM methods that can be used for fabricating the parts in nuclear reactors are summarized in
Table 1, including their features and serviceable ranges. It is revealed that the AM methods can overcome the difficulty of fabricating complex structures, low quantities and yields that are up against traditional manufacturing methods, which shows that the above-mentioned metal AM techniques have broad application prospects in the field of nuclear reactors.
3. Mechanical Properties
Metal materials such as the 508-III steel, 304L, 316L and zirconium alloys are usually utilized in the components of a nuclear reactor. Until now, some traditional parts of the nuclear reactor have been successfully fabricated by different metal AM methods. The AM metals have excellent physical and mechanical properties by combining different materials, constructing microstructures and optimizing processes [
33]. However, these parts currently only exist in the study form, which is far from the practical applications in engineering due to the strict criteria in nuclear reactors. The AM metals have the features of building direction, heterogeneities and defects of voids and micro-cracks [
34,
35,
36], which can cause the propagation of cracks and branching which can actively reduce fatigue life tremendously [
37,
38,
39]. A series of microstructures with different morphological and crystallographic features were generated to study the effects of the individual texture on the mechanical properties of the AM stainless steels, which showed that the highest load-bearing capacity of the material occurs when the macroscopic loading acts under an angle of
to the preferred orientation of the crystals [
40]. The process parameters have a big influence on the microstructure and mechanical properties of the AM metals. It is still challenging to control the solidification structure and crystallographic texture during the AM process [
41,
42].
3.1. Microstructure and Tensile Behaviors under High Temperature and Irradiation
The stabilities of the materials have an important effect on the normal operation, safety and life cycle of the nuclear reactor. Therefore, the mechanical behaviors of the AM metals for nuclear reactors have attracted extensive attention from researchers and engineers [
43]. The microstructure features of the AM metals have been explored by chemical analysis, scanning electron microscopy and X-ray diffraction. The corresponding tests showed that the microstructures of the AM metals have heterogeneities and are related to the additive manufacturing strategies. The three types of AM methods including the binder jet printing of SiC powder feedstock followed by CVI SiC, selective LCVD and SLS of SiC powder without sintering additives were investigated to fabricate the nuclear-grade SiC materials, in which the AM pure SiC showed great potential to retain its tensile strength under neutron irradiation [
44]. High yield strength, strain hardening and ductility were exhibited for AM grade 91 steel even after high temperature aging for extended hours. Enhanced creep resistance at 650 °C was also evident in AM grade 91 steel compared with wrought grade 91 steel tested at the same conditions [
45]. For the laser AM IN625 and IN718 alloys, the heat treatments, such as stress reliving, hot isostatic pressing and ageing determined that the grain sizes were slightly increased, the prior inter-dendritic regions were removed and the amount of AM induced defects such as pores were significantly reduced. Higher temperatures resulted in a reduced strength for IN625 while the nickel matrix for IN718 was softened.
3.2. Fatigue Behaviors with As-built Defects and Residual Stresses
In addition, the fatigue performance of AM materials often depends on the defects such as porosity, micro-cracks, lack-of-fusions, the presence of columnar grains and residual stresses. The fatigue test results revealed that the AM IN625 and IN718 alloys showed a better fatigue performance compared to those investigated at both strain amplitudes [
46]. Considering the effects of the material properties, defect sizes and residual stresses on the fatigue performance of AM metal materials, the approximate S-N lines and the corresponding corrections were constructed [
47,
48]. A bond-based peridynamic model was utilized to evaluate the effect of the microstructure and the existence of pores in AM Ti6Al4V on fatigue crack growth. The results showed that the coarse-grained microstructure had a higher fatigue crack growth resistance, and the porosities weakened the structural integrity and increased the crack growth rate [
49]. For the type 304L stainless steel, the fatigue crack growth rates were measured to be 3.5 times faster than that of the wrought-type 304L stainless steel in the near threshold regime (
) at an applied
of
. The influence of residual stress on fatigue crack growth rates were different for the AM-type and wrought-type 304L materials. The residual stress intensity factor
needed to be considered in the correcting for the AM metals [
50]. These results showed that the defects and residual stresses have a big influence on the fatigue properties of the AM metals.
3.3. Irradiation Damage Behaviors
Meanwhile, the irradiation damage behaviors of the AM metals, including irradiation-reduced segregation, precipitation and stress corrosion cracking, should be induced by a lot of neutrons in the nuclear reactor. In order to investigate the irradiation features of AM metals, some irradiation tests have been determined. For example, a compositionally graded specimen was used to evaluate the mechanical properties such as radiation damages and irradiation-assisted stress corrosion cracking of AM materials [
51]. An AM 316LN austenitic stainless steel with high-density solidification cells was irradiated using
Fe ion to a peak dose of
at
[
52]. The irradiation damage and the irradiation-assisted stress corrosion cracking behavior of both proton-irradiated AM and wrought 316L stainless steel were examined with about
plastic strain [
53]. The AM alloys were homogenized at
for 24 h and each sample was irradiated using
ions at room temperature to a peak damage of
, with the hardness increases ranging from
[
54]. In situ high-energy X-ray diffraction and X-ray tomography were used to study the room-temperature tensile behavior of AM 316L stainless steel, which showed that the AM 316L had a very low dislocation barrier strength throughout the plastic deformation and large pores close to the surface might have significant roles in the necking stage [
55]. The AM aluminum alloy 6061 specimens that were subjected to post-weld heat treatment and hot isostatic pressing were irradiated in the high flux isotope reactor up to
at
while in contact with water using perforated rabbit capsules [
56]. The AM 316L stainless steel in the as-built, stress-relieved and solution-annealed conditions were irradiated at the high flux isotope reactor to 0.2 and 2 displacements per atom at
and
[
57]. These irradiation experiments revealed that:
- (1)
Hafnium, at , acted as an effective grain refiner and a high fraction of twins () were formed in as-built Hf-modified AM 316L stainless steel. The AM 316L stainless steel with and without Hafnium modification both exhibited an equiaxed grain structure with a similar grain size and boundary type after post-AM thermo-mechanical treatment. Hafnium could effectively suppress radiation hardening, voids and swelling, dislocation loops, with a nominal concentration higher than , and increase the resistance to irradiation-assisted stress corrosion cracking;
- (2)
Dislocations along cellular walls in the AM 316L stainless steel were more stable when subjected to annealing at 450 °C due to the Cr segregation and Si-rich oxide particles. The irradiated AM 316LN stainless steel showed a lower Frank loop density and smaller loop sizes because of the existence of high-density cellular structures;
- (3)
Both interstitial- and vacancy-type Frank loops were identified in the irradiated cold-worked and AM samples. Cr depletion and Ni and Si segregations along the cellular walls were first observed in the irradiated AM 316LN stainless steel;
- (4)
Neutron irradiation induced significant changes in the mechanical behavior of the AM stainless steels, including both hardening and softening. In general, the strength change was smaller in the relatively stronger as-built and stress-relieved AM stainless steels than in the solution-annealed AM and wrought stainless steels;
- (5)
Electron microscopy showed significantly fewer radiation-induced voids formed in the AM stainless steels. A pre-existing pore network in the AM stainless steels could act as a sink to point defects, and the lower density of radiation-induced voids was expected to contribute to irradiation-assisted stress corrosion cracking. Post-irradiation mechanical tests, accompanied by digital image correlation analysis, revealed that the mechanical behavior was strongly dependent on the specimen orientation.
In summary, the AM metals have many advantages for application in the nuclear reactor. Even so, further studies are still needed to prove the findings that have shown that the strength, fatigue, fracture and irradiation damage of the AM metals are influenced by their heterogeneities, micro-defects and residual stresses, and the ways in which the safety and cycle-life of the nuclear reactor consisting of AM components are influenced by these material properties also needs to be proven.
4. Experiments and Numerical Simulations
In order to achieve the optimization and quality control of the AM process for performance products, theories and experiments have been conducted to obtain a thorough understanding of the complex process–structure–property relationships in AM [
11,
12,
58]. A series of measurements for the mechanical properties of AM metals were conducted to explore the appropriate “material-genes” combinations and process parameters [
59]. Although physical-based modeling and experimental approaches are direct and simple, they are usually time-consuming and/or costly. The effective and economic numerical simulations have drawn much attention recently. The Monte Carlo method and the phase field method were utilized to simulate the microstructures of AM metals [
60,
61]. On the basis of the birth–death finite element technique, the finite element method was used to analyze the thermal and thermo-mechanical behaviors during AM processing and the residual stresses post processing [
62,
63]. The crystal plastic finite element model based on the Voronoi diagram was developed to reveal the fatigue crack growth in AM metals [
64]. The peridynamic method was applied to study the fracture behaviors of the AM metals with void and micro-crack defects [
39,
49]. With the development of digital data and machine learning, data-driven modeling has emerged as an effective approach and as a key building block of various AM design and management frameworks, such as design for AM [
65], digital twin for AM [
66], smart AM [
67,
68] and cloud AM [
69]. Moreover, the molecular dynamic method was used to investigate the effects of crystalline form, temperature, and grain orientation of columnar grains on the mechanical properties of SLM aluminum, which showed that reasonable control of the grain orientation can improve the tensile strength of the AM materials [
70]. The Green’s function of stresses was used to present the thermal stresses and the Johnson–Cook flow stress model was used to predict the yield surface of the part under repeated heating and cooling [
71]. A crystal plasticity finite element model was proposed to simulate the stress–strain response and fatigue crack initiation life of AM IN718 with different microstructures under tensile loadings [
72].
The numerical simulations have been developed and have made a great contribution to understandings of the mechanism of AM and improvements to the properties of AM materials to ensure its application in engineering as soon as possible. However, due to the complexities in the AM process including phase change, thermodynamics, fluid–structure interaction and residual stress and fracture, the numerical methods are difficult to exactly establish a uniform model to analyze the whole AM technique. There are still some challenging jobs to overcome in the whole life of AM products, including the design, manufacturing, usage and failure. For the AM techniques used in nuclear reactors, it is very important to establish the best way to obtain the features of the fatigue, cracking and irradiation of the AM metals.
5. Application Standard
Standardization is very important for all sectors from technology development to industrial manufactures and it is significant for delivery to consumers as well as for improving product quality. In the last two decades, many researchers, scientists and organizations have contributed to the development of the desired qualified standards in AM. International Organization for Standardization (ISO), Society of Automobile Engineer (SAE), National Aeronautics and Space Administration (NASA), International American Society for Testing and Materials (ASTM) and Standardization Administration of China (SAC) have completed lots of research work and published a series of AM standards including terminologies, machines, process categories, feedstock, test methods, guidelines, etc.
Table 2 shows the AM standards and the corresponding advancements. A framework was proposed for adapting existing standards for using with space resources by identifying the specific risks and fundamental factors for part quality, determining part criticality, and documenting material, process controls, environmental conditions, and other influencing factors [
16]. For current spaceflight hardware, several standards related to AM have been produced, such as ASTM F3187 [
73] and ASTM F3303 [
74]. NASA addressed the issue specifically for risk reduction in spaceflight hardware by publishing designs, process parameters and quality control requirements for parts manufactured with powder bed selective laser sintering in MSFC-STD-3716 [
75] and MSFC-SPEC-3717 [
76]. Compared with these two standards, many of the fundamental concepts and definitions have been developed in ASTM F3303, but more additional important concepts are shared with STD-3716 and SPEC-3717, such as the risk analysis, support structure removal, fatigue and creep, etc. The AM techniques have been positively developed in the fields of the automobile and aerospace industries together with the corresponding published standards. However, the acceptance of AM in nuclear reactors is subject to a lack of AM standards.
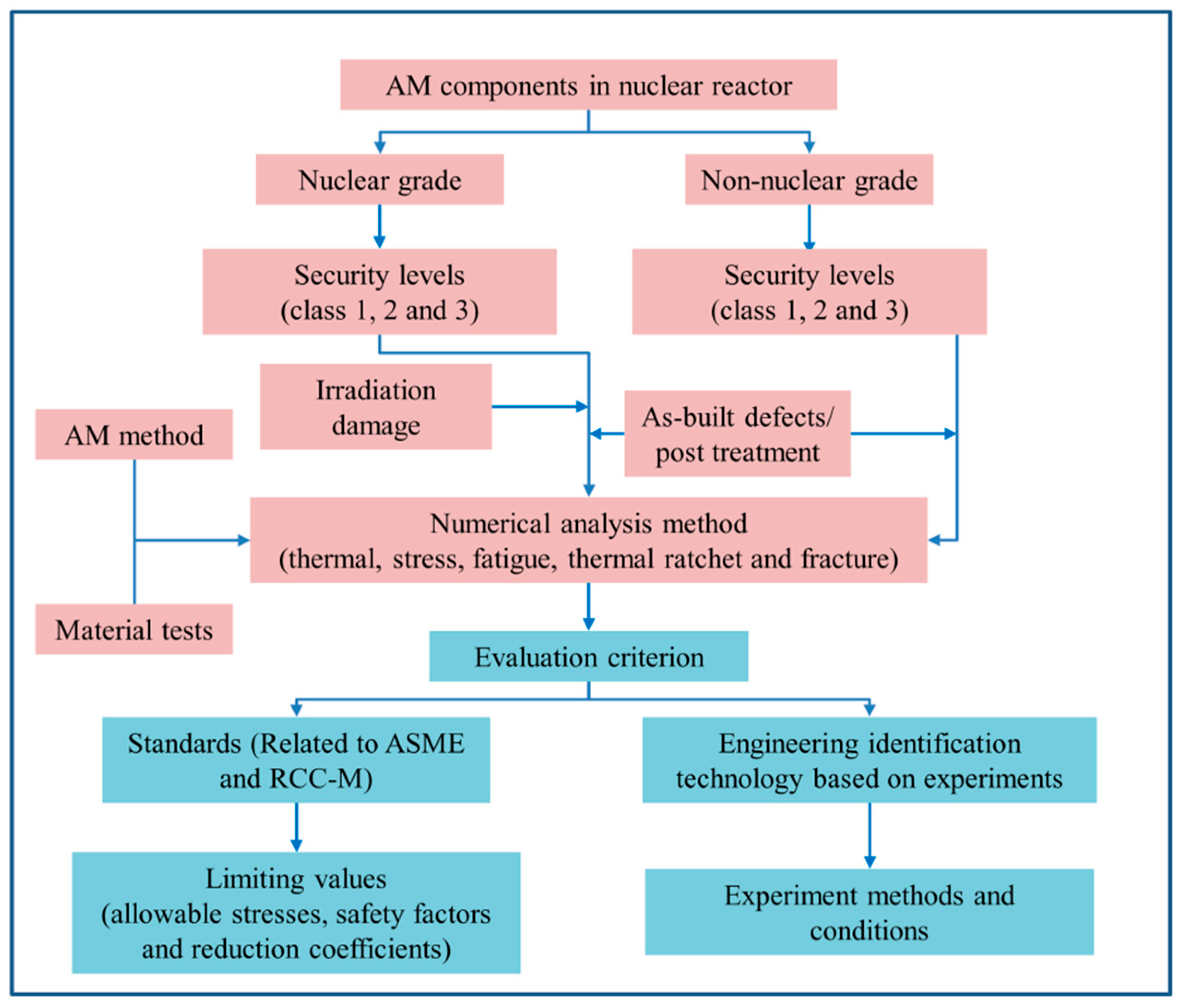
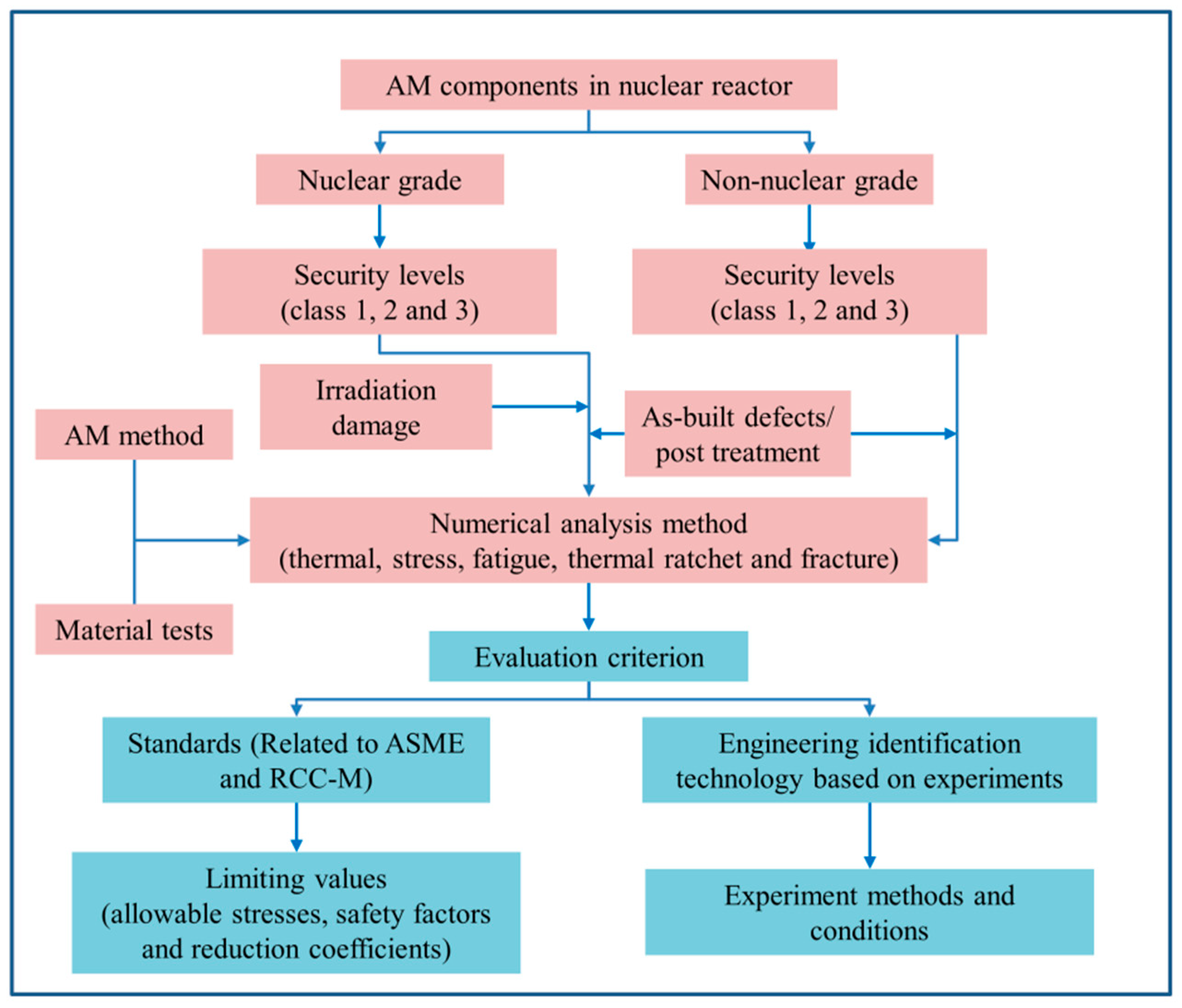
As many codes and standards do not currently allow AM components within a nuclear reactor, many uses for AM in structural components remains at the lab level. The ASTM F42 technical committee and ASME special committee on the use of AM for pressure retaining equipment are seeking to set the rules for the use of AM within their respective codes and standards. Westinghouse was one of the first to consider installing actual AM components into a reactor, choosing to install a thimble plugging device made of AM 316L steel [
77]. Related to the widely used standards such as the American Society of Mechanical Engineers (ASME) and Design and Construction Rules for Mechanical Components of PWR Nuclear Islands (RCC-M), the design and construction rules for nuclear reactors should take account of the mechanical problems of the AM components [
78,
79]. Based on the research on AM techniques using in nuclear reactors, the corresponding process of analysis and evaluation for the using of AM components in nuclear reactors is presented in
Figure 1. Firstly, the allowable stresses of AM metals need to be confirmed in view of the dispersion of the material properties. Then, the new numerical methods for the mechanical analysis should be established as well as the consistent safety factors. In addition, the AM standards should pay close attention to consider the effects of the irradiations, defects and residual stresses on the reduction coefficients.
6. Advantages and Future Directions
6.1. Safety and Maintenance of Nuclear Reactors with AM Components
Safety is the cornerstone of the stable development of nuclear reactors, which plays an important role in the design and operation of nuclear reactors. With the rapid development of modern technologies, new design philosophies and materials have been utilized to improve the performance of the nuclear reactors. The application of AM techniques in nuclear reactors can improve the safety and simplify the maintenance of nuclear reactors on the basis of the following aspects. The integrated design concept based on AM can reduce the use of welding and joints aiming to improve the structural mechanical performance. With the data-driven machine learning method, the properties of AM materials can be optimized by the combination of the “material-gene” to overcome special problems, such as stress corrosion cracking, high temperature and strong irradiation, etc. In addition, with the digital storage technology, spare parts and components can be rapidly fabricated by the AM technique when they are needed as the alternatives. Thus, the application of AM in nuclear reactors can simplify the fabrication processes and reduce the level of needed materials and human efforts, which will improve safety, maintainability and economics.
6.2. Future Directions
Regarding the specificities of the nuclear industry, AM components will be applied in nuclear reactors under long service lifetime and extreme conditions, such as high temperature, chemical corrosion, irradiation damage, etc. Future prospects of AM applications in nuclear reactors have been recognized and addressed as the following:
Establishing a database consisting of the process parameters and experiment results to help understand material properties, predict performance and meet specifications;
Studying the mechanical properties of AM materials under extreme conditions, including irradiation, high temperature and chemical environments;
Deploying AM methods for rapid prototyping to shorten development times for new designs;
Using integrated designs to reduce the welding and joints for a better structural performance;
Developing new concepts of reactors, such as small modular reactors, molten salt reactors and heat-pipe reactors, to improve performance and/or reduce costs;
Developing property identification techniques for the practical application of AM structures in nuclear reactors;
Developing numerical analysis methods and the corresponding evaluation criteria on the basis of the ASME/RCC-M codes.
The rapid developments of AM techniques will decrease the timeline to deliver on AM applications and to realize their benefits to nuclear reactors. Meanwhile, continued applications with higher performance and more challenging physical environments will also improve the development of AM techniques.
7. Conclusions
This paper has provided the recent developments of AM techniques including AM methods, material properties, analysis methodologies and application standards and has discussed their strengths and weaknesses in the field of nuclear reactors. The results show that the SLM, EBM, LDMD, WAAM and EBFF methods have been applied to fabricate the components of nuclear reactors, such as the pressure vessel, the bottom nozzle of a fuel assembly, the fuel cladding, the impeller of a pump, the heat exchanger, etc. However, these structures have not been used in practical engineering due to the micro-defects and low resistances of fatigue and fracture of the AM metals. Their irradiation properties in the nuclear reactor are not even clear. In addition, many experimental and numerical methods have been developed to study the mechanical properties of the AM metals, optimize the process parameters and improve the product qualities. Better numerical models with a high efficiency and accuracy are still needed to understand the complex mechanisms in AM. Furthermore, some fundamental AM standards have been published related to the terminologies, machines, process categories, feedstock and test methods but the standards focused on the mechanical problems in design and construction have not yet been developed. Therefore, in order to achieve the goal of the practical application of AM techniques in nuclear reactors, there are some imperative jobs as listed below:
- (1)
On the basis of the fixed AM methods and process parameters, the allowable stresses of AM metals utilizing the corresponding tensile strength and yield strength should be obtained. Meanwhile, the dispersion of the AM metals needs to be taken into account;
- (2)
Considering the physical characters in the AM process, the microstructure and residual stresses in AM materials and the deformation of the AM parts, the experimental identification method or the numerical analysis method should be improved;
- (3)
Referring to the ASME and RCC-M codes, the numerical analysis method and the corresponding evaluation criteria should be developed. Importantly, it is essential to determine the safety factors and the reduction coefficients related to the irradiations, defects, residual stresses, etc.
This review has presented the latest developments in AM techniques and their applications, challenges and future in the field of nuclear reactors. However, there are still limits, for example, in relation. to the specific AM techniques and materials. Finally, is the review has sought to help the researchers and engineers working in AM and nuclear reactors.
Author Contributions
Conceptualization, H.L. and Y.Z.; investigation, X.F. and Z.P.; resources, L.J.; writing—original draft preparation, H.L.; writing—review and editing, L.J. and Z.P.; supervision and project administration, L.Z. All authors have read and agreed to the published version of the manuscript.
Funding
The National Natural Science Foundation of China [No. 12102416].
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lu, B.H. Additive manufacturing-current situation and future. China Mech. Eng. 2020, 31, 19–23. [Google Scholar]
- Wang, H.M. Materials’ fundamental issues of laser additive manufacturing for high-performance large metallic components. Acta Aeronaut. Astronaut. Sin. 2014, 35, 2690–2698. [Google Scholar]
- Zhang, X.J.; Tang, S.Y.; Zhao, H.Y.; Guo, S.Q.; Li, N.; Sun, B.B.; Chen, B.Q. Research status and key technologies of 3D printing. J. Mater. Eng. 2016, 44, 122–128. [Google Scholar]
- Wang, H.M.; Zhang, S.Q.; Wang, X.M. Progress and challenges of laser direct manufacturing of large titanium structural components. Chin. J. Lasers 2009, 36, 3204–3206. [Google Scholar] [CrossRef]
- Guo, C.B.; Hu, L.R.; Hu, D.D. 3D printing technology and recent application in military fields. Tact. Miss. Technol. 2013, 6, 1–4. [Google Scholar]
- Zhao, F.Y.; He, X.M.; Wang, X.J.; Liu, Y.S. The basic discussion on 3D printing technology for nuclear power design and manufacture. Mach. Des. Res. 2016, 32, 88–91. [Google Scholar]
- Tan, L.; Zhao, J.G. Analysis on the present research situation and application prospect of metal 3D printing technology in nuclear power field. Electr. Weld. Mach. 2019, 49, 339–343. [Google Scholar]
- Werner, T.; Madia, M.; Zerbst, U. Comparison of the fatigue behavior of wrought and additively manufactured AISI 316L. Procedia Struct. Integr. 2022, 38, 554–563. [Google Scholar] [CrossRef]
- Betzler, B.R. Additive manufacturing in the nuclear reactor industry. Encycl. Nucl. Energy 2021, 1, 851–863. [Google Scholar]
- Rosales, J.; van Rooyen, I.J.; Parga, C.J. Characterizing surrogates to develop an additive manufacturing process for U3Si2 nuclear fuel. J. Nucl. Mater. 2019, 518, 117–128. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of direct laser deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Abdulrajak, B.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2022, 52, 1309–1313. [Google Scholar]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.F.; Xie, D.Q.; Liang, H.X.; Xiao, M.; Shen, L.D.; Tian, Z.J. Review of distortion and residual stress in metal additive manufacturing. J. Nanjing Univ. Aeronaut. Astronaut. 2019, 51, 1–6. [Google Scholar]
- Wang, Z.; Yang, W.H.; Liu, Q.Y.; Zhao, Y.J.; Liu, P.W.; Wu, D.Z.; Banu, M.; Chen, L. Data-driven modeling of process, structure and property in additive manufacturing: A review and future directions. J. Manuf. Process. 2022, 77, 13–31. [Google Scholar] [CrossRef]
- Williams, H.; Jones, E.B. Additive manufacturing standards for space resource utilization. Addit. Manuf. 2019, 28, 676–681. [Google Scholar] [CrossRef]
- Ding, H.Y.; Wu, S.T.; Yuan, K.; Su, C.P.; Wang, F.; Chen, C.; Tang, Y.B.; Jiang, Z.Y. Research progress of standards on additive manufacturing. Mater. China 2020, 39, 955–961. [Google Scholar]
- Kawalkar, R.; Dubey, H.K.; Lokhande, S.P. A review for advancements in standardization for additive manufacturing. Mater. Today Proc. 2022, 50, 1983–1990. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS-grapheme nanocomposites. Compos. Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Zarek, M.; Layani, M.; Cooperstein, I.; Sachyani, E.; Cohn, D.; Magdassi, S. 3D printing of shape memory ploymers for flexible electronic devices. Adv. Mater. 2016, 28, 4449–4454. [Google Scholar] [CrossRef]
- He, H.Z.; Safdar, A.; Wei, L.Y. Effect of process parameter settings and thickness on microstructures of EBM produced Ti-6Al-4V alloy. Rare Metal Mater. Eng. 2021, 50, 0408–0415. [Google Scholar]
- Attar, H.; Bönisch, M.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Selective laser melting of in situ titanium-titanium boride composites: Processing, microstructure and mechanical properties. Acta Mater. 2014, 76, 13–22. [Google Scholar] [CrossRef]
- Heigel, J.C.L.; Michaleris, P.; Reutzel, E.W. Thermo-mechanical model development and validation of directed energy deposition additive manufactureing of Ti-6Al-4V. Addit. Manuf. 2015, 5, 9–19. [Google Scholar]
- Geng, H.B.; Zhu, Z.H.; Xiong, J.T.; Li, J.L.; Huang, D. Research status and trends of wire and arc additive manufacturing technology. Weld. Joi. 2015, 11, 17–21. [Google Scholar]
- Liu, H.T.; Zhao, W.H.; Tang, Y.P. Process investigation of direct metal fabrication based on electron beam melting. J. Xi’an Jiaotong Univ. 2007, 41, 1307–1310. [Google Scholar]
- Kang, S.H.; Suh, J.; Lim, S.Y.; Jung, S.; Jang, Y.W.; Jun, I.S. Additive manufacture of 3 inch nuclear safety class 1 valve by laser directed energy deposition. J. Nucl. Mater. 2021, 547, 152812. [Google Scholar] [CrossRef]
- Zhong, Y.; Zheng, Z.Z.; Li, J.J.; Wang, C. Fabrication of 316L nuclear nozzles on the main pipeline with large curvature by CMT wire arc additive manufacturing and self-developed slicing algorithm. Mater. Sci. Eng. A 2021, 820, 141539. [Google Scholar] [CrossRef]
- Gao, C.; Chen, X.; Su, C.C.; Chen, X.Z. Location dependence of microstructure and mechanical properties on wire arc additively manufactured nuclear grade steel. Vacuum 2019, 168, 108818. [Google Scholar] [CrossRef]
- Sridharan, N.; Gussev, M.N.; Field, K.G. Performance of a ferritic/martensitic steel for nuclear reactor applications fabricated using additive manufacturing. J. Nucl. Mater. 2019, 521, 45–55. [Google Scholar] [CrossRef]
- Queral, V.; Rincon, E.; Cabrera, S.; Lumsdaine, A. Evaluation of metal additive manufacturing for high-field modular-stellarator radial plates and conductors. Nucl. Mater. Energy 2022, 30, 101149. [Google Scholar] [CrossRef]
- Balbaud, F.; Cabet, C.; Cornet, S.; Dai, Y.; Gan, J.; Mayoral, M.H.; Hernández, R.; Jianu, A.; Malerba, L.; Maloy, S.A.; et al. A NEA review on innovative structural materials solutions, including advanced manufacturing processes for nuclear applications based on technology readiness assessment. Nucl. Mater. Energy 2021, 27, 101006. [Google Scholar] [CrossRef]
- Bhujangrao, T.; Veiga, F.; Suarez, A.; Iriondo, E.; Mata, F.G. High-temperature mechanical properties of IN718 alloy: Comparison of additive manufactured and wrought samples. Crystals 2020, 10, 689. [Google Scholar] [CrossRef]
- Tang, H.B.; Wu, Y.; Zhang, S.Q.; Liu, D.; Tian, X.J.; Wang, H.M. Research status and development trend of high performance large metallic components by laser additive manufacturing technique. J. Netshape Form. Eng. 2019, 11, 58–63. [Google Scholar]
- Xu, Z.W.; Liu, A.; Wang, X.S. The influence of building direction on the fatigue crack propagation behavior of Ti6Al4V alloy produced by selective laser melting. Mater. Sci. Eng. A 2019, 767, 138409. [Google Scholar] [CrossRef]
- Lozanovski, B.; Leary, M.; Tran, P.; Shidid, D.; Ma, Q.; Choong, P.; Brandt, M. Computational modelling of strut defects in SLM manufactured lattice structures. Mater. Des. 2019, 171, 107671. [Google Scholar] [CrossRef]
- Wen, E.T.; Gao, T.T.; Zhang, Y.Y. 3D visualization method for complex lattice structure defects in 3D printing. Acta Metrol. Sin. 2020, 41, 1077–1081. [Google Scholar]
- Weber, S.; Montero, J.; Petroll, C.; Schäfer, T.; Blechmann, M.; Paetzold, K. The fracture behavior and mechanical properties of a support structure for additive manufacturing of Ti-6Al-4V. Crystals 2020, 10, 343. [Google Scholar] [CrossRef]
- Glodez, S.; Klemenc, J.; Zupanic, F.; Vesenjak, M. High-cycle fatigue and fracture behaviours of SLM AlSi10Mg alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2577–2589. [Google Scholar] [CrossRef]
- Li, H.; Zhang, J.H. The fracture behavior of 316L stainless steel with defects fabricated by SLM additive manufacturing. Crystals 2021, 11, 1542. [Google Scholar] [CrossRef]
- Fischer, T.; Hitzler, L.; Werner, E. Morphological and crystallographic effects in the laser powder-bed fused stainless steel microstructure. Crystals 2021, 11, 672. [Google Scholar] [CrossRef]
- Ikeda, T.; Yonehara, M.; Ikeshoji, T.T.; Nobuki, T.; Hatate, M.; Kuwabara, K.; Otsubo, Y.; Kyogoku, H. Influences of process parameters on the microstructure and mechanical properties of CoCrFeNiTi based high-entropy alloy in a laser powder bed fusion process. Crystals 2021, 11, 549. [Google Scholar] [CrossRef]
- Liu, X.B.; Xiao, H.; Xiao, W.J.; Song, L.J. Microstructure and crystallographic texture of laser additive manufactured nickel-based superalloys with different scanning strategies. Crystals 2021, 11, 591. [Google Scholar] [CrossRef]
- Hao, Y.C.; Zhao, M.L.; Luo, L.M. Research progress on irradiation damage of austenitic stainless steel for nuclear reactor. Mater. Mech. Eng. 2018, 42, 1–5. [Google Scholar]
- Koyanagi, T.; Terrani, K.; Harrison, S.; Liu, J.; Katoh, Y. Additive manufacturing of silicon carbide for nuclear applications. J. Nucl. Mater. 2021, 543, 152577. [Google Scholar] [CrossRef]
- EI-Atwani, O.; Eftink, B.P.; Cady, C.M.; Coughlin, D.R.; Schneider, M.M.; Maloy, S.A. Enhanced mechanical properties of additive manufactured Grade 91 steel. Scr. Mater. 2021, 199, 113888. [Google Scholar] [CrossRef]
- Ghiaasiaan, R.; Poudel, A.; Ahmad, N.; Gradl, P.R.; Shao, S.; Shamsaei, N. High temperature tensile and fatigue behaviors of additively manufactured IN625 and IN718. Procedia Struct. Integr. 2022, 38, 581–587. [Google Scholar] [CrossRef]
- Derrick, C.; Fatemi, A. Correlations of fatigue strength of additively manufactured metals with hardness and defect size. Int. J. Fatigue 2022, 162, 106920. [Google Scholar] [CrossRef]
- Rigon, D.; Meneghetti, G. Estimating the fatigue thresholds of additively manufactured metallic materials with consideration of defects. Procedia Struct. Integr. 2022, 38, 70–76. [Google Scholar] [CrossRef]
- Karpenko, O.; Oterkus, S.; Oterkus, E. Peridynamic analysis to investigate the influence of microstructure and porosity on fatigue crack propagation in additively manufactured Ti6Al4V. Eng. Fract. Mech. 2022, 261, 108212. [Google Scholar] [CrossRef]
- Smudde, C.M.; D’Elia, C.R.; San Marchi, C.W.; Hill, M.R.; Gibeling, J.C. The influence of residual stress on fatigue crack growth rates of additively manufactured Type 304L stainless steel. Int. J. Fatigue 2022, 162, 106954. [Google Scholar] [CrossRef]
- Yang, J.F.; Hawkins, L.; Song, M.; He, L.; Bachhav, M.; Pan, Q.; Shao, L.; Schwen, D.; Lou, X. Compositionally graded specimen made by laser additive manufacturing as a high-throughput method to study radiation damages and irradiation-assisted stress corrosion cracking. J. Nucl. Mater. 2022, 560, 153493. [Google Scholar] [CrossRef]
- Shang, Z.X.; Fan, C.C.; Ding, J.; Xue, S.; Gabriel, A.; Shao, L.; Voisin, T.; Wang, Y.M.; Niu, T.; Li, J.; et al. Heavy ion irradiation response of an additively manufactured 316LN stainless steel. J. Nucl. Mater. 2021, 546, 152745. [Google Scholar] [CrossRef]
- McMurtrey, M.; Sun, C.; Rupp, R.E.; Shiau, C.H.; Hanbury, R.; Jerred, N.; O’Brien, R. Investigation of the irradiation effects in additively manufactured 316L steel resulting in decreased irradiation assisted stress corrosion cracking susceptibility. J. Nucl. Mater. 2021, 545, 152739. [Google Scholar] [CrossRef]
- Moorehead, M.; Nelaturu, P.; Elbakhshwan, M.; Parkin, C.; Zhang, C.; Sridharan, K.; Thoma, D.J.; Couet, A. High-throughput ion irradiation of additively manufactured compositionally complex alloys. J. Nucl. Mater. 2021, 547, 152782. [Google Scholar] [CrossRef]
- Zhang, X.; Kenesei, P.; Park, J.S.; Almer, J.; Li, M.M. In situ high-energy X-ray study of deformation mechanisms in additively manufactured 316L stainless steel. J. Nucl. Mater. 2021, 549, 152874. [Google Scholar] [CrossRef]
- Gussev, M.N.; Sridharan, N.; Babu, S.S.; Terrani, K.A. Influence of neutron irradiation on Al-6061 alloy produced via ultrasonic additive manufacturing. J. Nucl. Mater. 2021, 550, 152939. [Google Scholar] [CrossRef]
- Byun, T.S.; Garrison, B.E.; McAlister, M.R.; Chen, X.; Gussev, M.N.; Lach, T.G.; le Coq, A.; Linton, K.; Joslin, C.B.; Carver, J.K.; et al. Mechanical behavior of additively manufactured and wrought 316L stainless steels before and after neutron irradiation. J. Nucl. Mater. 2021, 548, 152849. [Google Scholar] [CrossRef]
- Brandl, E.; Hechenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using selective laser melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159. [Google Scholar] [CrossRef]
- Kummailil, J.; Sammarco, C.; Skinner, D.; Brown, C.; Rong, K. Effect of select lens processing parameters on the deposition of Ti-6Al-4V. J. Manuf. Proc. 2005, 7, 42–50. [Google Scholar] [CrossRef]
- Geng, R.W.; Du, J.; Wei, Z.Y.; Wei, P. Current research status of phase field simulation for microstructures of additively manufactured metals. Mater. Rep. A 2018, 32, 1145–1150. [Google Scholar]
- Zhang, Z.; Ge, P.; Tan, Z.J.; Hu, C.P.; Zhao, G.Z. Numerical simulation of microstructural evolutions and prediction of mechanical properties in laser additive manufacturing. Ordnance Mater. Sci. Eng. 2018, 41, 1–7. [Google Scholar]
- Zhang, Z.; Ge, P. Finite element simulation of the laser additive manufacturing. Mech. Res. Appl. 2016, 29, 136–139. [Google Scholar]
- He, B.B.; Wu, W.H.; Zhang, L.; Lu, L.; Yang, Q.Y. Research status and progress of numerical simulation on thermo-mechanical behavior during laser additive manufacturing. Mater. Rep. 2017, 31, 465–469. [Google Scholar]
- Ren, S.Y.; Wang, K.; Liu, B.C.; Bao, R. Crystal plastic finite element analysis of crack propagation behavior of additive titanium alloy. Aeronaut. Sci. Technol. 2019, 30, 981–986. [Google Scholar]
- Jiang, J.; Xiong, Y.; Zhang, Z.; Rosen, D.W. Machine learning integrated design for additive manufacturing. J. Intell. Manuf. 2022, 33, 1073–1086. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, X.; Zhou, W.; Cheng, T.; Lu, L. Digital twins for additive manufacturing: A state-of-the-art review. Appl. Sci. 2020, 10, 8350. [Google Scholar] [CrossRef]
- Majeed, A.; Zhang, Y.F.; Ren, S.; Lv, J.X.; Peng, T.; Waqar, S.; Yin, E.H. A big data-driven framework for sustainable and smart additive manufacturing. Robot. Comput. Integr. Manuf. 2021, 67, 102026. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2018, 56, 508–517. [Google Scholar] [CrossRef]
- Lehmhus, D.; Wuest, T.; Wellsandt, S.; Bosse, S.; Kaihara, T.; Thoben, K.D.; Busse, M. Cloud-based automated design and additive manufacturing: A usage data-enabled paradigm shift. Sensors 2015, 15, 32079–32122. [Google Scholar] [CrossRef] [Green Version]
- Zeng, Q.; Wang, L.J.; Jiang, W.G. Molecular dynamics simulations of the tensile mechanical responses of selective laser-melted aluminum with different crystalline forms. Crystals 2021, 11, 1388. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Tran, H.C.; Lo, Y.L.; Chang, Y.C.; Lin, H.Y.; Liang, S.Y. Analytical modeling of residual stress in laser powder fusion considering part’s boundary condition. Crystals 2020, 10, 337. [Google Scholar] [CrossRef]
- Qu, C.Y.; Voothaluru, R.; Liu, C.R. Fatigue crack initiation of metals fabricated by additive manufacturing—A crystal plasticity energy-based approach to IN718 life prediction. Crystals 2020, 10, 905. [Google Scholar]
- ASTM F3187-16; Standard Guide for Directed Energy Deposition of Metals. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM F3303-18; Standard for Additive Manufacturing—Process Characteristics and Performance: Practice for Metal Powder Bed Fusion Process to Meet Critical Applications. ASTM International: West Conshohocken, PA, USA, 2018.
- MSFC-STD-3716; Standard for Additively Manufactured Spaceflight Hardware by Laser Powder Bed Fusion in Metals. NASA Marshall Space Flight Center: Huntsville, AL, USA, 2017.
- MSFC-SPEC-3717; Specification for Control and Qualification of Laser Powder Bed Fusion Metallurgical Processes. NASA Marshall Space Flight Center: Huntsville, AL, USA, 2017.
- Sun, C.; Wang, Y.; Mcmurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive manufacturing for energy: A review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- ASME. Boiler and Pressure Vessel Code; The American Society of Mechanical Engineers: New York, NY, USA, 2017. [Google Scholar]
- RCC-M. Design and Construction Rules for Mechanical Components of PWR Nuclear Islands; AFCEN: Courbevoie, France, 2017. [Google Scholar]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).




{kind=link}