3.1. Synthesis of Calcium Silicate Hydrates
When developing the technology for the production of the fillers, the following factors were taken into account: The density of the liquid glass, the amount of addition of the precipitant and the rate of its introduction, the mode of drying the precipitate and the time of its storage. From
Table 3 it can be seen that, with an increase in the content of the precipitant additive during the synthesis of the filler, the compressive strength of lime compositions with the fillers increases.
It was found that the output of the filler synthesized from the liquid glass in the presence of CaCl2 in the form of a 15% solution in an amount of 30% and 50% of the weight of the liquid glass was 85%, and the output of the filler synthesized in the presence of CaCl2 in the form of 7.5% solution in the amounts of 30% and 50% was 100%.
After drying at a temperature of 105 °C, the true density of the fillers was 2200 kg/m
3; the bulk density was 2935 kg/m
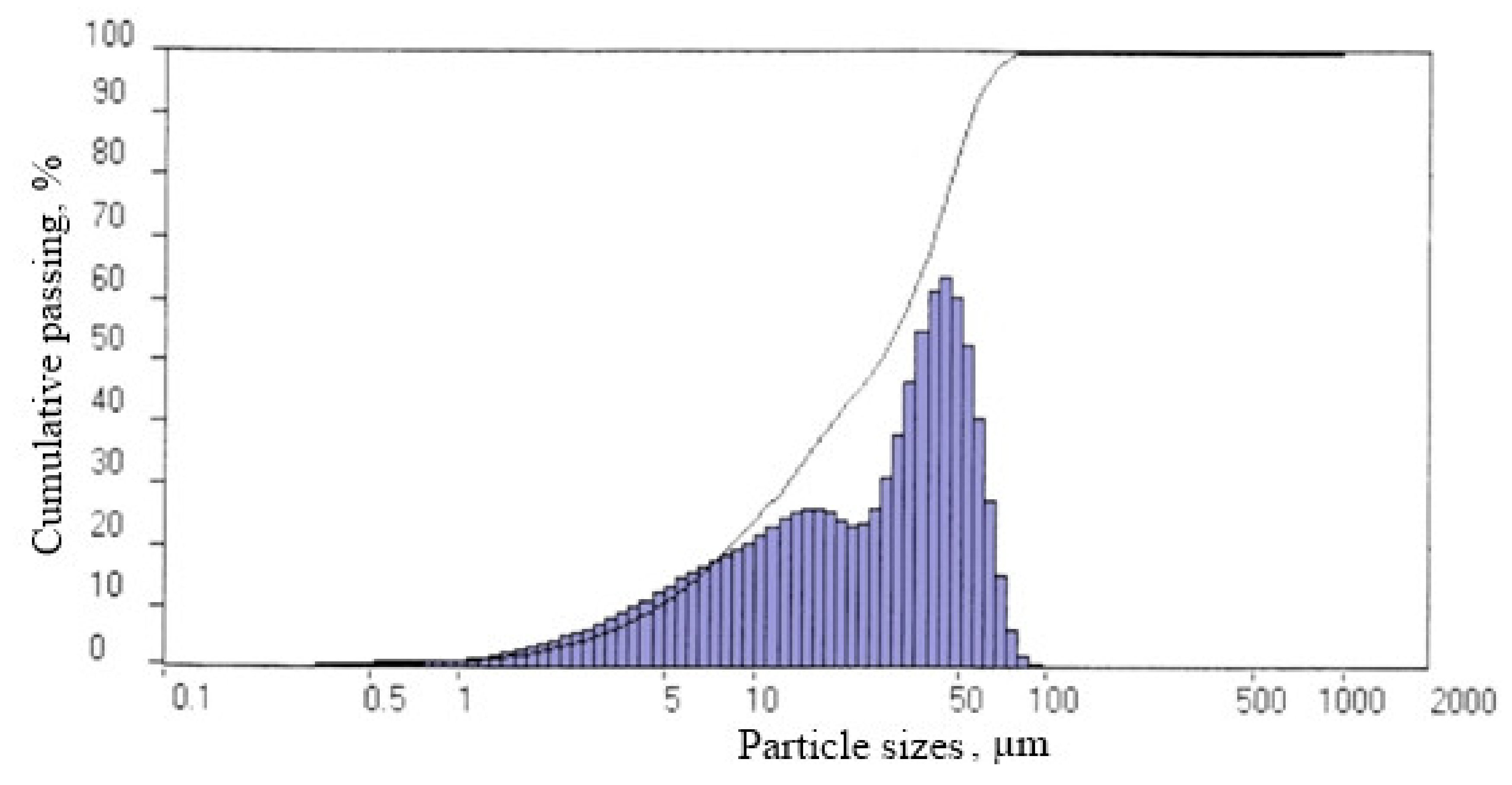
3. It was found that the particle size distribution of the silicate-containing filler is of a polyfraction nature, and the size distribution of the filler particles is two-modal (
Figure 2).
Analysis of the experimental data presented in
Figure 2 indicates that the average particle diameter is 34.19 μm, the particle size prevails in the range of 20–45 (35%) and 45–100 μm (23–32%), while more than 99% are particles with a size less than 73.23 μm. The content of particles in the range of 0.05–1 μm is 1%. The specific surface area is 5876 cm
2/cm
3.
With the slow introduction of the CaCl2 precipitating additive, a small number of large particles are formed in the sediment. Granulometric data indicate that particles with a size of 20–45 μm prevail, the content of which is 38.52%. The arithmetic mean of the size of the filler particles synthesized with the slow introduction of the CaCl2 precipitating additive is 29.35 μm.
The use of more dilute solutions (7.5%) leads to a slowdown in precipitation and the appearance of larger crystals. The content of particles with a size of 45–100 μm is 32.62%, crystals with a particle size of 100–200 μm appear, and their content is 0.04%.
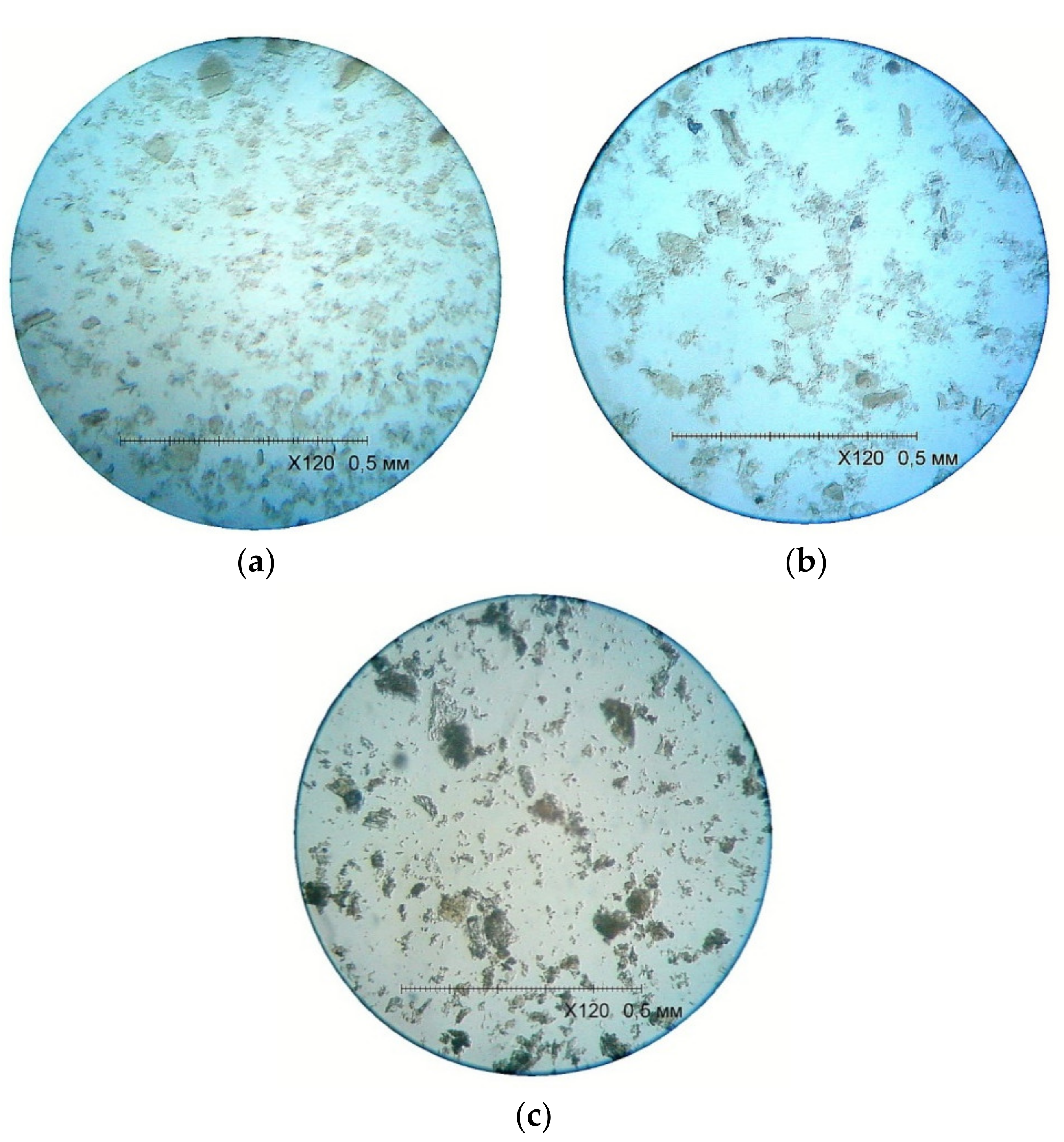
With an increase in the maturation time of the sediment, crystal growth is observed (
Figure 3). An increase in temperature to 50 °C during deposition accelerates the formation of a crystal lattice, resulting in the formation of larger crystals. The content of particles with a size of 45–100 µm, which is 33.21%, and the content of particles with a size of 100–200 µm, which is 1.02%, increases.
It was found that for 7.5% and 15% CaCl
2 solution, pH are 7.12 and 7.3, respectively. With an increase in the concentration of the solution (50% solution of the liquid glass with a density of ρ = 1335 kg/m
3 and a silicate modulus of 2.9), the pH also increases to 11.8, and for a 50% solution of the liquid glass with a density of 1663 kg/m
3 and a silicate modulus of 1.5, pH is 13.6 (
Table 4).
The introduction of aluminum sulfate during the synthesis of the filler leads to an increase in the compressive strength of lime paste with a filler. This filler synthesized from the liquid glass in the presence of precipitating additives CaCl
2 in an amount of 45% by weight of the liquid glass and Al
2(SO
4)
3 in an amount of 11% by weight of the liquid glass. Thus, the compressive strength of lime paste with the filler synthesized in the presence of CaCl
2 and Al
2(SO
4)
3 precipitating additives is 5.0 MPa, the strength of the reference specimen of lime paste with the filler synthesized in the presence of CaCl
2 precipitating additive is 4.6 MPa.
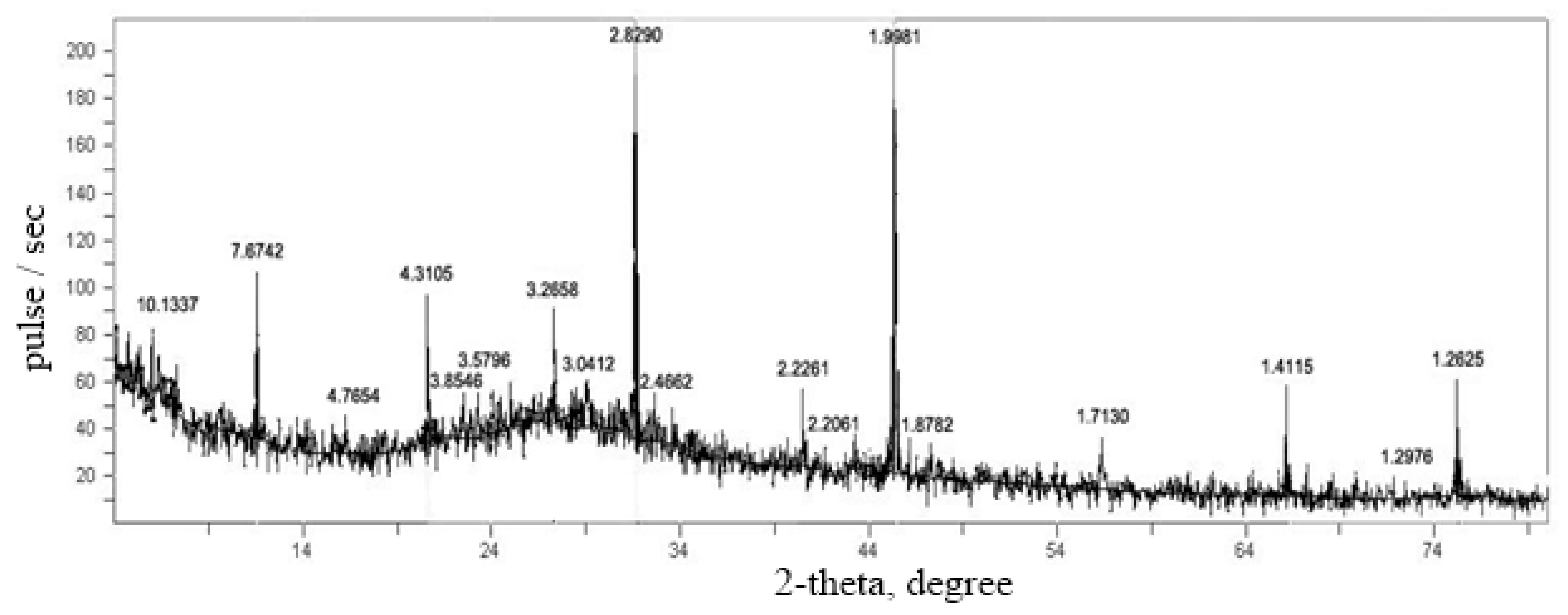
Figure 4 shows an X-ray diffraction pattern of the filler synthesized in the presence of CaCl
2 and Al
2(SO
4)
3 precipitating additives. In the specimens of the filler synthesized with the joint introduction of CaCl
2 and Al
2(SO
4)
3, there are diffraction lines (Å) of the following compounds: calcium silicate hydrates C-S-H (I) and (II): 10.1337; 7.6742; 3.5796; 2.8290; 2.4662; 2.2261; 2.2061; 1.2625; gypsum: 4.3105; 4.3114; 2.2261; zeolites: 3.2658; 1.9981; 1.7130; calcite: 3.8583; 3.0395; 1.4115 aragonite: 1.8782; 1.2976; vaterite: 1.2625. The presence of additional compounds (zeolites, gypsum) and an additional amount of C-S-H type silicate hydrates interacting with lime helps to strengthen the structure of the lime paste.
To obtain colored fillers, an additive-chromophore FeCl
3 was introduced, both together with the addition of CaCl
2, and separately. An analysis of the experimental data showed that the compressive strength of the lime compositions with the filler synthesized from the liquid glass in the presence of the combined introduction of CaCl
2 and FeCl
3 additives is 28% higher compared to compositions based on the fillers synthesized in the presence of CaCl
2 alone (
Table 5).
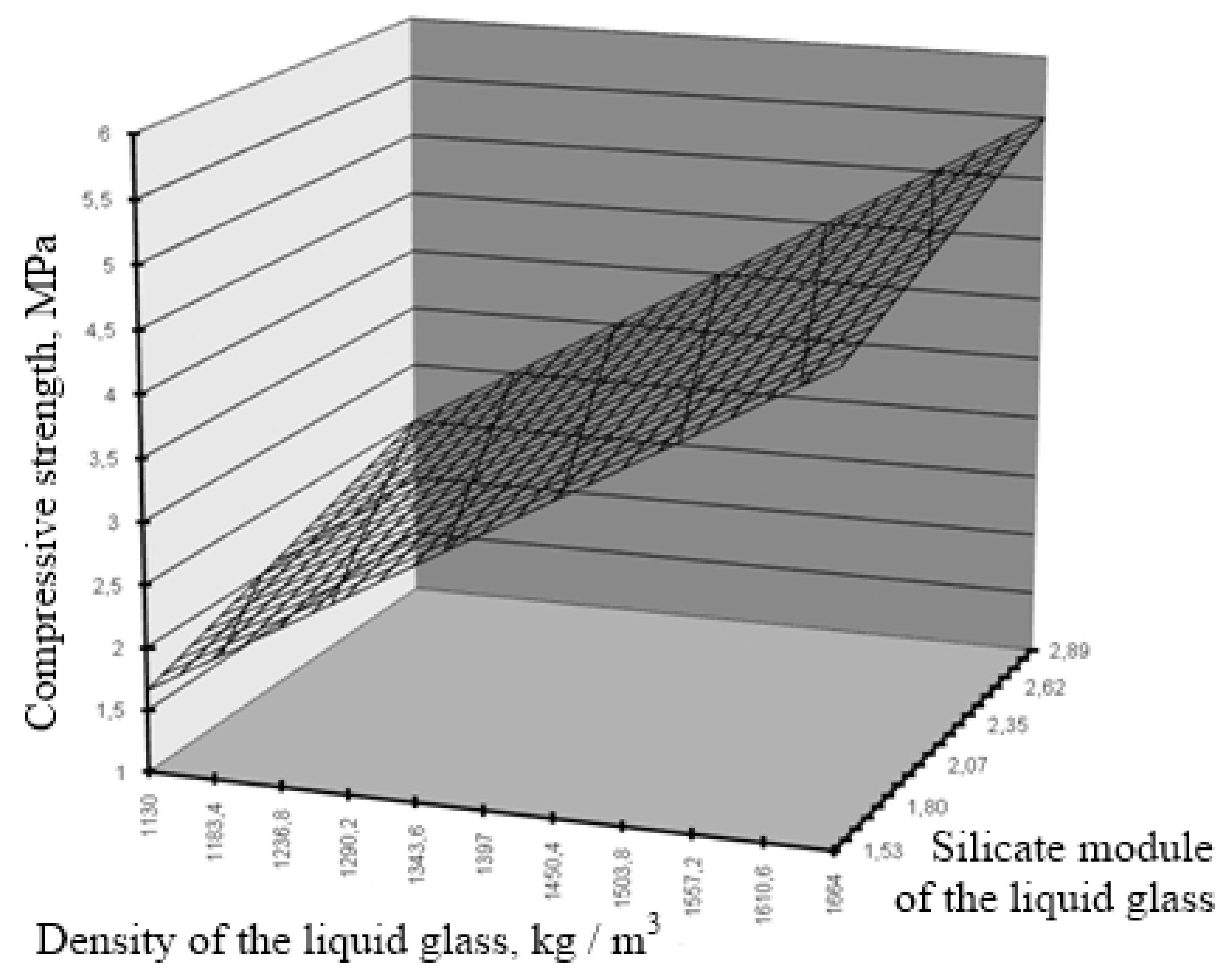
To determine the optimum density and the silicate module of the liquid glass, a full factorial experiment was designed. The main factor levels and variation intervals are shown in
Table 6. The compressive strength of the lime composite was chosen as the optimization parameter. The homogeneity of the variances was assessed by the Cochran criterion, the adequacy of the models was checked by the Fisher criterion, the significance of the coefficients by the Student criterion at a significance level of 0.05.
As a result of processing the obtained experimental data, a linear model was obtained for the composition “lime + CSH”:
The resulting model adequately describes the influence of the investigated factors on the compressive strength of the lime composite. The significance of the coefficients of the regression equation indicates a significant effect of a density and a silicate module on the optimization parameter. The interpretation of the absolute values of the coefficients of the regression equation and their signs indicates the predominant influence of the modulus of the liquid glass on the formation of compressive strength. The graphic interpretation of the resulting model is shown in
Figure 5.
Table 7 shows that the activity of the filler varies depending on the synthesis mode in the range of 178–289 mg/g.
The activity of the fillers depends on the drying temperature (
Table 8). The most active is the filler dried after filtration at a temperature of 300 °C. Compressive strength R
com of specimens at the age of 28 days of hardening in air-dry conditions, of the composition 10.3 (lime:CSH filler) by weight at a water:lime ratio equal to 0.7, when using the filler dried at temperature of 300 °C, is R
com = 6.79 MPa. In addition, the composition with the use of the filler dried at a temperature of 105 °C is 4.56 MPa (i.e., the increase in compressive strength is 50%).
In order to study the influence of the terms and conditions of storage of the filler on its activity, part of the filler was stored in conditions excluding the access of moisture, and remaining part was stored in the open air at a relative humidity of 70–75% and a temperature of 18–20 °C. After storage of the filler for 10–40 days, specimens of the composition lime:CSH filler = 1:0.3 were molded with water:lime ratios of 0.7 and 0.9. The specimens hardened at a relative air humidity of 70% and a temperature of 18–20 °C (
Table 9). Specimens molded immediately after drying of the fillers were taken as control ones.
The research results shown in
Table 9 indicate that during storage of the filler under conditions excluding moisture access, the activity of the filler practically does not change. Therefore, the value of the compressive strength of the samples molded at w/l = 0.65 on the filler immediately after drying is R
com = 4.56 MPa, and molded on the filler after storage for 10–20 days is 4.56–4.50 MPa. Some fluctuations in compressive strength values are associated with statistical variability. After 20 days of storage in conditions that exclude moisture access, its activity decreases slightly. The decrease in the compressive strength of specimens molded at w/l = 0.7 on the filler after storage for 30–40 days is 8.3–19.7%, and at w/l = 0.9 is 10.5–24.6%.
Storage of fillers in air-dry conditions dramatically changes its activity. Thus, the decrease in the compressive strength of the lime compositions molded at w/l = 0.9 on the filler after storage for 30–40 days is 57.9–68.6%.
The generalized analysis of the results of experimental data made it possible to establish the optimal ratio of components, select the type, amount, and concentration of the solution of the precipitant additive involved in the synthesis of the filler, and also establish the optimal density and modulus of the liquid glass. The greatest advantages in terms of strength characteristics are possessed by compositions with the filler obtained by synthesis from the liquid glass, with a density of 1335–1663 kg/m3 and a silicate module of 1.53–2.9, in the presence of a precipitating additive CaCl2 in an amount of 30–50% of the weight of the liquid glass in the form of a 7.5–15% solution, and dried at a temperature of 105 °C.
3.2. Development of the Modified Lime Compositions
The hardening of solutions on slaked lime is due to the occurrence of two processes: Crystallization of Ca(OH)
2 during drying of solutions and carbonization of hydroxide. This process takes place primarily in the surface layers. Carbonization of deep layers is long-lasting, because, firstly, the amount of CO
2 in the atmosphere is only 0.04%, and, secondly, the resulting CaCO
3 film has low permeability. Therefore, in the central part of well-compacted solutions, a significant amount of Ca(OH)
2 remains for a long time. Evaporation of water from the solution also helps to increase the strength. The formation of CaCO
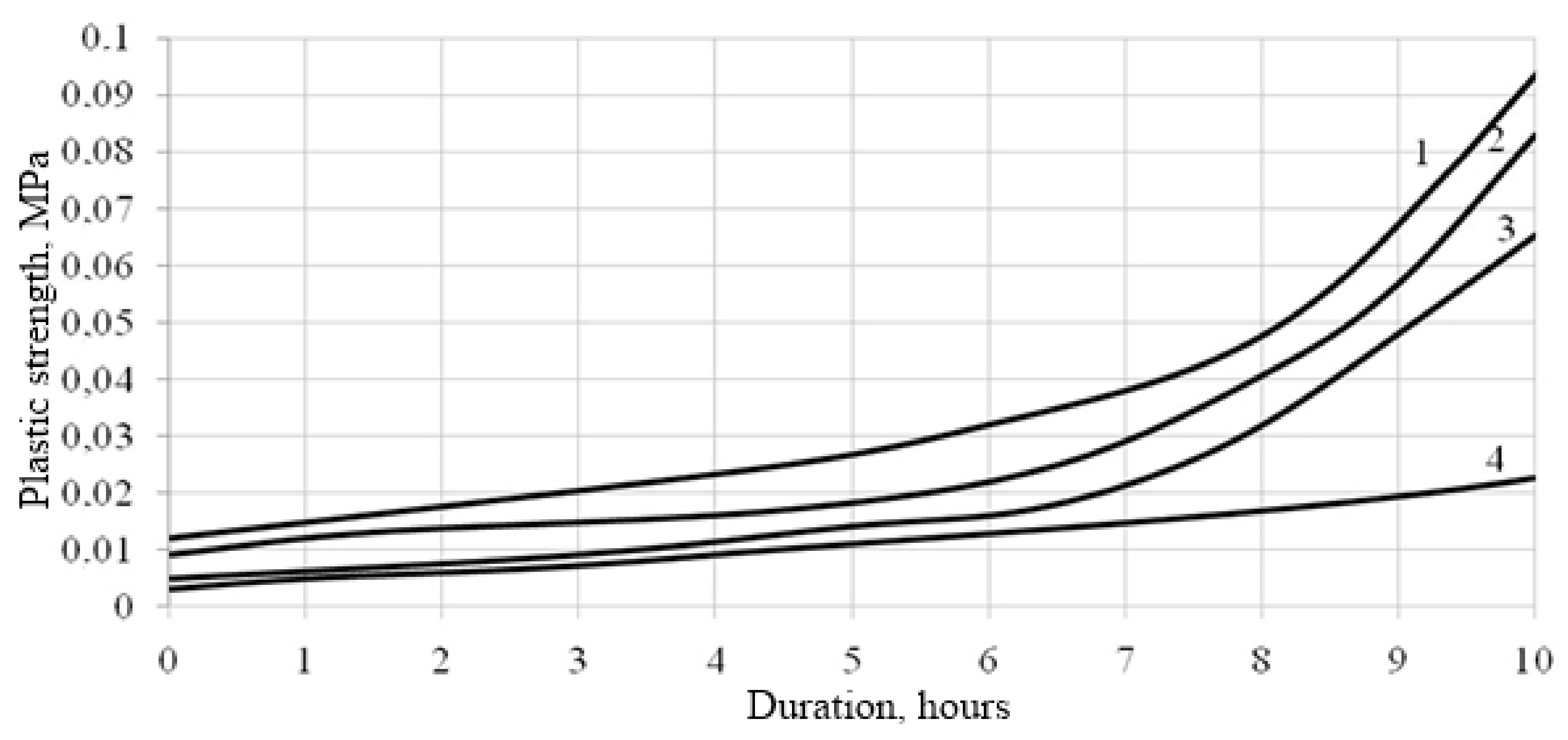
3 leads to an increase in the strength and water resistance of products. If active additives are used as a filler, along with the formation of carbonates, calcium silicate hydrates may also appear, which increase the strength of solutions. The formation of a significant amount of silicate hydrates that improve the adhesion of the binder to the aggregate, and the high plastic strength of lime mortars is explained (
Figure 6).
It was found that the use of the CSH fillers in the lime compositions, obtained with the rapid introduction of CaCl
2 additives into the liquid glass during the filler synthesis, accelerates the plastic strength gain of the lime compositions with this filler (
Figure 6, curve 1). Thus, the plastic strength of the lime composition when using a filler obtained with the rapid introduction of CaCl
2 additive, in the form of a solution of 15% concentration at the age of 4.5 h, is τ = 0.025 MPa, and the filler synthesized with the slow introduction of a precipitating additive is τ = 0.017 MPa (
Figure 6, curve 2). The filler, obtained by holding the filtrate for three days, slows down the development of plastic strength (
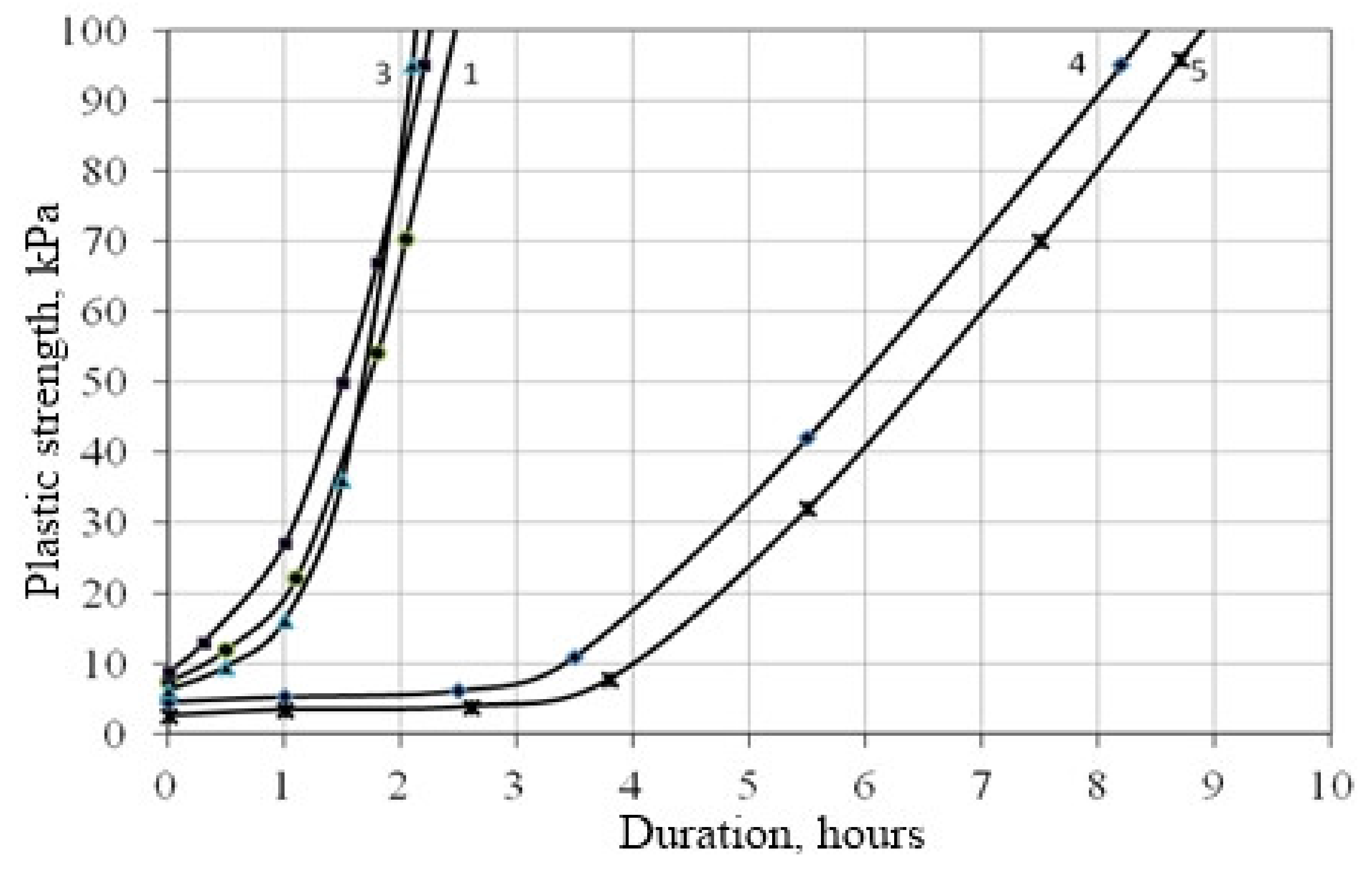
Figure 6, curve 3). At the age of 4.5 h, the plastic strength is τ = 0.012 MPa. Shrinkage reduction of the lime mortars is achieved by introducing quartz sand (
Figure 7).
It was found that the introduction of the S-3 superplasticizer leads to a slowdown in the gain of plastic strength (
Figure 7, curve 5). A decrease in the amount of mixing water (w/b = 1.1), taking into account the water-reducing coefficient, naturally contributes to a faster gain of plastic strength in compositions with superplasticizers (
Figure 7, curves 1, 2, 3). Thus, the plastic strength of the composition with the addition of S-3 at the time of 1 h of hardening is τ = 21.7 kPa, for the 03C composition, τ = 5.2 kPa. When the Kratasol additive is introduced into the formulation at the first stage of hardening (up to 1 h 20 min), there is a slight slowdown in the set of plastic strength compared to compositions containing the additives S-3 and SP-3; however, subsequently the plastic strength of the composition with the addition of Kratasol is higher.
The values of adhesion and compressive strength of the lime composites are shown in
Table 10.
The CSH filler addition to the DPM results in increased compressive strength and adhesion. Compressive strength and adhesion of the specimens with the following ratios “lime:CSH = 1:0.3; binder:sand = 1:3 and water/binder = 1.8”, tested at the age of 28 days of hardening in air-dry conditions at temperature of 18–20 °C and a relative humidity of 60–70%, are equal to 1.76 and 0.25 MPa, respectively, and specimens of the composition “binder:sand = 1:3 and water/binder = 1.8” are 0.96 and 0.16 MPa, respectively. A decrease in the amount of mixing water due to the introduction of the S-3 superplasticizer additive into the formulation causes a natural increase in the strength of the lime composite.
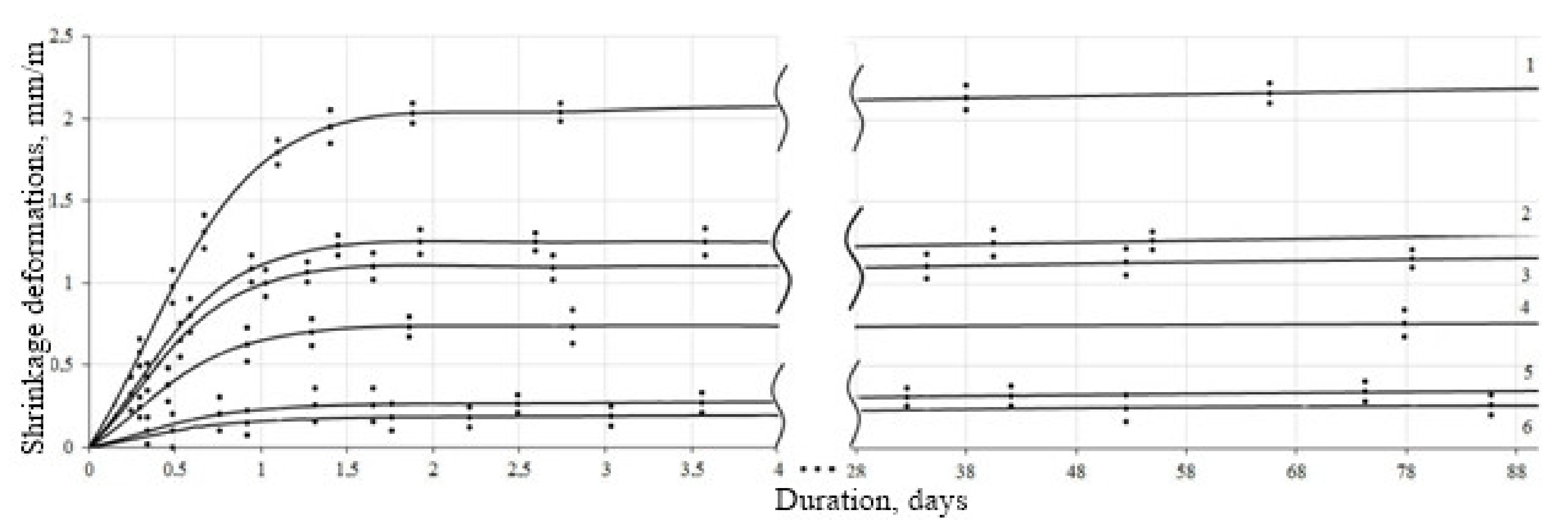
The results of assessing the shrinkage deformations of the finishing mixes are shown in
Figure 8.
Shrinkage deformations of specimens with ratios “Iime:sand = 1:3 and water/binder = 1.8” after three months were 2.12 mm/m (
Figure 8, curve 1). When the CSH filler is introduced into the lime composition, a decrease in shrinkage is observed, which is for the composition “lime:CSH = 1:0.3, binder:sand = 1:3 and water:binder = 1.8” after three months was 1.16 mm/m (
Figure 8, curve 2). An increase in the amount of sand in the mix helps to reduce shrinkage. Shrinkage deformations of specimens with ratios “lime:CSH = 1:0.3, binder:sand = 1: 4 and water/binder = 1.8” were 0.76 mm/m (
Figure 8, curve 3). The introduction of superplasticizer S-3 and redispersible powders such as Neolith 7200 and Pulver DM 1142P into the composition of the DPM also leads to a decrease in shrinkage deformations. Shrinkage value after three months of hardening for compositions “lime:CSH = 1:0.3, binder:sand = 1:3 and water/binder = 1.0+S-3+Neolith 7200” and “lime:CSH = 1:0.3, binder:sand = 1: 4 and water/binder = 1.0+S-3+Pulver DM 1142P” was 0.34 and 0.26 mm/m, respectively (
Figure 8, curves 4 and 5).
Table 11 shows the results of evaluating crack resistance through the ratio of the flexural strength R
flex to the compressive strength R
com of specimens aged 28 days.
The crack resistance coefficient of lime compositions is 0.26–0.28, depending on the lime:sand ratio. The introduction of the CSH filler into the dry mix increases the Rflex:Rcom ratio by 32–35%. Thus, crack resistance coefficient of the specimens with the composition “lime:CSH = 1:0.3, binder:sand = 1:3 and water/binder = 1.8” is 0.35, and for the specimens with the composition “lime:CSH = 1: 0,3, binder:sand = 1: 4 and water/binder = 1.8” it is equal to 0.37. With the introduction of redispersible powders, such as Neolith 7200 and Pulver DM 1142P in the presence of S-3 superplasticizer, taking into account the water-reducing coefficient in the finishing composition, the Rflex:Rcom ratio increases by 75–96%. The crack resistance coefficient of specimens with the composition “lime:CSH = 1:0.3, binder:sand = 1:3, water/binder = 1.0+S-3+Neolith 7200” it is 0.51, and specimens with the composition “lime:CSH = 1:0.3, binder:sand = 1: 4; water/binder = 1+S-3+Pulver DM 1142P” it is 0.49.
To increase the decorative properties, the pigments were introduced into the mix in an amount of 1% to 5%, while, in particular, the introduction of blue pigment into the DPM leads to a decrease in the strength characteristics by 10–13% (
Table 12).
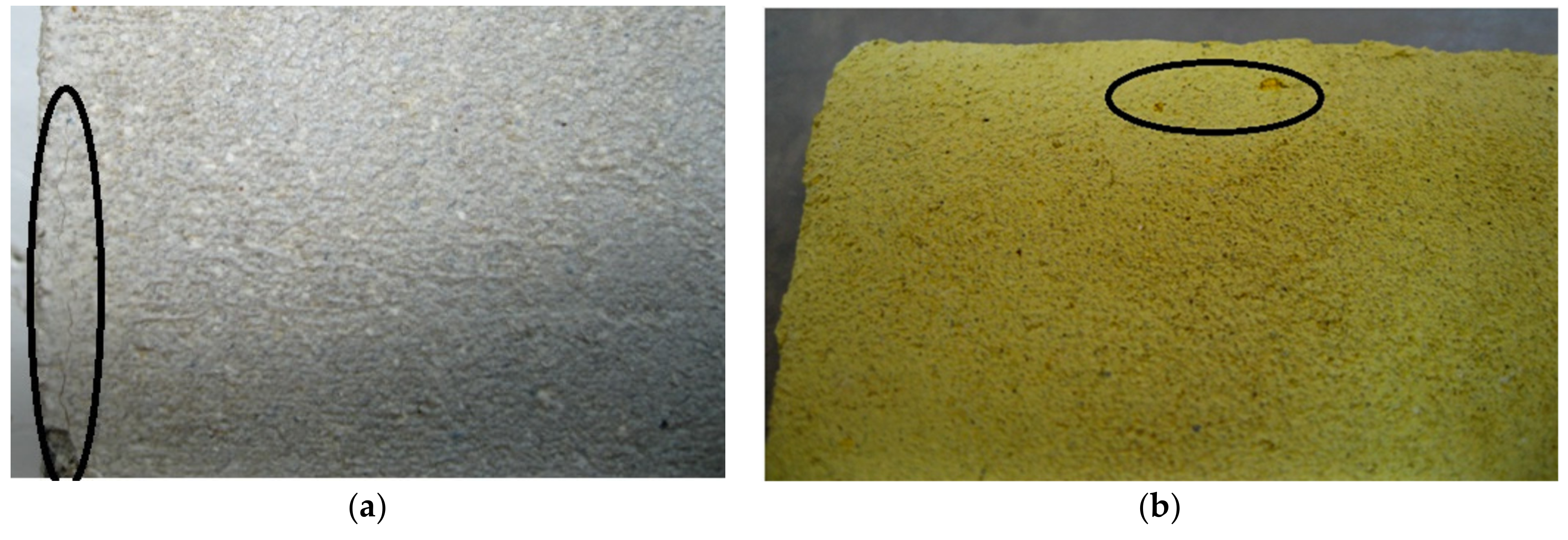
Table 13 shows that painted specimens with a yellow pigment, along with uncolored samples, withstood 50 cycles of frost resistance tests, while the condition of the coating after 50 test cycles was assessed satisfactorily, which is characterized by a loss of gloss up to 5%, a barely noticeable color change and the absence of whitishness, bronzing, dirt retention, peeling, cracking, rashes, and blistering of the surface.
The appearance of the specimens after 50 test cycles is shown in
Figure 9.
Finishing coatings prepared on the modified lime binder are characterized by increased water resistance (
Table 14).
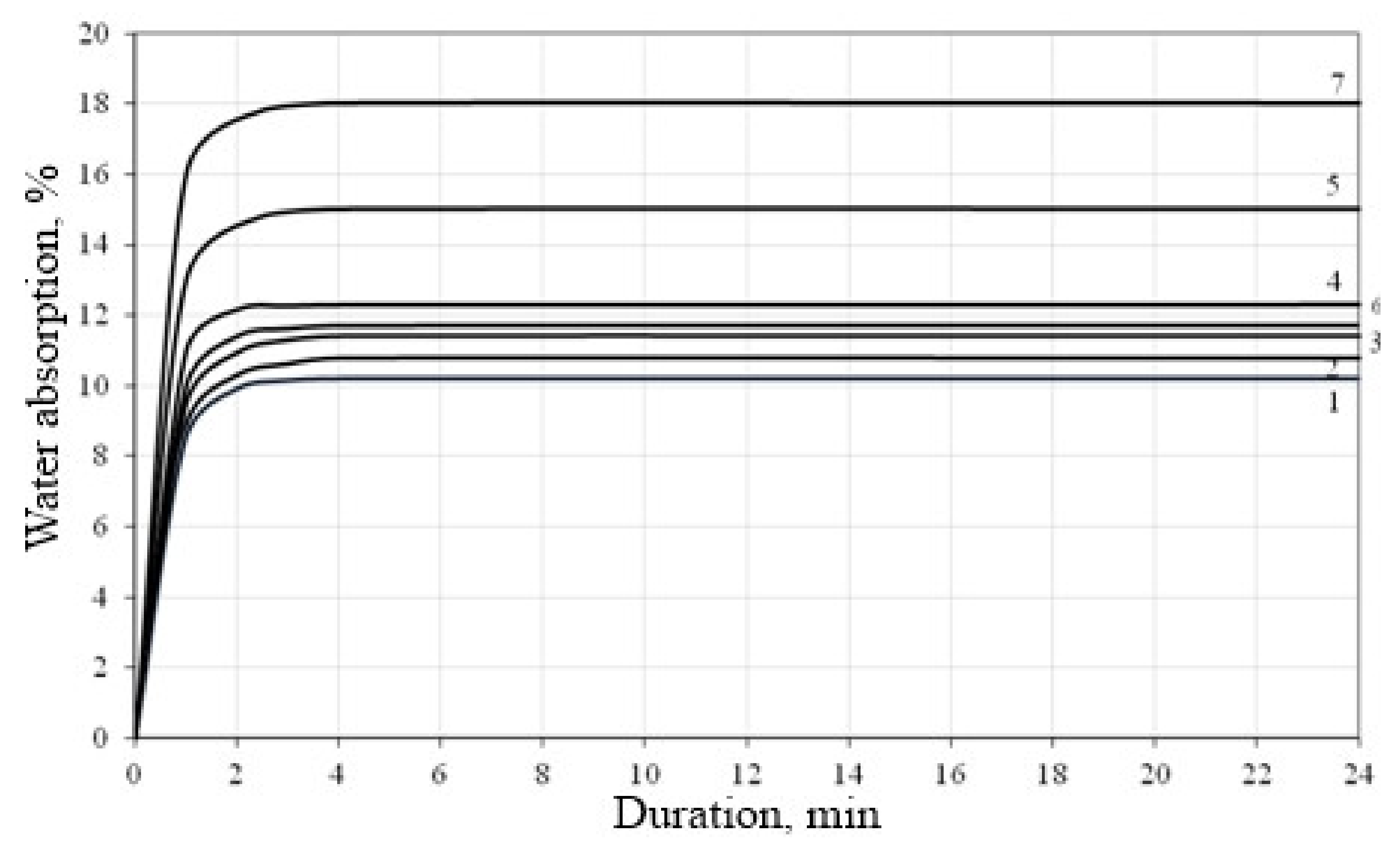
Thus, the softening coefficients of the reference specimens are 0.42–0.45, and of the modified specimens are 0.53 and 0.56, depending on the ratio of binder:sand. With the introduction of the superplasticizer into the composition, the specimens with the Kratasol addition showed a higher value of the softening coefficient (0.68), which, apparently, is explained by the presence of a hydrophobic component in the additive, as well as the creation of a denser structure due to a decrease in the amount of mixing water. This is evidenced by the data on the kinetics of water absorption of the lime composites (
Figure 10).
It was found that, during the initial 1–4 min, all samples showed intense water absorption, and subsequently the water absorption indicators stabilized. Water absorption of the composition “water/binder = 1.8, binder:sand = 1: 4” after 24 h was 15% by weight (
Figure 10, curve 5), and the composition “water/binder = 1.8, binder:sand = 1:3” was 18%. When a superplasticizer is introduced into the mix, a decrease in water absorption is observed. A lower value of the water absorption index, which is 10.2% at 24 h water absorption (
Figure 10, curve 1), is observed in the samples prepared with the use of the Kratasol additive.
Traditional limestone mixes form coatings that are characterized by high porosity and a significant volume of open pores [
29,
30,
31,
32]. The addition of the CSH to the mix leads to a decrease in porosity. Thus, the porosity of the specimen based on the reference composition is 37.5%, and with the CSH addition is 31.6%. The introduction of the additive S-3, as well as the Pulver DM 1142P, taking into account the water-reducing effect, allows the porosity to be reduced to 24.8–25.2%.
Table 15 shows the results of determining the water absorption coefficient during capillary suction of the lime composites.
The numerical values of the water absorption coefficient, which for compositions with Kratasol and S-3+Pulver DM 1142P additives, respectively, were 0.49 and 0.39 kg/(m2·h0.5), indicate that coatings in accordance with DIN 52617 are water-repellent and hydrophobic (less than 0.5 kg/(m2·h0.5).
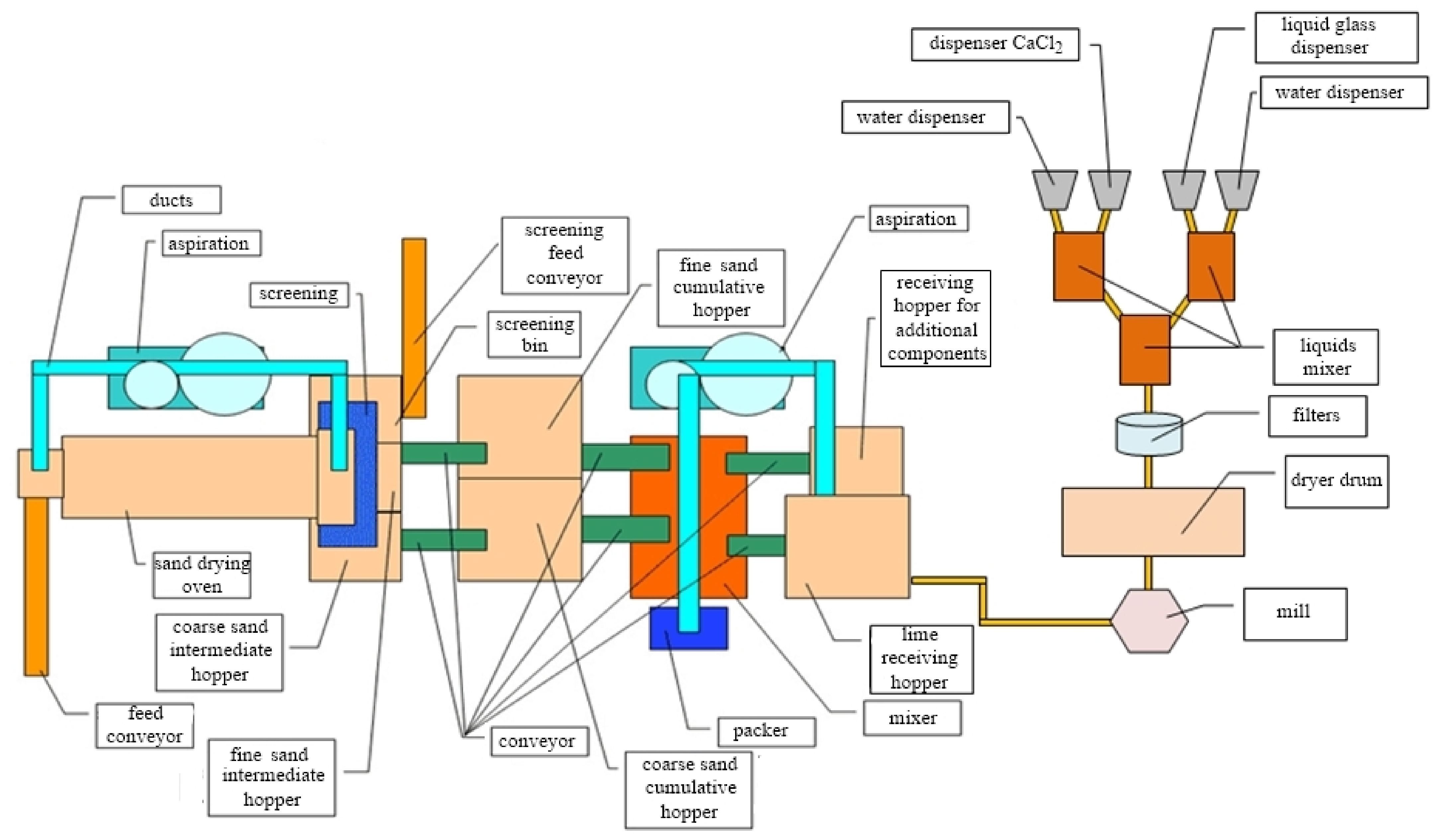
Figure 11 shows the developed technological scheme for the production of the lime dry plaster mix. This technological scheme can be implemented in existing factories of building materials without significant re-equipment of production.


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}