Feasibility Study of Selective Laser Melting for Metal Matrix Diamond Tools


Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
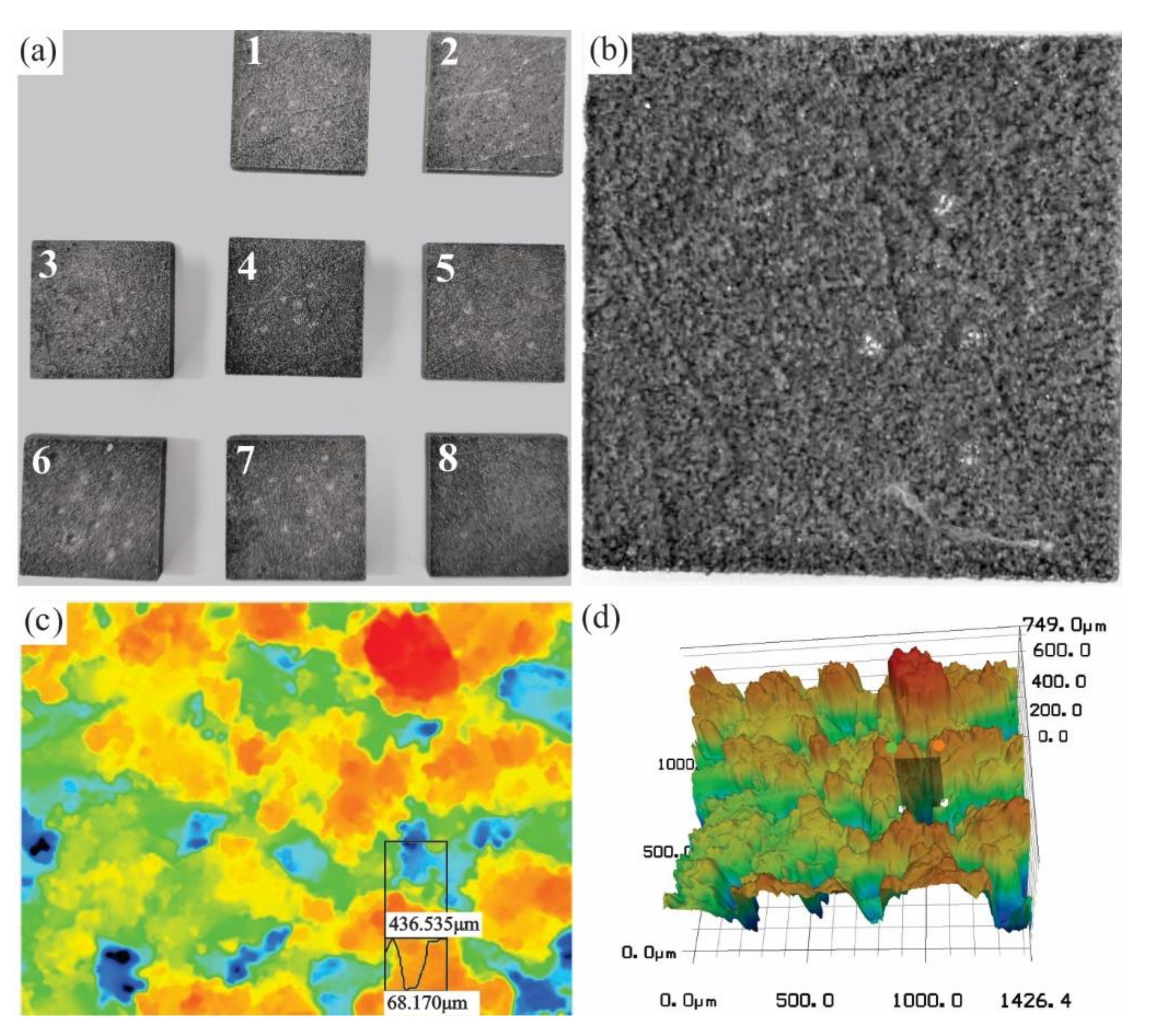
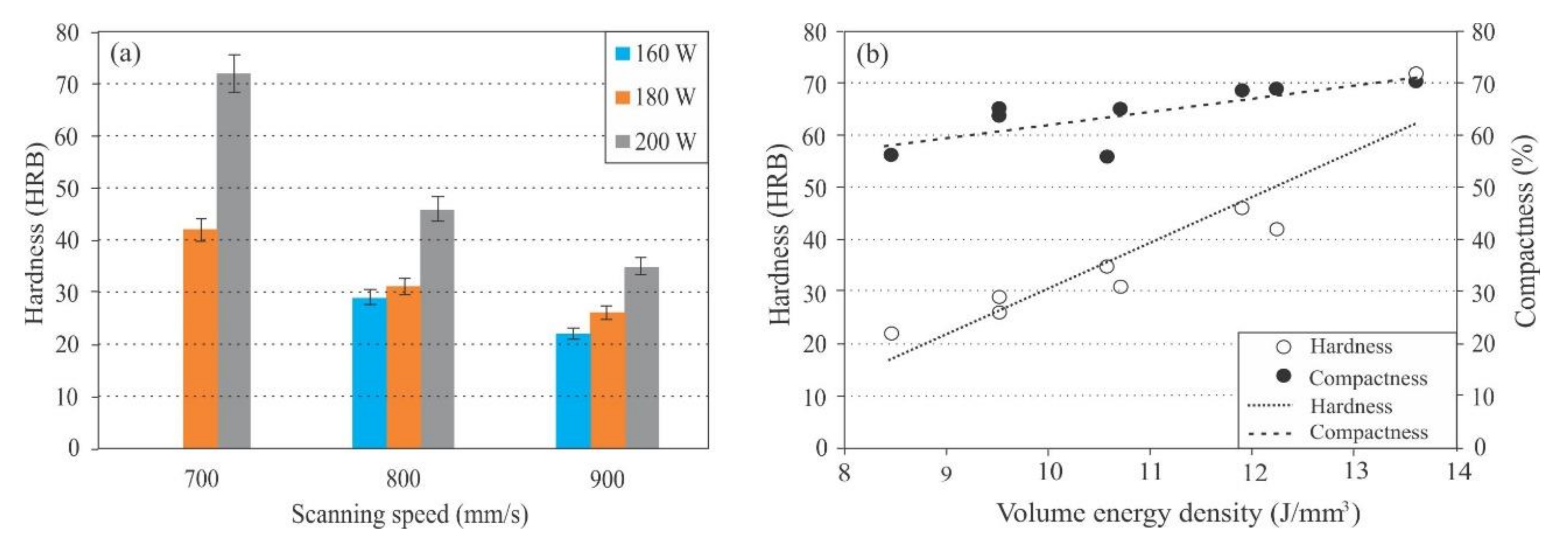
3.1. Surface Topographies and Hardness
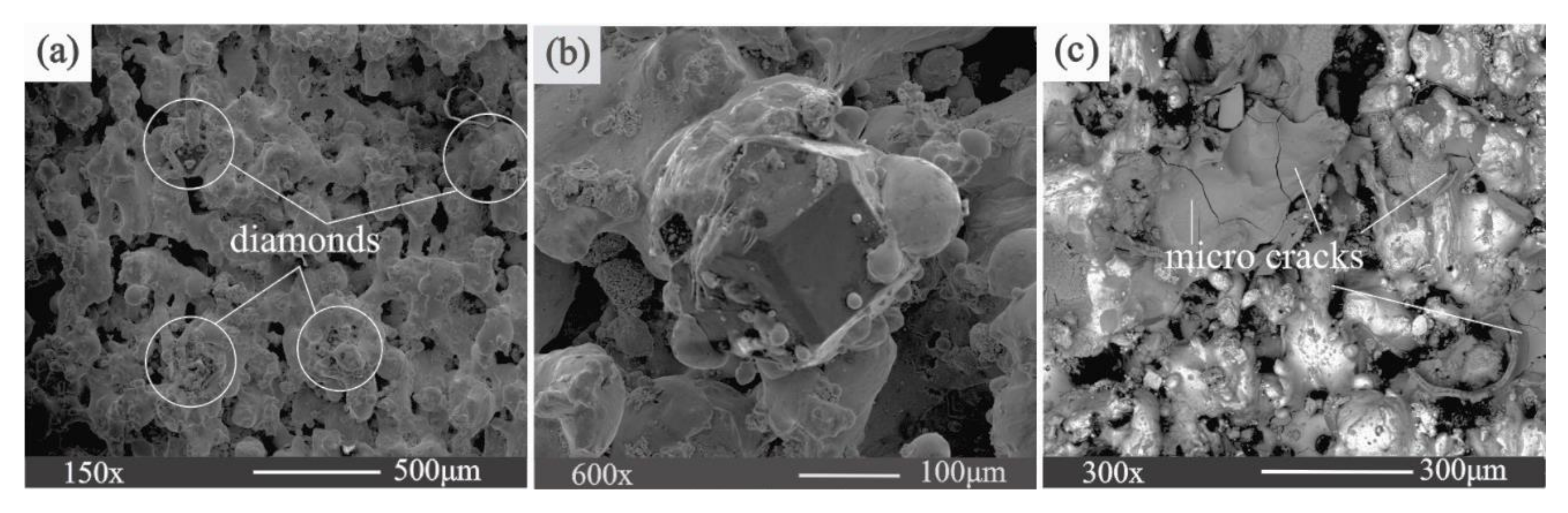
3.2. Microstructure
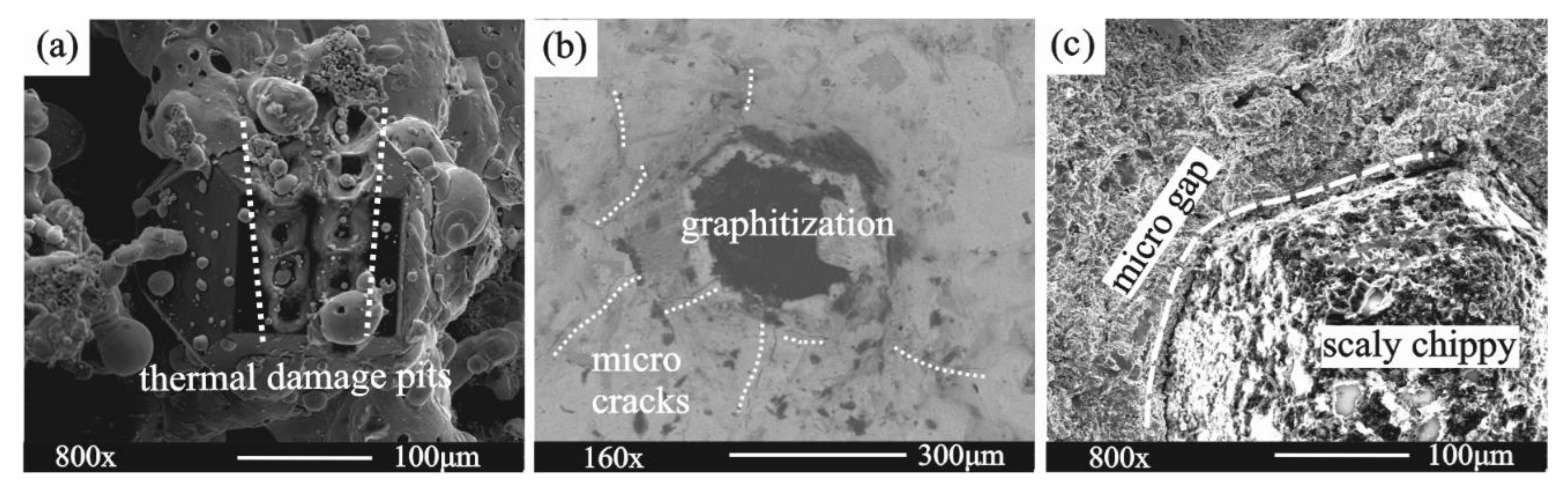
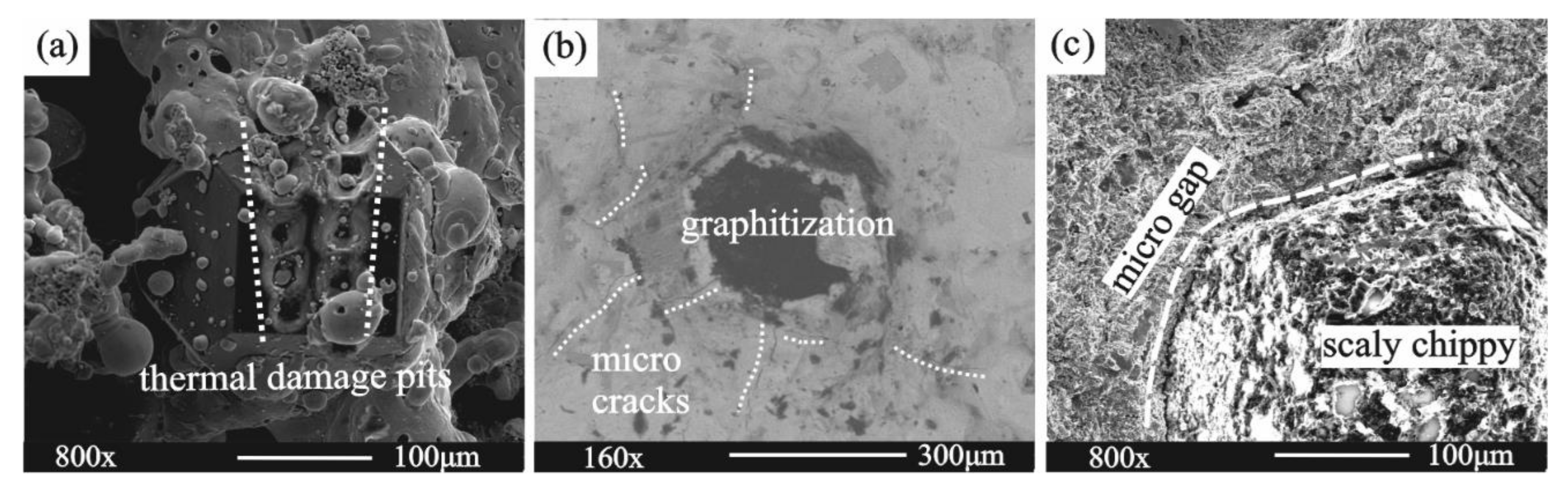
3.3. Thermal Damage to Diamond Particles
4. Conclusions
- (1)
- SLM has great prospects for application in the design and manufacturing of metal matrix diamond tools, although detailed fabricating technologies need to be further studied.
- (2)
- In this study, hardness of the MMDC samples manufactured by SLM was limited due to large layer thickness, with the highest value of 72 HRB.
- (3)
- Diamond particles in the SLM-formed composites are held more strongly by the metal matrix than the ones formed by vacuum brazing and hot-pressing sintering and suffer lower thermal damage.
- (4)
- Defects such as high porosity, micro-cracks, and thermal damage pits are the main challenges that need to be overcome for future applications of the technology.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Igharo, M.; Russell, J. Experimental study development of diamond impregnated cutting tools. Surf. Eng. 1994, 10, 52–55. [Google Scholar] [CrossRef]
- Konstanty, J. Production parameters and materials selection of powder metallurgy diamond tools. Powder Metall. 2006, 49, 299–306. [Google Scholar] [CrossRef]
- Palyanov, Y.N. The many facets of diamond crystals. Crystals 2018, 8, 72. [Google Scholar] [CrossRef] [Green Version]
- Duan, L.; Pan, B.; Fang, X. Design and Manufacture of Diamond Tools; China University of Geosciences Press: Wuhan, China, 2013. [Google Scholar]
- Zhang, Y.; Pan, B. The effect of valine on the process of nickel electrocrystallization on glassy carbon electrode. J. Electroanal. Chem. 2017, 796, 43–48. [Google Scholar] [CrossRef]
- Li, M.; Sun, Y.; Meng, Q.; Wu, H.; Gao, K.; Liu, B. Fabrication of Fe-Based Diamond Composites by Pressureless Infiltration. Materials 2016, 9, 1006. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, Z.; Tan, S.; Yang, K. Experimental research on metal-based diamond composites by 3D printing. Diam. Abras. Eng 2018, 1, 50–54. [Google Scholar]
- Zaitsev, A.A.; Sidorenko, D.A.; Levashov, E.A.; Kurbatkina, V.V.; Rupasov, S.I.; Andreev, V.A.; Sevast’yanov, P.V. Development and application of the Cu-Ni-Fe-Sn-based dispersion-hardened bond for cutting tools of superhard materials. J. Superhard Mater. 2012, 34, 270–280. [Google Scholar] [CrossRef]
- Pan, B.; Yang, Y.; Zhang, Y.; Zhang, Q. Effects of saccharin and tetramethylammonium bromide on the microstructure and microhardness of thick cobalt electrodeposits. Surf. Coat. Tech. 2017, 329, 49–54. [Google Scholar] [CrossRef]
- Chu, Z.Q.; Guo, X.Y.; Liu, D.H.; Tan, Y.X.; Li, D.; Tian, Q.H. Application of pre-alloyed powders for diamond tools by ultrahigh pressure water atomization. Trans. Nonferrous Met. Soc. China 2016, 26, 2665–2671. [Google Scholar] [CrossRef]
- Oliveira, F.A.C.; Anjinho, C.A.; Coelho, A.; Amaral, P.M.; Coelho, M. PM materials selection: The key for improved performance of diamond tools. Metal Powder Rep. 2017, 72, 339–344. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, S. A new diamond bit for extra-hard, compact and nonabrasive rock formation. J. Cent. South Univ. 2015, 22, 1456–1462. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, K.; Sun, Y.; Zhang, Z.; Zhang, S.; Liang, Y.; Li, X.; Ren, L. Effects of Bionic Units in Different Scales on the Wear Behavior of Bionic Impregnated Diamond Bits. J. Bionic Eng. 2016, 13, 659–668. [Google Scholar] [CrossRef]
- Sidorenko, D.; Mishnaevsky, L., Jr.; Levashov, E.; Loginov, P.; Petrzhik, M. Carbon nanotube reinforced metal binder for diamond cutting tools. Mater. Design. 2015, 83, 536–544. [Google Scholar] [CrossRef]
- Spierings, A.B.; Leinenbach, C.; Kenel, C.; Wegener, K. Processing of metal-diamond composites using selective laser melting. Rapid. Prototyp. J. 2015, 21, 130–136. [Google Scholar] [CrossRef]
- Kabir, M.R.; Richter, H. Modeling of processing-induced pore morphology in an additively-manufactured Ti-6Al-4V alloy. Materials 2017, 10, 145. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, Y.; Zeng, X.; Yang, Z.; Wu, H. Effect of crystallographic textures on thermal anisotropy of selective laser melted Cu-2.4Ni-0.7Si alloy. J. Alloy Compd. 2018, 743, 258–261. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, J.; Song, C.; Wang, D.; Bai, Y. Current status and progress on technology of selective laser melting of metal parts. Laser Optoelectron. Prog. 2018, 55, 011401. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Tran, H.-C.; Lo, Y.-L.; Chang, Y.-C.; Lin, H.-Y.; Liang, S.Y. Analytical modeling of residual stress in laser powder bed fusion considering part’s boundary condition. Crystals 2020, 10, 337. [Google Scholar] [CrossRef]
- Zhang, X.; Tang, S.; Zhao, H.; Guo, S.; Li, N.; Sun, B.; Chen, B. Research status and key technologies of 3D printing. J. Mater. Eng. 2016, 44, 122–128. [Google Scholar]
- Zhang, C.; Ren, Y.; Chen, X. The development situation of selective laser melting metal powder based on 3D printing. Appl. Mech. Mater. 2014, 518, 12–18. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Research status and technical prospect of rapid manufacturing of metallic part by selective laser melting. Aeronaut. Manuf. Tech. 2012, 404, 32–37. [Google Scholar]
- Sharma, V.; Pandey, P.M. Recent advances in turning with textured cutting tools: A review. J. Clean. Prod. 2016, 137, 701–735. [Google Scholar] [CrossRef]
- Artini, C.; Muolo, M.L.; Passerone, A. Diamond-metal interfaces in cutting tools: A review. J. Mater. Sci. 2012, 47, 3252–3264. [Google Scholar] [CrossRef]
- Zhao, X.; Duan, L. A review of the diamond retention capacity of metal bond matrices. Metals 2018, 8, 307. [Google Scholar] [CrossRef] [Green Version]
- Kruth, J.-P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef] [Green Version]
- West, C.; Wang, X. Modeling of selective laser sintering/selective laser melting. In Proceedings of the Laser 3D Manufacturing IV. P SPIE. 2, San Francisco, CA, USA, 8 January–2 February 2017; Volume 10095, p. 1009506. [Google Scholar] [CrossRef]
- Reis, L.; Amaral, P.M.; Li, B.; de Freitas, M.; Guerra Rosa, L. Evaluation of the residual stresses due to the sintering process of diamond-metal matrix hot-pressed tools. Theor. Appl. Fract. Mec. 2008, 49, 226–231. [Google Scholar] [CrossRef]
- Liu, F.; Yang, Y.; Pan, B. Influence of tungsten coating on microstructure and thermal damage of brazed diamonds. Surf. Eng. 2019, 35, 29–36. [Google Scholar] [CrossRef]
- Liu, W.; Pan, F.; Yang, H.; Yu, G.; Chen, Z.; Tan, S. Influence of magnetic treatment parameters on mechanical properties of hot-pressing sintering iron-based diamond bit matrix. Geol. Sci. Technol. Inf. 2018, 37, 269–274. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Laser Power (W) | Scanning Speed (mm·s−1) | Volume Energy Density (J·mm−3) |
|---|---|---|---|
| 1 | 180 | 700 | 12.24 |
| 2 | 200 | 700 | 13.61 |
| 3 | 160 | 800 | 9.52 |
| 4 | 180 | 800 | 10.71 |
| 5 | 200 | 800 | 11.90 |
| 6 | 160 | 900 | 8.47 |
| 7 | 180 | 900 | 9.52 |
| 8 | 200 | 900 | 10.58 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, X.; Yang, Z.; Tan, S.; Duan, L. Feasibility Study of Selective Laser Melting for Metal Matrix Diamond Tools. Crystals 2020, 10, 596. https://doi.org/10.3390/cryst10070596
Fang X, Yang Z, Tan S, Duan L. Feasibility Study of Selective Laser Melting for Metal Matrix Diamond Tools. Crystals. 2020; 10(7):596. https://doi.org/10.3390/cryst10070596
Chicago/Turabian StyleFang, Xiaohong, Zhan Yang, Songcheng Tan, and Longchen Duan. 2020. "Feasibility Study of Selective Laser Melting for Metal Matrix Diamond Tools" Crystals 10, no. 7: 596. https://doi.org/10.3390/cryst10070596
APA StyleFang, X., Yang, Z., Tan, S., & Duan, L. (2020). Feasibility Study of Selective Laser Melting for Metal Matrix Diamond Tools. Crystals, 10(7), 596. https://doi.org/10.3390/cryst10070596