Reduce the Planar Anisotropy of AA6016 Aluminum Sheets by Texture and Microstructure Control



Abstract
1. Introduction
2. Materials and Experimental Procedures
2.1. Materials and Processing
2.2. Measurement of Macro-Texture
2.3. EBSD and ECC Analysis
2.4. Formability Test
3. Results
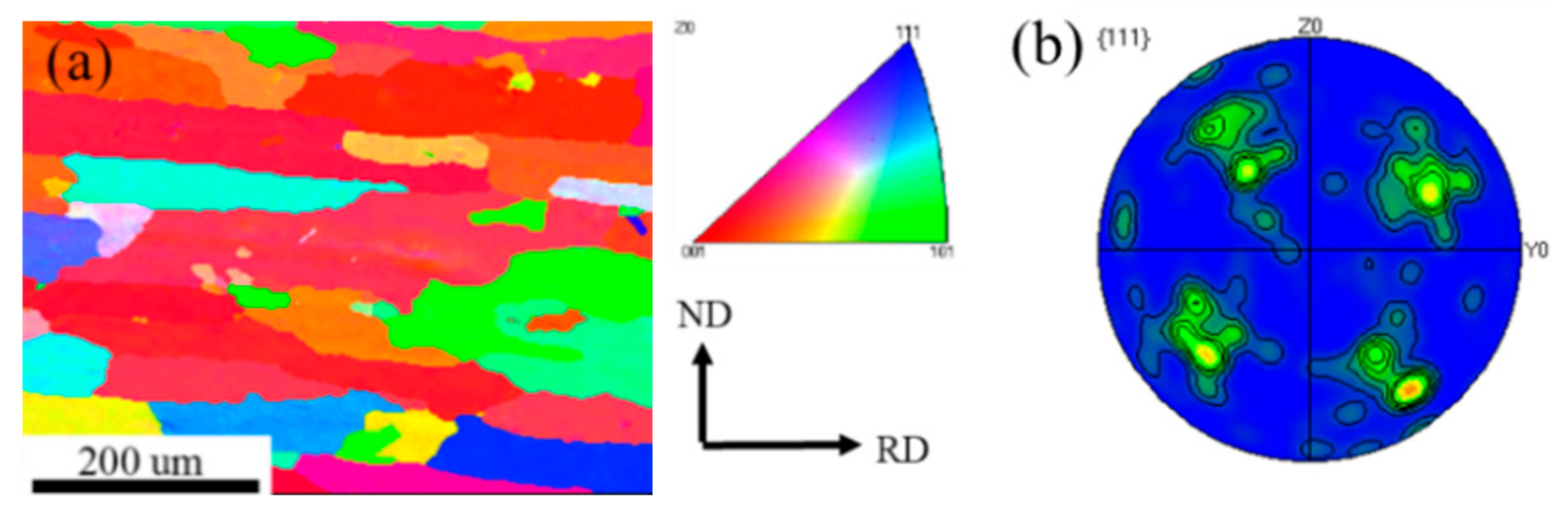
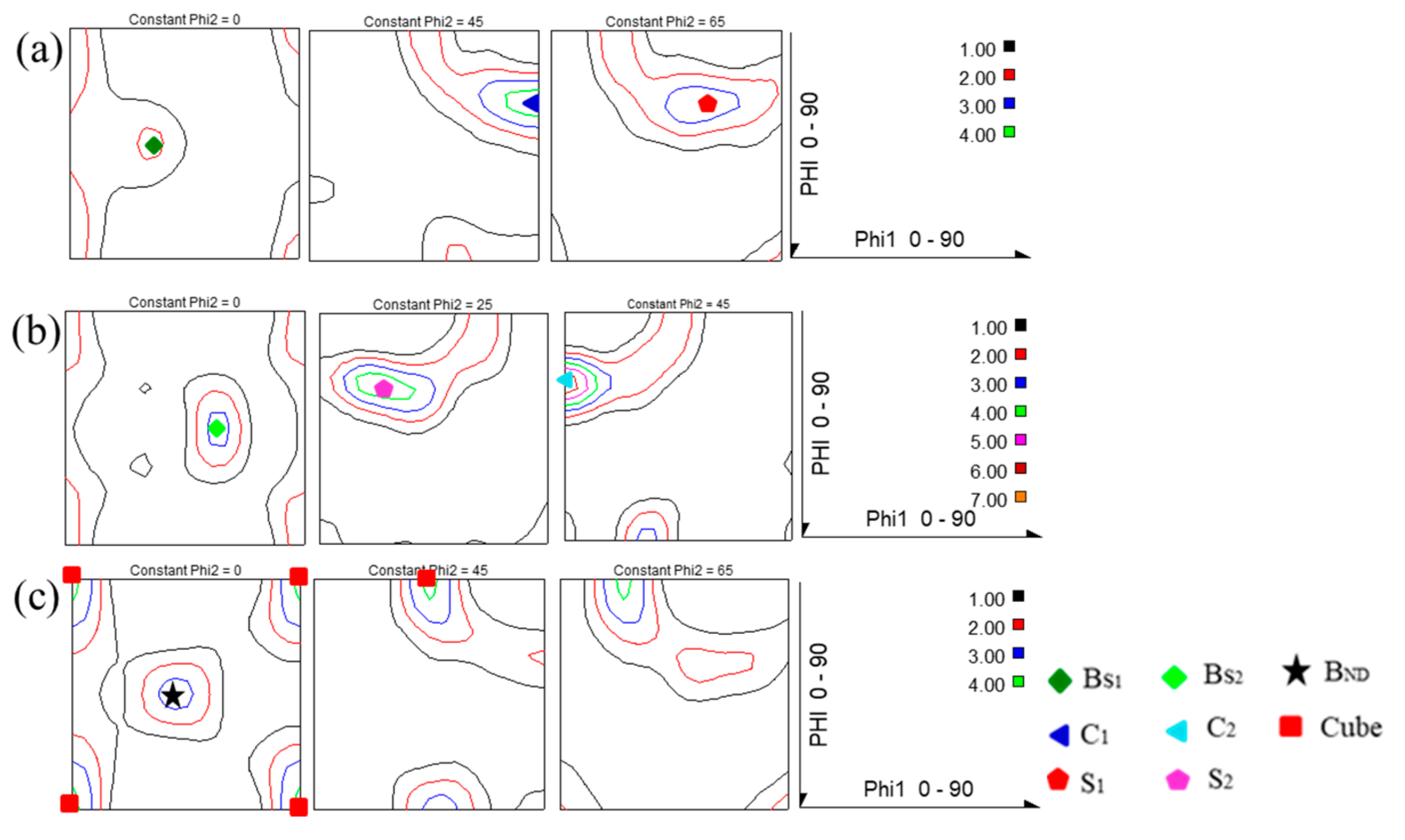
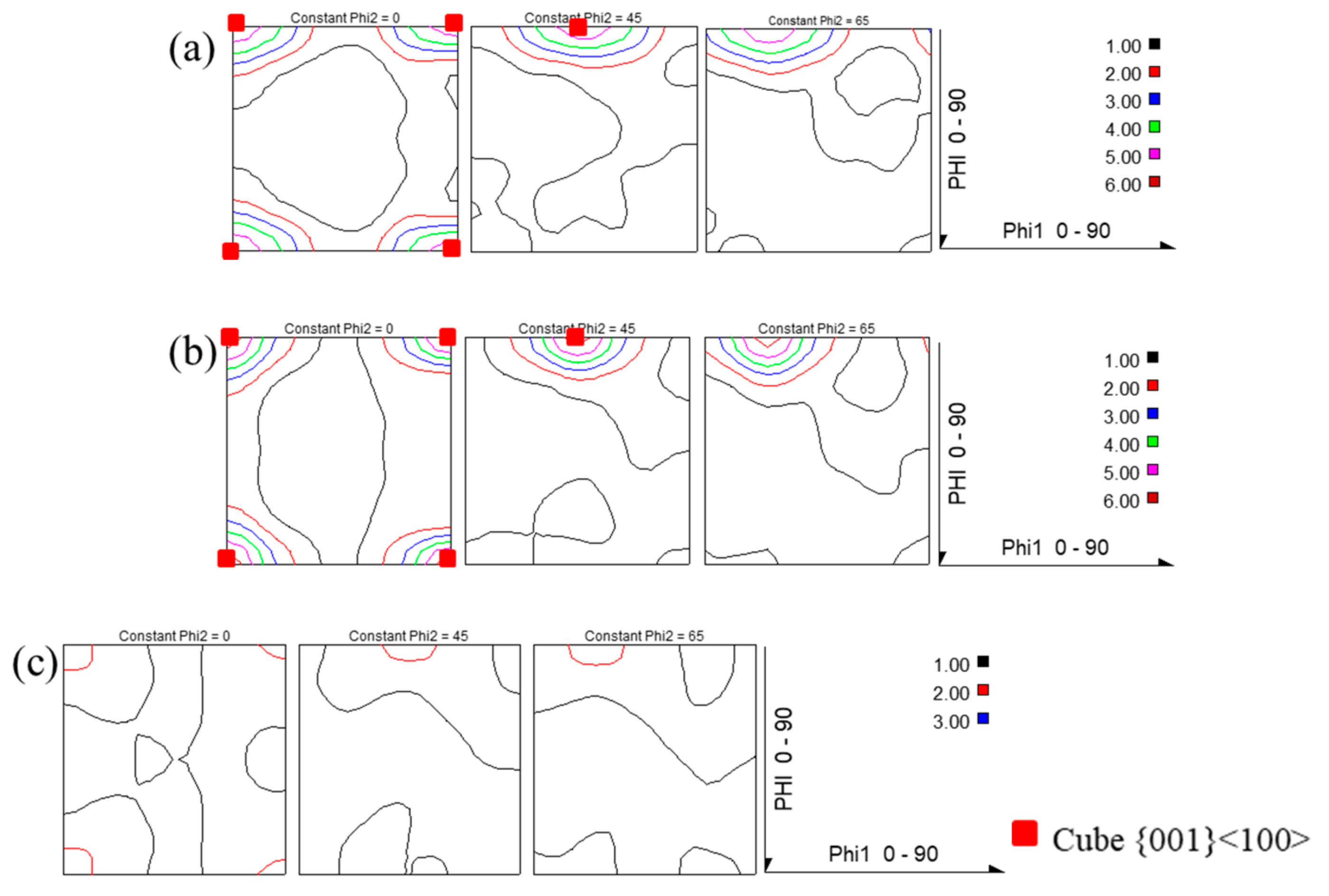
3.1. Deformation and Recrystallization Textures
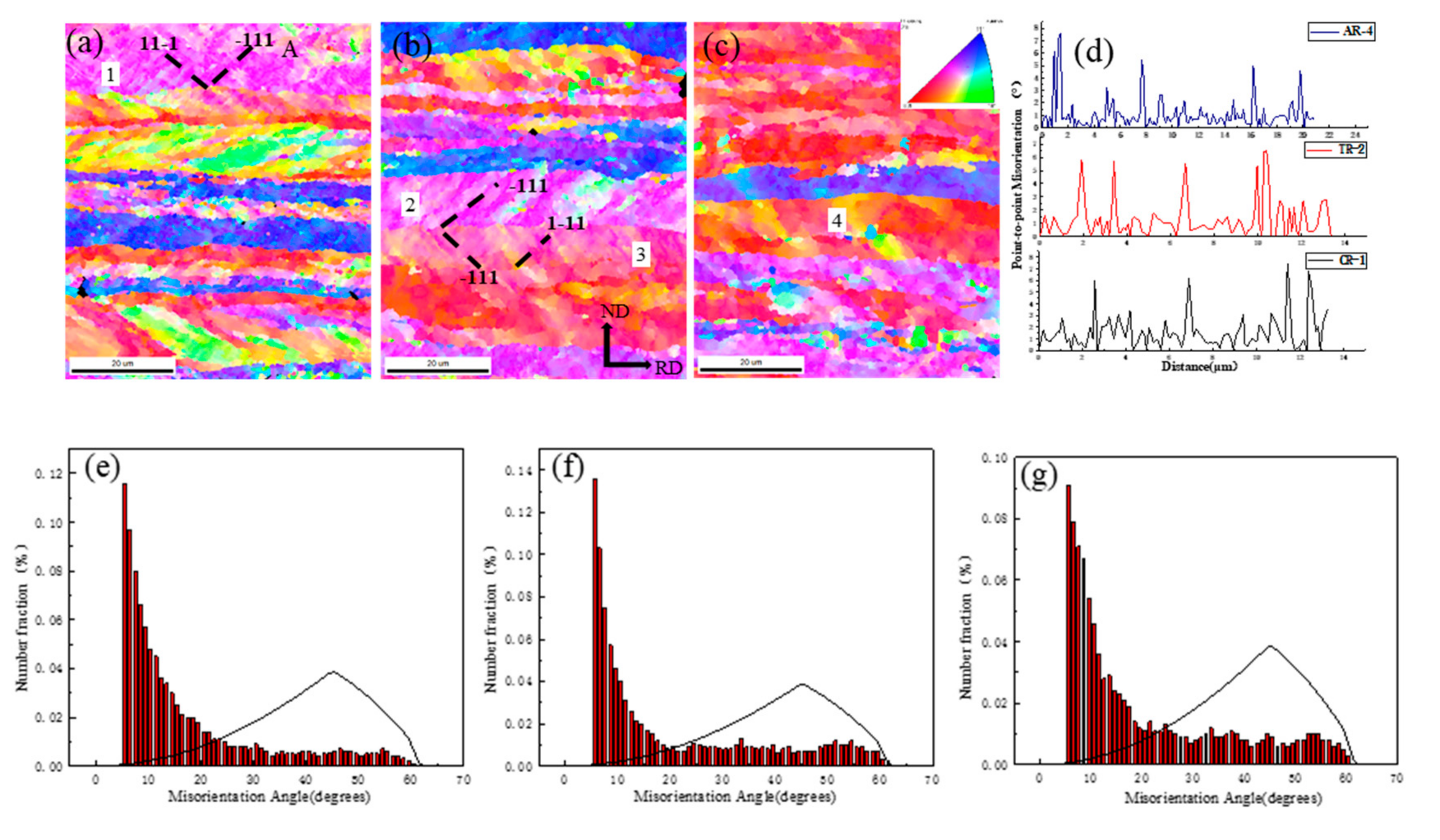
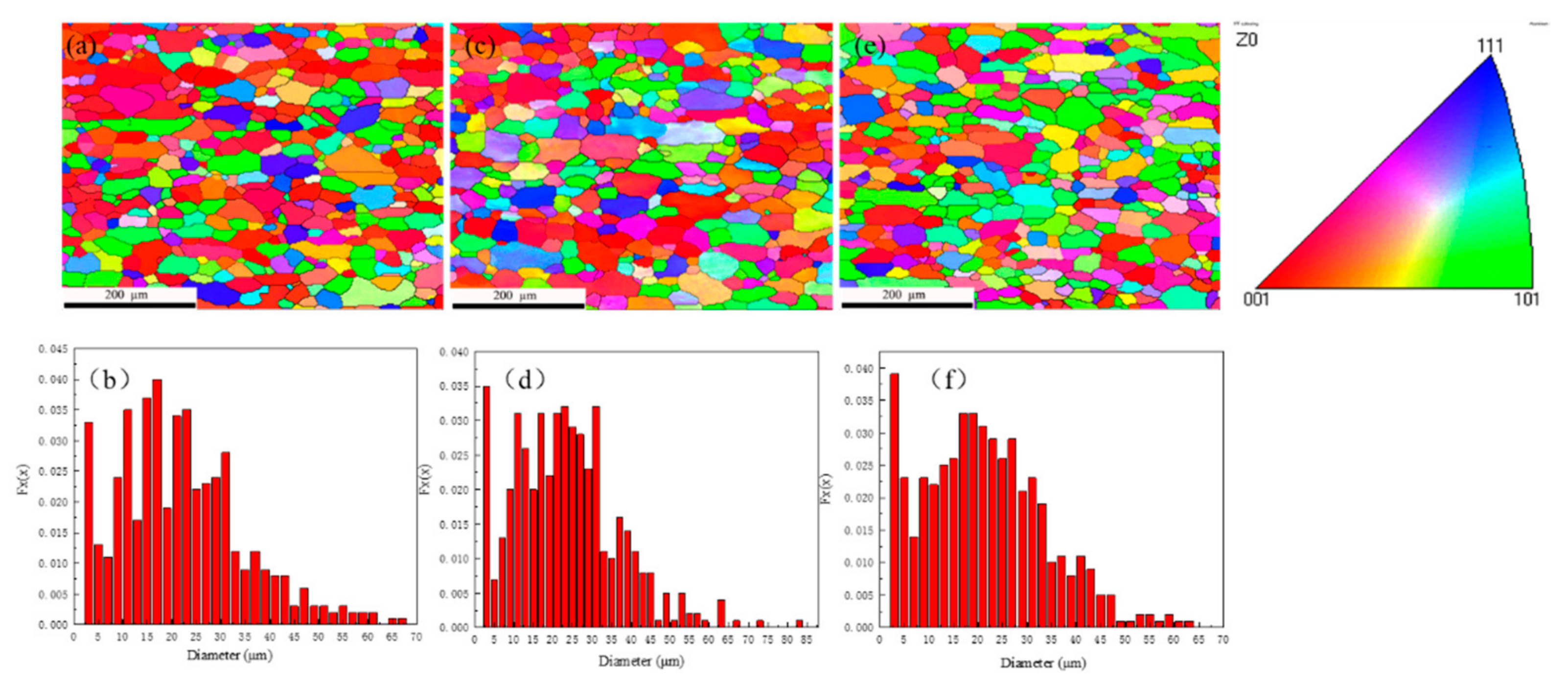
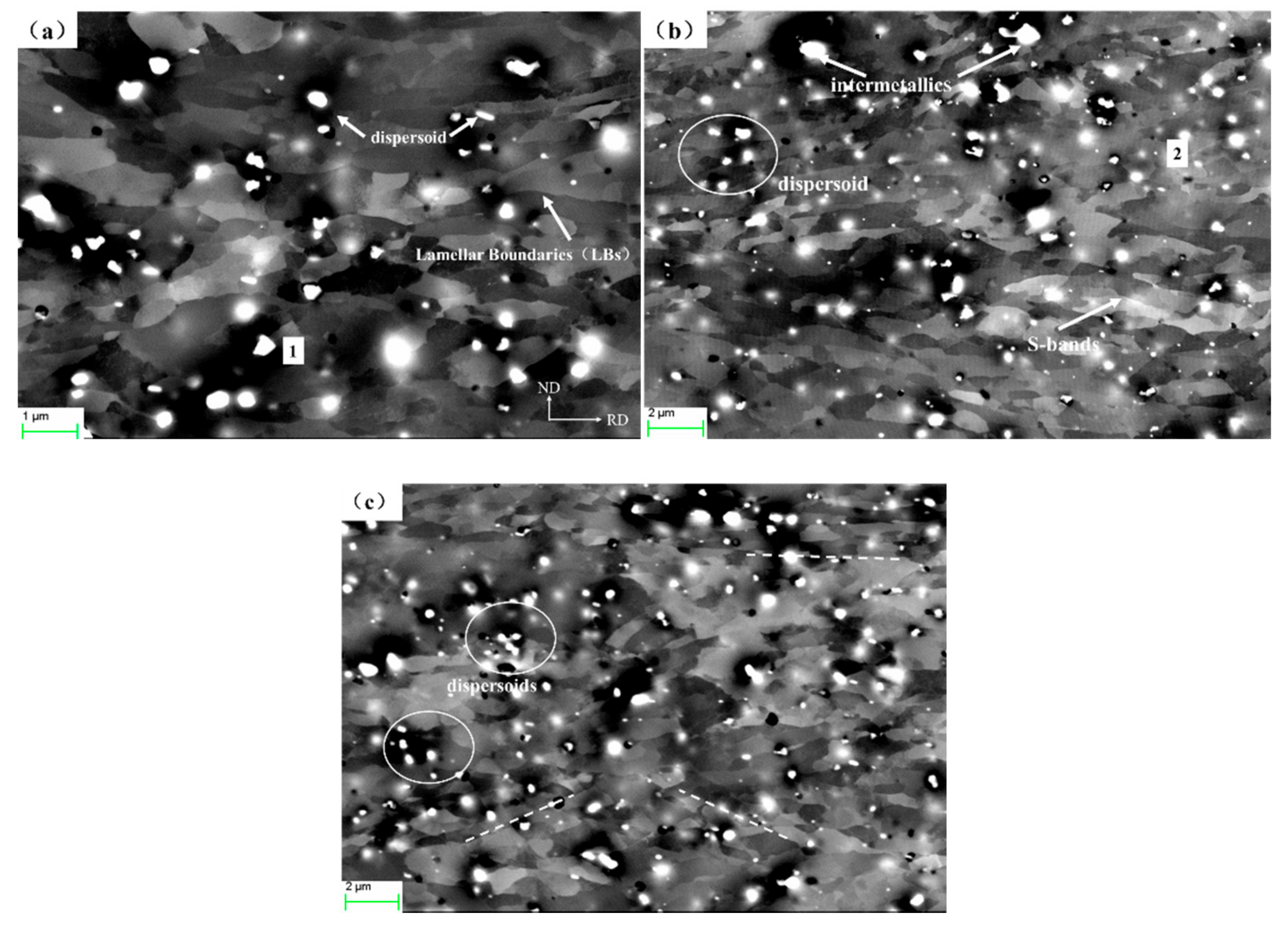
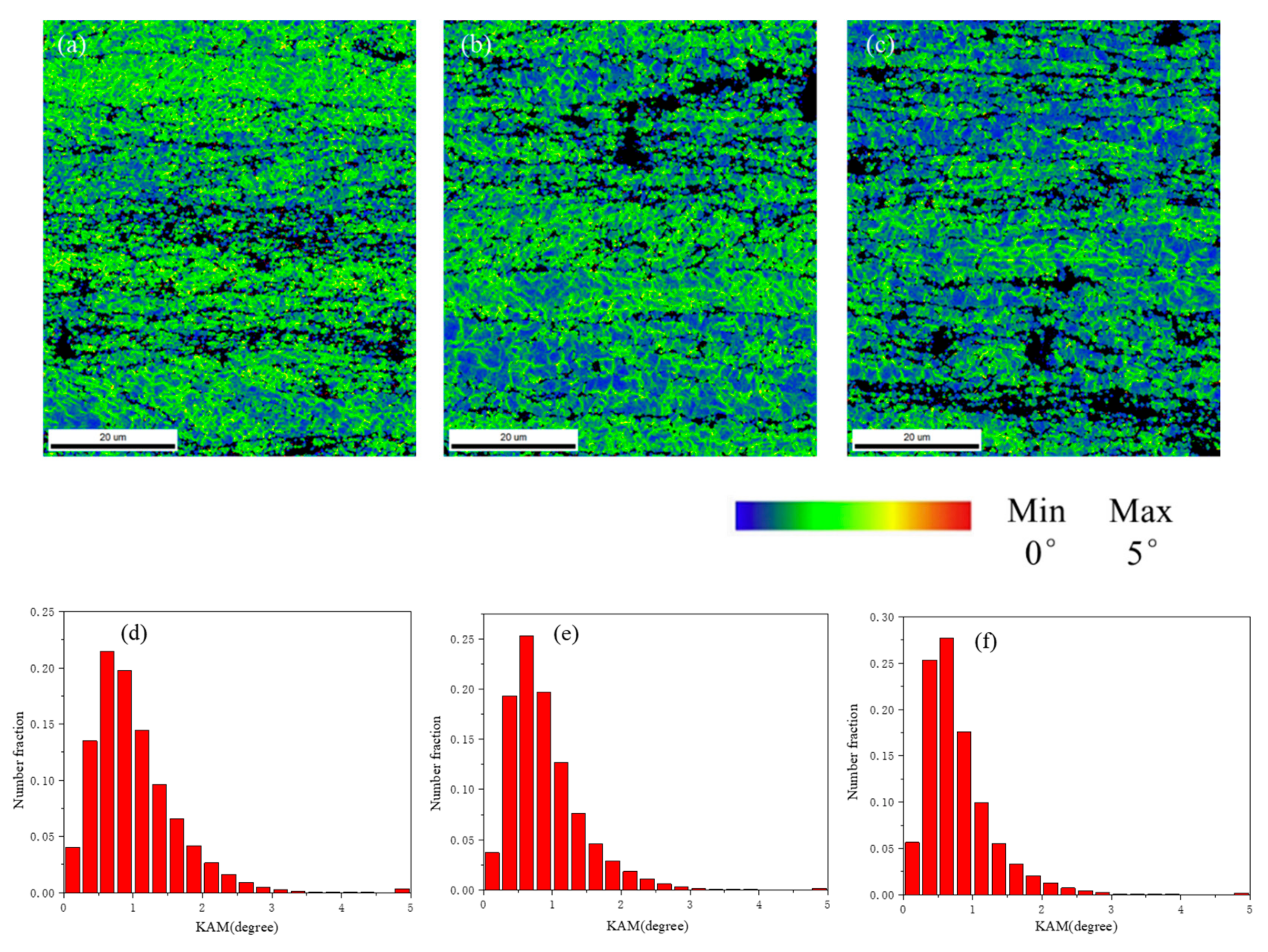
3.2. Deformation and Recrystallization Microstructure
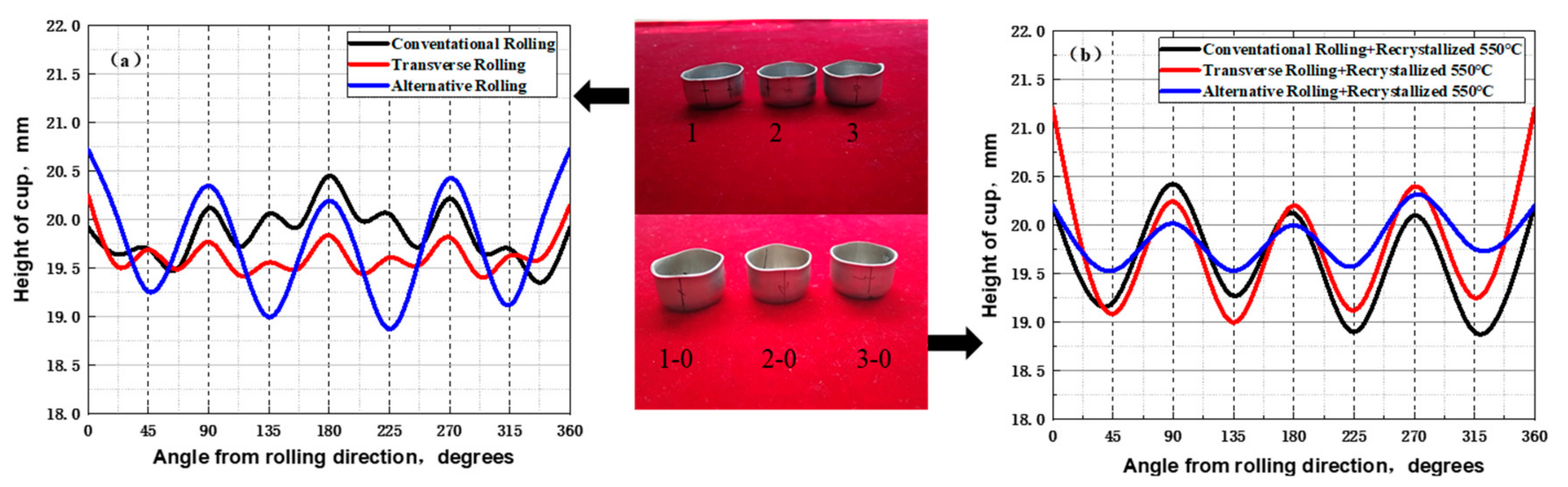
3.3. Earing Behavior of 6016 Alloy Sheets
4. Discussion
4.1. Formation of the BND {011}<3 22> and Cube {001}<100> during Alternative Rolling
4.2. Recrystallization Textures by Alternative Rolling
4.3. Microstructure Evolution During Alternative Rolling
4.4. Earing Behavior of Cold Rolled 6016 Alloy Sheets
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Miller, W.; Zhuang, L.; Bottema, J.; Wittebrood, A.; de Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Hirsch, J. Automotive Trends in Aluminium—The European Perspective. Mater Forum 2004, 28, 15–23. [Google Scholar]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Toros, S.; Ozturk, F.; Kacar, I. Review of warm forming of aluminum—Magnesium alloys. J. Mater. Process. Technol. 2008, 207, 1–12. [Google Scholar] [CrossRef]
- Leffers, T.; Ray, R. The brass-type texture and its deviation from the copper-type texture. Prog. Mater. Sci. 2009, 54, 351–396. [Google Scholar] [CrossRef]
- Sidor, J.; Petrov, R.H.; Kestens, L.A. Deformation, recrystallization and plastic anisotropy of asymmetrically rolled aluminum sheets. Mater. Sci. Eng. A 2010, 528, 413–424. [Google Scholar] [CrossRef]
- Miszczyk, M.; Paul, H.; Driver, J.H.; Poplewska, J. The influence of deformation texture on nucleation and growth of cube grains during primary recrystallization of AA1050 alloy. Acta Mater. 2017, 129, 378–387. [Google Scholar] [CrossRef]
- Naseri, M.; Reihanian, M.; Borhani, E. Effect of strain path on microstructure, deformation texture and mechanical properties of nano/ultrafine grained AA1050 processed by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2016, 673, 288–298. [Google Scholar] [CrossRef]
- Goli, F.; Jamaati, R. Asymmetric cross rolling (ACR): A novel technique for enhancement of Goss/Brass texture ratio in Al-Cu-Mg alloy. Mater. Charact. 2018, 142, 352–364. [Google Scholar] [CrossRef]
- Bennett, T.A.; Sidor, J.; Petrov, R.; Kestens, L. The Effect of Intermediate Annealing on Texture Banding in Aluminum Alloy 6016. Adv. Eng. Mater. 2010, 12, 1018–1023. [Google Scholar] [CrossRef]
- Bennett, T.; Petrov, R.; Kestens, L. Effect of particles on texture banding in an aluminium alloy. Scr. Mater. 2010, 62, 78–81. [Google Scholar] [CrossRef]
- Singh, R.; Singh, A. Evolution of Texture during Thermo-Mechanical Processing of an Al-Mg-Si-Cu Alloy. Scr. Mater. 1998, 38, 1299–1306. [Google Scholar] [CrossRef]
- Wang, X.F.; Guo, M.; Cao, L.Y.; Luo, J.R.; Zhang, J.S.; Zhuang, L. Influence of thermomechanical processing on microstructure, texture evolution and mechanical properties of Al–Mg–Si–Cu alloy sheets. Trans. Nonferrous Met. Soc. China 2015, 25, 1752–1762. [Google Scholar] [CrossRef]
- Peng, X.Y.; Guo, M.X.; Wang, X.F.; Li, C.; Zhang, J.S.; Zhuang, L.Z. Influence of particles with different sizes on microstructure, texture and mechnaical properties of Al-Mg-Si-Cu series alloys. Acta Metall. Sin. 2015, 51, 169–177. [Google Scholar]
- Wang, X.; Guo, M.; Chapuis, A.; Luo, J.; Zhang, J.; Zhuang, L. The dependence of final microstructure, texture evolution and mechanical properties of Al–Mg–Si–Cu alloy sheets on the intermediate annealing. Mater. Sci. Eng. A 2015, 633, 46–58. [Google Scholar] [CrossRef]
- Wang, X.F.; Guo, M.X.; Chen, Y.; Zhu, J.; Zhang, J.; Zhuang, L.Z. Effect of thermomechanical processing on microstructure, texture evolution, and mechanical properties of Al-Mg-Si-Cu alloys with different Zn contents. Met. Mater. Trans. A 2017, 48, 3540–3558. [Google Scholar] [CrossRef]
- Inoue, H.; Takasugi, T. Texture control for improving deep drawability in rolled and annealed aluminum alloy sheets. Mater. Trans. 2007, 48, 2014–2022. [Google Scholar] [CrossRef]
- Ghosh, M.; Miroux, A.; Kestens, L. Correlating r-value and through thickness texture in Al–Mg–Si alloy sheets. J. Alloys Compd. 2015, 619, 585–591. [Google Scholar] [CrossRef]
- Hirsch, J.R.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Goli, F.; Jamaati, R. Intensifying Goss/Brass texture ratio in AA2024 by asymmetric cold rolling. Mater. Lett. 2018, 219, 229–232. [Google Scholar] [CrossRef]
- Sidor, J.; Miroux, A.; Petrov, R.; Kestens, L. Microstructural and crystallographic aspects of conventional and asymmetric rolling processes. Acta Mater. 2008, 56, 2495–2507. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J. Polycrystal-plasticity simulation of six and eight ears in deep-drawn aluminum cups. Mater. Sci. Eng. A 2007, 452, 640–651. [Google Scholar] [CrossRef]
- Zhao, Z.; Mao, W.; Roters, F.; Raabe, D. A texture optimization study for minimum earing in aluminium by use of a texture component crystal plasticity finite element method. Acta Mater. 2004, 52, 1003–1012. [Google Scholar] [CrossRef]
- Hu, J.; Ikeda, K.; Murakami, T. Effect of texture components on plastic anisotropy and formability of aluminium alloy sheets. J. Mater. Process. Technol. 1998, 73, 49–56. [Google Scholar] [CrossRef]
- Gurao, N.; Sethuraman, S.; Suwas, S. Effect of strain path change on the evolution of texture and microstructure during rolling of copper and nickel. Mater. Sci. Eng. A 2011, 528, 7739–7750. [Google Scholar] [CrossRef]
- Wronski, S.; Wrobel, M.; Baczmanski, A.; Wierzbanowski, K. Effects of cross-rolling on residual stress, texture and plastic anisotropy in f.c.c. and b.c.c. metals. Mater. Charact. 2013, 77, 116–126. [Google Scholar] [CrossRef]
- Garg, R.; Ranganathan, S.; Suwas, S. Effect of mode of rolling on development of texture and microstructure in two-phase (α+β) brass. Mater. Sci. Eng. A 2010, 527, 4582–4592. [Google Scholar] [CrossRef]
- Liu, W.; Li, X.; Meng, X. Effect of pseudo cross-rolling on the recrystallization texture of a continuous cast Al–Mg alloy. Scr. Mater. 2009, 60, 768–771. [Google Scholar] [CrossRef]
- Bhattacharjee, P.; Saha, S.; Gatti, J.R. Effect of Change in Strain Path During Cold Rolling on the Evolution of Microstructure and Texture in Al and Al-2.5%Mg. J. Mater. Eng. Perform. 2013, 23, 458–468. [Google Scholar] [CrossRef]
- Nayan, N.; Mishra, S.; Prakash, A.; Murty, S.N.; Prasad, M.; Samajdar, I. Effect of cross-rolling on microstructure and texture evolution and tensile behavior of aluminium-copper-lithium (AA2195) alloy. Mater. Sci. Eng. A 2019, 740–741, 252–261. [Google Scholar] [CrossRef]
- Es-Said, O.S.; Zeihen, A.; Ruprich, M.; Quattrocchi, J.; Thomas, M.; Shin, K.; O’Brien, M.; Johansen, D.; Tijoe, W.H.; Rühl, D. Effect of processing parameters on the earing and mechanical properties of strip cast type 3004 Al alloy. J. Mater. Eng. Perform. 1995, 4, 346–357. [Google Scholar] [CrossRef]
- Zhou, Y.; Toth, L.S.; Neale, K.W. On the stablitiy of the ideal orientations of rolling textures for F.C.C. polycrystals. Acta Metall. Mater. 1992, 40, 3179–3193. [Google Scholar] [CrossRef]
- Hong, S.H.; Lee, D.N. Deformation and recrystallization textures in cross-rolled copper sheet. J. Eng. Mater. Technol. 2001, 124, 13–22. [Google Scholar] [CrossRef]
- Huh, M.; Cho, S.; Engler, O. Randomization of the annealing texture in aluminum 5182 sheet by cross-rolling. Mater. Sci. Eng. A 2001, 315, 35–46. [Google Scholar] [CrossRef]
- Yao, Z.; Huang, G.; Godfrey, A.; Liu, W.; Liu, Q. Dislocation Boundary Structure from Low to Medium Strain of Cold Rolling AA3104 Aluminum Alloy. Met. Mater. Trans. A 2009, 40, 1487–1497. [Google Scholar] [CrossRef]
- Gottstein, G.; Shvindlerman, L.S. On the orientation dependence of grain boundary migration. Scr. Metall. Mater. 1992, 27, 1515–1520. [Google Scholar] [CrossRef]
- Hamad, K.; Yang, H.W.; Ko, Y.G. Interpretation of annealing texture changes of severely deformed Al-Mg-Si alloy. J. Alloys Compd. 2016, 687, 300–305. [Google Scholar] [CrossRef]
- Zhou, Y.; Jonas, J.; Savoie, J.; Makinde, A.; MacEwen, S. Effect of texture on earing in FCC metals: Finite element simulations. Int. J. Plast. 1998, 14, 117–138. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Component | Miller Indexes | Euler Ang. (φ1,¢,φ2) |
|---|---|---|---|
| CR | C1 | {112}<1 11> | (90°,30°,45°) |
| S1 | {214}<1 21> | (58°,32°,65°) | |
| Bs1 | {011}<2 11> | (33°,45°,0°) | |
| TR | C2 | {112}<1 10> | (0°,30°,45°) |
| S2 | {124}<2 31> | (32°,32°,25°) | |
| Bs2 | {101}< 1 11> | (57°,45°,0°) | |
| AR | Cube | {001}<100> | (0°,0°,0°) |
| BND | {011}<3 22> | (42°,45°,0°) |
| Samples | Cold Rolling | T4 |
|---|---|---|
| CR | 1.6% | 6.0% |
| TR | 2.0% | 8.2% |
| AR | 7.1% | 2.7% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duan, X.; Jiang, H.; Mi, Z.; Cheng, L.; Wang, J. Reduce the Planar Anisotropy of AA6016 Aluminum Sheets by Texture and Microstructure Control. Crystals 2020, 10, 1027. https://doi.org/10.3390/cryst10111027
Duan X, Jiang H, Mi Z, Cheng L, Wang J. Reduce the Planar Anisotropy of AA6016 Aluminum Sheets by Texture and Microstructure Control. Crystals. 2020; 10(11):1027. https://doi.org/10.3390/cryst10111027
Chicago/Turabian StyleDuan, Xiaoge, Haitao Jiang, Zhenli Mi, Lei Cheng, and Jiayi Wang. 2020. "Reduce the Planar Anisotropy of AA6016 Aluminum Sheets by Texture and Microstructure Control" Crystals 10, no. 11: 1027. https://doi.org/10.3390/cryst10111027
APA StyleDuan, X., Jiang, H., Mi, Z., Cheng, L., & Wang, J. (2020). Reduce the Planar Anisotropy of AA6016 Aluminum Sheets by Texture and Microstructure Control. Crystals, 10(11), 1027. https://doi.org/10.3390/cryst10111027