
Behavior of Aqueous Medicated Inks on Porous Tablet Surfaces
 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of Tablets
2.2.2. Determination of Table Characteristics
2.2.3. Preparation of the Inks
2.2.4. Printing
2.2.5. Determination of the Surface Tension of Inks and Wettability of Substrates
2.2.6. Determination of Drying Time
2.2.7. Determination of Drug Content
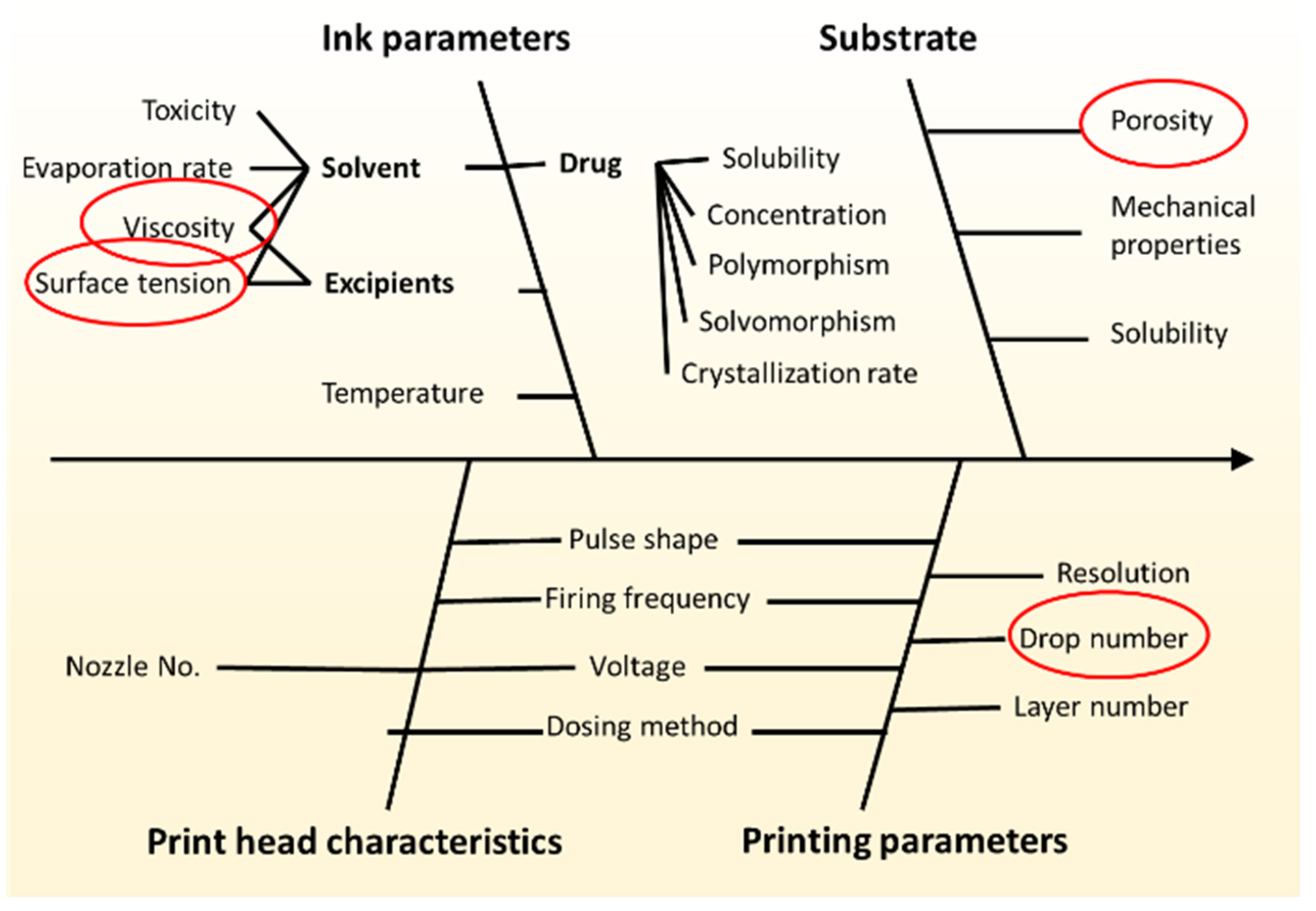
2.2.8. Risk Assessment
2.2.9. Design of Experiments (DoE)
3. Results and Discussion
3.1. Substrate Properties
3.2. Preformulation Studies
3.3. API Content and Printing Accuracy
3.4. Drying Time
3.5. Printing Pattern
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CQA | Critical quality attribute |
| DoD | Drop-on-demand |
| IJP | Inkjet printing |
| PVP | Polyvinylpyrrolidone |
| PS | Polysorbate |
| QbD | Quality by Design |
References
- Abaci, A.; Gedeon, C.; Kuna, A.; Guvendiren, M. Additive Manufacturing of Oral Tablets: Technologies, Materials and Printed Tablets. Pharmaceutics 2021, 13, 156. [Google Scholar] [CrossRef] [PubMed]
- Adejare, A. (Ed.) Chapter 19–Solid oral dosage forms. In Remington: The Science and Practice of Pharmacy, 23rd ed.; Hardback; Academic Press: Cambridge, MA, USA, 2020; ISBN 9780128200070. [Google Scholar]
- Genina, N.; Fors, D.; Vakili, H.; Ihalainen, P.; Pohjala, L.; Ehlers, H.; Kassamakov, I.; Haeggström, E.; Vuorela, P.; Peltonen, J.; et al. Tailoring controlled-release oral dosage forms by combining inkjet and flexographic printing techniques. Eur. J. Pharm. Sci. 2012, 47, 615–623. [Google Scholar] [CrossRef] [PubMed]
- Kearns, G.L.; Abdel-Rahman, S.M.; Alander, S.W.; Blowey, D.L.; Leeder, J.S.; Kauffman, R.E. Developmental Pharmacology—Drug Disposition, Action, and Therapy in Infants and Children. N. Engl. J. Med. 2003, 349, 1157–1167. [Google Scholar] [CrossRef]
- Standing, J.F.; Tuleu, C. Paediatric formulations–Getting to the heart of the problem. Int. J. Pharm. 2005, 300, 56–66. [Google Scholar] [CrossRef]
- Stegemann, S.; Ecker, F.; Maio, M.; Kraahs, P.; Wohlfart, R.; Breitkreutz, J.; Zimmer, A.; Bar-Shalom, D.; Hettrich, P.; Broegmann, B. Geriatric drug therapy: Neglecting the inevitable majority. Ageing Res. Rev. 2010, 9, 384–398. [Google Scholar] [CrossRef]
- Snyderman, R.; Williams, R.S. Prospective Medicine: The Next Health Care Transformation. Acad. Med. 2003, 78, 1079–1084. [Google Scholar] [CrossRef]
- Bertilsson, L.; Dahl, M.-L.; Dalén, P.; Al-Shurbaji, A. Molecular genetics of CYP2D6: Clinical relevance with focus on psychotropic drugs. Br. J. Clin. Pharmacol. 2002, 53, 111–122. [Google Scholar] [CrossRef]
- Golubnitschaja, O.; Baban, B.; Boniolo, G.; Wang, W.; Bubnov, R.; Kapalla, M.; Krapfenbauer, K.; Mozaffari, M.S.; Costigliola, V. Medicine in the early twenty-first century: Paradigm and anticipation–EPMA position paper. EPMA J. 2016, 7, 23. [Google Scholar] [CrossRef]
- Jain, K.K. Testbook of Personalized Medicine, 2nd ed.; Humana Press: New York, NY, USA, 2009. [Google Scholar] [CrossRef]
- Auwerx, C.; Sadler, M.C.; Reymond, A.; Kutalik, Z. From pharmacogenetics to pharmaco-omics: Milestones and future directions. HGG Adv. 2022, 3, 10010. [Google Scholar] [CrossRef]
- Ginsburg, G.S.; McCarthy, J.J. Personalized medicine: Revolutionizing drug discovery and patient care. Trends Biotechnol. 2001, 19, 491–496. [Google Scholar] [CrossRef]
- Malsagova, K.A.; Butkova, T.V.; Kopylov, A.T.; Izotov, A.A.; Potoldykova, N.V.; Enikeev, D.V.; Grigoryan, V.; Tarasov, A.; Stepanov, A.A.; Kaysheva, A.L. Pharmacogenetic testing: A tool for personalized drug therapy optimization. Pharmaceutics 2020, 19, 1240. [Google Scholar] [CrossRef] [PubMed]
- European Commission. Personalised Medicine [WWW Document]. Public Health. Available online: https://ec.europa.eu/health/medicinal-products/personalised-medicine_en (accessed on 20 March 2025).
- U.S. Food & Drug Administration. Personalized Medicine: A Biological Approach to Patient Treatment [WWW Document]. 2012. Available online: https://www.fda.gov/medical-devices/in-vitro-diagnostics/precision-medicine (accessed on 24 March 2025).
- Simmons, L.A.; Dinan, M.A.; Robinson, T.J.; Snyderman, R. Personalized medicine is more than genomic medicine: Confusion over terminology impedes progress towards personalized healthcare. Pers. Med. 2012, 9, 85–91. [Google Scholar] [CrossRef] [PubMed]
- Cesuroglu, T.; Van Ommen, B.; Malats, N.; Sudbrak, R.; Lehrach, H.; Brand, A. Public health perspective: From personalized medicine to personal health. Pers. Med. 2012, 9, 115–119. [Google Scholar] [CrossRef] [PubMed]
- Vogenberg, F.R.; Barash, C.I.; Pursel, M. Personalized medicine–Part 1: Evolution and development into theranostics. P T 2010, 35, 560–576. [Google Scholar]
- Quinzler, R.; Gasse, C.; Schneider, A.; Kaufmann-Kolle, P.; Szecsenyi, J.; Haefeli, W.E. The frequency of inappropriate tablet splitting in primary care. Eur. J. Clin. Pharmacol. 2006, 62, 1065–1073. [Google Scholar] [CrossRef]
- Jacques, E.R.; Alexandridis, P. Tablet Scoring: Current Practice, Fundamentals, and Knowledge Gaps. Appl. Sci. 2019, 9, 3066. [Google Scholar] [CrossRef]
- Chou, W.H.; Gamboa, A.; Morales, J.O. Inkjet printing of small molecules, biologics, and nanoparticles. Int. J. Pharm. 2021, 600, 120462. [Google Scholar] [CrossRef]
- Evans, S.E.; Harrington, T.; Rodriguez Rivero, M.C.; Rognin, E.; Tuladhar, T.; Daly, R. 2D and 3D inkjet printing of biopharmaceuticals–A review of trends and future perspectives in research and manufacturing. Int. J. Pharm. 2021, 599, 120443. [Google Scholar] [CrossRef]
- Alhnan, M.A.; Okwuosa, T.C.; Sadia, M.; Wan, K.W.; Ahmed, W.; Arafat, B. Emergence of 3D Printed Dosage Forms: Opportunities and Challenges. Pharm. Res. 2016, 33, 1817–1832. [Google Scholar] [CrossRef]
- Daly, R.; Harrington, T.S.; Martin, G.D.; Hutchings, I.M. Inkjet printing for pharmaceutics–A review of research and manufacturing. Int. J. Pharm. 2015, 494, 554–567. [Google Scholar] [CrossRef]
- Zema, L.; Melocchi, A.; Maroni, A.; Gazzaniga, A. Three-Dimensional Printing of Medicinal Products and the Challenge of Personalized Therapy. J. Pharm. Sci. 2017, 106, 1697–1705. [Google Scholar] [CrossRef] [PubMed]
- Mcwilliam, I.; Kwan, M.C.; Hall, D. Inkjet Printing for the Production of Protein Microarrays; Protein Microarrays (Part of Methods in Molecular Biology); Springer Nature: Berlin/Heidelberg, Germany, 1995; Chapter 21. [Google Scholar] [CrossRef]
- Schena, M.; Heller, R.A.; Theriault, T.P.; Konrad, K.; Lachenmeier, E.; Davis, R.W. Microarrays: Biotechnology’s discovery platform for functional genomics. Trends Biotechnol. 1998, 16, 301–306. [Google Scholar] [CrossRef] [PubMed]
- Scoutaris, N.; Alexander, M.R.; Gellert, P.R.; Roberts, C.J. Inkjet printing as a novel medicine formulation technique. J. Control. Release 2011, 156, 179–185. [Google Scholar] [CrossRef]
- Raijada, D.; Genina, N.; Fors, D.; Wisaeus, E.; Peltonen, J.; Rantanen, J.; Sandler, N. A step toward development of printable dosage forms for poorly soluble drugs. J Pharm Sci. 2013, 102, 3694–3704. [Google Scholar] [CrossRef]
- Buanz, A.B.M.; Saunders, M.H.; Basit, A.W.; Gaisford, S. Preparation of Personalized-dose Salbutamol Sulphate Oral Films with Thermal Ink-Jet Printing. Pharm. Res. 2011, 28, 2386–2392. [Google Scholar] [CrossRef]
- Brokmann, F.; Menzdorf, I.; Daab, A.; Rosenbaum, A. Potential and limitations of patient-specific inkjet printing on orodispersible films: A critical and practical look at innovation barriers for pharmaceutical applications. J. Drug Deliv. Sci. Technol. 2025, 106, 106707. [Google Scholar] [CrossRef]
- Carou-Senra, P.; Jie Ong, J.; Muñiz Castro, B.; Seoane-Viaño, I.; Rodríguez-Pombo, L.; Cabalar, P.; Alvarez-Lorenzo, C.; Basit, A.W.; Pérez, G.; Goyanes, A. Predicting pharmaceutical inkjet printing outcomes using machine learning. Int. J. Pharm. X 2023, 5, 100181. [Google Scholar] [CrossRef]
- Schulz, M.; Bogdahn, M.; Geissler, S.; Quodbach, J. Transfer of a rational formulation and process development approach for 2D inks for pharmaceutical 2D and 3D printing. Int. J. Pharm. X 2024, 7, 100256. [Google Scholar] [CrossRef]
- Carou-Senra, P.; Rodríguez-Pombo, L.; Awad, A.; Basit, A.W.; Alvarez-Lorenzo, C.; Goyanes, A. Inkjet Printing of Pharmaceuticals. Adv. Mater. 2024, 36, 2309164. [Google Scholar] [CrossRef]
- Huanbutta, K.; Sriamornsak, P.; Singh, I.; Sangnim, T. Manufacture of 2D-Printed Precision Drug-Loaded Orodispersible Film Prepared from Tamarind Seed Gum Substrate. Appl. Sci. 2021, 11, 5852. [Google Scholar] [CrossRef]
- Eleftheriadis, G.K.; Monou, P.K.; Bouropoulos, N.; Boetker, J.; Rantanen, J.; Jacobsen, J.; Vizirianakis, I.S.; Fatouros, D.G. Fabrication of Mucoadhesive Buccal Films for Local Administration of Ketoprofen and Lidocaine Hydrochloride by Combining Fused Deposition Modeling and Inkjet Printing. J. Pharm. Sci. 2020, 109, 2757–2766. [Google Scholar] [CrossRef] [PubMed]
- Wimmer-Teubenbacher, M.; Planchette, C.; Pichler, H.; Markl, D.; Hsiao, W.K.; Paudel, A.; Stegemann, S. Pharmaceutical-grade Oral Films as Substrates for Printed Medicine. Int. J. Pharm. 2018, 547, 169–180. [Google Scholar] [CrossRef] [PubMed]
- Sandler, N.; Määttänen, A.; Ihalainen, P.; Kronberg, L.; Meierjohann, A.; Viitala, T.; Peltonen, J. Inkjet printing of drug substances and use of porous substrates-towards individualized dosing. J. Pharm. Sci. 2011, 100, 3386–3395. [Google Scholar] [CrossRef] [PubMed]
- Genina, N.; Fors, D.; Palo, M.; Peltonen, J.; Sandler, N. Behavior of printable formulations of loperamide and caffeine on different substrates–Effect of print density in inkjet printing. Int. J. Pharm. 2013, 453, 488–497. [Google Scholar] [CrossRef]
- Zhang, H.; Hua, D.; Huang, C.; Samal, S.K.; Xiong, R.; Sauvage, F.; Braeckmans, K.; Remaut, K.; De Smedt, S.C. Materials and Technologies to Combat Counterfeiting of Pharmaceuticals: Current and Future Problem Tackling. Adv. Mater. 2020, 32, 1905486. [Google Scholar] [CrossRef]
- Ishiyama, R.; Takahashi, T.; Makino, K.; Kudo, Y.; Kooper, M.; Abbink, D. Medicine Tablet Authentication Using “Fingerprints” of Ink-Jet Printed Characters. In Proceedings of the IEEE International Conference on Industrial Technology (ICIT 2019), Melbourne, VIC, Australia, 13–15 February 2019; pp. 871–876. [Google Scholar] [CrossRef]
- Trenfield, S.J.; Tan, H.X.; Awad, A.; Buanz, A.; Gaisford, S.; Basit, A.W.; Goyanes, A. Track-and-trace: Novel anti-counterfeit measures for 3D printed personalized drug products using smart material inks. Int. J. Pharm. 2019, 567, 118443. [Google Scholar] [CrossRef]
- Ludasi, K.; Sovány, T.; Laczkovich, O.; Hopp, B.; Smausz, T.; Regdon, G., Jr. Unique laser coding technology to fight falsified medicines. Eur. J. Pharm. Sci. 2018, 123, 1–9. [Google Scholar] [CrossRef]
- Ludasi, K.; Sovány, T.; Laczkovich, O.; Hopp, B.; Smausz, T.; Regdon, G., Jr. Comparison of conventionally and naturally coloured coatings marked by laser technology for unique 2D coding of pharmaceuticals. Int. J. Pharm. 2019, 570, 118665. [Google Scholar] [CrossRef]
- Ludasi, K.; Sovány, T.; Laczkovich, O.; Hopp, B.; Smausz, T.; Andrásik, A.; Gera, T.; Kovács, Z.; Regdon, G., Jr. Anti-counterfeiting protection, personalized medicines—Development of 2D identification methods using laser technology. Int. J. Pharm. 2021, 605, 120793. [Google Scholar] [CrossRef]
- Dhat, S.; Pund, S.; Kokare, C.; Sharma, P.; Shrivastava, B. Risk management and statistical multivariate analysis approach for design and optimization of satranidazole nanoparticles. Eur. J. Pharm. Sci. 2017, 96, 273–283. [Google Scholar] [CrossRef]
- Clark, E.A.; Alexander, M.R.; Irvine, D.J.; Roberts, C.J.; Wallace, M.J.; Sharpe, S.; Yoo, J.; Hague, R.J.M.; Tuck, C.J.; Wildman, R.D. 3D printing of tablets using inkjet with UV photoinitiation. Int. J. Pharm. 2017, 529, 523–530. [Google Scholar] [CrossRef]
- Yang, M.; Chen, D.; Hu, J.; Zheng, X.; Lin, Z.-J.; Zhu, H. The application of coffee-ring effect in analytical chemistry. TrAC Trends Anal. Chem. 2022, 157, 116752. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ink No. | Kollidon 25 (PVP) (mg/mL) | Polysorbate 20 (PS) (mg/mL) |
|---|---|---|
| 1 | 0 | 0.01 |
| 2 | 0.1 | |
| 3 | 1 | |
| 4 | 50 | 0.01 |
| 5 | 0.1 | |
| 6 | 1 | |
| 7 | 100 | 0.01 |
| 8 | 0.1 | |
| 9 | 1 |
| Factor (x) | x1 | x2 | x3 | x4 | |
|---|---|---|---|---|---|
| CQA (y) | PVP Content (m/m %) | PS-Content (mg/mL) | Drop Number/Pixel | Compression Pressure (MPa) | |
| y1 API content | x | x | x | ||
| y2 dosing accuracy | x | x | x | ||
| y3 drying time | x | x | x | x | |
| y4 spot area | x | x | x | ||
| y5 spot solidity | x | x | x | ||
| Factor | −1 Level | 0 Level | +1 Level |
|---|---|---|---|
| x1 | 0 | 50 | 100 |
| x2 | 0.01 | 0.1 | 1 |
| x3 | 10 | 50 | 90 |
| x4 | 165 | 220 | 275 |
| Compression Pressure (MPa) | Height (mm) | Diameter (mm) | Mass (g) | Apparent Density (g/cm3) | True Density (g/cm3) | Porosity (%) |
|---|---|---|---|---|---|---|
| 165 | 1.207 ± 0.087 | 13.019 ± 0.020 | 0.2147 ± 0.016 | 1.336 ± 0.005 | 1.241 ± 0.001 | 22.78 ± 0.33 |
| 220 | 1.147 ± 0.025 | 13.009 ± 0.012 | 0.2114 ± 0.006 | 1.386 ± 0.025 | 1.230 ± 0.001 | 19.38 ± 1.45 |
| 275 | 1.161 ± 0.131 | 13.012 ± 0.006 | 0.2035 ± 0.034 | 1.313 ± 0.125 | 1.236 ± 0.002 | 17.93 ± 2.18 |
| Ink No. | Average Surface Tension (mN/m) | SD |
|---|---|---|
| 1 | 33.7681 | 0.5178 |
| 2 | 32.2044 | 0.6705 |
| 3 | 31.2788 | 0.2357 |
| 4 | 56.0471 | 1.1431 |
| 5 | 39.5393 | 0.0413 |
| 6 | 30.8792 | 0.1735 |
| 7 | 38.2078 | 0.9537 |
| 8 | 30.3892 | 0.4115 |
| 9 | 29.4757 | 0.0735 |
| Average Dye Content ± SD (µg) | Drop Number/Pixel | ||||||
|---|---|---|---|---|---|---|---|
| Sample Number of the Ink | 10 | 50 | 90 | ||||
| Average | ±SD | Average | ±SD | Average | ±SD | ||
| 1 | 0.332 | 0.072 | 0.687 | 0.083 | 1.78 | 0.671 | |
| 2 | 0.431 | 0.209 | 0.993 | 0.243 | 1.853 | 0.328 | |
| 3 | 0.306 | 0.093 | 0.663 | 0.205 | 1.19 | 0.298 | |
| 4 | 0.295 | 0.279 | 1.068 | 0.064 | 2.137 | 0.064 | |
| 5 | 0.245 | 0.183 | 0.993 | 0.223 | 1.94 | 0.149 | |
| 6 | 0.416 | 0.078 | 1.412 | 0.246 | 3.671 | 0.865 | |
| 7 | 0.6 | 0.48 | 1.093 | 0.36 | 3.671 | 3.359 | |
| 8 | 0.602 | 0.261 | 2.125 | 1.352 | 2.625 | 0.336 | |
| 9 | 0.183 | 0.127 | 1.057 | 0.056 | 2.1 | 0.32 | |
| PVP (mg/mL) | 0 | 50 | 100 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| PS (mg/mL) | 0.01 | 0.1 | 1 | 0.01 | 0.1 | 1 | 0.01 | 0.1 | 1 | |
| Compression force (t) | 3 |  |  |  | ||||||
| 4 | ||||||||||
| 5 | ||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ludasi, K.; Sass, A.; Kristó, K.; Kelemen, A.; Pintye-Hódi, K.; Sovány, T. Behavior of Aqueous Medicated Inks on Porous Tablet Surfaces. Pharmaceutics 2025, 17, 908. https://doi.org/10.3390/pharmaceutics17070908
Ludasi K, Sass A, Kristó K, Kelemen A, Pintye-Hódi K, Sovány T. Behavior of Aqueous Medicated Inks on Porous Tablet Surfaces. Pharmaceutics. 2025; 17(7):908. https://doi.org/10.3390/pharmaceutics17070908
Chicago/Turabian StyleLudasi, Krisztina, Anna Sass, Katalin Kristó, András Kelemen, Klára Pintye-Hódi, and Tamás Sovány. 2025. "Behavior of Aqueous Medicated Inks on Porous Tablet Surfaces" Pharmaceutics 17, no. 7: 908. https://doi.org/10.3390/pharmaceutics17070908
APA StyleLudasi, K., Sass, A., Kristó, K., Kelemen, A., Pintye-Hódi, K., & Sovány, T. (2025). Behavior of Aqueous Medicated Inks on Porous Tablet Surfaces. Pharmaceutics, 17(7), 908. https://doi.org/10.3390/pharmaceutics17070908