



PLA/Coffee Grounds Composite for 3D Printing and Its Properties



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
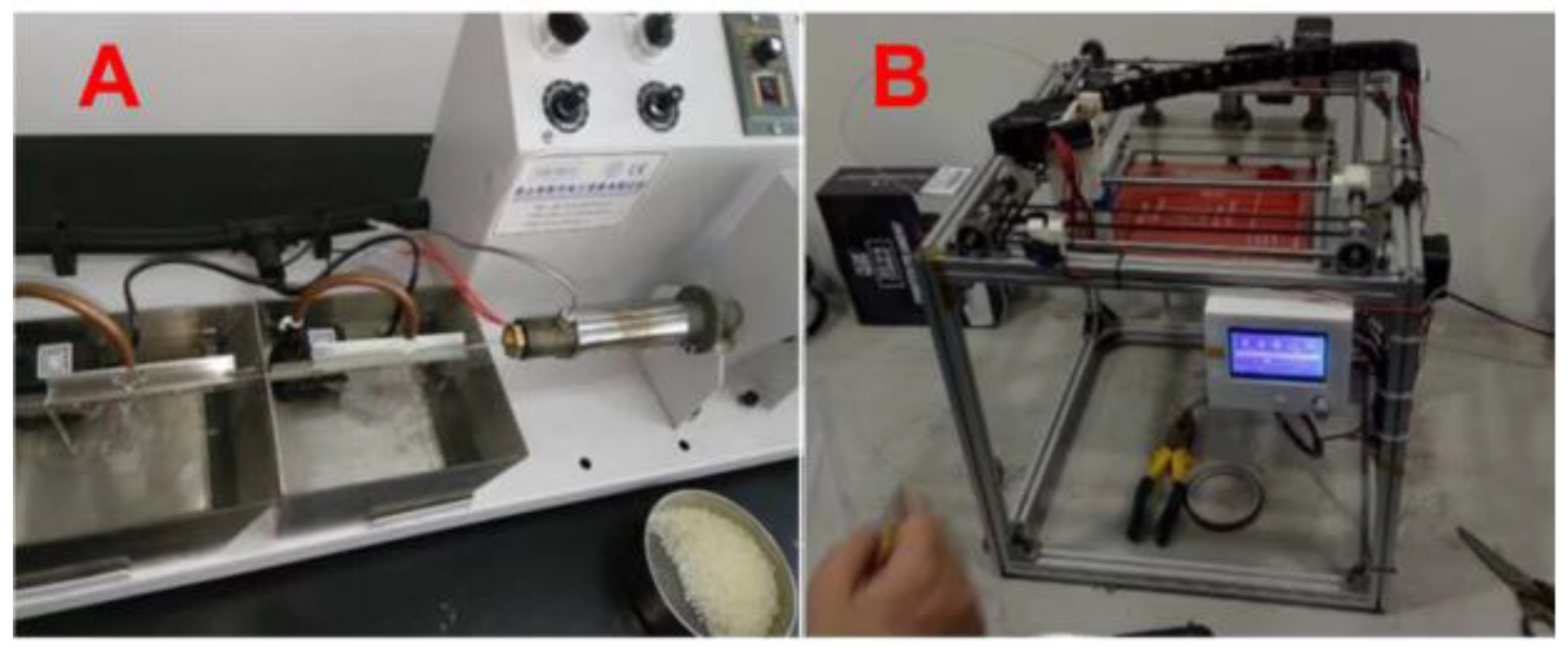
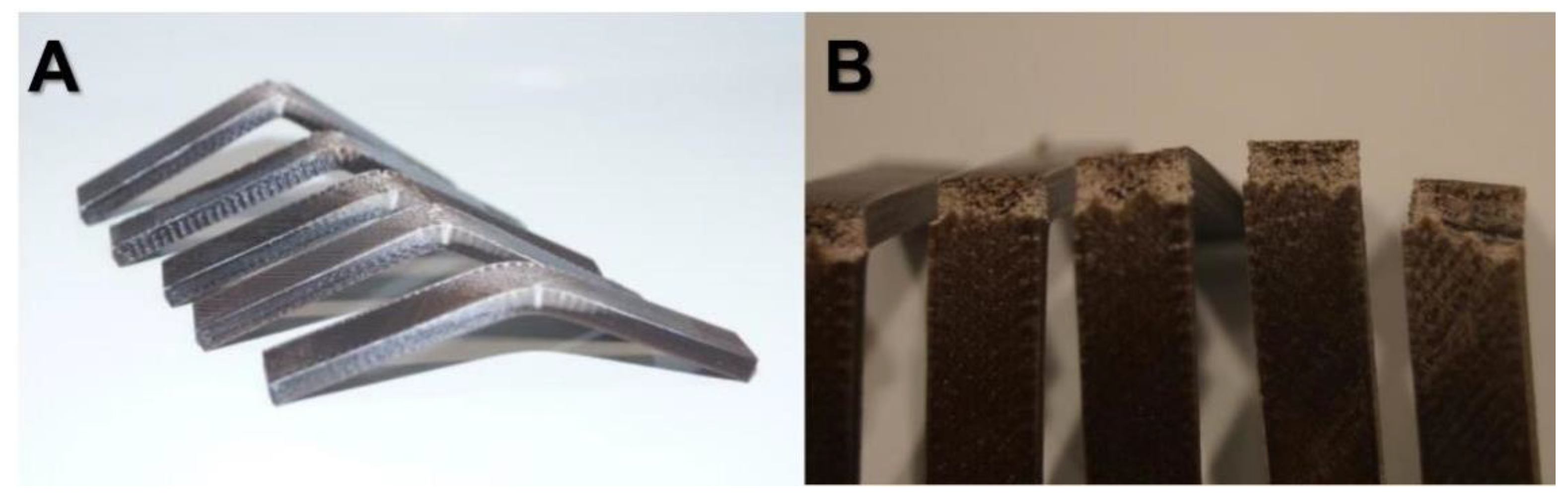
2.2. Preparation Process
2.3. Mechanical Property Test
2.4. Thermal Property Analysis
2.5. X-ray Diffraction (XRD) Test
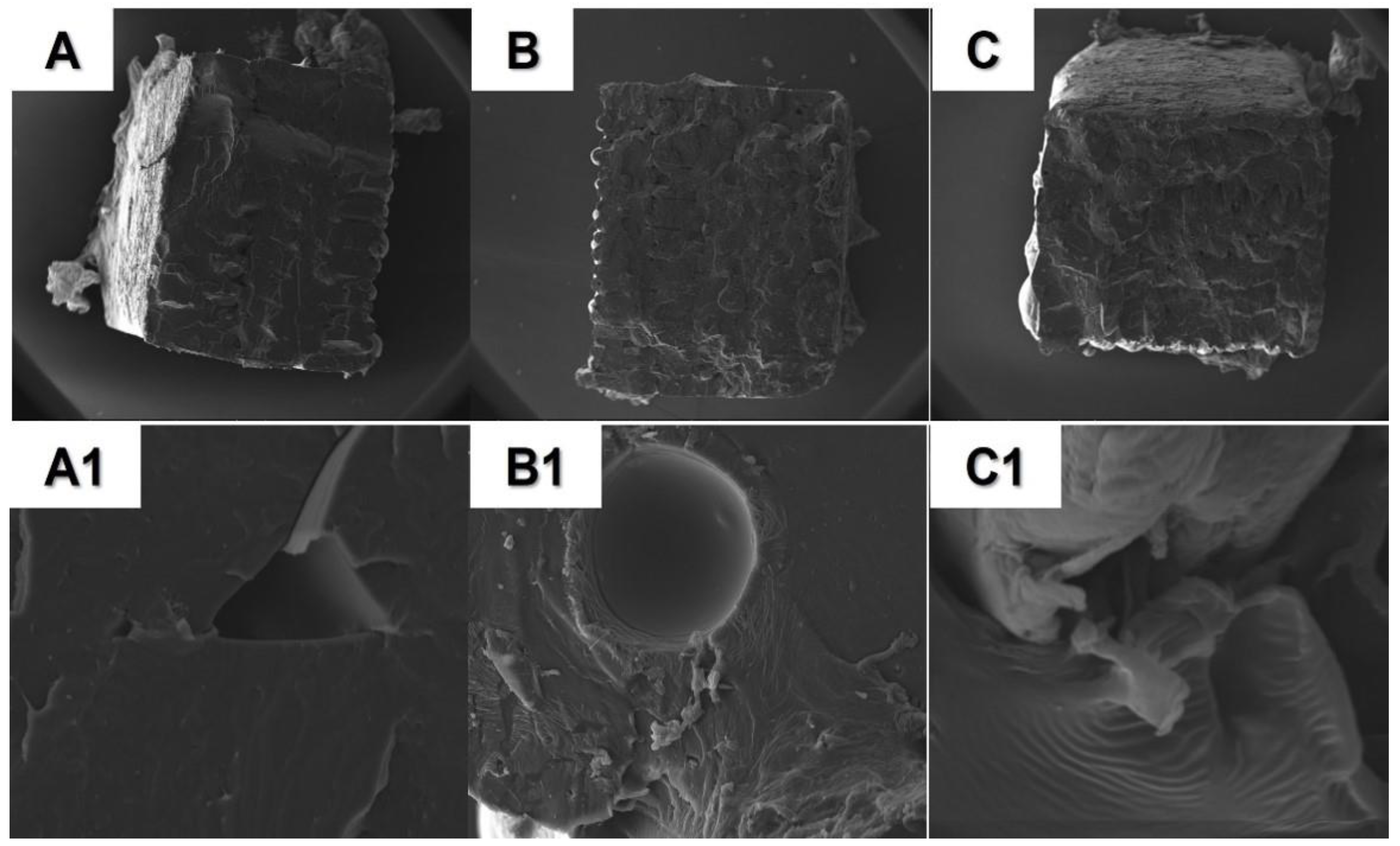
2.6. Scanning Electron Microscope
2.7. Statistical Analysis
3. Results Analysis
3.1. Mechanical Properties of PLA/Coffee Grounds Composite 3D Printing Products
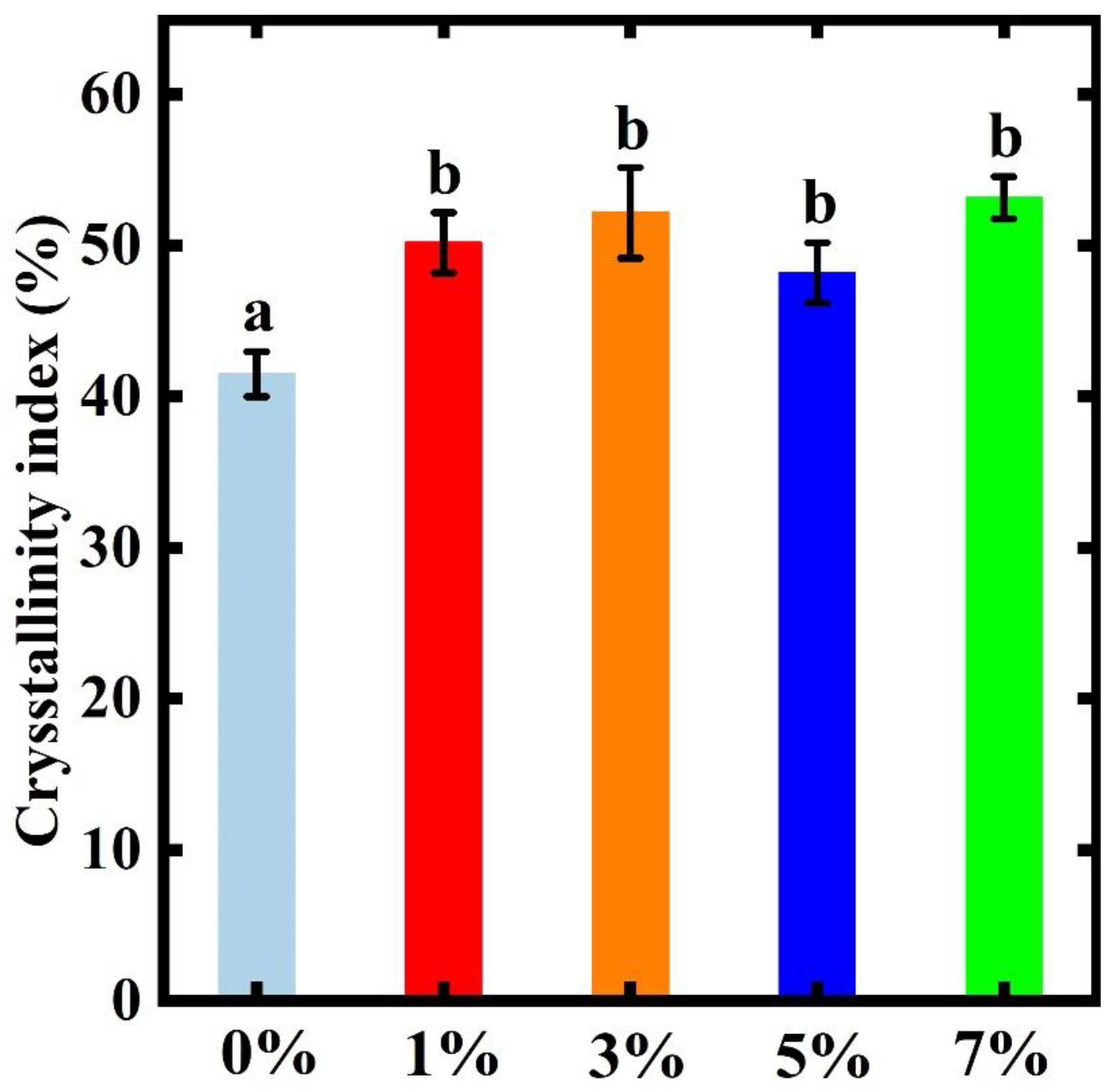
3.2. XRD Analysis
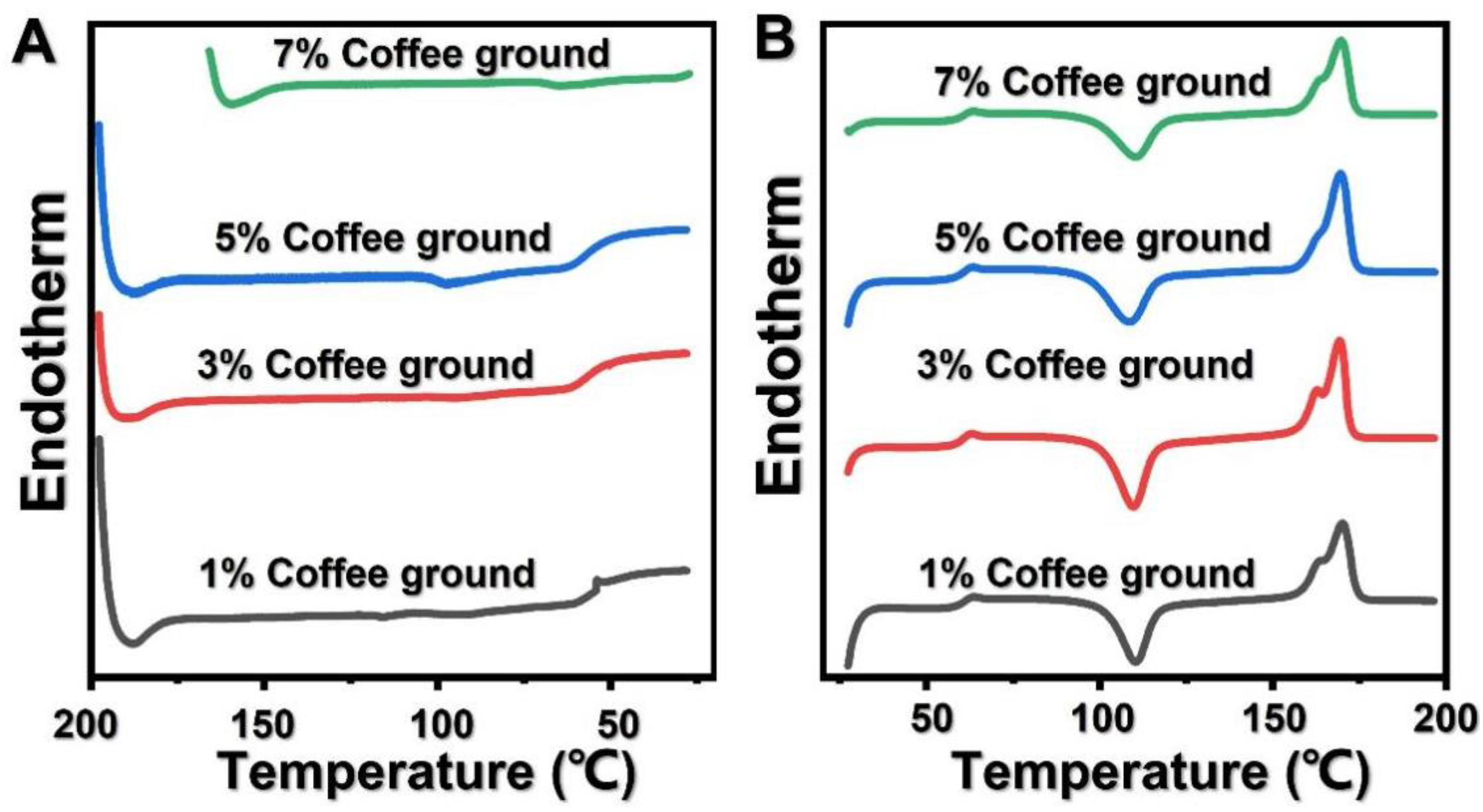
3.3. DSC Curve Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- DemiR, H. 3D Yazıcıların Termal Verimliliğini Artırmak Için Yeni Ekstrüder Isı Bloğu Tasarımları. Eur. J. Sci. Technol. 2022, 12, 491–500. [Google Scholar] [CrossRef]
- Demir, H.; Cosgun, A.E. The Effect on Energy Efficiency of Yttria-Stabilized Zirconia on Brass, Copper and Hardened Steel Nozzle in Additive Manufacturing. Coatings 2022, 12, 690. [Google Scholar] [CrossRef]
- Chacon, J.M.; Caminero, M.A.; Garcia-Plaza, E.; Nunez, P.J. Additive Manufacturing of PLA Structures Using Fused Deposition Modelling: Effect of Process Parameters on Mechanical Properties and Their Optimal Selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Yuan, T.; Yin, X.; Huang, Y.; Li, X.; Wang, X.; Chen, L.; Li, Y. Hydrothermal Treatment of Bamboo and Its Effect on Nano-Mechanic and Anti-Mildew Property. J. Clean. Prod. 2022, 380, 135189. [Google Scholar] [CrossRef]
- Yuan, T.; Wang, X.; Liu, X.; Lou, Z.; Mao, S.; Li, Y. Bamboo Flattening Technology Ebables Efficient and Value-Added Utilization of Bamboo in the Manufacture of Furniture and Engineered Composites. Compos. Part B Eng. 2022, 242, 110097. [Google Scholar] [CrossRef]
- Hu, Y.; Liu, T.; Ding, J.L.; Zhong, W.H. Behavior of High Density Polyethylene and Its Nanocomposites under Static and Dynamic Compression Loadings. Polym. Compos. 2013, 34, 417–425. [Google Scholar] [CrossRef]
- Kumari, A.; Yadav, S.K.; Yadav, S.C. Biodegradable Polymeric Nanoparticles Based Drug Delivery Systems. Colloids Surf. B Biointerfaces 2010, 75, 1–18. [Google Scholar] [CrossRef] [PubMed]
- Suryanegara, L.; Fatriasari, W.; Zulfiana, D.; Anita, S.H.; Masruchin, N.; Gutari, S.; Kemala, T. Novel Antimicrobial Bioplastic Based on PLA-Chitosan by Addition of TiO2 and ZnO. J. Environ. Health Sci. Eng. 2021, 19, 415–425. [Google Scholar] [CrossRef] [PubMed]
- Ballesteros, L.F.; Teixeira, J.A.; Mussatto, S.I. Chemical, Functional, and Structural Properties of Spent Coffee Grounds and Coffee Silverskin. Food Bioprocess Technol. 2014, 7, 3493–3503. [Google Scholar] [CrossRef]
- Nikzad, M.; Zamen, M.; Ahmadi, M.H. Theoretical and Experimental Investigation of a Photovoltaic/Thermal Panel Partially Equipped with Thermoelectric Generator under Unstable Operating Conditions. Int. J. Energy Res. 2022, 46, 6790–6805. [Google Scholar] [CrossRef]
- Postiglione, G.; Alberini, M.; Leigh, S.; Levi, M.; Turri, S. Effect of 3D-Printed Microvascular Network Design on the Self-Healing Behavior of Cross-Linked Polymers. ACS Appl. Mater. Interfaces 2017, 9, 14371–14378. [Google Scholar] [CrossRef] [PubMed]
- Moustafa, H.; Guizani, C.; Dufresne, A. Sustainable Biodegradable Coffee Grounds Filler and Its Effect on the Hydrophobicity, Mechanical and Thermal Properties of Biodegradable PBAT Composites. J. Appl. Polym. Sci. 2017, 134, 44498. [Google Scholar] [CrossRef]
- Huang, L.; Mu, B.; Yi, X.; Li, S.; Wang, Q. Sustainable Use of Coffee Husks For Reinforcing Polyethylene Composites. J. Polym. Environ. 2018, 26, 48–58. [Google Scholar] [CrossRef]
- Figueiro, S.D.; Goes, M.C.; Moreira, R.A.; Sombra, A.S.B. On the Physico-Chemical and Dielectric Properties of Glutaraldehyde Crosslinked Galactomannan-Collagen Films. Carbohydr. Polym. 2004, 56, 313–320. [Google Scholar] [CrossRef]
- Faruk, O.; Matuana, L.M. Nanoclay Reinforced HDPE as a Matrix for Wood-Plastic Composites. Compos. Sci. Technol. 2008, 68, 2073–2077. [Google Scholar] [CrossRef]
- Balani, S.B.; Chabert, F.; Nassiet, V.; Cantarel, A. Influence of Printing Parameters on the Stability of Deposited Beads in Fused Filament Fabrication of Poly(Lactic) Acid. Addit. Manuf. 2019, 25, 112–121. [Google Scholar] [CrossRef]
- Liu, G.-C.; He, Y.-S.; Zeng, J.-B.; Xu, Y.; Wang, Y.-Z. In Situ Formed Crosslinked Polyurethane Toughened Polylactide. Polym. Chem. 2014, 5, 2530–2539. [Google Scholar] [CrossRef]
- Ozyhar, T.; Baradel, F.; Zoppe, J. Effect of Functional Mineral Additive on Processability and Material Properties of Wood-Fiber Reinforced Poly(Lactic Acid) (PLA) Composites. Compos. Part A Appl. Sci. Manuf. 2020, 132, 105827. [Google Scholar] [CrossRef]
- Mi, H.-Y.; Salick, M.R.; Jing, X.; Jacques, B.R.; Crone, W.C.; Peng, X.-F.; Turng, L.-S. Characterization of Thermoplastic Polyurethane/Polylactic Acid (TPU/PLA) Tissue Engineering Scaffolds Fabricated by Microcellular Injection Molding. Mater. Sci. Eng. C Mater. Biol. Appl. 2013, 33, 4767–4776. [Google Scholar] [CrossRef]
- Yuan, T.; Wang, X.; Liu, X.; Li, Y. Dynamic Response of Arc-Shaped Bamboo Sheets during Flattening Process. Ind. Crops Prod. 2023, 192, 116073. [Google Scholar] [CrossRef]
- Xie, X.; Yuan, T.; Yao, Y.; Li, G.; Li, Y.; Wang, X. Phytic Acid-Based Hybrid Complexes for Improving the Interfacial Property and Mildew-Resistance of Heat-Treated Bamboo. Colloids Surf. A Physicochem. Eng. Asp. 2023, 659, 130749. [Google Scholar] [CrossRef]
- Mathew, A.P.; Oksman, K.; Sain, M. The Effect of Morphology and Chemical Characteristics of Cellulose Reinforcements on the Crystallinity of Polylactic Acid. J. Appl. Polym. Sci. 2006, 101, 300–310. [Google Scholar] [CrossRef]
- Xie, X.; Xi, J.; Dai, Y.; Yuan, T.; Li, Y.; Wang, X. Improving Biomass-Degradation Properties and Nano-Mechanics of Moso Bamboo via a Simple Nitrogen Heat Treatment. Forests 2022, 13, 2059. [Google Scholar] [CrossRef]
- Lu, T.; Liu, S.; Jiang, M.; Xu, X.; Wang, Y.; Wang, Z.; Gou, J.; Hui, D.; Zhou, Z. Effects of Modifications of Bamboo Cellulose Fibers on the Improved Mechanical Properties of Cellulose Reinforced Poly(Lactic acid) Composites. Compos. Pt. B Eng. 2014, 62, 191–197. [Google Scholar] [CrossRef]
- Chang, Y.-C.; Chen, Y.; Ning, J.; Hao, C.; Rock, M.; Amer, M.; Feng, S.; Falahati, M.; Wang, L.-J.; Chen, R.K.; et al. No Such Thing as Trash: A 3D-Printable Polymer Composite Composed of Oil-Extracted Spent Coffee Grounds and Polylactic Acid with Enhanced Impact Toughness. ACS Sustain. Chem. Eng. 2019, 7, 15304–15310. [Google Scholar] [CrossRef]
- Frone, A.N.; Berlioz, S.; Chailan, J.-F.; Panaitescu, D.M. Morphology and Thermal Properties of PLA-Cellulose Nanofibers Composites. Carbohydr. Polym. 2013, 91, 377–384. [Google Scholar] [CrossRef]
- Yu, W.; Wang, Y. Research on the Change in Chemical Composition and Fungal Resistance of Moso Bamboo with Heat Treatment. Polymers 2023, 15, 453. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Tg (°C) | Tcc (°C) | Tm (°C) | ∆Hcc (J/g) | ∆Hm (J/g) | Χc (%) |
|---|---|---|---|---|---|---|
| PLA | 60.4 | 108.2 | 169.5 | −29.6 | 35.0 | 5.8 |
| PLA/1% coffee grounds | 60.6 | 110.4 | 170.2 | −25.0 | 29.8 | 5.2 |
| PLA/3% coffee grounds | 60.2 | 109.7 | 169.4 | −28.8 | 31.8 | 3.3 |
| PLA/5% coffee grounds | 60.5 | 108.6 | 169.5 | −25.2 | 33.3 | 9.2 |
| PLA/7% coffee grounds | 60.2 | 110.3 | 169.8 | −21.2 | 26.5 | 6.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.; Yuan, T.; Yao, Y.; Deng, Y.; Wang, X. PLA/Coffee Grounds Composite for 3D Printing and Its Properties. Forests 2023, 14, 367. https://doi.org/10.3390/f14020367
Yu W, Yuan T, Yao Y, Deng Y, Wang X. PLA/Coffee Grounds Composite for 3D Printing and Its Properties. Forests. 2023; 14(2):367. https://doi.org/10.3390/f14020367
Chicago/Turabian StyleYu, Wangwang, Tiancheng Yuan, Yan Yao, Yuhe Deng, and Xinzhou Wang. 2023. "PLA/Coffee Grounds Composite for 3D Printing and Its Properties" Forests 14, no. 2: 367. https://doi.org/10.3390/f14020367
APA StyleYu, W., Yuan, T., Yao, Y., Deng, Y., & Wang, X. (2023). PLA/Coffee Grounds Composite for 3D Printing and Its Properties. Forests, 14(2), 367. https://doi.org/10.3390/f14020367