1. Introduction
In recent decades, the integration of new technologies has been an important part of the forestry and timber industries. Technologies from other industrial sectors are often used, which can also be beneficial in the forestry sector. This introduction of technology is driving the fourth industrial revolution in forestry research and practice [
1]. Timber tracking plays an important role in the integration of technology. There exist many different labelling approaches within timber tracking technologies, e.g., conventional paint and chisel labels, branding hammers, conventional labels, nail-based labels, magnetic stripe cards, smart cards, radio frequency identification (RFID) labels, microtaggant tracer paint, chemical tracer paint, and chemical and genetic fingerprinting [
2,
3].
In existing forest supply chain studies, RFID is one of the “Industry 4.0” technologies receiving the most attention [
4]. Many studies cover the use of RFID tags. As one of the first, Korten and Kaul [
5] analyzed the applications of RFID in the timber supply chain. They tested RFID in a motor manual timber harvesting operation (manually fixing and reading) and in an operation with a harvester (automatic tagging device) and a forwarder (automatic reading). Furthermore, they tested RFID in transportation systems with both manual and automatic reading, and at the sawmill with two reading options. The authors concluded that RFID technology is useful, but that further research and development is necessary to improve tag design, systems to fix them on the logs, and reading methods.
The implementation of RFID traceability would be particularly promising in sustainable forest management and chain of custody certification systems, such as Programme for the Endorsement of Forest Certification (PEFC) schemes. From this perspective, the procuring of timber from controversial sources might be prevented more efficiently. Athanasiadis et al. [
6] reported that the usage of RFID tags allows for identification of the origin of the log as well as timber certification. It proves an efficient tool for fighting illegal logging practices and prohibited timber trade issues. Similarly, Tzoulis et al. [
7] stated that technologies such as RFID tags can solve the global problem of illegal logging. The results of the present study indicate the highest usability of the tested technology for Due Diligence Systems (DDS). This is an indispensable tool in the fulfilment of the European Timber Regulation (EUTR) and/or the United States Lacey Act requirements.
Besides supply chain control applications, RFID tags proved suitable to mark standing trees in silviculture applications, enduring harsh forest conditions for over 24 months [
8]. Moreover, RFID tags are considered by Picchi [
8] as the most promising technology for tree marking in modern forest management within the context of precision forestry and traceability services for certification. In the following steps of the supply chain, RFID tags can survive extraction processes and transportation [
9] and reliably provide information to enhance the efficiency of harvesting operations, e.g., by using a sensorized timber processor head to maximize value recovery [
10]. Moreover, in the supply chain from the landing to the mill, RFID tags seem to be the most promising marking technology. Kaakkurivaara [
11] reported that RFID tags are an efficient and user-accepted tool for chain of custody applications, the uses of which were investigated for teak in Thailand. She arrived at this conclusion based on a survey in the Thai timber industry where RFID technology was compared with barcodes and the conventional hammer branding method regarding efficiency, user acceptance, and cost. Higher costs were mentioned as a disadvantage for the RFID marking method [
12], but recent scientific work showed that the higher costs for RFID marking can be offset by an almost 50% reduction of working hour costs [
13]. These recent publications showed that RFID for timber supply is still under scientific investigation, and could become a leading marking technique for the future of forestry and timber industry. Nevertheless, there is still a lack of knowledge regarding the integration of RFID technology into the whole mountain forest timber supply chain. Most notably, research under difficult terrain conditions is missing. The main focus of the present study is to integrate RFID tags as a marking technique, combined with intelligent machines, in a mountain forest timber supply chain, using the collected information (species, diameter, length, volume, defects, density, stiffness, branchiness, etc.,) for efficiency and quality improvement. The innovative and new approach was the integration of RFID tags in a practical application under steep terrain mountain forest timber supply conditions, considering marking, felling, extracting, and processing the trees, until piling the logs at the landing and using modified RFID technology-compatible machines with various sensors for collecting, transferring, and processing applications of gathered data. Process flow, bottleneck, and risk analysis were used to investigate the performance of the supply chain processes. The main question was whether this combined application can be implemented in forestry and timber supply practice and achieve the expected benefits. The knowledge gained should contribute towards boosting the implementation of this timber tracking system in combination with intelligent machines to convert conventional into smart forest supply chains.
4. Discussion
RFID technology is considered a state-of-the-art solution used in a broad range of applications. These include container yard management, public library customer services, highway and city toll collection, railcar tracking, hospital patient identification, fashion boutique management, and airline luggage tracking, among many others, as described in the review study by Ferrer et al. [
17]. In recent decades, several research efforts have focused on the integration of RFID in forestry and timber supply chains. Initial studies demonstrated that RFID tagging of trees and logs is a highly promising solution to interconnect the whole timber supply chain. Over time, various researchers have demonstrated the advantages and challenges of integrating RFID tracking technology into the forestry and timber supply chain, with notable pioneering works published by Korten and Kaul [
5] and Sirkka [
18]. Log marking and tracking by the UHF RFID system under harsh Scandinavian weather conditions was presented by Häkli et al. [
19]. Björk et al. [
20] demonstrated that RFID-based technology can be used to take countermeasures against wood raw material waste by analyzing and tracing the environmental performance of the forestry supply chain. Picchi et al. [
9] demonstrated that RFID tags are a solid and promising tool for information transfer along the timber supply chain for the most demanding harvesting operations in mountain forests. In their comparison of remote sensing-based RFID and standard tree marking for timber harvesting, Pichler et al. [
12] underlined many advantages of an RFID-based approach.
Therefore, it can be stated that RFID tracking technology is valuable tool for efficient and knowledge-based supply chain management in the forestry and timber industries of the future. The present study demonstrates the practical implementation of a prototype RFID-based solution adopted for a timber harvesting system under steep terrain conditions. It includes the concept for information flow covering the entire supply chain from the forest to the mill.
It directly corresponds to the concept of the “Industry 4.0 (I 4.0)” paradigm in which the manufacturing processes are based on knowledge and information exchange. Unfortunately, in forest science I 4.0 is not yet very common since the scientific discussion happens mostly at the technological level [
1]. It is expected that I 4.0 will soon transform the forest value chain and lead to an increase in added gross value by the fusion of the physical and digital worlds [
1]. The present study directly addresses this challenge and presents a validated and comprehensive solution.
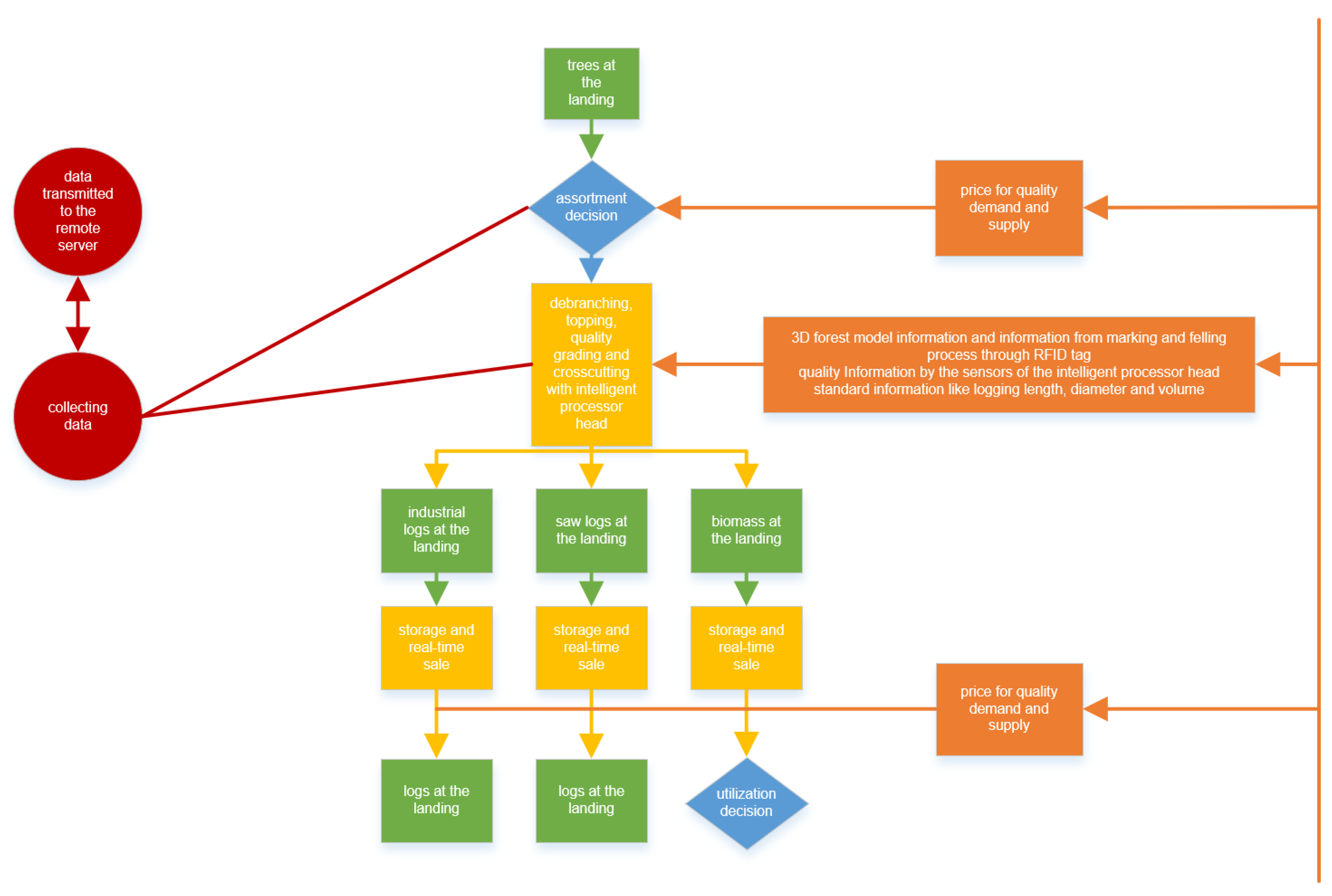
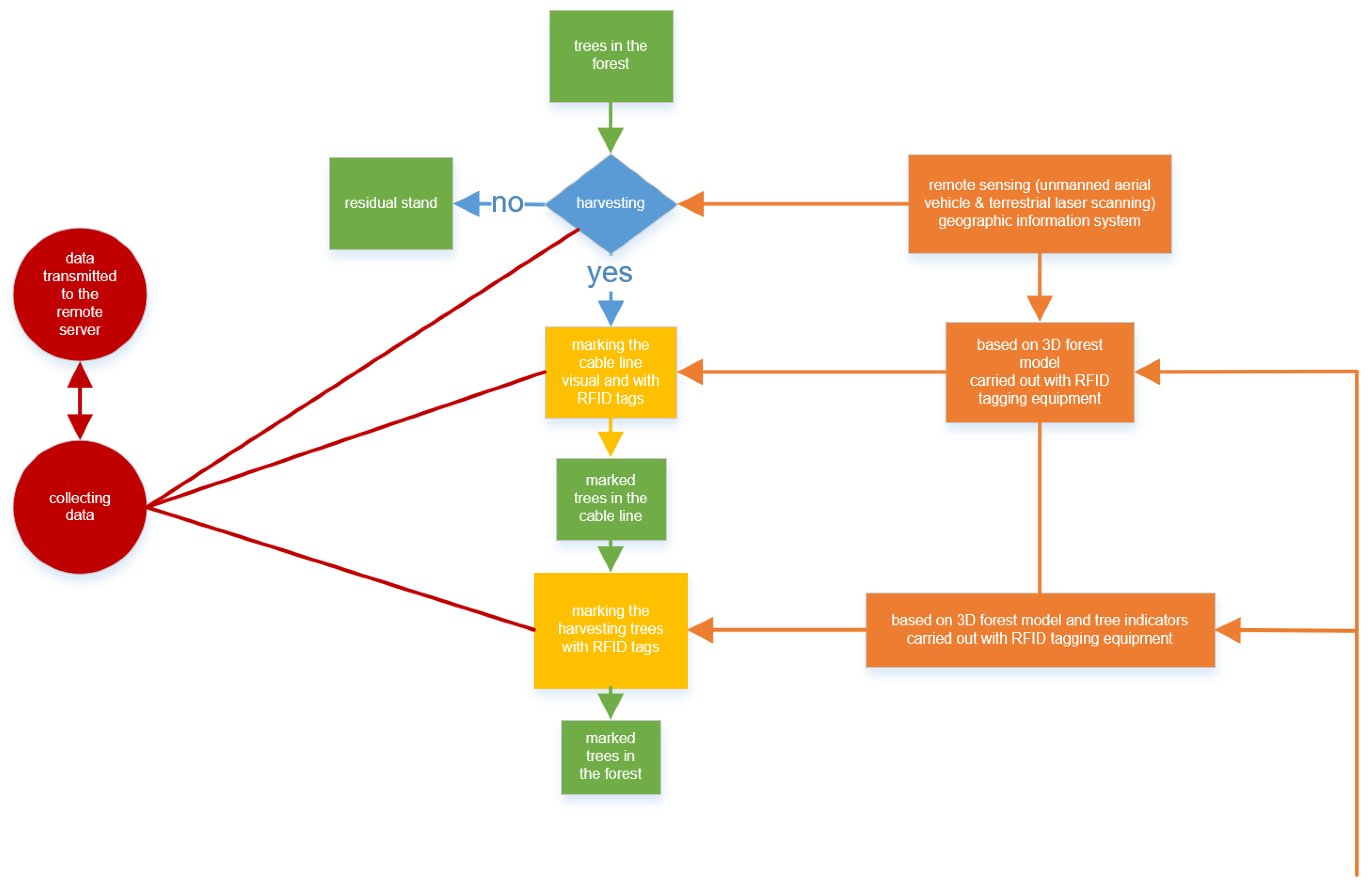
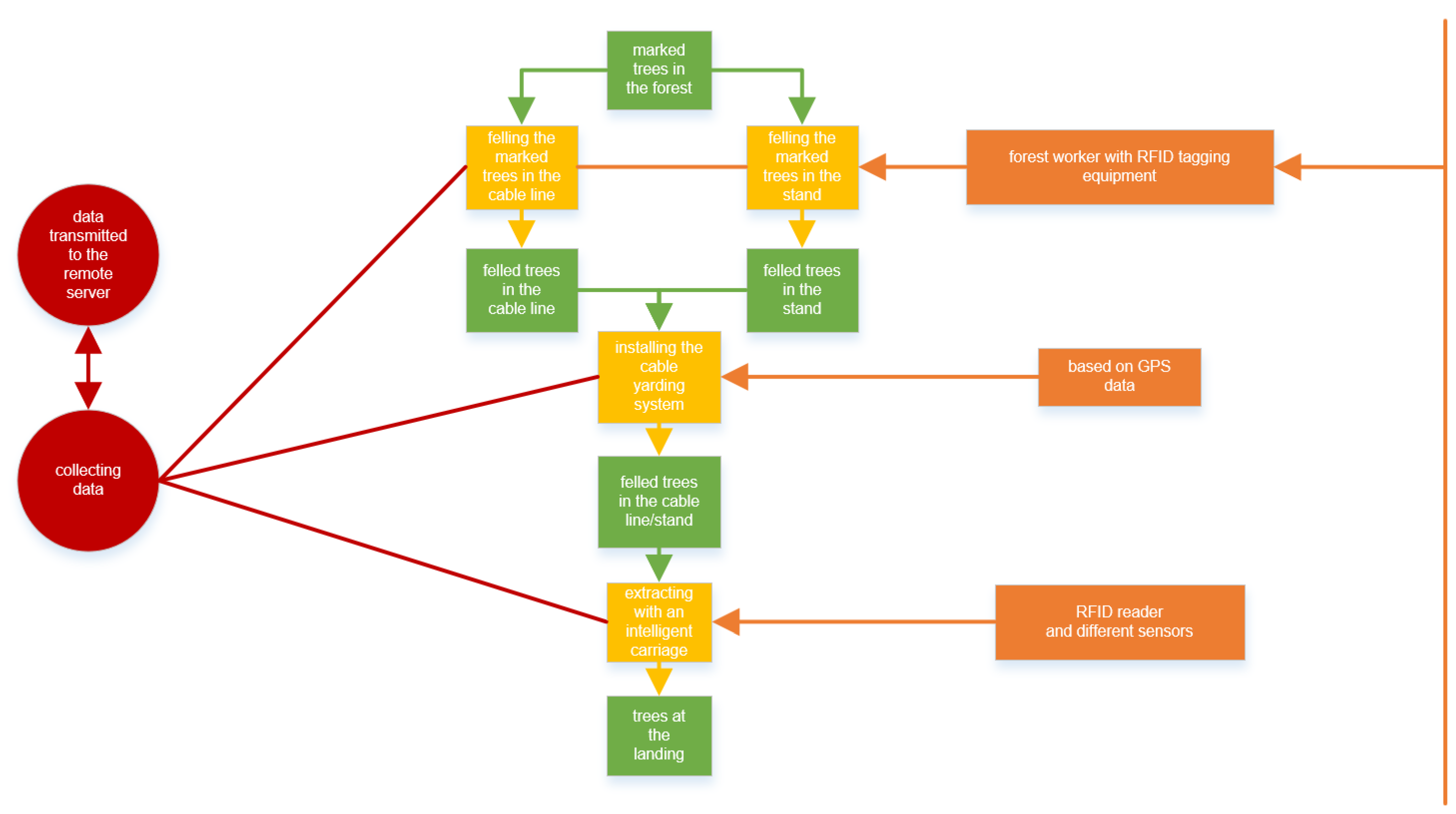
The wood supply chain can be divided into five main process steps, including harvest planning, harvest organization and control, harvest operations, timber transport with related logistics, and timber sales [
1]. Timber tracking with RFID tags was integrated at each of these process steps for collecting, processing, and using available data defining resources’ characteristics, quantities, and qualities.
Müller et al. [
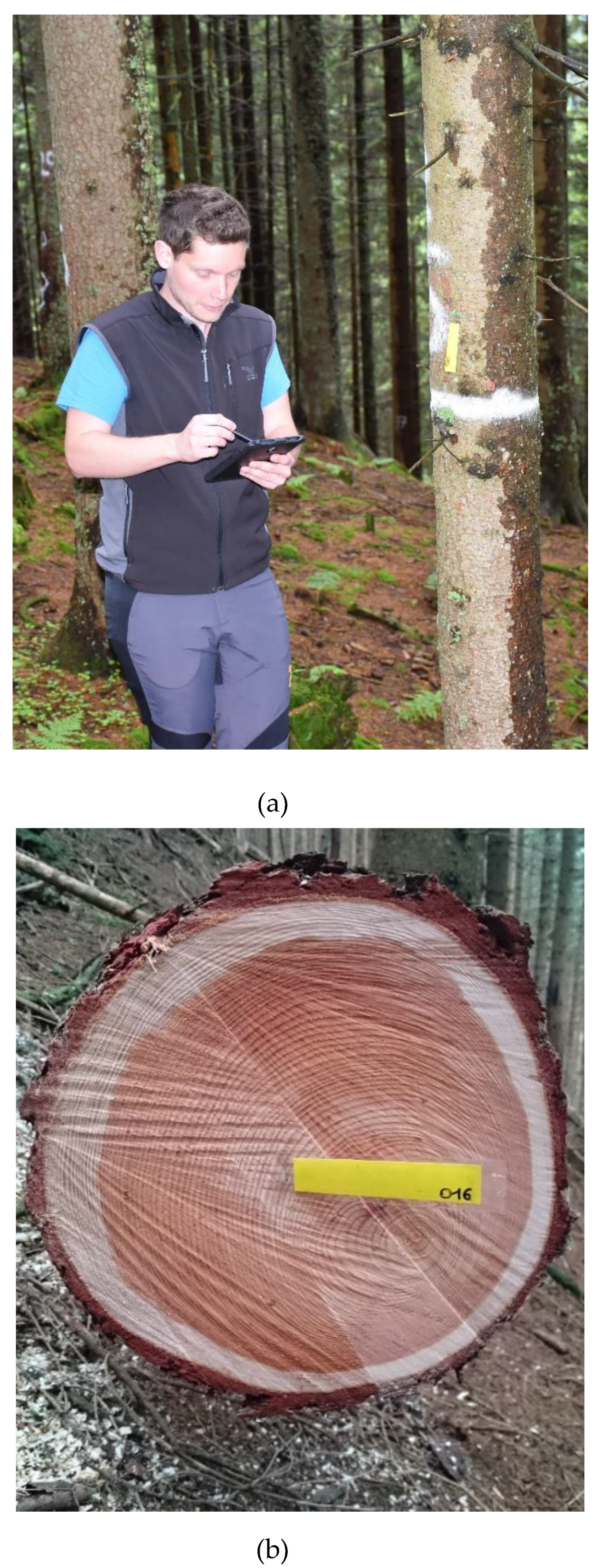
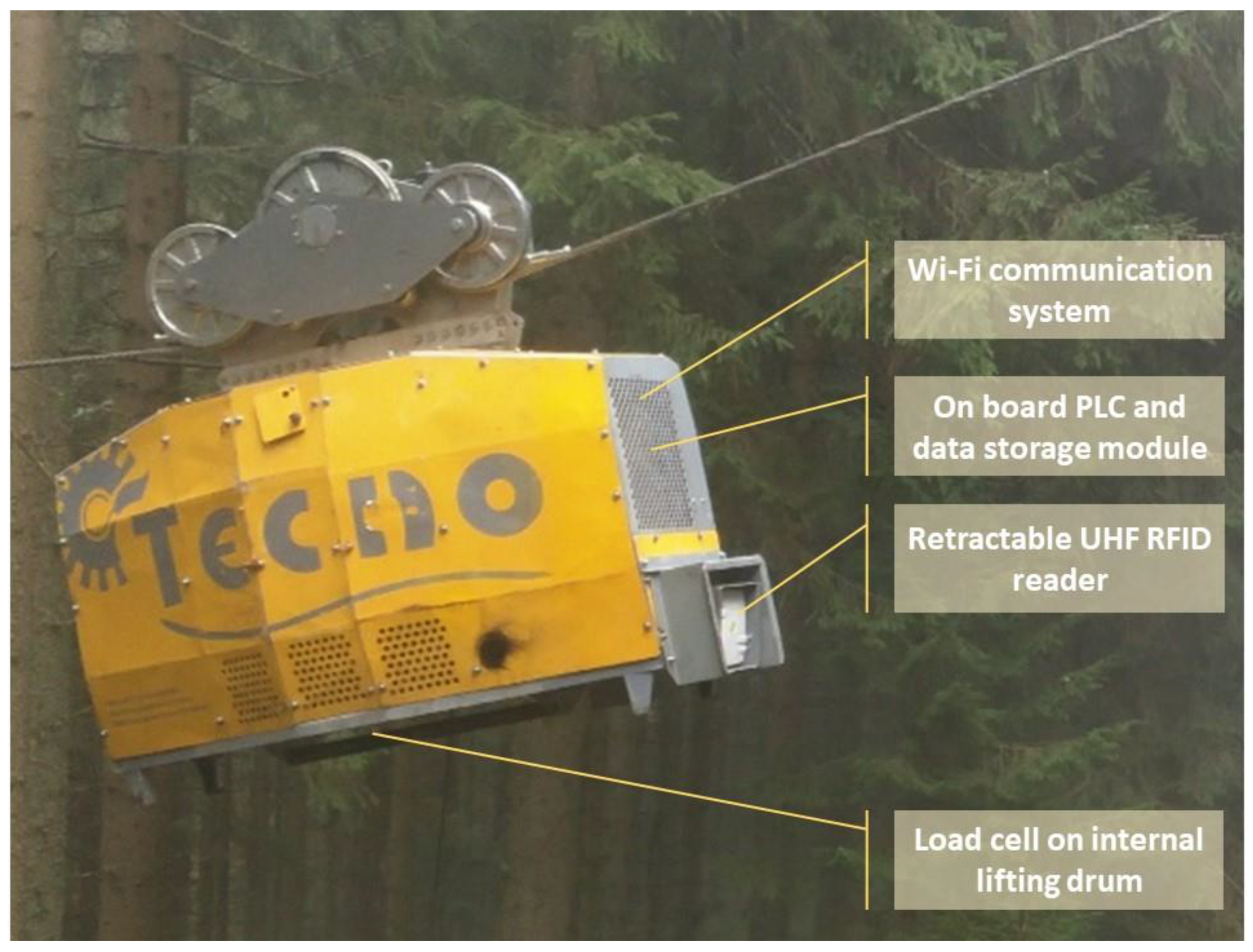
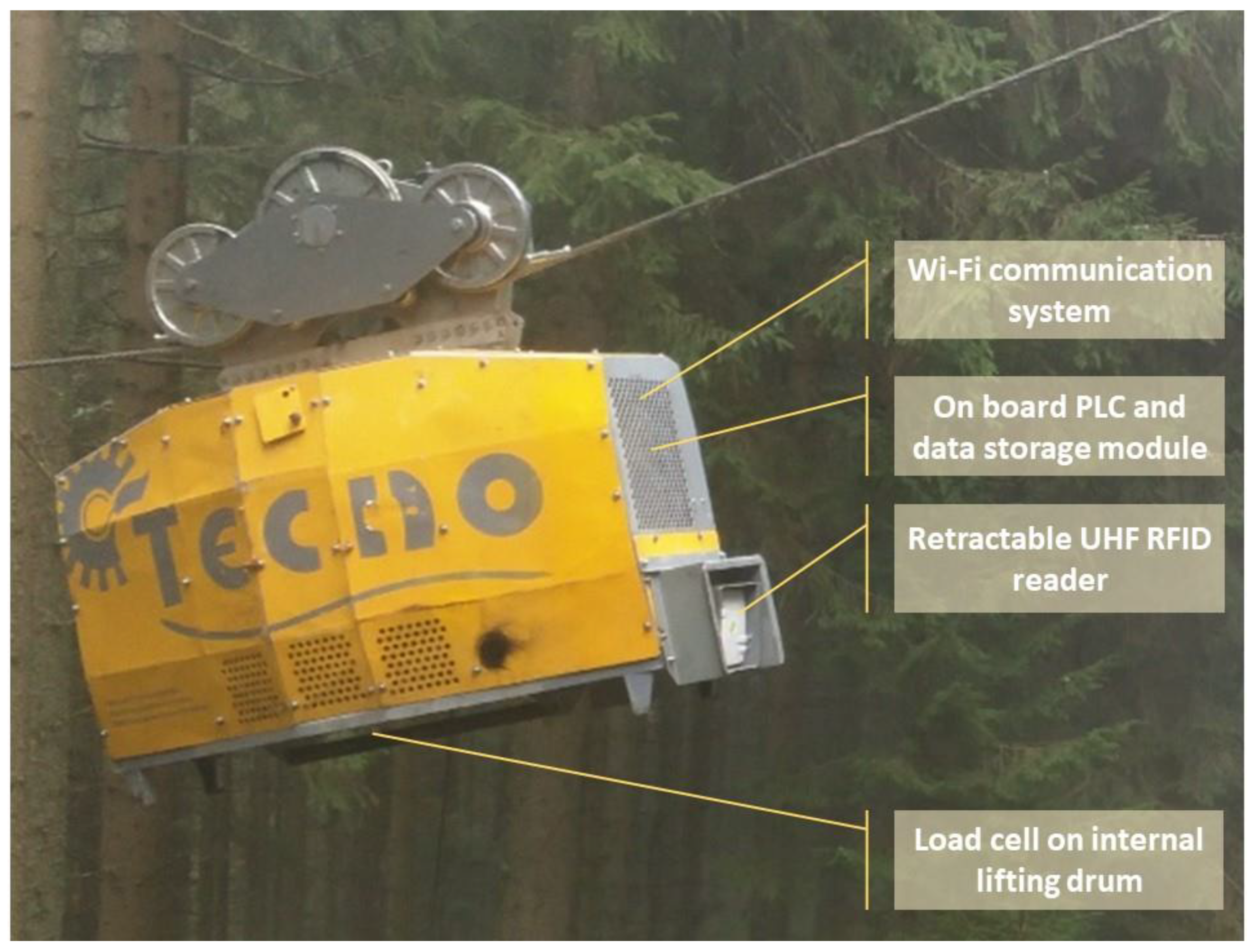
1] structured I 4.0 into concepts and technologies. In that context, cyber-physical systems, Internet of Things and Services (IoTS), and smart factories are considered as concepts. Conversely, technologies include localization and identification of objects, sensors, machine-to-machine communication, big data, or cloud computing. The present study corresponds to a forest I 4.0 concept of a cyberphysical system where the physical and virtual worlds merge. It was realized by integrating diverse I 4.0 technologies, such as remote sensing survey and RFID tree and log marking, as well as intelligent machines (carriage, processor head, and truck), all equipped with specialized sensors. It was proven that RFID tags are perfectly suitable for referencing the data collected along the whole timber supply chain. Results of the field study confirmed the readiness of RFID tags for routine application within tree/log marking, extracting (intelligent carriage) as well as processing (intelligent processor head) operations.
Tailored information datasets can become easily accessible for wood product consumers at acceptable costs by using traceability systems. Such consumer-relevant information can lead to higher product trust and purchase intentions [
21]. The data collected during the field survey might be processed into tailored data accordingly.
The economic, environmental, and social pillars of sustainable forest management can be incorporated by new electronic forest operation technologies, such as GIS, the Global Navigation Satellite System, or machine sensors [
22]. The present study leads to the same recommendation because the interconnection of the fully integrated high technology system (as displayed in the flow charts) could lead to the incorporation of all three sustainability pillars, through the RFID technology. The RFID technology could be used to balance all three pillars to an equivalent level to achieve the ultimate goal of sustainability.
Another scope of application is supply chain optimization. RFID-based referencing to the individualized resource characteristics collected at different steps, when combined with advanced data mining, leads to optimal decision making. It includes both technological (log length, cross-cut position) and economic (quality grade, downstream conversion path selection) assessments.
It is often feared that the use of new technologies could lead to increased costs. Despite the higher effort required in the use of RFID tree marking, the system costs are economically feasible. As the techno-economic evaluation demonstrated, the calculated total system costs of 44.12 €/m3 are comparable to common timber supply chains in mountain forests.
Scholz et al. [
23] listed numerous digital market-ready technologies suitable for optimizing the forest supply chain, such as forest inventory tools for smartphones, LIDAR, RFID, NFC, productivity-related sensors on forest machinery, and strategic, tactical, and operational planning systems. However, these are often very heterogeneous and not easily integrated, limiting the possibility for data exchange between stakeholders. This problem could be eliminated by using a single data collection system throughout the whole supply chain. A fully working prototype of such a solution was developed and demonstrated within the frame of the presented study, by adopting RFID tags for resource tracing and identification.
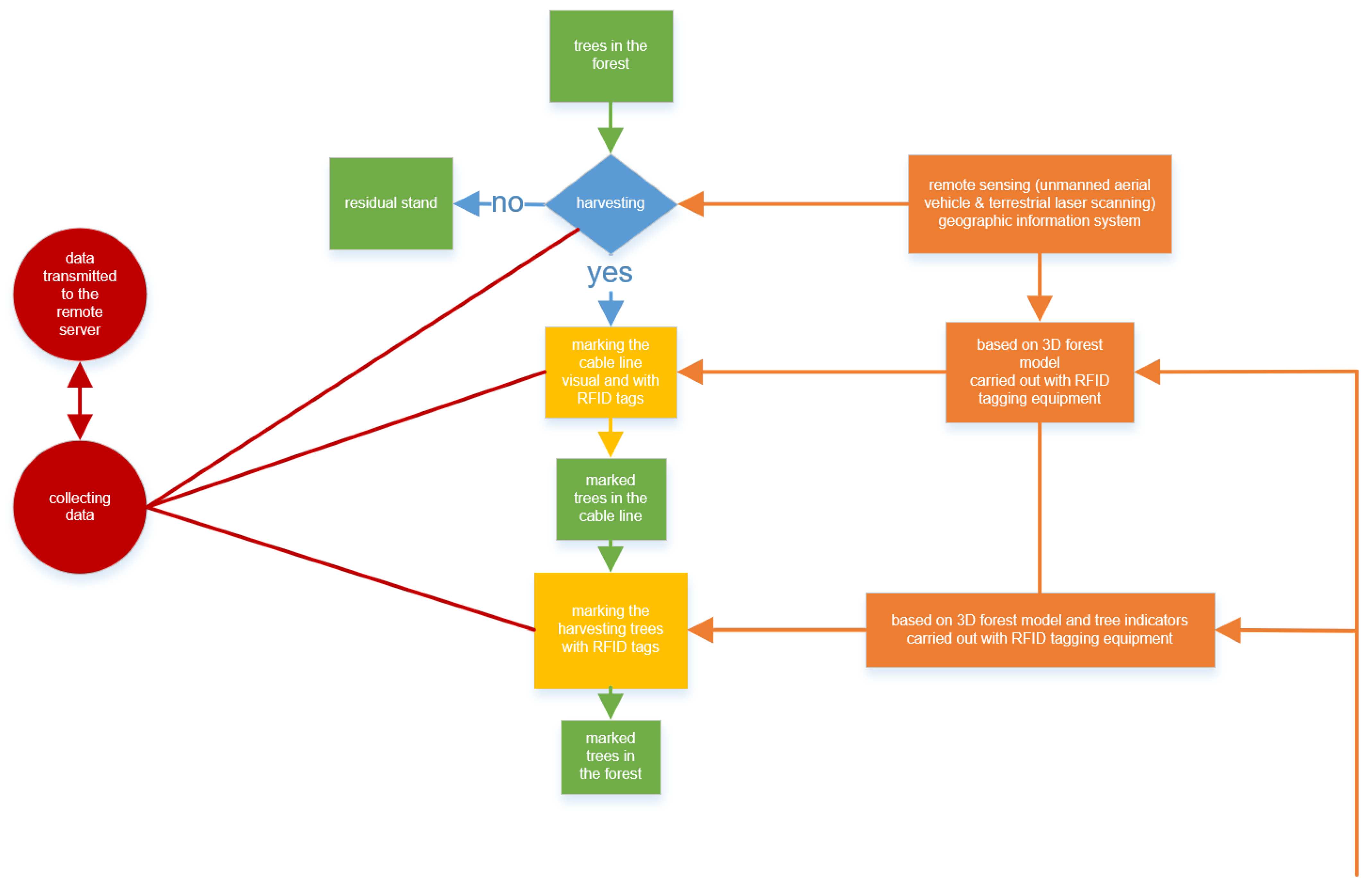
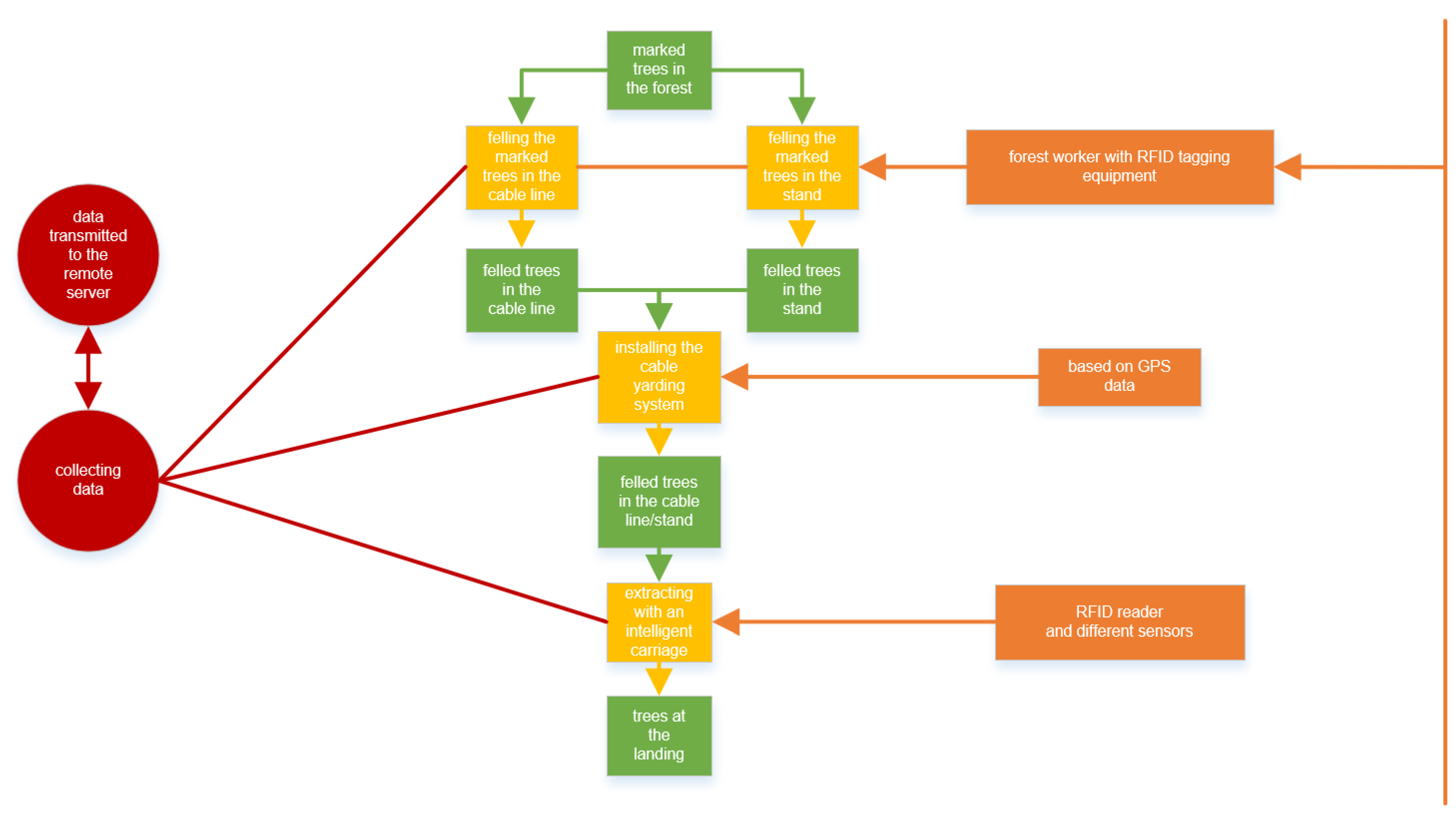
A process is defined, according to Kemper et al. [
24], as a system of activities transforming input into output. Process flows are often faced with a cluster of problems which are related to issues needing improvement. Flow charts are commonly used tools for process improvement [
24]. It is critical for managers to be aware of the process advantages and disadvantages as well as potential bottlenecks and risks. The process flow, bottleneck, and risk analysis were, therefore, recognized as core elements of the present investigation. A further improvement to the proposed system may be achieved by addressing the identified limitations, bottlenecks, and risks through further development and scientific research. This will result in a universal process workflow(s) and a more competitive timber procurement system. Reaching this goal in the near future is realistic and highly beneficial for all parties involved. Reliable resources’ traceability, supply chain safety, and productivity enhancement are subject to continuous improvement which is justified by a steady rise in environmental, social, and economic pressure within the forest and timber sector.
A real-time connectivity of all system components plays an important role in the improvement of the timber supply chain. The prototype network of all involved intelligent machines was tested with success during the demonstration. Even if not all components were fully functional, it was shown that the proposed solutions for a full information exchange are technically feasible. Müller et al. [
1] also recognized that real-time connectivity would lead to an improvement in harvesting organization and control.
The availability of real-time market information regarding “price for quality” as well as “demand and supply” of logs can highly increase the added value of the timber after harvesting. This could ensure an optimal supply of logs of expected quality for various downstream conversion industries. The constant information flow through the whole timber supply chain and a recreation of links to important decision nodes within the production process were synchronized, due to RFID tags and the trusted traceability of resources. It will trigger a change in timber market principles and increase the market influence of the forest owners. Similarly, Müller et al. [
1] stated that real-time reactions to changing markets could change timber supply from a push to a pull principle.
The central data storage of all information collected along the value chain is indispensable to ensure system efficiency. It was implemented in the presented system as a single remote server. The real-time connection between forest-working machines (intelligent carriage and processor head) was demonstrated during the field survey of the local area wireless network. The direct and real-time connection with the remote server was not possible due to the limited GSM coverage of the study plot. The data were, therefore, uploaded at the end of the working shift by connecting the backup system to the internet after reaching the home destination.
The importance of a central data storage was also confirmed by Müller et al. [
1]. It was described as a cloud-based multi-user data storage network and was defined as “the internet of trees and services”. All relevant and value-adding information were provided to this cloud, and it was stated that all stakeholders within the supply chain benefited from this interconnection.
An important technical challenge is also the data exchange standard to guarantee interconnection [
1]. There are several data exchange standards presently available on the market, such as FHPDAT, Eldat, Papinet, and Cosemat [
25]. Other relevant data conversation standards broadly used in the forest industry include StanForD, eFIDS, GeoDAT, and Forestand [
26]. The Standard for Forest Machine Data and Communication (StanForD) is a globally important standard in the area of mechanized timber harvesting systems, and was developed as an XML-based tool which is continuously improved by Skogforsk and Metsäteho [
26]. The StanForD was selected as the data exchange standard for the system demonstrated in this work. Unfortunately, not all the quality-defining information collected was compatible with the current version of the standard. Therefore, a custom database structure was defined to host all the collected data. The integration of common data exchange standards will be a great step towards the digitalization of forest value chains. It is not an easy task, as it requires the collaborative effort of several institutions that are in many cases competing with one another.
The blockchain technology is another innovative IT tool recently adopted for the needs of the timber supply chain. It was originally developed for the financial sector and is the foundation of various cryptocurrencies. Figorilli et al. [
27] performed a feasibility study for a blockchain prototype implemented along the timber supply chain. The blockchain architecture was combined in that research with RFID technology as an “infotracing” system. It integrates tree/log/product information and traceability. RFID technology was used there for tree marking, cutting, stacking, and transporting to the sawmill. Other marking technologies were used in the sawmill to continue traceability until the yielding of the final consumer product, including QR (Quick Response) code and NFC (Near Field Communication). The main advantage of combining the blockchain system with the RFID technology is the security of the information distributed in all network nodes. It is unmodifiable, and so the origin of the timber is “blockchain certified” [
27].
Several scientific studies regarding the implementation of RFID tags have been executed in the last decades, confirming the high potential of this technology for applications in the forestry and timber sector. This raises the question of why RFID is not yet broadly used for timber traceability within state-of-the-art supply chains. Müller et al. [
1] concluded that the effort required for coordinating the implementation of the RFID technology, as well as aligning the involved parties (mills, contractors, machines, and forestry administration) was still too high. To build awareness for the added value of I 4.0 in forestry and wood supply, it is necessary to continue long-term scientific research, considering not only the economic, but also the ecological and social aspects [
1]. A possible way to meet this recommendation is to merge a sustainable forest management and chain of custody certification system with RFID technology. This could help to bring RFID technology into the forestry and timber supply chain practice, even if further research must be done to meet this desirable goal.
5. Conclusions
The present study has shown that the integration of technology into the mountain forestry and timber supply chain has many advantages for enhancing overall efficiency and supply chain safety. Various technologies, tools, and machines, such as UAV, TLS, 3D forest modeling, and the Treemetrics Forest app, as well as an intelligent carriage, an intelligent processor head, and an intelligent truck, all equipped with sensors, were integrated together as a unique system. The core element of this timber harvesting system for connecting all these components was the customized RFID tagging solution, covering the whole supply chain.
Even if the system offers several unique advantages, it possesses (at the current state of development) several limitations and bottlenecks, presented in detail within this study. The key benefits of using such a system in practice could be in-depth forest stand information, preventing the procurement of timber from controversial sources, customer-oriented forest management, supply chain optimization, increasing added value of the timber by quality and real-time market information, and real-time sale. Some of these benefits may be considered to be hardly achievable. However, most of the developed processes are ready for market implementation and were validated and demonstrated in real case scenarios. An important question that often arises is the level of system costs. These were at a normal market level, and no disadvantages could be identified in this context.
The complete procurement system as presented here is an especially fitting requirement of the certification systems for sustainable forest management and chain of custody of timber and tree-based products, such as PEFC. This sector could be the initial target audience for the application of this technology to be integrated along the whole timber supply chain. Moreover, due to the prototype nature of the demonstrated system, an intensive further study must be performed to further increase its acceptance in forestry and timber industry sectors.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




